EP1064096B1 - Ejector with one or several pockets - Google Patents
Ejector with one or several pockets Download PDFInfo
- Publication number
- EP1064096B1 EP1064096B1 EP99911529A EP99911529A EP1064096B1 EP 1064096 B1 EP1064096 B1 EP 1064096B1 EP 99911529 A EP99911529 A EP 99911529A EP 99911529 A EP99911529 A EP 99911529A EP 1064096 B1 EP1064096 B1 EP 1064096B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- ejector
- reinforcing structure
- throw shoe
- pockets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000919 ceramic Substances 0.000 claims abstract description 16
- 239000002131 composite material Substances 0.000 claims abstract description 15
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 8
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 5
- 239000000956 alloy Substances 0.000 claims abstract description 5
- 229910052742 iron Inorganic materials 0.000 claims abstract description 4
- 238000000034 method Methods 0.000 claims description 10
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 8
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 229910001338 liquidmetal Inorganic materials 0.000 claims description 2
- 230000008595 infiltration Effects 0.000 claims 2
- 238000001764 infiltration Methods 0.000 claims 2
- 238000011065 in-situ storage Methods 0.000 abstract description 3
- 230000002787 reinforcement Effects 0.000 description 22
- 239000000463 material Substances 0.000 description 13
- 238000005299 abrasion Methods 0.000 description 4
- 229910001018 Cast iron Inorganic materials 0.000 description 3
- 229910001208 Crucible steel Inorganic materials 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000006731 degradation reaction Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- QIJNJJZPYXGIQM-UHFFFAOYSA-N 1lambda4,2lambda4-dimolybdacyclopropa-1,2,3-triene Chemical compound [Mo]=C=[Mo] QIJNJJZPYXGIQM-UHFFFAOYSA-N 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- 229910039444 MoC Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/14—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices
- B02C13/18—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices with beaters rigidly connected to the rotor
- B02C13/1807—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices with beaters rigidly connected to the rotor the material to be crushed being thrown against an anvil or impact plate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/26—Details
- B02C13/28—Shape or construction of beater elements
Definitions
- the present invention relates to a method of manufacture of an ejector with one or more pockets, intended for crushers of the centrifugal type with axis vertical (so-called VSI crushers).
- centrifugal type crushers are known in the state of the art for crushing all kinds of materials, in particular rock aggregates. They are for example used in quarries and cement factories.
- These centrifugal crushers comprise a cylindrical tank in which is disposed a rotary table which is supported by a vertical bearing and which comprises means for rotating the table around the central axis of the crusher.
- the crusher comprises a series of ejectors fixed to the rotary table, as well as a series of anvils arranged on the internal vertical wall of the cylindrical tank, around the rotary table.
- the ejector is essentially in the form of a parallelepiped generally made of cast iron which is fixed to the rotary table of the crusher.
- the face of the ejector which is directed towards the axis of rotation of the table is called the nose of the ejector, while the face parallel to the anvils of the cylindrical tank forms the exit face of the ejector.
- the front face of the ejector called the face of work is that which meets the material to be crushed and which in the direction of rotation of the ejector precedes the back side which is parallel to it.
- This working face before the ejector can be provided with one or more cavities which do not not pass through the entire structure of the ejector. These cavities form the pockets of the ejector which fill during rotation of the crusher.
- the crushing material is poured into the center of the table rotary by known means. Under the force centrifugal and under impact with the working face of ejectors, the material is projected towards the anvil on which it crashes to fall, under crushed form, at the bottom of the crusher from where it is evacuated.
- the ejectors are subjected to very high loads and are therefore subject to rapid wear.
- the pocket ejectors used allow in some applications, by accumulating material in the pockets, greatly increasing the lifetime of these ejectors.
- wear is preferably done at the level from the exit edge of the pockets, i.e. where abrasion due to particles projected by force centrifugal is the highest.
- WO 84/04760 describes a reinforcement abrasion resistant made of an alloy of iron and ceramic grains such as carbide grains. We indicates that grains should be evenly dispersed in the alloy used when casting the reinforcement. The document indicates that total dissolution is likely for molybdenum carbide (page 10, lines 21 to 26).
- the reinforcement is then juxtaposed on the surface a substrate (page 11, lines 3 to 19 and page 12, lines 6 to 10), and a metallurgical bond which results from preferably a broadcast is performed.
- edges pockets ceramic reinforcement preferably carbide of tungsten. This type of material is very resistant to abrasion at the outlet of the ejector.
- the present invention essentially aims to avoid or at least reduce the inconvenience that result from the wear of the ejectors from the state of the technical.
