EP1097734A1 - Rad für Rollschuh - Google Patents
Rad für Rollschuh Download PDFInfo
- Publication number
- EP1097734A1 EP1097734A1 EP00123220A EP00123220A EP1097734A1 EP 1097734 A1 EP1097734 A1 EP 1097734A1 EP 00123220 A EP00123220 A EP 00123220A EP 00123220 A EP00123220 A EP 00123220A EP 1097734 A1 EP1097734 A1 EP 1097734A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hub
- wheel
- tread
- width
- interface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63C—SKATES; SKIS; ROLLER SKATES; DESIGN OR LAYOUT OF COURTS, RINKS OR THE LIKE
- A63C17/00—Roller skates; Skate-boards
- A63C17/22—Wheels for roller skates
- A63C17/223—Wheel hubs
Definitions
- the invention relates to a roller skate wheel, in particular a skate whose wheels are in lines.
- the skate wheels generally consist of a hub made of a very rigid plastic, such as a polyamide, on which a tread is molded made of one or more materials, presenting a module of lower traction than that of the hub, such as a polyurethane.
- a hub made of a very rigid plastic, such as a polyamide, on which a tread is molded made of one or more materials, presenting a module of lower traction than that of the hub, such as a polyurethane.
- the tread should have good adhesion qualities, this being particularly true for the parts of it that will be in contact with the ground in curves, that is to say when the wheel is tilted.
- the tread grip mainly depends on the properties of the material from which it is made, i.e. chemical constitution and its macromolecular properties.
- the wheel should not be too soft. In effect too great flexibility of the wheel causes a significant deformation thereof, which harms performance, especially in speed and stability.
- the wheel must be the most resilient possible.
- the resilience of a wheel is reflected in its ability to restore the maximum of the energy transmitted to it. This easily appreciated by the rebound effect of the wheel.
- a highly resilient wheel therefore promotes speed because it is able to restore a significant part of the energy during the trigger that follows the compression of the wheel.
- a little wheel resilient will absorb a lot of this energy and dissipate it in the form of heat.
- an inline skate wheel must be such that at no time during use does the hub come in contact with the ground. Indeed, in curve and at very high speed, i.e. when the wheel is very inclined, the area of the hub which is at the interface with the strip of bearing, i.e. the peripheral area of the hub, risk to come into contact with the ground. This automatically results in a permanent loss of grip.
- the wheel, axle and chassis assembly must be stable and allow no deformation, especially when the wheel is stressed in a direction which is not contained in its median plane.
- a skate wheel in another embodiment described in this same document, whose rigidity is changeable by adding discs in specially cavities adapted to receive them.
- the disks are removable and fixed on the hub by means of screws.
- versatility has led the designer to consider only one particular form of cavity; at know a shallow cavity.
- such a wheel is proves uneconomical to manufacture because it requires the assembly of different parts, in particular by screwing.
- the second solution uses a tread having a classic profile which is fixed to a hub which does not have only one bearing.
- the weight gain is done at the expense of the stability of maintaining the wheel on its axis.
- the standard wheels commonly used on skates with casters in line have a hub that is about 24mm in width and whose outside diameter generally oscillates between 38 and 45 mm. This is of course the diameter not holding account of the interlock that is drowned in the strip of rolling. This value should be related to the outside diameter total of a wheel which oscillates approximately between 72 mm and 82 mm. It is believed that to overcome the risk of contact of the hub with the ground, the outside diameter of the hub does not must not exceed 60% of the value of the total outside diameter of the wheel, and preferably should not exceed 55%. The wheels which have a hub wider than 45 mm and the diameter does not exceed 82 mm make the user run a significant risk of hub / ground contact.
- the standard wheels are also mounted on an axle by by means of two rolling bearings whose diameter is less than or equal to 22 millimeters.
- the two bearings are, spaced apart from each other, at both ends of the inner surface of the hub.
- the manufacture of the most large part of the skate wheels uses the techniques of overmolding of plastic materials.
- the hub is first obtained by molding or plastic injection, we come next overmold the tread. We then use the molding by gravity along a molding chimney. After demolding there remains a molding core located on one of the sides of the wheel at the hub tread interface. This carrot is then cut in a direction perpendicular to the axis of the wheel.
