EP1075419B1 - Packaging machine and method of carton set up - Google Patents
Packaging machine and method of carton set up Download PDFInfo
- Publication number
- EP1075419B1 EP1075419B1 EP98939187A EP98939187A EP1075419B1 EP 1075419 B1 EP1075419 B1 EP 1075419B1 EP 98939187 A EP98939187 A EP 98939187A EP 98939187 A EP98939187 A EP 98939187A EP 1075419 B1 EP1075419 B1 EP 1075419B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- carton
- cartons
- guide
- station
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
- B65B43/18—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers
- B65B43/185—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers specially adapted for carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B17/00—Other machines, apparatus, or methods for packaging articles or materials
- B65B17/02—Joining articles, e.g. cans, directly to each other for convenience of storage, transport, or handling
- B65B17/025—Joining articles, e.g. cans, directly to each other for convenience of storage, transport, or handling the articles being joined by a top carrier element
Definitions
- Top gripping cartons for accommodating glass bottles normally have side (and end) walls adapted to form a substantially rigid tubular structure. It is often desirable to use a so called clip type article carrier to transport the grouped articles.
- the clip type carrier is normally provided with at least one aperture to receive an upper portion of the article.
- tabs are used to engage the underside of the flange of an article to lock the article in the carton.
- tabs are used to maintain the carton in a set up condition.
- the packaging machine is adapted to feed successive cartons onto a loading station sited on a crate conveying line.
- the cartons are interengaged with bottles contained within these crates during continuous forward feed.
- it is necessary to provide a packaging machine that performs a number of carton set up and loading functions.
- the device may comprise control means for controlling the conveying means so that the carton is loaded during continuous forward movement.
- the device may further comprise a second guide means and guide track positioned at the loading station being oppositely disposed the first guide means and guide track, the second guide means and guide track is provided to load the cartons with at least one article.
- the guide means may comprise a roller follower.
- the carton receiving means may comprise carton engagement means, connected to a reciprocating arm capable of raising and lowering the carton engagement means between the stations.
- the carton engagement means may comprise at least one suction cup and cup holder, the at least one suction cup being connected to a vacuum supply during the carton engagement.
- the carton can vary depending upon the shape and/or quantity of the articles to be packaged and accordingly, a machine in accordance with the present invention is adjustable in numerous respects, so that it can process a wide variety of such cartons.
- the principle dimensions which are likely to be varied are shown in Figure 3a in which "H” is the overall height of the set up carton equivalent to the distance between the top panel and the base panel, "L” is the overall length of the carton when the end flaps are closed.
- H is the overall height of the set up carton equivalent to the distance between the top panel and the base panel
- L is the overall length of the carton when the end flaps are closed.
- the packaging of four articles is achieved by using a carton as shown in Figure 3b.
- FIG. 1 there is shown a machine 2 for processing cartons 10 of the type outlined above.
- the carton 10 is supplied in a flat collapsed condition about fold lines 28 and 29 such that the top panel 12 and first side panel 14 are in a face contacting relationship with second side panel 18 and base panel 20.
- a pair or trio of collapsed cartons is removed from the hopper in direction A illustrated in Figure 4 such that top and bottom walls of each collapsed carton are separated by centrifugal force as the collapsed cartons are rotated.
- the collapsed cartons are rotated at sufficient velocity for the top and bottom panels to be moved apart, thus partly erecting the cartons.
- othre rotary feeders for example EP 0 429 231 can be used instead without departing from the scope of the invention.
- the carton conveyor 38 is adapted to group two pairs of cartons 32 together.
- the conveyor 38 moves each group forward to be transferred to an overhead vacuum plunger unit 50, described below.
- the carton conveyor 38 comprises an endless chain 52 driven by suitable drive means, for example a servo motor (not shown) and an endless series of leading and trailing lugs 54, 56 for receiving the adjacent cartons and maintaining the side walls 14, 18 in a substantially vertical spaced relationship.
- suitable drive means for example a servo motor (not shown) and an endless series of leading and trailing lugs 54, 56 for receiving the adjacent cartons and maintaining the side walls 14, 18 in a substantially vertical spaced relationship.
- the leading side wall 14 comes into contact with the leading lug 54, the trailing lug 56 assumes a position immediately behind the cartons which is, of course, in a set up fully open condition. It will be appreciated that the leading and trailing lugs 54, 56 can contribute to the manipulation of the cartons into a set up condition.