- it aims to produce a impact resistant one or more ejector particles to be crushed and which, by having a high wear resistance, hardly any more degradation of its initial structure.
- a method of manufacture of an ejector with one or more pockets comprising the features of claim 1.
- a material reinforcement is thus constituted wear-resistant ceramic composite around the cavities constituents of the pockets in order to obtain protection not only from the output edge of the ejector but also at the contour of the pocket (s).
- an appropriate structure of the reinforcement suitable for a certain number of pockets of specified size and geometric shape allows you to center the material in the pocket (s) and thus, eliminating the problems of preferential wear.
- the specific feature of this invention lies in the choice of a composite material formed by an iron-based alloy (cast iron or steel) and ceramic to constitute the reinforcing element, which is created in situ when the ejector was poured.
- the reinforcement according to the invention will be made from a composite metal / ceramic which is prepared from grains agglomerated ceramics based on alumina and / or zirconia or alumina zirconia which are infiltrated during casting by the liquid metal used to form the body of the part.
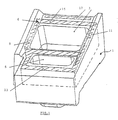
- Fig. 1 gives a schematic illustration of the ejector carrying the general mark 1 with two pockets 3 and 5 according to the invention, comprising the material reinforcement composite identified by the general reference 6 and represented in hatched lines.
- This composite material is preferably made from an agglomerate of ceramic grains with alumina-zirconia base. These ceramic grains are conventionally manufactured, by electro-fusion, by sintering, by thermal spraying or by any other process for merging the two constituents.
- the composite reinforcement structure is performed around the perimeter of the ejector pockets at a minimum distance of 5 mm from the edges of the pockets preventing thus wear of the ejector at the lower edge 9, from the upper edge 11, as well as at the level of the nose 13 and at outlet 15 of the ejector.
- a complementary reinforcement structure (also shown in hatched lines) 17 can be provided in the outlet face of the ejector 1.
- the reinforcement structure composite does not necessarily have to be placed on the entire width, length or depth of the ejector to resist degradation of the structure.
- Figures 2 and 3 show two ejectors of different configuration, one with only one pocket, the other comprising two pockets.
- the geometry of the composite structure is adapted to the geometrical configuration of the ejector, chosen according to the material to be crushed.
- the particular configuration of the composite structure as illustrated was chosen from on the one hand to limit the wear of the whole part of the ejector and on the other hand, allow to realize easily the ejector provided in situ with the structure of reinforcement when the ejector is poured.
- the ejector is therefore formed in the form of a heterogeneous element but without attachments comprising in areas predominantly subject to wear, a reinforcement integrated in the ejector in the form of a structure based on a composite material which is formed from an iron-based alloy (cast iron or steel), on the one hand and ceramic having the property of resistance to wear for the intended uses, on the other hand.
- a reinforcement integrated in the ejector in the form of a structure based on a composite material which is formed from an iron-based alloy (cast iron or steel), on the one hand and ceramic having the property of resistance to wear for the intended uses, on the other hand.
- Figs. 4 and 5 represent a photographs of a two-pocket ejector by condition of the technique, where preferential wear is localized essentially at the nose of the ejector as well as at level of the lower edge of the pockets in contact with the rotary table.
- the life of the reinforced ejector composite is double that obtained with ejectors without this reinforcement.
Abstract
Description
La présente invention concerne un procédé de fabrication d'un éjecteur à une ou plusieurs poches, destiné à des concasseurs de type centrifuge à axe vertical (concasseurs dits VSI).The present invention relates to a method of manufacture of an ejector with one or more pockets, intended for crushers of the centrifugal type with axis vertical (so-called VSI crushers).
Les concasseurs du type centrifuge précités
sont connus dans l'état de la technique pour concasser
toute sorte de matériaux, notamment des agrégats de roche.
Ils sont par exemple utilisés dans des carrières et des
cimenteries. Ces concasseurs centrifuges comprennent une
cuve cylindrique dans laquelle est disposée une table
rotative qui est supportée par un palier vertical et qui
comprend des moyens pour faire tourner la table autour de
l'axe central du concasseur. En outre, le concasseur
comporte une série d'éjecteurs fixés sur la table
rotative, ainsi qu'une série d'enclumes disposées sur la
paroi verticale interne de la cuve cylindrique, autour de
la table rotative.