- Obtaining wheels skid by overmolding makes it possible to obtain wheels having satisfactory performance at moderate cost. However, it does not make it possible to obtain wheels having a particular profile, especially because of the cutting of the molding core which is perpendicular to the axis of the wheel.
- the object of the present invention is to remedy the aforementioned drawbacks. This is about designing a wheel with very good grip, even under a strong inclination and which allows weight gain. It's about also to design a wheel which even when it is used in standard configurations will allow a increase in the outside diameter of the hub, in the sense defined above.
- the present invention also consists of a method manufacturing to obtain such a wheel.
- the annular groove is not provided only in the tread or in the hub but in both at the times, we can therefore increase the volume hollowed out by the throat and thus gain greater weight gain compared to wheels known in the state of the art.
- the hub / strip interface surface bearing is no longer likely to come into contact with the ground when the wheel is tilted.
- a weight gain approaching 20% can be obtained thanks to the wheel according to the invention.
- the bottom of the annular groove i.e. all of the points of greatest depth, is naturally a circle whose center is located on the axis OO '. This is on the lateral surface of the hub, distant from the interface surface hub / tread.
- the depth of the groove is at less than 20% of its width.
- a annular groove is provided on each side, these two grooves having a position symmetrical to each other by in relation to the median plane of the wheel. The bottom of these two gorges annular corresponds to where the hub has its weakest width.
- this smaller width of the hub Lm is less than the width of the tread at level of the tread / hub interface also called width of the interface surface Lsi.
- the tread comprises a material whose hardness is between 60 and 90 shore A.
- the central limit of the annular groove is located near the central surface of the hub.
- the annular groove begins near the center surface of the hub.
- the peripheral limit of the throat is located on the band of rolling.
- this peripheral limit corresponds with the central limit of the tread surface that is likely to come in contact with the ground.
- this peripheral limit is positioned so that the difference between the radius of wheel and the radius of the peripheral limit of the groove is substantially equal to half the width of the wheel taken at tread level.
- the hub body is not full but perforated by cavities which may or may not be through.
- cavities which may or may not be through.
- the groove being limited radially, on one side by the hub and on the other by the tread, the surface of the groove includes a central part constituting a portion of the lateral surface of the hub body and a peripheral part constituting a portion of the outer surface of the strip of rolling.
- the lateral surface of the hub let it whether or not perforated by cavities, we will speak of part center of the throat surface.
- the central part of the throat wall as its peripheral part can have different profiles. However, preference will be given to the peripheral part the profile of a straight portion while that the central part will have a curved profile.
- roller skate wheel consisting of a tread and a hub, said hub comprising an interface zone ensuring the cohesion of the hub and the tread, a substantially cylindrical central surface intended to cooperate with means fixing the wheel on a rotation shaft and a hub body joining the inner surface to the area interface, said interface zone comprising a surface substantially cylindrical interface on which the tread, the width of the interface surface is less than 90% of the width of the central surface. In a preferred embodiment, we will give the surface interface width less than 80% of the width of the central surface.
- the tread material is a polyurethane elastomer defined by the characteristics following intrasecs: an elastic modulus E 'between 6 and 11.3 and a viscous module lower E '' to 0.25. Else apart for reasons of comfort, it is preferred to use for the manufacture of the tread of materials including Shore A hardness does not exceed 85 A. To prevent wear too fast and maintain good resilience to the wheel, will choose materials whose hardness is greater than 60 shore AT.
- the cutting, not parallel to the joint plane, of the carrot molding allows to manufacture by the molding method by gravity of wheels with a complex profile.
- the section of the wheel presented in section in Figure 1 is voluntarily schematized in order to clearly detach the features of the invention.
- the wheel consists of a hub 1 on which is fixed a tread 2.
- the hub 1 has a generally annular shape of axis of revolution OO '. he includes an interface area ensuring cohesion between the hub 1 and the tread 2, a central surface 4 substantially cylindrical intended to cooperate with means fixing the wheel on an OO 'axis rotation shaft (not shown) and a hub body joining the central surface to the interface area.
- the interface zone between the hub 1 and the tread 2 comprises an interface surface 5 of generally cylindrical shape and an interlock 6 of generally substantially annular shape extending radially from interface surface 5.
- the interlock 6 generally consists of a belt 11 connected to the interface surface by a plurality substantially radial uprights 12 (see fig. 5).
