EP1052039A1 - Can lid and method of manufacturing same - Google Patents
Can lid and method of manufacturing same Download PDFInfo
- Publication number
- EP1052039A1 EP1052039A1 EP00304008A EP00304008A EP1052039A1 EP 1052039 A1 EP1052039 A1 EP 1052039A1 EP 00304008 A EP00304008 A EP 00304008A EP 00304008 A EP00304008 A EP 00304008A EP 1052039 A1 EP1052039 A1 EP 1052039A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- panel
- tab
- score
- rolling direction
- lid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/383—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures scoring lines, tear strips or pulling tabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D17/00—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions
- B65D17/28—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness
- B65D17/401—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness characterised by having the line of weakness provided in an end wall
- B65D17/4011—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness characterised by having the line of weakness provided in an end wall for opening completely by means of a tearing tab
Definitions
- the present invention relates to a can lid and a method of manufacturing such a can lid.
- can lids for use on food cans and beverage cans are of the easy-open type having a score for an opening and a tab, and are made of an aluminum alloy.
- various can lids with improved opening score and tab shapes for easier can openability are proposed.
- can lids with identical score and tab shapes can be opened by the user under widely different opening forces. Some can lids require much greater opening forces than other can lids. When such can lids that can be opened under widely different opening forces are used on canned products, they do not meet consumer's needs for easily openable canned products.
- the inventors have found that the positional relationship between the rolling direction of the panel of a can lid and a score and a tab greatly affect an opening force required to open the panel.
- a sheet from which the panel of a can lid is manufactured is supplied as a sheet roll or a sheet length cut from such a sheet roll to a press which blanks a disk-shaped panel out of the sheet.
- the rolling direction of the sheet as it is supplied to the press is kept in alignment with the direction in which the sheet is supplied. After the panel is blanked out of the sheet, since the direction of the blanked panel is not controlled, the rolling direction of the panel is at random.
- a rivet is applied to the panel, a score is notched in the panel, and a tab is fixed to the panel, at a later time, since the rolling direction of the panel is not fixed, can lids thus manufactured need various opening forces to open the panels.
- a can lid comprising a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, the panel having a score notched in a surface of the panel in a pattern to open the panel, and a tab fixed to the panel by a rivet and having a tip disposed near the score, the table being liftable to tear off the panel along the score to open the panel along the pattern, the score including an initial tear-off line along which the panel can initially be torn off by the tip of the tab, the score being notched such that the rolling direction extends at an angle ranging from 45° to 90° to the initial tear-off line, the tab being oriented in a tab direction lying at an angle of about 90° to the initial tear-off line.
- a can lid or can including a lid portion comprising: a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, wherein the surface of said panel is scored in a predetermined pattern such that the panel can be torn open; a tab fixed to said panel by means of a rivet and having a tip disposed near said score, said tab being liftable so as to tear the panel along said score thereby causing an opening therein; wherein said score includes an initial tear-off line along which the panel can initially be torn by means of a face exerted by the tip of the tab, said pattern being scored such that said rolling direction extends at an angle ranging from 45° to 90° to said initial tear-off line, and wherein said tab is oriented at an angle of substantially 90° to said initial tear-off line.
- the score is notched such that the rolling direction extends at an angle ranging from 45° to 90° to the initial tear-off line.
- the score thus notched reduces variations in the opening force and reduces the opening force itself, and allows the panel to be opened reliably therealong. If the initial tear-off line is arcuate in shape, then the score is notched such that the direction tangential to the initial tear-off line extends at an angle ranging from 45° to 90° to the rolling direction.
- the opening force required to open the panel along the score is minimum when the initial tear-off line lies substantially perpendicularly to the rolling direction. Therefore, the rolling direction preferably extends at an angle of about 90° to the initial tear-off line.
- the panel has an auxiliary score notched in the surface thereof and positioned across the rivet from the initial tear-off line substantially parallel to the score and separate therefrom.
- the auxiliary score is added to assist the panel in being torn off along the score, and is relatively short.
- the auxiliary score is effective to reduce the opening force required to open the panel along the initial tear-off line.
- the panel has a mark indicative of the rolling direction, the tab being positioned on the mark to conceal the mark from view. Since the mark clearly indicates the rolling direction of the panel, it is easy to keep the angle between the rolling direction and the initial tear-off line within the predetermined range. Inasmuch as the mark is concealed from view by the tab, the can lid has an appearance which is similar to ordinary can lids.
- the direction of the panel can be determined by a line interconnecting the center of the panel and the mark. Therefore, when the line interconnecting the center of the panel and the mark extends at a certain angle to the rolling direction, the mark can be used to represent the relationship between the panel and the rolling direction. Though the relationship between the mark and the rolling direction may be of any arbitrary angle, the line interconnecting the center of the panel and the mark and the rolling direction should preferably extend parallel to each other, or perpendicularly to each other in order to clearly indicate the relationship between the mark and the rolling direction.
- the mark may be printed or formed as a surface irregularity by a press.
- a method of manufacturing a can lid having a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, the panel having a score notched in a surface of the panel in a pattern to open the panel, and a tab fixed to the panel by a rivet and having a tip disposed near the score, the tab being liftable to tear off the panel along the score to open the panel along the pattern, said score including an initial tear-off line along which the panel can initially be torn off by said tip of the tab, the method comprising the steps of blanking a panel out of a sheet having an indicia of the rolling direction on a surface thereof, orienting the panel such that the rolling direction extends at an angle range from 0° to 45° to a tab direction in which the tab is oriented, applying a rivet to the panel which has been oriented, notching a score in a surface of the panel in a pattern to open the panel along which the panel can initially be torn off
- the sheet from which the panel is formed has is rolling direction clearly indicated by the indicia. Therefore, the panel blanked out of the sheet also has its rolling direction clearly indicated by the indicia.
- the panel Prior to applying the rivet, the panel is oriented such that the rolling direction extends at an angle ranging from 0° to 45° to the tab direction. Sicne the panel has the indicia representative of the rolling direction, the rolling direction can easily be oriented at a desired angle to the tab direction.
- the rivet is applied to the panel, the score is notched in the panel, and the tab is fixed to the panel by the rivet such that the tab direction lies substantially perpendicularly to the initial tear-off line.