L'éjecteur se présente essentiellement sous la forme d'un
parallélépipède réalisé généralement en fonte qui est fixé
sur la table rotative du concasseur. La face de l'éjecteur
qui est dirigée vers l'axe de rotation
de la table est appelée le nez de l'éjecteur, tandis que
la face parallèle aux enclumes de la cuve cylindrique
forme la face de sortie de l'éjecteur.The above-mentioned centrifugal type crushers are known in the state of the art for crushing all kinds of materials, in particular rock aggregates. They are for example used in quarries and cement factories. These centrifugal crushers comprise a cylindrical tank in which is disposed a rotary table which is supported by a vertical bearing and which comprises means for rotating the table around the central axis of the crusher. In addition, the crusher comprises a series of ejectors fixed to the rotary table, as well as a series of anvils arranged on the internal vertical wall of the cylindrical tank, around the rotary table.
The ejector is essentially in the form of a parallelepiped generally made of cast iron which is fixed to the rotary table of the crusher. The face of the ejector which is directed towards the axis of rotation of the table is called the nose of the ejector, while the face parallel to the anvils of the cylindrical tank forms the exit face of the ejector.
La face avant de l'éjecteur appelée face de travail est celle qui rencontre la matière à concasser et qui dans le sens de la rotation de l'éjecteur précède la face arrière qui lui est parallèle.The front face of the ejector called the face of work is that which meets the material to be crushed and which in the direction of rotation of the ejector precedes the back side which is parallel to it.
Cette face de travail avant de l'éjecteur peut être pourvue d'une ou de plusieurs cavités qui ne traversent pas la totalité de la structure de l'éjecteur. Ces cavités forment les poches de l'éjecteur qui se remplissent lors de la rotation du concasseur.This working face before the ejector can be provided with one or more cavities which do not not pass through the entire structure of the ejector. These cavities form the pockets of the ejector which fill during rotation of the crusher.
Lors de l'opération de concassage, la matière à concasser est versée au centre de la table rotative par des moyens connus. Sous l'effet de la force centrifuge et sous l'impact avec la face de travail des éjecteurs, la matière est projetée en direction des enclumes sur lesquelles elle s'écrase pour tomber, sous forme concassée, au fond du concasseur d'où elle est évacuée. Lors de la projection de la matière, les éjecteurs subissent des sollicitations très importantes et sont dès lors sujet à une usure rapide.During the crushing operation, the crushing material is poured into the center of the table rotary by known means. Under the force centrifugal and under impact with the working face of ejectors, the material is projected towards the anvil on which it crashes to fall, under crushed form, at the bottom of the crusher from where it is evacuated. When projecting the material, the ejectors are subjected to very high loads and are therefore subject to rapid wear.
Les éjecteurs à poches utilisés permettent dans certaines applications, par le fait d'accumuler de la matière dans les poches, d'augmenter considérablement la durée de vie ces éjecteurs.The pocket ejectors used allow in some applications, by accumulating material in the pockets, greatly increasing the lifetime of these ejectors.
Cependant, dans ce type d'éjecteur, on observe que l'usure se fait préférentiellement au niveau du bord de sortie des poches, c'est-à-dire là où l'abrasion due aux particules projetées par la force centrifuge est la plus élevée.However, in this type of ejector, we observes that wear is preferably done at the level from the exit edge of the pockets, i.e. where abrasion due to particles projected by force centrifugal is the highest.
Le document US 3 044 720 A décrit un concasseur à impact du type centrifuge pourvu d'une poche dans lequel est prévu une protection sous forme d'un renfort constitué de plaques rapportés.The document US 3,044,720 A describes a impact crusher of the centrifugal type provided with a pocket in which protection is provided in the form of a reinforcement consisting of added plates.
De manière similaire dans le document US 3 149 793 A pour le même type de concasseur propose également des plaques de renfort rapportés .Similarly in the US document 3,149,793 A for the same type of crusher offers also added reinforcement plates.
Dans le document WO 89 04720 A, il est proposé des garnitures céramiques du type oxyde d'aluminium pour les conduits de sortie de la matière dans des concasseurs à enclumes.In document WO 89 04720 A, it is offered ceramic fittings of the oxide type aluminum for the material outlet conduits in anvil crushers.
Le document WO 84/04760 décrit un renfort résistant à l'abrasion constitué d'un alliage de fer et de grains de céramique tels que des grains de carbure. On indique que les grains doivent être uniformément dispersés dans l'alliage utilisé lors de la coulée du renfort. Le document indique qu'une dissolution totale est probable pour le carbure de molybdène (page 10, lignes 21 à 26).WO 84/04760 describes a reinforcement abrasion resistant made of an alloy of iron and ceramic grains such as carbide grains. We indicates that grains should be evenly dispersed in the alloy used when casting the reinforcement. The document indicates that total dissolution is likely for molybdenum carbide (page 10, lines 21 to 26).