- a throat annular 3 the profile of which is embodied by a contour in dashed line in Figure 1, is provided on each of flanks of the wheel. According to the invention, the throat is radially limited on one side by the hub 1 and on the other by the tread 2.
- the wall 7 of the groove 3 breaks down therefore in a central part 8 which constitutes a portion of the lateral surface 13 of the hub body 1 and a part peripheral 9 which constitutes a portion of the surface outer 14 of the tread 2.
- the profile of this throat is characterized by the fact that the depth Lg of the groove is at least greater than 20% of the width Lsc of the central surface 4.
- the peripheral part 9 of the wall 7 of the groove 3 has a straight profile, while the central part 8 has a curved profile.
- the width of the interface surface 5 Lsi is between 20% and 80% of the width of the surface central Lsc, preferably between 40% and 60%.
- the general profile of the throat is a profile substantially triangular in which the profile of the central part has a appreciably rounded shape.
- the bottom 10 of the groove 3 is a circle whose center is on the axis OO '.
- the smallest width of the hub is at the bottom of the two annular grooves arranged on either side of the wheel. This width, noted Lm in Figure 1, is smaller than the width of the Lsi interface surface.
- the maximum width of the tread noted Lr in the figure, is substantially equal to the width of the central surface Lsc, which corresponds to the maximum width of the
- FIG. 2 shows a skate wheel whose hub 1 is monoblock and is traversed by cavities 15 of substantially shaped cylindrical.
- These rolling bearings (25) are of the type ball bearings and are two in number, arranged in both axial ends of the central surface of the hub.
- two shoulders are provided in the surface hub center. This arrangement of the bearings ensures that wheel increased stability, even when the skater is in the pushing phase and the wheel is stressed in a direction which is not contained in its median plane. Of them shoulders 16 separate the central surface 4 into three surfaces cylindrical.
- the peripheral part 9 of the wall 7 of the groove 3 has a straight profile, it does not include a sharp angle, while the central part 8 has a curved profile.
- the width Lsi of the interface surface 5 corresponds approximately to 50% of the width Lsc of the central surface 4.
- the use of a significantly stiffer material than those commonly used in hub manufacturing will make such a superfluous increase in the volume of the interlock 6.
- the bottom of each annular grooves is a circle located on the outer surface of the hub.
- the width of the wheel Lr is substantially equal to the width of the central surface of the hub Lsc. In fact she is significantly lower in a proportion such as: 0.8 Lsc ⁇ Lr ⁇ Lsc.
- the material used for the tread is a polyurethane elastomer with shore hardness included between 60 A and 85 A, while the hub is made of material plastic.
- Figure 3 shows a third embodiment of the invention in which the bottom 10 of each of the grooves 3 located on the side of the wheel is precisely at level of the interface surface 5.
- the wall 7 of the groove annular a on its portion coinciding with the surface outer 14 of the tread 2, an arcuate profile of circle.
- the lateral surface 13 of the hub 1 has, for its part, a profile consisting of two portions of an arc.
- the body of hub 1 has a geometry that recalls the structure of a wheel bicycle in the sense that the junction between the central surface 4 of the hub 1 and the interface zone is produced by means of lateral branches 17 arranged alternately on a blank, then on the other, of the wheel.
- an interlock 6 is provided whose height Ri is greater than its width Li.
- Figure 4 shows a fourth embodiment of the invention in which the tread 2 has a profile substantially circular.
- the lateral surface 13 of the hub is, meanwhile, consisting essentially of two flanges 18 substantially vertical.
- the profile of the groove 3 is therefore, in in this case, a portion of trapezium extended by a portion of arc of circle at the level of the tread 2.
- the width of the tread 2 is significantly lower than the width of the central surface 4 of the hub.
- the hub body consists entirely of non-through cavities 15 which open alternately on one side or the other of the wheel. Such a structure allows while minimizing the thickness of the walls separating the cavities 15 from each other to optimize the rigidity of the hub structure 1.
- the width Li of the interlock 6 is practically equal to the width Lsi.
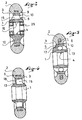
- Figures 5, 6 and 7 are respectively the front view, a view in radial section and a perspective of the hub 1 of a wheel according to a fifth embodiment of the invention.
- the hub body 1 is made up of six profiled arms 19.
- the interlock includes a belt 11 connected to the surface interface 5 by twelve uprights 12 having a lateral contour similar to that of branches 19. Preferably, some of these uprights 12 are located in the extension of the branches 19.