- the group of cartons 32 is then transferred by an overhead vacuum plunger unit 50 (described in greater detail below) to the end panel erection station E, illustrated in Figure 4 and 5.
- the end panels 20, 22 are erected by lowering the grouped cartons onto at least one vertically oriented guide pin 62, 64.
- the guide pins 62, 64 pass through the end most apertures 24 of each carton and come into contact with the end panels 20, 22.
- the guide pins 62, 64 push the end panels 20, 22 in an upwards and outwards direction until the end panel tabs 26, 27 pass through upper apertures 24 and are locked in place with respective apertures.
- the cartons are in a set up condition shown in Figure 1.
- two pairs of guide pins 62 are positioned along opposed transverse end edges of the conveyor belt 66 being adapted to receive the outer end panels of a pair of adjacent cartons.
- two further pairs of guide pins 64 are positioned to receive the inner end panel of each carton.
- pairs of guide pins 68, 70 are mounted on the conveyor 66 in close proximity to and in corresponding locations to the four pairs of guide pins 62, 64 described above.
- the second set of guide pins 68, 70 are adapted to receive the rear mounted pair of cartons, as illustrated in Figure 5. It is envisaged that the guide pins can be altered in number and location to accommodate cartons of differing size and shape.
- the conveyor 66 can be removed as a unit and replaced with an alternative configuration of guide pins thereby reducing change over time and machine down time.
- each crate 82 holds four cartons carrying six bottles each or six cartons carrying four bottles each.
- the vacuum plunger 90 is then released from the cartons, thereby leaving the cartons 32 within the crate 82 as it moves to the outfeed end of the packaging machine.
- FIG. 9a illustrates the completed vacuum cup plate 98.
- the vacuum plate 98 is mounted to a support frame 108 of the vacuum plunger device 90.
- Pegs (not shown) extending from the support frame 108 are interengaged with apertures 110 provided in the vacuum plate 98.
- the arrangement of the pegs and apertures 110 provides for easy attachment and removal of the plate 98 to and from the frame 108.
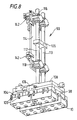
- the support frame 108 is mounted to the lower extremity of a pair of reciprocating arms 112, 113. Both reciprocating arms 112, 113 are mounted to a fixed plate 114 comprising a pair of mounting brackets 116, 118 disposed in upper and lower portions of the fixed plate 114. Each reciprocating arm 112, 113 passes through the pair of mounting brackets 116, 118, as shown in Figure 8.
- the fixed plate 114 is secured at each of its opposite ends to the upper and lower chain and sprocket sets 92, 94 so that the vacuum plunger devices 90 can be caused to move continuously around the unit 50.
- the cam track 124 is configured to lower the vacuum cup plate 98 and cartons 32 on to the end panel erection station E where the end panels are erected as described earlier. Thereafter, the plate 98 is retracted so that the erected cartons are raised and leave the station and are transported to the carton loading station L. The vacuum cup plate 98 is lowered onto a crate 82 loaded with bottles B. The cartons 32 are then engaged with the bottles B as described above.
- the carton conveyor 38 at the set up station, the guide pin conveyor 66 at the erecting station and the movement of the crates is controlled by suitable control means (not shown) so that their velocities correspond to the forward movement of the vacuum cup plate 98 and cartons 32.
- the time the cartons are required to spend at each station is dictated by the configuration of the cam track 124.
- the cam track 124 which, in this embodiment, is shaped to provide a shallow angle of incline G. It is envisaged that in other embodiments, the angle of incline can be increased (or as the case may be decreased) to decrease (or increase) the loading time.
- a pair of support rails 130, 132 is provided to engage a pair of roller followers 134, 136 mounted onto opposing ends of the support frame 108.
- the support rails 130, 132 are optionally included to maintain the support frame 108 in a substantially horizontal plane and to provide positive feed to the cartons 32 as they are moved downwards to interengage with the bottles contained in the crate 82.
- vertical support is provided by support guides 140 and roller followers 142. The vacuum is then relieved so that the vacuum cups 96 disengage the cartons and the vacuum plunger device 92 continues forward to repeat its cyclical reciprocating action.
- the cartons are secured to complete the packaging operation.
- sensors are provided to ensure that the cartons are in the correct position, in the crate.
- the packaging throughput of the machine is controlled by computer programme(s) which controls the speed of the upper and lower sprocket sets and the throughput of the crates to ensure the cartons are aligned with the crates.
- a different vacuum cup plate 98 is used which can be connected to the machine by means of quick release means outlined above.
- the machine down time is minimised.