Le renfort est alors juxtaposé à la surface
d'un substrat (page 11, lignes 3 à 19 et page 12, lignes 6
à 10), et une liaison métallurgique qui résulte de
préférence d'une diffusion est réalisée.The reinforcement is then juxtaposed on the surface
a substrate (
L'arrière-plan technologique de l'invention, en particulier la conception des concasseurs peut encore être illustré par les documents US 3 346 206 A et US 4 787 564 A.The technological background of the invention, in particular the design of the crushers can still be illustrated by documents US 3,346,206 A and US 4,787 564 A.
On a également tenté de rapporter sur bords des poches un renfort céramique de préférence en carbure de tungstène. Ce type de matériau résiste très bien à l'abrasion à la sortie de l'éjecteur.We also tried to report on edges pockets ceramic reinforcement, preferably carbide of tungsten. This type of material is very resistant to abrasion at the outlet of the ejector.
Les usures qui se produisent néanmoins sont souvent localisées selon certains chemins préférentiels, en dehors des cavités initiales de l'éjecteur. Ces chemins préférentiels d'usure se propagent sur toute la structure de l'éjecteur avec pour conséquence de finalement obtenir une pièce dont pratiquement seul le renfort est intact.The wear that nevertheless occurs is often located along certain preferential routes, outside the initial cavities of the ejector. These preferential wear paths spread over the entire ejector structure with the consequence of finally get a piece of which practically only the reinforcement is intact.
En outre, lorsque des corps imbroyables, par exemple métalliques, ou des agrégats de plus grande dimension sont introduits dans le concasseur, ceux-ci détruisent le renfort céramique en carbure de tungstène. Lorsque le renfort est brisé, on obtient un fonctionnement déséquilibré de la table rotative supportant les éjecteurs.Furthermore, when unbelievable bodies, for example metallic example, or larger aggregates dimension are introduced into the crusher, these destroy the tungsten carbide ceramic reinforcement. When the reinforcement is broken, an operation is obtained unbalanced rotary table supporting the ejectors.
Ceux-ci doivent alors être démontés et remplacés pour éviter toute vibration du concasseur.These must then be dismantled and replaced to avoid vibration of the crusher.
La présente invention vise essentiellement à éviter ou du moins à réduire les inconvénients qui résultent de l'usure des éjecteurs de l'état de la technique. En particulier, elle vise à produire un éjecteur à une ou plusieurs poches qui résiste à l'impact des particules à concasser et qui, par le fait d'avoir une résistance à l'usure élevée, ne subit presque plus aucune dégradation de sa structure initiale.The present invention essentially aims to avoid or at least reduce the inconvenience that result from the wear of the ejectors from the state of the technical. In particular, it aims to produce a impact resistant one or more ejector particles to be crushed and which, by having a high wear resistance, hardly any more degradation of its initial structure.
Selon l'invention, on propose un procédé de
fabrication d'un éjecteur à une ou plusieurs poches,
comprenant les caractéristiques de la revendication 1.According to the invention, a method of
manufacture of an ejector with one or more pockets,
comprising the features of
On constitue ainsi un renfort en matériau composite céramique résistant à l'usure autour des cavités constituants les poches afin d'obtenir une protection non seulement du bord de sortie de l'éjecteur mais également au niveau du contour de la ou des poches. On arrive de cette manière à un renforcement sans pièce rapportée de toute la structure de l'éjecteur contre l'abrasion par la matière à concasser. De même, une structure appropriée du renfort convenant pour un certain nombre déterminé de poches d'une taille et d'une forme géométrique déterminées permet de recentrer la matière dans la ou les poches et ainsi, d'éliminer les problèmes d'usure préférentielle.A material reinforcement is thus constituted wear-resistant ceramic composite around the cavities constituents of the pockets in order to obtain protection not only from the output edge of the ejector but also at the contour of the pocket (s). We come from this way to a reinforcement without added patch of the whole structure of the ejector against abrasion by the material to be crushed. Likewise, an appropriate structure of the reinforcement suitable for a certain number of pockets of specified size and geometric shape allows you to center the material in the pocket (s) and thus, eliminating the problems of preferential wear.
La caractéristique spécifique de la présente invention réside dans le choix d'un matériau composite formé par un alliage à base fer (fonte ou acier) et de céramique pour constituer l'élément de renfort, lequel est créé in situ lors de la coulée de l'éjecteur.The specific feature of this invention lies in the choice of a composite material formed by an iron-based alloy (cast iron or steel) and ceramic to constitute the reinforcing element, which is created in situ when the ejector was poured.
De manière avantageuse, le renfort selon l'invention sera réalisé à partir d'un composite métal/céramique qui est préparé à partir de grains céramiques agglomérés à base d'alumine et/ou de zircone ou d'alumine zircone qui sont infiltrés lors de la coulée par le métal liquide servant à former le corps de la pièce.Advantageously, the reinforcement according to the invention will be made from a composite metal / ceramic which is prepared from grains agglomerated ceramics based on alumina and / or zirconia or alumina zirconia which are infiltrated during casting by the liquid metal used to form the body of the part.