- the central surface 4 is designed to accommodate the two bearing rings with a diameter of 22 mm and a spacer (not shown).
- FIGS 8, 9 and 10 show respectively the front view, a radial section view and a perspective of the hub 1 of a wheel according to a sixth mode of realization of the invention.
- This hub 1 takes up a construction similar to that of the previous embodiment. Cavities 15 are arranged there and separated from each other by profiled branches 19. The bottom 10 of the groove is located on the lateral surface 13 of the hub 1.
- the central surface 4 is designed to receive bearing rings with a diameter of 16 mm.
- Figures 11, 12, and 13 respectively show the front view, a sectional view radial and a perspective of a complete wheel according the invention and using the hub 1 shown in Figures 8-10.
- the manufacture of a wheel according to the invention comprises many stages; manufacturing the hub, molding the tread and finish.
- the hub can be made various materials, including aluminum, polyamide, polyurethane, polybutylene terephthalate, polycarbonate or a magnesium or titanium alloy. This hub is achievable by molding, injection, gravity casting, extrusion or by stamping, forging or stamping.
- the hub is then placed in a lower mold 20, the centering being provided by a centering pin 24.
- the shape of the lower mold 20 corresponds exactly to the final form that we want to give to the tread; that is to say that the lower mold 20 differs from a classic mold by the presence of a rim annular 22 on which the peripheral surface of the hub 1.
- the upper mold 21 is then put in place.
- a molding chimney 23 comes to rest on the hub 1 defining an annular orifice through which we will be able pour or inject the tread material.
- demoulding we come to cut using a fine blade the "carrot" of molding in order to obtain the desired profile.
- the blade will not pose any particular problem.
- a cutting the carrot may be more difficult and more expensive to implement.
- We will then move towards a different technique of using a 25 punch having the imprint of the desired surface and the dimensions exterior of the pouring chimney. Directly after the pouring the tread material, introducing the punch in the pouring chimney, will eventually drive out the superfluous material and will give the tread the profile desired.
- the present invention is not limited to examples of previous embodiments which are presented in this presentation for information only.
- the advantages of the invention are independent of the configuration chosen for the hub, that is to say, the shape and number of cavities, the dimensions of the interlock, the materials used. They are also independent of the type and number of materials chosen for the tread.
Landscapes
- Tires In General (AREA)
- Motorcycle And Bicycle Frame (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9913965A FR2800295B1 (fr) | 1999-11-02 | 1999-11-02 | Roue pour patin |
| FR9913965 | 1999-11-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1097734A1 true EP1097734A1 (de) | 2001-05-09 |
Family
ID=9551826
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00123220A Withdrawn EP1097734A1 (de) | 1999-11-02 | 2000-10-26 | Rad für Rollschuh |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US6629735B1 (de) |
| EP (1) | EP1097734A1 (de) |
| FR (1) | FR2800295B1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002094121A1 (en) * | 2001-05-24 | 2002-11-28 | Benetton Group S.P.A. | A method for manufacturing a wheel and a wheel obtained thereby |
| WO2002094395A1 (en) * | 2001-05-24 | 2002-11-28 | Benetton Group, S.P.A. | A wheel, particularly for skates. rollers and the like |
| EP2589501A1 (de) * | 2011-11-07 | 2013-05-08 | Dijiya Energy Saving Technology Inc. | Monoblockrad |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7418988B2 (en) * | 1999-12-10 | 2008-09-02 | Michelin Recherche Et Technique S.A. | Non-pneumatic tire |