- a machine according to the present invention is adjustable in a number of respects so as to be able to process cartons containing numerous configurations and groups of articles to create a range of carton size and shape, for example, four bottles to eight bottles without undue amounts of down time being spent in adjusting the machine.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Container Filling Or Packaging Operations (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Making Paper Articles (AREA)
- Buffer Packaging (AREA)
- Basic Packing Technique (AREA)
Abstract
Description
Claims (8)
- A device for transferring a carton from a carton set up station (S) to a carton loading station (L) in a packaging machine (2) comprising conveying means (50) for conveying a carton between said stations and means for receiving and retaining at least one carton to be transferred between stations, characterized in that said conveying means comprises guide means (126) connected to said carton receiving means and a guide track (124) for receiving said guide means, said guide track being adapted to guide said guide means and said receiving means to receive and retain at least one carton to transfer said carton to the loading station (L), to locate said carton at said loading station for loading said carton with at least one article (B).
- A device according to claim 1 further comprising control means for controlling said carton conveying means (50) so that said carton is loaded during continuous forward movement.
- A device according to claim 2 wherein said at least one article is conveyed to the loading station (L) by second conveying means and wherein said control means controls said second conveying means for continuous forward movement of said articles.
- A device according to any one of claims 1 to 3 where said device further comprises a second guide means and guide track positioned at the loading station (L) being oppositely disposed the first guide means and guide track, said second guide means and guide track is provided to load said cartons with at least one article.
- A device according to any one of claims 1 to 4 wherein said guide means comprises a roller follower (126).
- A device according to any preceding claim wherein said carton receiving means comprises carton engagement means (90), connected to a reciprocating arm (112, 113) capable of raising and lowering said carton engagement means (90), between said stations.
- A device according to claim 6 wherein said carton engagement means (90) comprises at least one suction cup (96) and cup holder, said at least one suction cup being connected to a vacuum supply during said carton engagement.
- A packaging machine incorporating a device as claimed in any one of claims 1 to 7.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK03006307T DK1342668T3 (en) | 1997-08-01 | 1998-08-03 | Packing machine and method for erecting a carton |
| EP03006307A EP1342668B1 (en) | 1997-08-01 | 1998-08-03 | Packaging machine and method for setting up a carton |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB9716324.0A GB9716324D0 (en) | 1997-08-01 | 1997-08-01 | Packaging machine and method of carton set up |
| GB9716324 | 1997-08-01 | ||
| PCT/US1998/016162 WO1999006280A1 (en) | 1997-08-01 | 1998-08-03 | Packaging machine and method of carton set up |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03006307A Division EP1342668B1 (en) | 1997-08-01 | 1998-08-03 | Packaging machine and method for setting up a carton |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1075419A1 EP1075419A1 (en) | 2001-02-14 |
| EP1075419B1 true EP1075419B1 (en) | 2003-10-29 |
Family
ID=10816852
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98939187A Expired - Lifetime EP1075419B1 (en) | 1997-08-01 | 1998-08-03 | Packaging machine and method of carton set up |
| EP03006307A Expired - Lifetime EP1342668B1 (en) | 1997-08-01 | 1998-08-03 | Packaging machine and method for setting up a carton |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03006307A Expired - Lifetime EP1342668B1 (en) | 1997-08-01 | 1998-08-03 | Packaging machine and method for setting up a carton |
Country Status (9)
| Country | Link |
|---|---|
| EP (2) | EP1075419B1 (en) |
| AT (2) | ATE327157T1 (en) |
| AU (1) | AU8766898A (en) |
| DE (2) | DE69819370T2 (en) |
| DK (2) | DK1342668T3 (en) |
| ES (2) | ES2266663T3 (en) |
| GB (1) | GB9716324D0 (en) |
| PT (2) | PT1342668E (en) |
| WO (1) | WO1999006280A1 (en) |