- the angle between the rolling direction and the initial tear-off line may be in range from 45° to 90°, the can lid can easily be manufactured which suffer reduced variations in the opening force required to open the panel and which allows the panel to be opened with a relatively small opening force.
- the step of orienting the panel comprises the step of orienting the panel such that the rolling direction and the tab direction are aligned with each other for minimizing the opening force required to open the panel.
- the indicia may comprise a mark applied to the sheet before the panel is blanked out of the sheet, the mark being indicative of the rolling direction.
- the mark indicative of the rolling direction is applied to the sheet before the panel is blanked out of the sheet. Therefore, the panel blanked out of the sheet carries the mark indicative of the rolling direction.
- the indicia may alternatively comprise a striped pattern produced on the sheet when the sheet is rolled, the mark being indicative of the rolling direction. Because the direction of the striped pattern is aligned with the rolling direction at all times, the panel can be oriented on the basis of the striped pattern.
- a can lid 1a is a fully-open-type can lid which comprises a disk-shaped panel 2, a score 3 notched endlessly iii a surface of the panel 2 along an outer circumferential edge of the panel 2, for forming an opening in the panel 2, and a tab 5 fixed to the panel 2 by a rivet 4.
- the surface of the panel 2 which is covered with the tab 5 is printed with a circular mark 6 indicative of the direction in which the panel 2 has been rolled.
- the hatching on the panel 2 and the blank arrow represent the direction R in which the panel 2 has been rolled.
- the mark 6 is printed such that a line interconnecting the center of the panel 2 and the mark 6, i.e., the direction T in which the tab 5 is oriented, lies parallel to the rolling direction R. Actually, the mark 6 is concealed from view by the tab 5.
- the panel 2 is made of an aluminum alloy, and manufactured as follows. First, an aluminum alloy sheet that has been rolled in the rolling direction R as shown in FIG. 1(a) is printed with the mark 6 indicative of the rolling direction R, and a circular area of the sheet which carries the mark 6 is blanked out of the sheet by a press, to form the panel 2.
- the score 3 along which the panel 2 can be torn off by the tab 5 has an initial tear-off line 7 which is straight as viewed in plan.
- the score 3 including the initial tear-off line 7 is formed such that the rolling direction R of the panel 2 is substantially perpendicular to the initial tear-off line 7.
- the panel 2 has an auxiliary score 8 defined in the surface thereof near the rivet 4 and positioned across the rivet 4 from the initial tear-off line 7 substantially parallel to the score 3 and separate therefrom.
- the auxiliary score 8 serves to assist the panel 2 in being torn off along the initial tear-off line 7.
- the tab 5 comprises a fixed region 9 fixed to the panel 2 by the rivet 4, a tip 10 projecting from the fixed region 9 into contact with the initial tear-off line 7, and a ring-shaped finger loop 11 extending from the fixed region 9 remotely from the tip 10 toward the center of the panel 2.
- the tab 5 is secured to the panel 2 such that the tab 5 is oriented substantially perpendicularly to the Initial tear-off line 7.
- the user For tearing off the panel 2 along the score 3 with the tab 5, the user inserts a fingertip into the finger loop 11 and pulls the tab 5 upwardly. Since the tab 5 is fixed to the panel 2 by the rivet 4, the tab 5 is pulled obliquely upwardly, forcing the tip 10 downwardly. The panel 2 is first torn off along the auxiliary score 8, and then torn off along the initial tear-off line 7 by the tip 10 which is being depressed.
- the user After the panel 2 is initially torn off along the initial tear-off line 7, the user further pulls the finger loop 11 upwardly to tear off the panel 2 progressively along the score 3 until the circular portion of the panel 2 within the score 3 is entirely torn off, whereupon a circular opening is formed in the panel 2 for the user to gain access to the contents of the can.
- the can lid 1a shown in FIG. 1(a), a can lid 1b shown in FIG. 1(b), and a can lid 100 according to a comparative example shown in FIG. 1(c) were measured for opening forces required to open them.
- the opening forces were measured using an opening force measuring device 12 shown in FIGS. 2(a) and 2(b).
- Ten samples of the can lid 1a and ten samples of the can lid 1b were randomly taken from production lots and measured.
- the can lid 100 shown in FIG. 1(c) according to the comparative example has a score 3 including an initial tear-off line 7 which extends such that the rolling direction R of the panel extends substantially parallel to the initial tear-off line 7.
- Ten samples of the can lid 100 were selected from conventional can lids and measured.
- the opening force measuring device 12 has a load cell 14 mounted on a swingable arm 13 and a hook 16 connected to the load cell 14 by a chain 15.
- the opening force measuring device 12 also has a can lid base 17 for placing a can lid thereon.
- the opening force measuring device 12 measures a can lid opening force as follows: As shown in FIG. 2(a), the can lid 1a, 1b, 100 is placed on the can lid base 17, and the hook 16 is positioned in engagement with the finger loop 11 of the tab 5. Then, as shown in FIG. 2(b), the arm 13 is turned to cause the hook 16 to pull the tab 5, and the load cell 14 measure an opening force that is required to open the panel of the can lid 1a, 1b, 100.
- Opening forces required to open the panels of the can lids 1a, 1b, 100 under the above conditions are set forth in Table shown below.
- the numerical values of the opening forces are expressed in N (Newton), and the numbers 1 - 10 represent sample numbers.
- Can lid 1a Can lid 1b
- Can lid 100 1 18.1 18.8 22.1 2 17.4 19.5 21.7 3 17.9 18.6 22.6 4 17.9 19.1 20.6 5 17.8 17.9 22.6 6 18.3 18.0 20.9 7 17.7 18.0 20.1 8 18.0 18.2 19.8 9 17.9 18.4 19.1 10 18.0 18.3 19.7 Average 17.9 18. 5 20.9
- the average opening force required for the can lid 1a was 17.9 N
- the average opening force required for the can lid 1b was 18.5 N
- the average opening force required for the conventional can lid 100 was 20.9 N. It can be seen that the panel 2 of the can lid 1a can be opened with an opening force smaller than the panel of the conventional can lid 100.
- the panel of the can lid 1b can also be opened with an opening force smaller than the panel of the conventional can lid 100 though the opening force required for the can lid 1b is slightly greater than the opening force required for the can lid 1a.