| US6752471B2 (en) * | 2002-05-13 | 2004-06-22 | Ben M. Hsia | Stroller wheel structure |
| US7100725B2 (en) * | 2002-08-30 | 2006-09-05 | Aethon | Robotic cart pulling vehicle |
| FR2844260B1 (fr) * | 2002-09-09 | 2004-11-12 | Cit Alcatel | Systeme anti-pmd |
| CA2465749A1 (en) * | 2004-04-01 | 2005-10-01 | Societe Manufacturiere Ro-Ma Inc. | Wheel structure |
| US20050269866A1 (en) * | 2004-06-03 | 2005-12-08 | Mcgoon Doug Iv | Multi-piece wheel assembly with transparent components |
| US7125083B2 (en) * | 2004-06-04 | 2006-10-24 | Nhs, Inc. | Wheel with dual density |
| CA2864027C (en) | 2005-10-14 | 2017-05-02 | Aldo Zini | Robotic ordering and delivery apparatuses, systems and methods |
| WO2007117637A2 (en) * | 2006-04-07 | 2007-10-18 | Peio Todorov Stoyanov | One-piece wheel produced by casting a wheel hub and spin-forming rims |
| US20080246330A1 (en) * | 2007-04-09 | 2008-10-09 | Mearthane Products Corporation | In-line Skates, Skate Wheels and Wheel Hubs |
| WO2012141601A2 (en) | 2011-04-11 | 2012-10-18 | Crown Equipment Limited | Method and apparatus for efficient scheduling for multiple automated non-holonomic vehicles using a coordinated path planner |
| US20140058634A1 (en) | 2012-08-24 | 2014-02-27 | Crown Equipment Limited | Method and apparatus for using unique landmarks to locate industrial vehicles at start-up |
| USD783752S1 (en) * | 2013-08-09 | 2017-04-11 | Capsule Collective L.L.C. | Wheel |
| US20150042147A1 (en) * | 2013-08-09 | 2015-02-12 | Collin Gabriel SNOEK | Wheel |
| US9162527B1 (en) * | 2014-07-14 | 2015-10-20 | White Oak Industries, Inc. | Mechanically interlocked wheel |
| US9914500B2 (en) * | 2015-07-01 | 2018-03-13 | GM Global Technology Operations LLC | Kickscooter with detachable electric drive module with hub-center steering and vibration dampening wheel |
| US10182629B2 (en) * | 2015-10-30 | 2019-01-22 | Milwaukee Electric Tool Corporation | Wheeled device and wheel assembly |
| FR3095447B1 (fr) | 2019-04-26 | 2021-12-24 | Michelin & Cie | Bandage pour roue de véhicule transportable manuellement |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5312844A (en) * | 1993-05-14 | 1994-05-17 | S&W Plastics, Inc. | Method of producing polyurethane injection molded in-line skate wheels |
| WO1996020030A1 (en) | 1994-12-23 | 1996-07-04 | Alfaplastic S.R.L. | A wheel having different hardnesses for roller skates presenting aligned wheels |
| WO1997018937A1 (en) * | 1995-11-17 | 1997-05-29 | Vanio Tessaro | Method for producing skate rollers, mould for manufacturing the same and skate roller manufactured by said method and/or in said mould |
| US5655784A (en) | 1995-03-27 | 1997-08-12 | Lee; Charles J. | High performance in-line roller skate wheels |
| WO1998004423A1 (en) * | 1996-07-12 | 1998-02-05 | The Hyper Corporation | Hollow core pneumatic wheel having contour conforming polyurethane wall |
| US5924705A (en) | 1995-11-03 | 1999-07-20 | Mrk Handels-Ag | Single-track roller skate and wheels for use therewith |
| US5938214A (en) | 1996-05-30 | 1999-08-17 | Nordica S.P.A. | Skate with in-line wheels |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1266132B1 (it) * | 1993-09-10 | 1996-12-20 | Nordica Spa | Struttura di ruota, particolarmente per pattini o skateboards |
| US5641365A (en) * | 1994-12-12 | 1997-06-24 | The Hyper Corporation | Pre-pressurized in-line skate wheel |
| US5655785A (en) | 1995-03-27 | 1997-08-12 | Lee; Charles J. | High performance in-line roller skate wheels |
| US6227622B1 (en) * | 1997-06-20 | 2001-05-08 | K-2 Corporation | Multilayer skate wheel |
| USD433088S (en) | 1999-03-19 | 2000-10-31 | Salomon S.A. | Skate wheel |
-
1999
- 1999-11-02 FR FR9913965A patent/FR2800295B1/fr not_active Expired - Fee Related
-
2000
- 2000-10-26 EP EP00123220A patent/EP1097734A1/de not_active Withdrawn
- 2000-11-01 US US09/702,890 patent/US6629735B1/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5312844A (en) * | 1993-05-14 | 1994-05-17 | S&W Plastics, Inc. | Method of producing polyurethane injection molded in-line skate wheels |