Cited By (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3738896A1 (en) | 2019-05-17 | 2020-11-18 | Krones Aktiengesellschaft | Packaging device for articles or groups of articles and method for applying a carton blank to an article or group of articles |
| WO2020233943A1 (en) | 2019-05-17 | 2020-11-26 | Krones Aktiengesellschaft | Packaging apparatus and method for producing packaging units |
| WO2020234048A1 (en) | 2019-05-17 | 2020-11-26 | Krones Aktiengesellschaft | Package, method for producing packages and package-forming apparatus |
| WO2021043637A1 (en) | 2019-09-05 | 2021-03-11 | Krones Aktiengesellschaft | Method and packaging device for producing packaging units |
| WO2021043632A1 (en) | 2019-09-05 | 2021-03-11 | Krones Aktiengesellschaft | Packaging device and method for producing packaging units |
| WO2021043623A1 (en) | 2019-09-05 | 2021-03-11 | Krones Aktiengesellschaft | Method and packaging device for producing packaging units |
| DE102019128874A1 (en) * | 2019-10-25 | 2021-04-29 | Krones Aktiengesellschaft | Packaging device and method for producing packaging units |
| DE102020101956A1 (en) | 2020-01-28 | 2021-07-29 | Krones Aktiengesellschaft | Packaging unit, device and method for producing such packaging units |
| DE102020101932A1 (en) | 2020-01-28 | 2021-07-29 | Krones Aktiengesellschaft | Packaging unit, packaging device and method for producing packaging units |
| DE102020101934A1 (en) | 2020-01-28 | 2021-07-29 | Krones Aktiengesellschaft | Packaging unit, method for producing packaging units and packaging device |
| DE102020109631A1 (en) | 2020-04-07 | 2021-10-07 | Krones Aktiengesellschaft | Method for producing a container and packaging device for producing a container |
| DE102020109632A1 (en) | 2020-04-07 | 2021-10-07 | Krones Aktiengesellschaft | Packaging device for producing packaging units, method for producing packaging units and packaging units |
| DE102020109630A1 (en) | 2020-04-07 | 2021-10-07 | Krones Aktiengesellschaft | Large containers and process for their production |
| DE102020109628A1 (en) | 2020-04-07 | 2021-10-07 | Krones Aktiengesellschaft | Packaging unit, packaging device and method for producing packaging units |
| WO2021239318A1 (en) | 2020-05-28 | 2021-12-02 | Krones Aktiengesellschaft | Packaging device and method for producing a packaging unit |
| DE102020207930A1 (en) | 2020-06-25 | 2021-12-30 | Krones Aktiengesellschaft | Packaging device for the production of bundles in which several articles are held together by a strap |
| DE102020207931A1 (en) | 2020-06-25 | 2021-12-30 | Krones Aktiengesellschaft | Packaging machine and process for the production of containers |
| DE102020119228A1 (en) | 2020-07-21 | 2022-01-27 | Krones Aktiengesellschaft | Gripper for beverage cans, gripper head and method for receiving at least one beverage can |
| DE102020122068A1 (en) | 2020-08-24 | 2022-02-24 | Krones Aktiengesellschaft | Method for fixing containers to a common packaging means, device for producing packaging units, packaging means and packaging unit |
| DE102020132284A1 (en) | 2020-12-04 | 2022-06-09 | Krones Aktiengesellschaft | Packaging system and method for producing packaging units |
| US11401095B2 (en) | 2020-03-10 | 2022-08-02 | Westrock Mwv, Llc | Article top engaging device, article carrier and blank therefor |
| DE102021111381A1 (en) | 2021-05-03 | 2022-11-03 | Krones Aktiengesellschaft | Process for the production of cans, cans and filling plant |
| WO2022233502A1 (en) | 2021-05-03 | 2022-11-10 | Krones Aktiengesellschaft | Packaging means, packaging unit, and method for forming packaging units |
| DE102021117903A1 (en) | 2021-07-12 | 2023-01-12 | Krones Aktiengesellschaft | Packaging unit, device for producing a packaging unit and method for producing a packaging unit |
| DE102021122384A1 (en) | 2021-08-30 | 2023-03-02 | Krones Aktiengesellschaft | Packaging device, packaging unit and method for producing packaging units |
| DE102021125422A1 (en) | 2021-09-30 | 2023-03-30 | Krones Aktiengesellschaft | Method and device for checking packaging units |
| DE102021126396A1 (en) | 2021-10-12 | 2023-04-13 | Krones Aktiengesellschaft | Process, application device and packaging device for the production of packaging units |
| DE102021128978A1 (en) | 2021-11-08 | 2023-05-11 | Krones Aktiengesellschaft | Process and measurement arrangement for quality testing of packaging units |
| DE102022108118A1 (en) | 2022-04-05 | 2023-10-05 | Krones Aktiengesellschaft | Packaging device and method for operating a packaging device |
| DE102022115414A1 (en) | 2022-06-21 | 2023-12-21 | Krones Aktiengesellschaft | Method and packaging device for producing packaging units as well as strapping head for the respective use |