- a method of manufacturing the can lid 1a will be described below with reference to FIGS. 4 and 5.
- a sheet 20 which has been rolled in a rolling direction R is delivered in the rolling direction and printed with circular marks 6 in STEP1 according to a mark printing process. As shown in FIG. 1(a), the marks 6 are printed at a position which is clearly indicative of the rolling direction R when panels 2 are blanked out of the sheet 20 in a next blanking process, and which will be concealed by tabs 5.
- circular panels 2 including the respective marks 6 are blanked out of the sheet 20 by a press (not shown) in STEP2.
- the panels 2 are separated from the sheet 20 and stacked by a stacker (not shown).
- the rolling directions R of the respective panels 2 are not controlled, but are oriented at random.
- the rolling directions R of the respective panels 2 are aligned with a tab direction T in which tabs 5 will be oriented in STEP3.
- the image of a delivered panel 2 is recognized by a camera 18 to detect the position of the mark 6 printed on the panel 2, and the rolling direction R is recognized from the detected position of the mark 6.
- an angle through which the rolling direction R is to be angularly displaced into alignment with the tab direction T is calculated.
- the panel 2 is turned through the calculated angle by a turning device 19 until the rolling direction R is aligned with the tab direction T.
- the panel 2 is now oriented such that the rolling direction R is aligned with the tab direction T.
- a rivet 4 is applied to the panel 2 which has been oriented such that the rolling direction R is aligned with the tab direction T in STEP4. Specifically, an area of the panel 2 where a tab 5 will be attached is pressed so as to be partly raised and then shaped into a substantially cylindrical shape by a press. In a next score notching process, a score 3 and an auxiliary score 8 are notched in the panel 2 to which the rivet 4 has been applied in STEP5. In a tab fixing process, a tab 5 is fixed to the panel 2 in which the score 3 and the auxiliary score 8 have been notched in STEP6. In the tab fixing process, specifically, the applied rivet 4 which is of a cylindrical shape is fitted in a through hole defined in the fixed region 9 of the tab 5, and an upper end of the rivet 4 is then pressed to secure the tab 5 to the panel 2 with the rivet 4.
- the rolling direction R lies substantially perpendicularly to the initial tear-off line 7 of the score 3
- the tab direction T also lies substantially perpendicularly to the initial tear-off line 7 of the score 3. Since the opening force required to open the panel 2 of the can lid 1a thus constructed is relatively small, as can be seen from Table given above, the manufacturing method described above is capable of manufacturing a can lid whose panel 2 can be opened with a relatively small opening force.
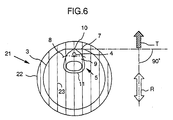
- FIG. 6 shows a can lid 21 according to a second embodiment of the present invention.
- Those parts of the can lid 21 which are identical to those of the can lids according to the first embodiment of the present invention are denoted by identical reference characters, and will not be described in detail below.
- the sheet according to the second embodiment is a fully-open-type can lid.
- the can lid 21 has a circular panel 22 made of an aluminum alloy, and is blanked out of a sheet which has been rolled in the rolling direction R as shown in FIG. 6. No mark is printed on the panel 22, but a striped pattern 23 produced when the can lid 21 has been rolled appears on the surface of the panel 22.
- circular panels 22 are blanked from a sheet which has been rolled in the rolling direction R.
- the panels 22 are separated from the sheet and stacked by a stacker (not shown).
- the rolling directions R of the respective panels 22 are not controlled, but are oriented at random.
- the rolling directions R of the respective panels 22 are aligned with a tab direction T in which tabs 5 will be oriented in STEP3.
- a light beam from a light source 24 is applied to the surface of a panel 22 which has been delivered, and while the panel 22 is tuned 360° by a tuning device 25, a light beam reflected from an outer circumferential surface region of the panel 22 is detected by a sensor 26. Since the light beam reflected by the surface of the panel 22 interferes with the striped pattern 23 thereon, the reflected light beam represents intensity variations due to the striped pattern 23.
- the rolling direction R of the panel 22 is detected on the basis of the intensity variations of the reflected light.
- an angle through which the rolling direction R is to be angularly displaced into alignment with the tab direction T is calculated based on the striped pattern 23.
- the panel 22 is turned through the calculated angle by a turning device 19 until the rolling direction R is aligned with the tab direction T.
- the panel 22 is now oriented such that the rolling direction R is aligned with the tab direction T.
- a rivet 4 is applied to the panel 22 in a riveting process in STEP4, a score 3 and an auxiliary score 8 are notched in the panel 22 in a score notching process in STEP5, and a tab 5 is fixed to the panel 22 in a tab fixing process in STEP6.
- the rolling direction R lies substantially perpendicularly to the initial tear-off line 7 of the score 3
- the tab direction T also lies substantially perpendicularly to the initial tear-off line 7 of the score 3.
- the opening force required to open the panel 22 of the can lid 21 thus constructed is relatively small, and the manufacturing method described above is capable of manufacturing a can lid whose panel 22 can be opened with a relatively small opening force.
- the method of manufacturing a can lid according to the present invention which is slightly modified from a conventional manufacturing method, is capable of manufacturing can lids which can reliably be opened with a relatively small opening force free of large variations, without incurring a substantially increase in the cost.
- the principles of the present invention are also applicable to a partially-open-type can lid, e.g., a stay-on-tab can lid.
- the striped pattern produced when an aluminum alloy is rolled in a direction has been described by way of example as the indicia indicative of the rolling direction.
- the indicia indicative of the rolling direction may alternatively be another pattern on the panel, an instruction remark explanatory of how to use the tab, or the like.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers Opened By Tearing Frangible Portions (AREA)
Abstract
A can lid of the fully-open type has a disk-shaped
panel (2), a score (3) notched endlessly in a surface of the
panel along an outer circumferential edge of the panel, for
forming an opening in the panel, and a tab (5) fixed to the
panel by a rivet (4). The tab (5) is oriented in a direction lying
substantially perpendicularly to an initial tear-off line (7)
of the score. A surface of the panel which is concealed
from view by the tab is printed with a circular mark (6) indicative
of the direction (R) in which the panel has been rolled.