D'autres caractéristiques et avantages de l'invention apparaítront à la lecture de la description et des revendications qui suivent, illustrant diverses formes d'exécution de l'invention.Other features and benefits of the invention will appear on reading the description and of the following claims, illustrating various forms of the invention.
- La Fig. 1Fig. 1
- représente une vue en perspective d'un éjecteur à deux poches selon l'invention.represents a perspective view of a two-pocket ejector according to the invention.
- La Fig. 2Fig. 2
- représente une photographie illustrant l'éjecteur à deux poches selon l'invention.represents a photograph illustrating the two-pocket ejector according to the invention.
- La Fig. 3Fig. 3
- représente une photographie de l'éjecteur à une seule poche selon l'invention.represents a photograph of the ejector a single pocket according to the invention.
- Les Fig. 4 et 5Figs. 4 and 5
- représentent deux photographies d'un éjecteur à deux poches selon l'état de la technique, illustrant des endroits d'usure préférentiels.represent two photographs of a two-pocket ejector depending on the condition of the technique, showing places of wear preferred.
La Fig. 1 donne une illustration schématique
de l'éjecteur portant le repère général 1 à deux poches 3
et 5 selon l'invention, comprenant le renfort en matériau
composite identifié par le repère général 6 et représenté
en lignes hachurées.Fig. 1 gives a schematic illustration
of the ejector carrying the
Ce matériau composite est de préférence réalisé à partir d'un agglomérat de grains céramiques à base d'alumine-zircone. Ces grains céramiques sont fabriqués de manière classique, par électro-fusion, par frittage, par projection thermique ou par tout autre procédé permettant de fusionner les deux constituants.This composite material is preferably made from an agglomerate of ceramic grains with alumina-zirconia base. These ceramic grains are conventionally manufactured, by electro-fusion, by sintering, by thermal spraying or by any other process for merging the two constituents.
La structure de renfort composite est
réalisée sur le pourtour des poches de l'éjecteur à une
distance minimale de 5 mm des bords des poches empêchant
ainsi une usure de l'éjecteur au niveau du bord inférieur
9, du bord supérieur 11, ainsi qu'au niveau du nez 13 et à
la sortie 15 de l'éjecteur.The composite reinforcement structure is
performed around the perimeter of the ejector pockets at a
minimum distance of 5 mm from the edges of the pockets preventing
thus wear of the ejector at the
Une structure de renfort complémentaire
(également représentée en traits hachurés) 17 peut être
prévue dans le face de sortie de l'éjecteur 1.A complementary reinforcement structure
(also shown in hatched lines) 17 can be
provided in the outlet face of the
Comme illustré, la structure de renfort composite ne doit pas nécessairement être disposé sur toute la largeur, la longueur ou la profondeur de l'éjecteur pour résister à une dégradation de la structure.As illustrated, the reinforcement structure composite does not necessarily have to be placed on the entire width, length or depth of the ejector to resist degradation of the structure.
Les figures 2 et 3 montrent deux éjecteurs de configuration différente, l'une comportant une seule poche, l'autre comportant deux poches.Figures 2 and 3 show two ejectors of different configuration, one with only one pocket, the other comprising two pockets.
La géométrie de la structure du composite est adaptée à la configuration géométrique de l'éjecteur, choisie en fonction de la matière à concasser.The geometry of the composite structure is adapted to the geometrical configuration of the ejector, chosen according to the material to be crushed.
La configuration particulière de la structure composite telle qu'illustrée a été choisie de manière à d'une part limiter l'usure de la pièce entière de l'éjecteur et d'autre part, de permettre de réaliser facilement l'éjecteur pourvu in situ de la structure de renforcement lors de la coulée de l'éjecteur.The particular configuration of the composite structure as illustrated was chosen from on the one hand to limit the wear of the whole part of the ejector and on the other hand, allow to realize easily the ejector provided in situ with the structure of reinforcement when the ejector is poured.
L'éjecteur est donc constitué sous forme d'un élément hétérogène mais sans pièces rapportées comportant aux zones soumises de manières prépondérante à l'usure, un renfort intégré dans l'éjecteur sous forme d'une structure à base d'un matériau composite qui est formé d'un alliage à base fer (fonte ou acier), d'une part et de céramique présentant la propriété de résistance à l'usure pour les utilisations envisagées, d'autre part.The ejector is therefore formed in the form of a heterogeneous element but without attachments comprising in areas predominantly subject to wear, a reinforcement integrated in the ejector in the form of a structure based on a composite material which is formed from an iron-based alloy (cast iron or steel), on the one hand and ceramic having the property of resistance to wear for the intended uses, on the other hand.