| US5908519A (en) * | 1994-12-12 | 1999-06-01 | The Hyper Corporation | Hollow core in-line skate wheel having contour conforming polyurethane wall |
| WO1996020030A1 (en) | 1994-12-23 | 1996-07-04 | Alfaplastic S.R.L. | A wheel having different hardnesses for roller skates presenting aligned wheels |
| US5655784A (en) | 1995-03-27 | 1997-08-12 | Lee; Charles J. | High performance in-line roller skate wheels |
| US5924705A (en) | 1995-11-03 | 1999-07-20 | Mrk Handels-Ag | Single-track roller skate and wheels for use therewith |
| WO1997018937A1 (en) * | 1995-11-17 | 1997-05-29 | Vanio Tessaro | Method for producing skate rollers, mould for manufacturing the same and skate roller manufactured by said method and/or in said mould |
| US5938214A (en) | 1996-05-30 | 1999-08-17 | Nordica S.P.A. | Skate with in-line wheels |
| WO1998004423A1 (en) * | 1996-07-12 | 1998-02-05 | The Hyper Corporation | Hollow core pneumatic wheel having contour conforming polyurethane wall |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002094121A1 (en) * | 2001-05-24 | 2002-11-28 | Benetton Group S.P.A. | A method for manufacturing a wheel and a wheel obtained thereby |
| WO2002094395A1 (en) * | 2001-05-24 | 2002-11-28 | Benetton Group, S.P.A. | A wheel, particularly for skates. rollers and the like |
| EP2589501A1 (de) * | 2011-11-07 | 2013-05-08 | Dijiya Energy Saving Technology Inc. | Monoblockrad |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2800295B1 (fr) | 2002-02-22 |
| FR2800295A1 (fr) | 2001-05-04 |
| US6629735B1 (en) | 2003-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1097734A1 (de) | Rad für Rollschuh | |
| FR2810560A1 (fr) | Planche a roulette | |
| EP3589503B1 (de) | Reifenlauffläche für einen lkw-anhänger | |
| CA2783645C (fr) | Machine agricole a roue et rouleau adaptes | |
| EP1044870B1 (de) | Verbessertes Antriebsrad für Gummigleiskette | |
| FR2613443A1 (fr) | Joint homocinetique autorisant un coulissement axial; et arbres de transmission comportant au moins un tel joint | |
| EP0382919B1 (de) | Herstellungsverfahren eines Produktes mit wenigstens einer Oberfläche mit mehreren Löchern, wie ein Golfschlägerkopf oder -griff, Halbprodukt und mit diesem Verfahren hergestelltes Produkt | |
| FR2654782A1 (fr) | Joint de transmission articule telescopique, notamment pour l'automobile. | |
| FR2974523A1 (fr) | Procede de fabrication de deux rondelles comprenant chacune une piste de roulement | |
| EP1671811B1 (de) | Leichtrad insbesondere für landwirtschaftliche Maschinen | |
| FR2859662A1 (fr) | Methode pour alleger un dispositif de roulage a plat de roue de vehicule automobile et dispositif ainsi obtenu | |
| EP2269431B1 (de) | Walze mit Halbhohlreifen, insbesondere für Landwirtschaftsmaschinen | |
| EP2807041B1 (de) | Reifen und rad für einen abfallsammelbehälter | |
| FR2977502A1 (fr) | Dispositif de roue pour planche ou patin a roulettes | |
| FR2693515A1 (fr) | Moyeu arbitraire pour roues centrifuges. | |
| EP0898992A1 (de) | Rad für Rollschuhe mit äusseren Streifen | |
| EP1796797A1 (de) | Rollschuhrad mit recycelbarer nabe mit einem kugellager | |
| FR2767711A1 (fr) | Roue pour patin a roulettes | |
| EP2729356B1 (de) | Schraube, mit je einem blech zur verbindung der nabe mit jedem ihrer blätter | |
| EP0820880A1 (de) | Fahrrad-Rad | |
| EP4176945A1 (de) | Skikern und ski mit einem solchen kern | |
| WO2005044599A2 (fr) | Appui de securite allege pour pneumatique | |
| FR2691908A1 (fr) | Roue pour patin à roulette. | |
| CA3134369A1 (fr) | Kit pour former un outil agricole a partir d'un corps de roue ou un support tubulaire | |
| EP4446126A1 (de) | Freilauf-hinterradnabe für einen fahrrad |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20010803 |
|
| AKX | Designation fees paid |
Free format text: DE FR IT |
|
| 17Q | First examination report despatched |
Effective date: 20011219 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20031018 |