The score is notched such that the rolling direction (R) of the
panel lies substantially perpendicularly to the initial
tear-off (7) line of the score (3). The panel (2) has an auxiliary
score (8) defined in the surface thereof near the rivet (4) and
positioned across the rivet (4) from the initial tear-off line (7)
substantially parallel to the score (3) and separate therefrom.
Description
- The present invention relates to a can lid and a method of manufacturing such a can lid.
- Many can lids for use on food cans and beverage cans are of the easy-open type having a score for an opening and a tab, and are made of an aluminum alloy. In view of consumer's daily demands for can lids that can be opened more easily, there have been proposed various can lids with improved opening score and tab shapes for easier can openability.
- However, even can lids with identical score and tab shapes can be opened by the user under widely different opening forces. Some can lids require much greater opening forces than other can lids. When such can lids that can be opened under widely different opening forces are used on canned products, they do not meet consumer's needs for easily openable canned products.
- It is therefore desirable to provide an improved can lid and an improved method of manufacturing such an improved can lid, and more particularly a can lid which can be opened reliably under a relatively small opening force, and a method of manufacturing such a can lid.
- The inventors have found that the positional relationship between the rolling direction of the panel of a can lid and a score and a tab greatly affect an opening force required to open the panel. In a process of manufacturing a can lid, a sheet from which the panel of a can lid is manufactured is supplied as a sheet roll or a sheet length cut from such a sheet roll to a press which blanks a disk-shaped panel out of the sheet. The rolling direction of the sheet as it is supplied to the press is kept in alignment with the direction in which the sheet is supplied. After the panel is blanked out of the sheet, since the direction of the blanked panel is not controlled, the rolling direction of the panel is at random. When a rivet is applied to the panel, a score is notched in the panel, and a tab is fixed to the panel, at a later time, since the rolling direction of the panel is not fixed, can lids thus manufactured need various opening forces to open the panels.
- There is provided in accordance with the present invention a can lid comprising a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, the panel having a score notched in a surface of the panel in a pattern to open the panel, and a tab fixed to the panel by a rivet and having a tip disposed near the score, the table being liftable to tear off the panel along the score to open the panel along the pattern, the score including an initial tear-off line along which the panel can initially be torn off by the tip of the tab, the score being notched such that the rolling direction extends at an angle ranging from 45° to 90° to the initial tear-off line, the tab being oriented in a tab direction lying at an angle of about 90° to the initial tear-off line.
- According to a second aspect of the present invention there is provided a can lid or can including a lid portion comprising: a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, wherein the surface of said panel is scored in a predetermined pattern such that the panel can be torn open; a tab fixed to said panel by means of a rivet and having a tip disposed near said score, said tab being liftable so as to tear the panel along said score thereby causing an opening therein; wherein said score includes an initial tear-off line along which the panel can initially be torn by means of a face exerted by the tip of the tab, said pattern being scored such that said rolling direction extends at an angle ranging from 45° to 90° to said initial tear-off line, and wherein said tab is oriented at an angle of substantially 90° to said initial tear-off line.
- Various experiments conducted by the inventor have revealed that the opening force required to open the panel is relatively small if the score near the tip of the tab extends at an angle ranging from 45° to 90° to the rolling direction, and that relatively large if the score near the tip of the tab extends at an angle less than 45° to the rolling direction. The reasons for such an angular limitation are that when the aluminum alloy of the panel is rolled, the crystalline state changes in a direction perpendicular to the rolling direction, resulting in different material characteristics.
- In the can lid according to the present invention, the score is notched such that the rolling direction extends at an angle ranging from 45° to 90° to the initial tear-off line. The score thus notched reduces variations in the opening force and reduces the opening force itself, and allows the panel to be opened reliably therealong. If the initial tear-off line is arcuate in shape, then the score is notched such that the direction tangential to the initial tear-off line extends at an angle ranging from 45° to 90° to the rolling direction.
- The opening force required to open the panel along the score is minimum when the initial tear-off line lies substantially perpendicularly to the rolling direction. Therefore, the rolling direction preferably extends at an angle of about 90° to the initial tear-off line.
- Preferably, the panel has an auxiliary score notched in the surface thereof and positioned across the rivet from the initial tear-off line substantially parallel to the score and separate therefrom. The auxiliary score is added to assist the panel in being torn off along the score, and is relatively short. The auxiliary score is effective to reduce the opening force required to open the panel along the initial tear-off line.
- Preferably, the panel has a mark indicative of the rolling direction, the tab being positioned on the mark to conceal the mark from view. Since the mark clearly indicates the rolling direction of the panel, it is easy to keep the angle between the rolling direction and the initial tear-off line within the predetermined range. Inasmuch as the mark is concealed from view by the tab, the can lid has an appearance which is similar to ordinary can lids.
- If the mark is spaced from the center of the panel, then the direction of the panel can be determined by a line interconnecting the center of the panel and the mark. Therefore, when the line interconnecting the center of the panel and the mark extends at a certain angle to the rolling direction, the mark can be used to represent the relationship between the panel and the rolling direction. Though the relationship between the mark and the rolling direction may be of any arbitrary angle, the line interconnecting the center of the panel and the mark and the rolling direction should preferably extend parallel to each other, or perpendicularly to each other in order to clearly indicate the relationship between the mark and the rolling direction. The mark may be printed or formed as a surface irregularity by a press.
- There is also provided in accordance with the present invention a method of manufacturing a can lid having a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, the panel having a score notched in a surface of the panel in a pattern to open the panel, and a tab fixed to the panel by a rivet and having a tip disposed near the score, the tab being liftable to tear off the panel along the score to open the panel along the pattern, said score including an initial tear-off line along which the panel can initially be torn off by said tip of the tab, the method comprising the steps of blanking a panel out of a sheet having an indicia of the rolling direction on a surface thereof, orienting the panel such that the rolling direction extends at an angle range from 0° to 45° to a tab direction in which the tab is oriented, applying a rivet to the panel which has been oriented, notching a score in a surface of the panel in a pattern to open the panel along which the panel can initially be torn off, and fixing a tab to the panel with the rivet such that the tab direction lies at an angle of about 90° to the initial tear-off line along which the panel can initially be torn off by a tip of the tab.