| DE102022115413A1 (en) | 2022-06-21 | 2023-12-21 | Krones Aktiengesellschaft | Method and packaging device for producing packaging units and application head for the respective use |
| US11905052B2 (en) | 2021-04-13 | 2024-02-20 | Douglas Machine Inc. | System and process for forming retained container groups from arrayed container groups |
| DE102022121370A1 (en) | 2022-08-24 | 2024-02-29 | Krones Aktiengesellschaft | Packaging device for producing packaging units, removal device and method for removing and separating magazined packaging blanks and for their use in the production of packaging units |
| DE102022121899A1 (en) | 2022-08-30 | 2024-02-29 | Krones Aktiengesellschaft | Packaging device for producing packaging units and method for producing packaging units |
| DE102022128394A1 (en) | 2022-10-26 | 2024-05-02 | Krones Aktiengesellschaft | Packaging unit, method for producing packaging units and packaging device |
| DE102022131020A1 (en) | 2022-11-23 | 2024-05-23 | Krones Aktiengesellschaft | Application tool and method for applying outer packaging in the production of packaging units |
| DE102023109908A1 (en) | 2023-04-19 | 2024-10-24 | Krones Aktiengesellschaft | Packaging device and method for combining at least two articles via a packaging blank |
| DE102023110390A1 (en) | 2023-04-24 | 2024-10-24 | Krones Aktiengesellschaft | Device and method for applying at least one strapping around an assembly comprising at least two articles |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| YU54202A (en) | 2000-01-18 | 2006-01-16 | Agouron Pharmaceuticals Inc. | Indazole compounds,pharmaceutical compositions,and methods for mediating or inhibiting cell proliferation |
| BR0110302A (en) | 2000-04-18 | 2003-01-14 | Agouron Pharma | Pyrazole compounds for protein kinase inhibition, pharmaceutically acceptable salt and prodrug, pharmaceutically active metabolite or pharmaceutically acceptable salt of metabolite, pharmaceutical composition, method of treating disease in mammals mediated by protein kinase activity, modulation or inhibition method of the activity of a protein kinase receptor |
| DE102004016838A1 (en) * | 2004-04-01 | 2005-10-27 | Wanfried-Druck Kalden Gmbh | Method and device for aligning vessels for liquid or flowable media, in particular drinks |
| DE202004019409U1 (en) * | 2004-12-16 | 2005-04-14 | A&R Carton Gmbh | Device for filling bottles in boxes with cardboard bridges |
| DE102005043614A1 (en) * | 2005-09-09 | 2007-03-15 | Baylav, Bülent | Beverage Packaging Machine |
| US7461838B2 (en) | 2005-10-18 | 2008-12-09 | Graphic Packaging International, Inc. | Spaced apart segment wheel assembly for a carton packaging machine |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3242827A (en) * | 1963-07-10 | 1966-03-29 | Fibreboard Paper Products Corp | Apparatus and method for opening cartons |
| US4231209A (en) * | 1979-07-10 | 1980-11-04 | Royal Crown Cola Company | Self-synchronizing bottle carrier applicator |
| GB2202509B (en) * | 1987-03-21 | 1991-05-08 | Mead Corp | Applicator mechanism and method for applying carrier cartons to grouped articles |
| NO175891C (en) * | 1992-01-14 | 1997-10-15 | Norpapp Ind As | Device and method of attaching carrier sleeves to bottles |
| US5359830A (en) * | 1992-09-11 | 1994-11-01 | Riverwood International Corporation | Clip-type article carrier packaging mechanism |
| US5415615A (en) * | 1993-09-20 | 1995-05-16 | The Mead Corporation | Machine for erecting sleeve type cartons for loading |
| SE507976C2 (en) * | 1995-11-20 | 1998-08-03 | Rieber & Soen As | Ways to bundle series of bottles as well as device and holder for carrying out the method |
-
1997
- 1997-08-01 GB GBGB9716324.0A patent/GB9716324D0/en not_active Ceased
-
1998
- 1998-08-03 DK DK03006307T patent/DK1342668T3/en active
- 1998-08-03 AT AT03006307T patent/ATE327157T1/en not_active IP Right Cessation
- 1998-08-03 EP EP98939187A patent/EP1075419B1/en not_active Expired - Lifetime
- 1998-08-03 PT PT03006307T patent/PT1342668E/en unknown
- 1998-08-03 DE DE69819370T patent/DE69819370T2/en not_active Expired - Lifetime
- 1998-08-03 ES ES03006307T patent/ES2266663T3/en not_active Expired - Lifetime
- 1998-08-03 PT PT98939187T patent/PT1075419E/en unknown
- 1998-08-03 AT AT98939187T patent/ATE253002T1/en not_active IP Right Cessation
- 1998-08-03 WO PCT/US1998/016162 patent/WO1999006280A1/en active IP Right Grant
- 1998-08-03 DE DE69834672T patent/DE69834672T2/en not_active Expired - Lifetime
- 1998-08-03 DK DK98939187T patent/DK1075419T3/en active
- 1998-08-03 EP EP03006307A patent/EP1342668B1/en not_active Expired - Lifetime