Les Fig. 4 et 5 représentent une photographies d'un éjecteur à deux poches selon l'état de la technique, où l'usure préférentielle est localisée essentiellement au niveau du nez de l'éjecteur ainsi qu'au niveau du bord inférieur des poches en contact avec la table rotative.Figs. 4 and 5 represent a photographs of a two-pocket ejector by condition of the technique, where preferential wear is localized essentially at the nose of the ejector as well as at level of the lower edge of the pockets in contact with the rotary table.
Un éjecteur avec un renforcement composite tel que représenté à la Figure 2 a été comparé à un éjecteur identique sans ce renforcement composite dans une application de concassage de rhyolite de granulométrie d'entrée comprise entre 3 et 40 mm.An ejector with composite reinforcement as shown in Figure 2 was compared to a identical ejector without this composite reinforcement in a grain size rhyolite crushing application entry between 3 and 40 mm.
La durée de vie de l'éjecteur à renforcement composite est le double de elle obtenue avec des éjecteurs sans ce renforcement.The life of the reinforced ejector composite is double that obtained with ejectors without this reinforcement.
Claims (5)
- Method for manufacturing a throw shoe with one or several pockets, intended for centrifugal-type crushers with a vertical shaft and having an essentially parallelepipedal shape, provided on its working face with one or several cavities (3, 5) forming the pockets of said throw shoe (1), the whole of the circumference of the pocket(s) or part of it being provided with a reinforcing structure (6), characterised in that said reinforcing structure comprises a composite material which is itself made of an iron-based alloy and very wear-resistant ceramic grains and which is created when the throw shoe is being cast by infiltration of said ceramic by the liquid metal serving to form the body of said throw shoe.
- Method according to Claim 1, characterised in that said ceramic of the reinforcing structure is prepared from agglomerated ceramic grains based on alumina, zirconia or alumina-zirconia.
- Method according to Claim 1, characterised in that the reinforcing structure created by infiltration is only produced over a section of the width or a section of the length or a section of the depth of the throw shoe.
- Method according to Claim 1 or 2, characterised in that the reinforcing structure is adapted to the number, to the size and to the geometrical shape of the pocket(s) of the throw shoe.
- Method according to any one of the preceding claims, characterised in that the reinforcing structure located on the circumference of the pocket(s) furthermore comprises an additional reinforcing structure (17) on the exit face of the throw shoe.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE9800211A BE1011841A3 (en) | 1998-03-17 | 1998-03-17 | Ejecteur one or more pocket (s). |
| BE9800211 | 1998-03-17 | ||
| PCT/BE1999/000034 WO1999047264A1 (en) | 1998-03-17 | 1999-03-16 | Ejector with one or several pockets |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1064096A1 EP1064096A1 (en) | 2001-01-03 |
| EP1064096B1 true EP1064096B1 (en) | 2003-10-29 |
Family
ID=3891158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99911529A Expired - Lifetime EP1064096B1 (en) | 1998-03-17 | 1999-03-16 | Ejector with one or several pockets |
Country Status (18)
| Country | Link |
|---|---|
| US (1) | US6588692B1 (en) |
| EP (1) | EP1064096B1 (en) |
| JP (1) | JP4092077B2 (en) |
| KR (1) | KR100528303B1 (en) |
| CN (1) | CN1104287C (en) |
| AT (1) | ATE252946T1 (en) |
| AU (1) | AU736079B2 (en) |
| BE (1) | BE1011841A3 (en) |
| CA (1) | CA2322861C (en) |
| CZ (1) | CZ296643B6 (en) |
| DE (1) | DE69912409T2 (en) |
| ES (1) | ES2209411T3 (en) |
| HU (1) | HU226992B1 (en) |
| PL (1) | PL194714B1 (en) |
| PT (1) | PT1064096E (en) |
| SK (1) | SK285790B6 (en) |
| TR (1) | TR200002676T2 (en) |
| WO (1) | WO1999047264A1 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100691295B1 (en) | 1996-10-01 | 2007-03-12 | 마고또 앵떼르나씨오날 에스.에이. | Composite wear part |
| AU2000264177B2 (en) * | 2000-08-02 | 2005-12-15 | Magotteaux International S.A. | Impeller for centrifugal crushers with vertical axis and method for making same |