- According to a further aspect of the present invention, there is provided a method of manufacturing a can lid or a can having a lid portion having a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, wherein the surface of said panel is scored in a predetermined pattern such that the panel can be torn open and a tab fixed to said panel by means of a rivet and having a tip disposed near said score, said tab being liftable so as to tear the panel along said score thereby causing an opening therein, said score including an initial tear-off line along which the panel can initially be torn by means of a force exerted by the tip of the tab, said method comprising the steps of: blanking a panel out of a sheet having an indicia of said rolling direction on a surface thereof; orienting said panel such that said rolling direction extends at an angle ranging from 0° to 45° to a tab direction in which said tab is oriented; applying a rivet to said panel which has been oriented; notching a score in a surface of said panel in a pattern to open the panel along which the panel can initially be torn off; and fixing a tab to said panel with the rivet such that the tab direction lies at an angle of about 90° to said initial tear-off line along which the panel can initially be torn off by a tip of the tab.
- The sheet from which the panel is formed has is rolling direction clearly indicated by the indicia. Therefore, the panel blanked out of the sheet also has its rolling direction clearly indicated by the indicia. Prior to applying the rivet, the panel is oriented such that the rolling direction extends at an angle ranging from 0° to 45° to the tab direction. Sicne the panel has the indicia representative of the rolling direction, the rolling direction can easily be oriented at a desired angle to the tab direction. Subsequently, the rivet is applied to the panel, the score is notched in the panel, and the tab is fixed to the panel by the rivet such that the tab direction lies substantially perpendicularly to the initial tear-off line.
- According to the above manufacturing method, since the angle between the rolling direction and the initial tear-off line may be in range from 45° to 90°, the can lid can easily be manufactured which suffer reduced variations in the opening force required to open the panel and which allows the panel to be opened with a relatively small opening force.
- Preferably, the step of orienting the panel comprises the step of orienting the panel such that the rolling direction and the tab direction are aligned with each other for minimizing the opening force required to open the panel.
- The indicia may comprise a mark applied to the sheet before the panel is blanked out of the sheet, the mark being indicative of the rolling direction. Inasmuch as the sheet from which the panel will be blanked has its rolling direction clearly recognizable before the panel is blanked out of the sheet, the mark indicative of the rolling direction is applied to the sheet before the panel is blanked out of the sheet. Therefore, the panel blanked out of the sheet carries the mark indicative of the rolling direction. When the mark is thus applied to the panel, the panel can be oriented on the basis of the mark.
- The indicia may alternatively comprise a striped pattern produced on the sheet when the sheet is rolled, the mark being indicative of the rolling direction. Because the direction of the striped pattern is aligned with the rolling direction at all times, the panel can be oriented on the basis of the striped pattern.
- For a greater understanding of the present invention, and to show how the same may be carried into effect, reference will now be made, by way of example, to the accompanying drawings, in which:
- FIGS. 1(a) and 1(b) are views showing can lids according to a first embodiment of the present invention;
- FIG. 1(c) is a view showing a can lid according to a comparative example;
- FIGS. 2(a) and 2(b) are views showing a device for measuring an opening force applied to a can lid;
- FIG. 3 is a diagram showing opening forces applied to open the can lids according to the first embodiment and the can lid according to the comparative example;
- FIG. 4 is a flowchart of the sequence of a method of manufacturing a can lid according to the first embodiment;
- FIG. 5 is a view illustrating the method of manufacturing the can lid according to the first embodiment;
- FIG. 6 is a view showing a can lid according to a second embodiment of the present invention; and
- FIG. 7 is a view illustrating the process of manufacturing the can lid according to the second embodiment.
-
- As shown in FIG. 1(a), a
can lid 1a according to a first embodiment of the present invention is a fully-open-type can lid which comprises a disk-shaped panel 2, ascore 3 notched endlessly iii a surface of thepanel 2 along an outer circumferential edge of thepanel 2, for forming an opening in thepanel 2, and atab 5 fixed to thepanel 2 by arivet 4. The surface of thepanel 2 which is covered with thetab 5 is printed with acircular mark 6 indicative of the direction in which thepanel 2 has been rolled. In FIG. 1(a), the hatching on thepanel 2 and the blank arrow represent the direction R in which thepanel 2 has been rolled. In this embodiment, themark 6 is printed such that a line interconnecting the center of thepanel 2 and themark 6, i.e., the direction T in which thetab 5 is oriented, lies parallel to the rolling direction R. Actually, themark 6 is concealed from view by thetab 5. - The
panel 2 is made of an aluminum alloy, and manufactured as follows. First, an aluminum alloy sheet that has been rolled in the rolling direction R as shown in FIG. 1(a) is printed with themark 6 indicative of the rolling direction R, and a circular area of the sheet which carries themark 6 is blanked out of the sheet by a press, to form thepanel 2. - The
score 3 along which thepanel 2 can be torn off by thetab 5 has an initial tear-offline 7 which is straight as viewed in plan. Thescore 3 including the initial tear-offline 7 is formed such that the rolling direction R of thepanel 2 is substantially perpendicular to the initial tear-offline 7. Thepanel 2 has anauxiliary score 8 defined in the surface thereof near therivet 4 and positioned across therivet 4 from the initial tear-offline 7 substantially parallel to thescore 3 and separate therefrom. When thetab 5 is pulled to open thepanel 2, thepanel 2 is torn off along theauxiliary score 8 before it is torn off along the initial tear-offline 7. Thus, theauxiliary score 8 serves to assist thepanel 2 in being torn off along the initial tear-off line 7. - The
tab 5 comprises a fixedregion 9 fixed to thepanel 2 by therivet 4, atip 10 projecting from the fixedregion 9 into contact with the initial tear-off line 7, and a ring-shaped finger loop 11 extending from the fixedregion 9 remotely from thetip 10 toward the center of thepanel 2. Thetab 5 is secured to thepanel 2 such that thetab 5 is oriented substantially perpendicularly to the Initial tear-off line 7. - For tearing off the