- 1998-08-03 ES ES98939187T patent/ES2209183T3/en not_active Expired - Lifetime
- 1998-08-03 AU AU87668/98A patent/AU8766898A/en not_active Abandoned
Cited By (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019113177A1 (en) * | 2019-05-17 | 2020-11-19 | Krones Aktiengesellschaft | Packaging device for articles or article groups and method for applying a cardboard blank to an article or article group |
| WO2020233943A1 (en) | 2019-05-17 | 2020-11-26 | Krones Aktiengesellschaft | Packaging apparatus and method for producing packaging units |
| WO2020234048A1 (en) | 2019-05-17 | 2020-11-26 | Krones Aktiengesellschaft | Package, method for producing packages and package-forming apparatus |
| EP3738896A1 (en) | 2019-05-17 | 2020-11-18 | Krones Aktiengesellschaft | Packaging device for articles or groups of articles and method for applying a carton blank to an article or group of articles |
| WO2021043637A1 (en) | 2019-09-05 | 2021-03-11 | Krones Aktiengesellschaft | Method and packaging device for producing packaging units |
| WO2021043632A1 (en) | 2019-09-05 | 2021-03-11 | Krones Aktiengesellschaft | Packaging device and method for producing packaging units |
| WO2021043623A1 (en) | 2019-09-05 | 2021-03-11 | Krones Aktiengesellschaft | Method and packaging device for producing packaging units |
| DE102019128874A1 (en) * | 2019-10-25 | 2021-04-29 | Krones Aktiengesellschaft | Packaging device and method for producing packaging units |
| DE102020101956A1 (en) | 2020-01-28 | 2021-07-29 | Krones Aktiengesellschaft | Packaging unit, device and method for producing such packaging units |
| DE102020101932A1 (en) | 2020-01-28 | 2021-07-29 | Krones Aktiengesellschaft | Packaging unit, packaging device and method for producing packaging units |
| DE102020101934A1 (en) | 2020-01-28 | 2021-07-29 | Krones Aktiengesellschaft | Packaging unit, method for producing packaging units and packaging device |
| US11401095B2 (en) | 2020-03-10 | 2022-08-02 | Westrock Mwv, Llc | Article top engaging device, article carrier and blank therefor |
| DE102020109632A1 (en) | 2020-04-07 | 2021-10-07 | Krones Aktiengesellschaft | Packaging device for producing packaging units, method for producing packaging units and packaging units |
| DE102020109631A1 (en) | 2020-04-07 | 2021-10-07 | Krones Aktiengesellschaft | Method for producing a container and packaging device for producing a container |
| DE102020109628A1 (en) | 2020-04-07 | 2021-10-07 | Krones Aktiengesellschaft | Packaging unit, packaging device and method for producing packaging units |
| EP3892553A1 (en) | 2020-04-07 | 2021-10-13 | Krones Aktiengesellschaft | Method for manufacturing a container and packaging device for producing a container |
| WO2021204454A1 (en) | 2020-04-07 | 2021-10-14 | Krones Aktiengesellschaft | Packaging unit, packaging apparatus and method for producing packaging units |
| DE102020109630A1 (en) | 2020-04-07 | 2021-10-07 | Krones Aktiengesellschaft | Large containers and process for their production |
| WO2021239318A1 (en) | 2020-05-28 | 2021-12-02 | Krones Aktiengesellschaft | Packaging device and method for producing a packaging unit |
| DE102020114298A1 (en) | 2020-05-28 | 2021-12-02 | Krones Aktiengesellschaft | Packaging device and method for producing a packaging unit |
| DE102020207930A1 (en) | 2020-06-25 | 2021-12-30 | Krones Aktiengesellschaft | Packaging device for the production of bundles in which several articles are held together by a strap |
| WO2021259553A1 (en) | 2020-06-25 | 2021-12-30 | Krones Aktiengesellschaft | Packaging machine and method for producing packages |
| DE102020207931A1 (en) | 2020-06-25 | 2021-12-30 | Krones Aktiengesellschaft | Packaging machine and process for the production of containers |
| DE102020119228A1 (en) | 2020-07-21 | 2022-01-27 | Krones Aktiengesellschaft | Gripper for beverage cans, gripper head and method for receiving at least one beverage can |
| WO2022017650A1 (en) | 2020-07-21 | 2022-01-27 | Krones Aktiengesellschaft | Gripper for beverage cans, gripper head, and method for receiving at least one beverage can |
| DE102020122068A1 (en) | 2020-08-24 | 2022-02-24 | Krones Aktiengesellschaft | Method for fixing containers to a common packaging means, device for producing packaging units, packaging means and packaging unit |
| DE102020132284A1 (en) | 2020-12-04 | 2022-06-09 | Krones Aktiengesellschaft | Packaging system and method for producing packaging units |
| US11905052B2 (en) | 2021-04-13 | 2024-02-20 | Douglas Machine Inc. | System and process for forming retained container groups from arrayed container groups |