| NL1019297C1 (en) * | 2001-06-26 | 2003-01-07 | Johannes Petrus Andreas Zanden | Gear block with reinforcement part. |
| MXPA04005502A (en) | 2001-12-04 | 2005-04-19 | Poncin Claude | Cast part with enhanced wear resistance. |
| KR100466868B1 (en) * | 2004-05-31 | 2005-01-24 | 허홍순 | Distribution member, vertical shaft impact crusher having the same and method for fabricating the same |
| US20070007376A1 (en) * | 2005-07-07 | 2007-01-11 | Condon Gary J | Wear-resistant anvil and impact rock crusher machine using such wear-resistant anvil |
| US8147980B2 (en) | 2006-11-01 | 2012-04-03 | Aia Engineering, Ltd. | Wear-resistant metal matrix ceramic composite parts and methods of manufacturing thereof |
| US8241761B2 (en) * | 2007-08-15 | 2012-08-14 | Mikhail Garber | Abrasion and impact resistant composite castings for working in condition of wear and high dynamic loads |
| DE112017003304T5 (en) | 2016-06-29 | 2019-03-14 | Superior Industries, Inc. | Impact crusher with vertical shaft |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3044720A (en) * | 1960-09-30 | 1962-07-17 | Thomas E Bridgewater | Impact crushing apparatus |
| US3149793A (en) * | 1962-07-30 | 1964-09-22 | Adams Engr Co | Impeller shoe |
| US3346203A (en) * | 1965-07-12 | 1967-10-10 | Bath Iron Works Corp | Impeller for centrifugal pulverizer |
| ZA844074B (en) * | 1983-05-30 | 1986-04-30 | Vickers Australia Ltd | Abrasion resistant materials |
| US4787564A (en) * | 1984-11-23 | 1988-11-29 | Garry Tucker | Rock-crusher shoe |
| FR2577445B1 (en) * | 1985-02-15 | 1988-05-27 | Framatome Sa | SOLID PARTICLE PROJECTION DEVICE FOR VACUUM CENTRIFUGAL CRUSHER |
| GB8727231D0 (en) * | 1987-11-20 | 1987-12-23 | Impact Technology Ltd | Machine for comminuting materials |
| US6033791A (en) * | 1997-04-04 | 2000-03-07 | Smith And Stout Research And Development, Inc. | Wear resistant, high impact, iron alloy member and method of making the same |
-
1998
- 1998-03-17 BE BE9800211A patent/BE1011841A3/en not_active IP Right Cessation
-
1999
- 1999-03-16 KR KR10-2000-7010202A patent/KR100528303B1/en not_active IP Right Cessation
- 1999-03-16 PT PT99911529T patent/PT1064096E/en unknown
- 1999-03-16 PL PL99343027A patent/PL194714B1/en not_active IP Right Cessation
- 1999-03-16 DE DE69912409T patent/DE69912409T2/en not_active Expired - Lifetime
- 1999-03-16 JP JP2000536488A patent/JP4092077B2/en not_active Expired - Fee Related
- 1999-03-16 EP EP99911529A patent/EP1064096B1/en not_active Expired - Lifetime
- 1999-03-16 SK SK1386-2000A patent/SK285790B6/en not_active IP Right Cessation
- 1999-03-16 CN CN99804052A patent/CN1104287C/en not_active Expired - Fee Related
- 1999-03-16 CZ CZ20003140A patent/CZ296643B6/en not_active IP Right Cessation
- 1999-03-16 HU HU0100924A patent/HU226992B1/en not_active IP Right Cessation
- 1999-03-16 CA CA002322861A patent/CA2322861C/en not_active Expired - Fee Related
- 1999-03-16 ES ES99911529T patent/ES2209411T3/en not_active Expired - Lifetime
- 1999-03-16 AT AT99911529T patent/ATE252946T1/en active
- 1999-03-16 TR TR2000/02676T patent/TR200002676T2/en unknown
- 1999-03-16 WO PCT/BE1999/000034 patent/WO1999047264A1/en active IP Right Grant
- 1999-03-16 AU AU52643/99A patent/AU736079B2/en not_active Ceased
-
2000
- 2000-09-15 US US09/663,244 patent/US6588692B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| HU226992B1 (en) | 2010-04-28 |
| CA2322861A1 (en) | 1999-09-23 |
| DE69912409T2 (en) | 2004-07-22 |
| CZ20003140A3 (en) | 2001-03-14 |
| ES2209411T3 (en) | 2004-06-16 |
| EP1064096A1 (en) | 2001-01-03 |
| PL343027A1 (en) | 2001-07-30 |
| PL194714B1 (en) | 2007-06-29 |
| JP2002506721A (en) | 2002-03-05 |
| US6588692B1 (en) | 2003-07-08 |
| BE1011841A3 (en) | 2000-02-01 |
| AU736079B2 (en) | 2001-07-26 |
| KR20010041899A (en) | 2001-05-25 |
| DE69912409D1 (en) | 2003-12-04 |
| WO1999047264A1 (en) | 1999-09-23 |
| HUP0100924A3 (en) | 2002-02-28 |
| CA2322861C (en) | 2008-05-27 |
| JP4092077B2 (en) | 2008-05-28 |
| TR200002676T2 (en) | 2001-02-21 |
| SK285790B6 (en) | 2007-08-02 |
| CN1293595A (en) | 2001-05-02 |
| HUP0100924A2 (en) | 2001-06-28 |
| SK13862000A3 (en) | 2001-07-10 |
| ATE252946T1 (en) | 2003-11-15 |
| CZ296643B6 (en) | 2006-05-17 |
| CN1104287C (en) | 2003-04-02 |
| KR100528303B1 (en) | 2005-11-15 |