panel 2 along thescore 3 with thetab 5, the user inserts a fingertip into the finger loop 11 and pulls thetab 5 upwardly. Since thetab 5 is fixed to thepanel 2 by therivet 4, thetab 5 is pulled obliquely upwardly, forcing thetip 10 downwardly. Thepanel 2 is first torn off along theauxiliary score 8, and then torn off along the initial tear-off line 7 by thetip 10 which is being depressed. After thepanel 2 is initially torn off along the initial tear-off line 7, the user further pulls the finger loop 11 upwardly to tear off thepanel 2 progressively along thescore 3 until the circular portion of thepanel 2 within thescore 3 is entirely torn off, whereupon a circular opening is formed in thepanel 2 for the user to gain access to the contents of the can. - The
can lid 1a shown in FIG. 1(a), acan lid 1b shown in FIG. 1(b), and acan lid 100 according to a comparative example shown in FIG. 1(c) were measured for opening forces required to open them. The opening forces were measured using an openingforce measuring device 12 shown in FIGS. 2(a) and 2(b). - The
can lid 1b shown in FIG. 1(b), which is also constructed in accordance with the first embodiment of the present invention, has ascore 3 including an initial tear-off line 7 which extends such that the rolling direction R of the panel extends at an angle of about 45° to the initial tear-off line 7. Ten samples of thecan lid 1a and ten samples of thecan lid 1b were randomly taken from production lots and measured. Thecan lid 100 shown in FIG. 1(c) according to the comparative example has ascore 3 including an initial tear-off line 7 which extends such that the rolling direction R of the panel extends substantially parallel to the initial tear-off line 7. Ten samples of thecan lid 100 were selected from conventional can lids and measured. - As shown in FIGS. 2(a) and 2(b), the opening
force measuring device 12 has aload cell 14 mounted on aswingable arm 13 and ahook 16 connected to theload cell 14 by achain 15. The openingforce measuring device 12 also has acan lid base 17 for placing a can lid thereon. The openingforce measuring device 12 measures a can lid opening force as follows: As shown in FIG. 2(a), thecan lid can lid base 17, and thehook 16 is positioned in engagement with the finger loop 11 of thetab 5. Then, as shown in FIG. 2(b), thearm 13 is turned to cause thehook 16 to pull thetab 5, and theload cell 14 measure an opening force that is required to open the panel of thecan lid - Opening forces required to open the panels of the
can lids Can lid 1aCan lid 1bCan lid 1001 18.1 18.8 22.1 2 17.4 19.5 21.7 3 17.9 18.6 22.6 4 17.9 19.1 20.6 5 17.8 17.9 22.6 6 18.3 18.0 20.9 7 17.7 18.0 20.1 8 18.0 18.2 19.8 9 17.9 18.4 19.1 10 18.0 18.3 19.7 Average 17.9 18. 5 20.9 - As shown in Table and FIG. 3, the average opening force required for the
can lid 1a was 17.9 N, the average opening force required for thecan lid 1b was 18.5 N, and the average opening force required for theconventional can lid 100 was 20.9 N. It can be seen that thepanel 2 of thecan lid 1a can be opened with an opening force smaller than the panel of theconventional can lid 100. The panel of thecan lid 1b can also be opened with an opening force smaller than the panel of theconventional can lid 100 though the opening force required for thecan lid 1b is slightly greater than the opening force required for thecan lid 1a. - A method of manufacturing the
can lid 1a will be described below with reference to FIGS. 4 and 5. - A
sheet 20 which has been rolled in a rolling direction R is delivered in the rolling direction and printed withcircular marks 6 in STEP1 according to a mark printing process. As shown in FIG. 1(a), themarks 6 are printed at a position which is clearly indicative of the rolling direction R whenpanels 2 are blanked out of thesheet 20 in a next blanking process, and which will be concealed bytabs 5. - In the blanking process,
circular panels 2 including therespective marks 6 are blanked out of thesheet 20 by a press (not shown) in STEP2. Thepanels 2 are separated from thesheet 20 and stacked by a stacker (not shown). At this time, the rolling directions R of therespective panels 2 are not controlled, but are oriented at random. - In a next aligning process, the rolling directions R of the
respective panels 2 are aligned with a tab direction T in whichtabs 5 will be oriented in STEP3. Specifically, as shown in FIG. 5, the image of a deliveredpanel 2 is recognized by acamera 18 to detect the position of themark 6 printed on thepanel 2, and the rolling direction R is recognized from the detected position of themark 6. Then, an angle through which the rolling direction R is to be angularly displaced into alignment with the tab direction T is calculated. Thepanel 2 is turned through the calculated angle by aturning device 19 until the rolling direction R is aligned with the tab direction T. Thepanel 2 is now oriented such that the rolling direction R is aligned with the tab direction T. - In a riveting process, a
rivet 4 is applied to thepanel 2 which has been oriented such that the rolling direction R is aligned with the tab direction T in STEP4. Specifically, an area of thepanel 2 where atab 5 will be attached is pressed so as to be partly raised and then shaped into a substantially cylindrical shape by a press. In a next score notching process, ascore 3 and anauxiliary score 8 are notched in thepanel 2 to which therivet 4 has been applied in STEP5. In a tab fixing process, atab 5 is fixed to thepanel 2 in which thescore 3 and theauxiliary score 8 have been notched in STEP6. In the tab fixing process, specifically, the appliedrivet 4 which is of a cylindrical shape is fitted in a through hole defined in the fixedregion 9 of thetab 5, and an upper end of therivet 4 is then pressed to secure thetab 5 to thepanel 2 with therivet 4. - In the
can lid 1a thus manufactured, the rolling direction R lies substantially perpendicularly to the initial tear-off line 7 of thescore 3, and the tab direction T also lies substantially perpendicularly to the initial tear-off line 7 of thescore 3. Since the opening force required to open thepanel 2 of thecan lid 1a thus constructed is relatively small, as can be seen from Table given above, the manufacturing method described above is capable of manufacturing a can lid whosepanel 2 can be opened with a relatively small opening force. - FIG. 6 shows a
can lid 21 according to a second embodiment of the present invention. Those parts of thecan lid 21 which are identical to those of the can lids according to the first embodiment of the present invention are denoted by identical reference characters, and will not be described in detail below. The sheet according to the second embodiment is a fully-open-type can lid. - The
can lid 21 has acircular panel 22 made of an aluminum alloy, and is blanked out of a sheet which has been rolled in the rolling direction R as shown in FIG. 6. No mark is printed on thepanel 22, but astriped pattern 23 produced when thecan lid 21 has been rolled appears on the surface of thepanel 22. - A method of manufacturing the
can lid 21 according to the second embodiment will be described below with reference to FIGS. 6 and 7. - In a blanking process,
circular panels 22 are blanked from a sheet which has been rolled in the rolling direction R. Thepanels 22 are separated from the sheet and stacked by a stacker (not shown). At this time, the rolling directions R of therespective panels 22 are not controlled, but are oriented at random. - In a next aligning process, as shown in FIG. 7, the rolling directions R of the