| WO2022233502A1 (en) | 2021-05-03 | 2022-11-10 | Krones Aktiengesellschaft | Packaging means, packaging unit, and method for forming packaging units |
| DE102021111382A1 (en) | 2021-05-03 | 2022-11-17 | Krones Aktiengesellschaft | Packaging means, packaging unit and method for forming packaging units |
| DE102021111381A1 (en) | 2021-05-03 | 2022-11-03 | Krones Aktiengesellschaft | Process for the production of cans, cans and filling plant |
| DE102021117903A1 (en) | 2021-07-12 | 2023-01-12 | Krones Aktiengesellschaft | Packaging unit, device for producing a packaging unit and method for producing a packaging unit |
| WO2023285014A1 (en) | 2021-07-12 | 2023-01-19 | Krones Aktiengesellschaft | Packaging unit, apparatus for producing a packaging unit, and method for producing a packaging unit |
| WO2023030718A1 (en) | 2021-08-30 | 2023-03-09 | Krones Aktiengesellschaft | Packaging device, packaging unit, and method for producing packaging units |
| DE102021122384A1 (en) | 2021-08-30 | 2023-03-02 | Krones Aktiengesellschaft | Packaging device, packaging unit and method for producing packaging units |
| DE102021125422A1 (en) | 2021-09-30 | 2023-03-30 | Krones Aktiengesellschaft | Method and device for checking packaging units |
| DE102021126396A1 (en) | 2021-10-12 | 2023-04-13 | Krones Aktiengesellschaft | Process, application device and packaging device for the production of packaging units |
| WO2023061667A1 (en) | 2021-10-12 | 2023-04-20 | Krones Aktiengesellschaft | Method, application device, and packaging device for producing packaging units |
| DE102021128978A1 (en) | 2021-11-08 | 2023-05-11 | Krones Aktiengesellschaft | Process and measurement arrangement for quality testing of packaging units |
| WO2023078738A1 (en) | 2021-11-08 | 2023-05-11 | Krones Aktiengesellschaft | Method and measuring assembly for quality control of packaging units |
| DE102022108118A1 (en) | 2022-04-05 | 2023-10-05 | Krones Aktiengesellschaft | Packaging device and method for operating a packaging device |
| DE102022115413A1 (en) | 2022-06-21 | 2023-12-21 | Krones Aktiengesellschaft | Method and packaging device for producing packaging units and application head for the respective use |
| WO2023247095A1 (en) | 2022-06-21 | 2023-12-28 | Krones Aktiengesellschaft | Method and packaging device for producing packaging units, and application head for corresponding use |
| DE102022115414A1 (en) | 2022-06-21 | 2023-12-21 | Krones Aktiengesellschaft | Method and packaging device for producing packaging units as well as strapping head for the respective use |
| DE102022121370A1 (en) | 2022-08-24 | 2024-02-29 | Krones Aktiengesellschaft | Packaging device for producing packaging units, removal device and method for removing and separating magazined packaging blanks and for their use in the production of packaging units |
| WO2024041765A1 (en) | 2022-08-24 | 2024-02-29 | Krones Aktiengesellschaft | Packaging device for producing packaging units, removal device and method for removing and separating magazined packaging blanks, and use thereof in the production of packaging units |
| DE102022121899A1 (en) | 2022-08-30 | 2024-02-29 | Krones Aktiengesellschaft | Packaging device for producing packaging units and method for producing packaging units |
| WO2024046601A1 (en) | 2022-08-30 | 2024-03-07 | Krones Aktiengesellschaft | Packaging apparatus for producing packaging units, and method for producing packaging units |
| DE102022128394A1 (en) | 2022-10-26 | 2024-05-02 | Krones Aktiengesellschaft | Packaging unit, method for producing packaging units and packaging device |
| DE102022131020A1 (en) | 2022-11-23 | 2024-05-23 | Krones Aktiengesellschaft | Application tool and method for applying outer packaging in the production of packaging units |
| WO2024110103A1 (en) | 2022-11-23 | 2024-05-30 | Krones Aktiengesellschaft | Application tool and method for applying outer packages during the production of packaging units |
| DE102023109908A1 (en) | 2023-04-19 | 2024-10-24 | Krones Aktiengesellschaft | Packaging device and method for combining at least two articles via a packaging blank |
| DE102023110390A1 (en) | 2023-04-24 | 2024-10-24 | Krones Aktiengesellschaft | Device and method for applying at least one strapping around an assembly comprising at least two articles |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69819370D1 (en) | 2003-12-04 |
| ATE327157T1 (en) | 2006-06-15 |
| DK1342668T3 (en) | 2006-09-25 |
| EP1342668A1 (en) | 2003-09-10 |
| ES2209183T3 (en) | 2004-06-16 |
| DE69834672T2 (en) | 2007-03-01 |
| WO1999006280A1 (en) | 1999-02-11 |
| AU8766898A (en) | 1999-02-22 |