| AU5264399A (en) | 1999-10-11 |
| PT1064096E (en) | 2004-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BE1012097A3 (en) | Superhard CUTTING ELEMENT STRESS REDUCTION. | |
| BE1013044A5 (en) | Superabrasives CUTTING ELEMENTS TRACTION RESIDUAL STRESS REDUCED DRILL BITS AND EARTH DRILL WITH SUCH ELEMENTS | |
| BE1012649A5 (en) | Cutting element with chamfer superabrasive plan supported by a counter and drill bits equipped with such element. | |
| BE1014915A5 (en) | Structure drilling subterranean. | |
| BE1013071A5 (en) | ELEMENT CUTTING CONTACT SURFACE superabrasive CONTROLLED DRILLING BITS AND DRILLING TEAMS AND METHODS. | |
| BE1012648A5 (en) | Superabrasives CUTTING ELEMENTS STRUCTURE ALIGNED WITH RESPECT TO THE CHARGE. | |
| BE1011666A5 (en) | Element for stud drill drill cutting. | |
| BE1018127A3 (en) | COMPOSITE TOOTH FOR WORKING SOIL OR ROCKS. | |
| BE1013451A5 (en) | Structure drilling region no front size axiale. | |
| EP1064096B1 (en) | Ejector with one or several pockets | |
| EP3134212B1 (en) | Grinding roller comprising inserts of an increased size | |
| EP0476496B1 (en) | Process for fabrication of a bimetallic casting and a wear resisting part according to said process | |
| FR2502235A1 (en) | CUTTING ELEMENT FOR ROTARY DRILL BIT FOR DEEP DRILLING IN GEOLOGICAL FORMATIONS | |
| CA2091888A1 (en) | Excavating tool tooth | |
| FR2667804A1 (en) | ANTI-ABRASION SURFACE PLATE, AND METHOD FOR THE PRODUCTION THEREOF. | |
| EP1570905A1 (en) | Grinding roller for a roller mill | |
| FR2735522A1 (en) | MONOBLOCK DRILLING TOOL SIZE | |
| EP1305116B1 (en) | Impeller for centrifugal crushers with vertical axis and method for making same | |
| EP3525934B1 (en) | Crushing roller | |
| FR2799145A3 (en) | Circular saw blade e.g. for stone or concrete has peripheral segments with abrasive particles and gaps between | |
| BE1027444B1 (en) | COMPOSITE WEAR PART | |
| FR3011197A1 (en) | WEAR RESISTANT COATING | |
| JP2004249166A (en) | Blade body, and production method therefor | |
| BE1014945A3 (en) | Structure of cutting drilling subterranean. | |
| MXPA00009061A (en) | Ejector with one or several pockets |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000901 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI PT |
|
| 17Q | First examination report despatched |
Effective date: 20020729 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI PT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: CRONIN INTELLECTUAL PROPERTY |
|
| REF | Corresponds to: |
Ref document number: 69912409 Country of ref document: DE Date of ref document: 20031204 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20031119 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20040129 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2209411 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040730 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: CRONIN INTELLECTUAL PROPERTY;CHEMIN DE PRECOSSY 31;1260 NYON (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20120224 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20130305 Year of fee payment: 15 Ref country code: CH Payment date: 20130226 Year of fee payment: 15 Ref country code: DE Payment date: 20130221 Year of fee payment: 15 Ref country code: GB Payment date: 20130228 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20130222 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20130314 Year of fee payment: 15 Ref country code: AT Payment date: 20130225 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20130429 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20140916 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69912409 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 252946 Country of ref document: AT Kind code of ref document: T Effective date: 20140316 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140316 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20141128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140916 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69912409 Country of ref document: DE Effective date: 20141001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140316 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141001 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 |