respective panels 22 are aligned with a tab direction T in whichtabs 5 will be oriented in STEP3. Specifically, as shown in FIG. 7, a light beam from alight source 24 is applied to the surface of apanel 22 which has been delivered, and while thepanel 22 is tuned 360° by atuning device 25, a light beam reflected from an outer circumferential surface region of thepanel 22 is detected by asensor 26. Since the light beam reflected by the surface of thepanel 22 interferes with thestriped pattern 23 thereon, the reflected light beam represents intensity variations due to thestriped pattern 23. The rolling direction R of thepanel 22 is detected on the basis of the intensity variations of the reflected light. Then, an angle through which the rolling direction R is to be angularly displaced into alignment with the tab direction T is calculated based on thestriped pattern 23. Thepanel 22 is turned through the calculated angle by aturning device 19 until the rolling direction R is aligned with the tab direction T. Thepanel 22 is now oriented such that the rolling direction R is aligned with the tab direction T. - Thereafter, a
rivet 4 is applied to thepanel 22 in a riveting process in STEP4, ascore 3 and anauxiliary score 8 are notched in thepanel 22 in a score notching process in STEP5, and atab 5 is fixed to thepanel 22 in a tab fixing process in STEP6. - In the
can lid 1a thus manufactured, the rolling direction R lies substantially perpendicularly to the initial tear-off line 7 of thescore 3, and the tab direction T also lies substantially perpendicularly to the initial tear-off line 7 of thescore 3. The opening force required to open thepanel 22 of thecan lid 21 thus constructed is relatively small, and the manufacturing method described above is capable of manufacturing a can lid whosepanel 22 can be opened with a relatively small opening force. - The method of manufacturing a can lid according to the present invention, which is slightly modified from a conventional manufacturing method, is capable of manufacturing can lids which can reliably be opened with a relatively small opening force free of large variations, without incurring a substantially increase in the cost.
- While fully-open-type can lids have been described above by way of example, the principles of the present invention are also applicable to a partially-open-type can lid, e.g., a stay-on-tab can lid. The striped pattern produced when an aluminum alloy is rolled in a direction has been described by way of example as the indicia indicative of the rolling direction. However, the indicia indicative of the rolling direction may alternatively be another pattern on the panel, an instruction remark explanatory of how to use the tab, or the like.
- Although certain preferred embodiments of the present invention have been shown and described in detail, it should be understood that various changes and modifications may be made therein without departing from the scope of the appended claims.
Claims (10)
- A can lid comprising:a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, said panel having a score notched in a surface of said panel in a pattern to open the panel; anda tab fixed to said panel by a rivet and having a tip disposed near said score, said tab being liftable to tear off the panel along said score to open the panel long said pattern;said score including an initial tear-off line along which the panel can initially be torn off by said tip of the tab, said score being notched such that said rolling direction extends at an angle ranging from 45° to 90° to said initial tear-off line, said tab being oriented in a tab direction lying at an angle of about 90° to said initial tear-off line.
- A can lid or can including a lid portion comprising:a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, wherein the surface of said panel is scored in a predetermined pattern such that the panel can be torn open;a tab fixed to said panel by means of a rivet and having a tip disposed near said score, said tab being liftable so as to tear the panel along said score thereby causing an opening therein;
wherein said score includes an initial tear-off line along which the panel can initially be torn by means of a force exerted by the tip of the tab, said pattern being scored such that said rolling direction extends at an angle ranging from 45° to 90° to said initial tear-off line, and wherein said tab is oriented at an angle of substantially 90° to said initial tear-off line. - A can lid or a can including a lid portion according to claim 1 or 2, wherein said rolling direction extends at an angle of about 90° to said initial tear-off line.
- A can lid or a can including a lid portion according to claim 1, 2 or 3, wherein said panel has an auxiliary score notched in the surface thereof and positioned across said rivet from said initial tear-off line substantially parallel to the score and separate therefrom.
- A can lid according to any preceding claim, wherein said panel has a mark indicative of said rolling direction, said tab being positioned on said mark to conceal said mark from view.
- A method of manufacturing a can lid having a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, said panel having a score notched in a surface of said panel in a pattern to open the panel, and a tab fixed to said panel by a rivet and having a tip disposed near said score, said tab being liftable to tear-off the panel along said score to open the panel along said pattern, said score including an initial tear-off line along which the panel can initially be torn off by said tip of the tab, said method comprising the steps of:blanking a panel out of a sheet having an indicia of said rolling direction on a surface thereof;orienting said panel such that said rolling direction extends at an angle ranging from 0° to 45° to a tab direction in which said tab is oriented;applying a rivet to said panel which has been oriented;notching a score in a surface of said panel in a pattern to open the panel along which the panel can initially be torn off; andfixing a tab to said panel with the rivet such that the tab direction lies at an angle of about 90° to said initial tear-off line along which the panel can initially be torn off by a tip of the tab.
- A method of manufacturing a can lid or a can having a lid portion having a panel machined from a sheet of an aluminum alloy which has been rolled in a predetermined rolling direction, wherein the surface of said panel is scored in a predetermined pattern such that the panel can be torn open and a tab fixed to said panel by means of a rivet and having a tip disposed near said score, said tab being liftable so as to tear the panel along said score thereby causing an opening therein, said score including an initial tear-off line along which the panel can initially be torn by means of a force exerted by the tip of the tab, said method comprising the steps of:blanking a panel out of a sheet having an indicia of said rolling direction on a surface thereof;orienting said panel such that said rolling direction extends at an angle ranging from 0° to 45° to a tab direction in which said tab is oriented;applying a rivet to said panel which has been oriented;notching a score in a surface of said panel in a pattern to open the panel along which the panel can initially be torn off; andfixing a tab to said panel with the rivet such that the tab direction lies at an angle of about 90° to said initial tear-off line along which the panel can initially be torn off by a tip of the tab.