| EP1342668B1 (en) | 2006-05-24 |
| EP1075419A1 (en) | 2001-02-14 |
| DE69819370T2 (en) | 2004-05-13 |
| PT1342668E (en) | 2006-10-31 |
| GB9716324D0 (en) | 1997-10-08 |
| PT1075419E (en) | 2004-01-30 |
| DK1075419T3 (en) | 2004-03-01 |
| ES2266663T3 (en) | 2007-03-01 |
| DE69834672D1 (en) | 2006-06-29 |
| ATE253002T1 (en) | 2003-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1075419B1 (en) | Packaging machine and method of carton set up | |
| US4642967A (en) | Packaging machine | |
| JPH11503095A (en) | Multi-pack packaging equipment | |
| US4332123A (en) | Packaging machine and method | |
| KR100600927B1 (en) | Article grouping mechanism | |
| US6360873B1 (en) | Article grouping mechanism | |
| AU734507B2 (en) | A packing machine | |
| EP0993405B1 (en) | Carton feeding mechanism | |
| EP0954471B1 (en) | Carton set-up machine and method | |
| EP1015317B1 (en) | Carton loading mechanism | |
| CZ9904150A3 (en) | Feeding mechanism and magazine for cardboard packages | |
| MXPA00002734A (en) | Carton loading mechanism | |
| MXPA00002731A (en) | Article grouping mechanism |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000224 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20010122 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI NL PT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MEADWESTVACO PACKAGING SYSTEMS LLC |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031029 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KELLER & PARTNER PATENTANWAELTE AG |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69819370 Country of ref document: DE Date of ref document: 20031204 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20030405208 Country of ref document: GR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2209183 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040730 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20050721 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20050824 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20050830 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060803 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20060824 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20060828 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20060830 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20060831 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20060918 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070205 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20070205 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20070719 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20060829 Year of fee payment: 9 |
|
| BERE | Be: lapsed |
Owner name: *MEADWESTVACO PACKAGING SYSTEMS LLC Effective date: 20070831 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070804 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080301 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20080301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070302 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20080825 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20070804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080803 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090817 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090825 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090826 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100803 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100803 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110830 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69819370 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69819370 Country of ref document: DE Representative=s name: PATRONUS IP PATENT- & RECHTSANWAELTE BERNHARD , DE Ref country code: DE Ref legal event code: R082 Ref document number: 69819370 Country of ref document: DE Representative=s name: CORINNA VOSSIUS IP GROUP PATENT- UND RECHTSANW, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69819370 Country of ref document: DE Representative=s name: CORINNA VOSSIUS IP GROUP PATENT- UND RECHTSANW, DE Ref country code: DE Ref legal event code: R082 Ref document number: 69819370 Country of ref document: DE Representative=s name: PATRONUS IP PATENT- & RECHTSANWAELTE BERNHARD , DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130301 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69819370 Country of ref document: DE Representative=s name: CORINNA VOSSIUS IP GROUP PATENT- UND RECHTSANW, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69819370 Country of ref document: DE Effective date: 20130301 |