- A method according to claim 6 or 7, wherein said step of orienting said panel comprises the step of orienting said panel such that said rolling direction and said tab direction are substantially aligned with each other.
- A method according to claim 5, 6 or 7, wherein said indicia comprises a mark applied to said sheet before said panel is blanked out of the sheet, said mark being indicative of said rolling direction.
- A method according to claim 6 or 7, wherein said indicia comprises a striped pattern produced on said sheet when the sheet is rolled, said striped pattern being indicative of said rolling direction.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13112199 | 1999-05-12 | ||
| JP13112199 | 1999-05-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1052039A1 true EP1052039A1 (en) | 2000-11-15 |
Family
ID=15050486
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00304008A Withdrawn EP1052039A1 (en) | 1999-05-12 | 2000-05-12 | Can lid and method of manufacturing same |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1052039A1 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1055468A3 (en) * | 1999-05-18 | 2002-08-21 | Showa Seiki Co., Ltd. | Apparatus for manufacturing can lid |
| KR100436996B1 (en) * | 2001-09-25 | 2004-06-23 | 주식회사 씨솔루션 | Manufacturing method of the design tab end using pilot hole on the tab coil |
| KR100493859B1 (en) * | 2002-02-22 | 2005-06-08 | 이도희 | Method of manufacturing pre-printed and post-formed design tab end using pilot holes |
| KR100747666B1 (en) * | 2002-06-19 | 2007-08-08 | 이도희 | Apparatus and method for manufacturing design tap end of preprinted post-forming method using pilot hole |
| WO2010037998A1 (en) * | 2008-09-04 | 2010-04-08 | Elopak Systems Ag | Apparatus and method for orientating a cap |
| EP2160332A4 (en) * | 2007-06-22 | 2011-08-10 | Stolle Machinery Co Llc | Can end and method of making same |
| ITUB20150183A1 (en) * | 2015-05-12 | 2016-11-12 | Mec Project Di Brossa Roberto | Process and machinery for orienting and forming a plate for a cage of a cap |
| EP3402618A4 (en) * | 2016-01-13 | 2019-11-20 | Ball Corporation | System and method for orienting the rolling direction of an end shell in a metal container manufacturing process |
| PL237279B1 (en) * | 2014-07-16 | 2021-03-22 | Can Pack Spolka Akcyjna | Method for making the overprint on the can lid |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3628650A (en) * | 1969-11-14 | 1971-12-21 | American Can Co | Apparatus for orienting can ends |
| CH517025A (en) * | 1970-10-09 | 1971-12-31 | Hoffmann Ag Geb | Container part, in particular a lid for a can |
| WO1998055366A1 (en) * | 1997-06-03 | 1998-12-10 | Crown Cork & Seal Technologies Corporation | Can with easy open end |
-
2000
- 2000-05-12 EP EP00304008A patent/EP1052039A1/en not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3628650A (en) * | 1969-11-14 | 1971-12-21 | American Can Co | Apparatus for orienting can ends |
| CH517025A (en) * | 1970-10-09 | 1971-12-31 | Hoffmann Ag Geb | Container part, in particular a lid for a can |
| WO1998055366A1 (en) * | 1997-06-03 | 1998-12-10 | Crown Cork & Seal Technologies Corporation | Can with easy open end |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1055468A3 (en) * | 1999-05-18 | 2002-08-21 | Showa Seiki Co., Ltd. | Apparatus for manufacturing can lid |
| KR100436996B1 (en) * | 2001-09-25 | 2004-06-23 | 주식회사 씨솔루션 | Manufacturing method of the design tab end using pilot hole on the tab coil |
| KR100493859B1 (en) * | 2002-02-22 | 2005-06-08 | 이도희 | Method of manufacturing pre-printed and post-formed design tab end using pilot holes |
| KR100747666B1 (en) * | 2002-06-19 | 2007-08-08 | 이도희 | Apparatus and method for manufacturing design tap end of preprinted post-forming method using pilot hole |
| EP2160332A4 (en) * | 2007-06-22 | 2011-08-10 | Stolle Machinery Co Llc | Can end and method of making same |
| US8109405B2 (en) | 2007-06-22 | 2012-02-07 | Stolle Machinery Company, Llc | Can end and rivet base scoreline therefor |
| WO2010037998A1 (en) * | 2008-09-04 | 2010-04-08 | Elopak Systems Ag | Apparatus and method for orientating a cap |
| PL237279B1 (en) * | 2014-07-16 | 2021-03-22 | Can Pack Spolka Akcyjna | Method for making the overprint on the can lid |
| ITUB20150183A1 (en) * | 2015-05-12 | 2016-11-12 | Mec Project Di Brossa Roberto | Process and machinery for orienting and forming a plate for a cage of a cap |
| WO2016181305A1 (en) * | 2015-05-12 | 2016-11-17 | Mec Project Di Brossa Roberto | Process and machinery for orienting and forming a plate for cork cage |
| EA034640B1 (en) * | 2015-05-12 | 2020-03-02 | Мек Проект Ди Бросса Роберто | Process and machinery for orienting and forming a plate for a wire cork cage |
| EP3402618A4 (en) * | 2016-01-13 | 2019-11-20 | Ball Corporation | System and method for orienting the rolling direction of an end shell in a metal container manufacturing process |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6524048B1 (en) | Apparatus for manufacturing can lid | |
| US4465204A (en) | Pull tab for easy open end | |
| US4530631A (en) | Pull tab for easy open can end-method of manufacture thereof | |
| EP1919786B1 (en) | Easily openable can lid | |
| US5129541A (en) | Easy open ecology end for cans | |
| CA1178905A (en) | Proof of purchase for cans | |
| CA2292649C (en) | Can with easy open end | |
| EP1052039A1 (en) | Can lid and method of manufacturing same | |
| EP0993408B1 (en) | End closure with improved openability | |
| US20130075401A1 (en) | Stay-on tab for a beverage container | |
| US5092467A (en) | Shipping and display container | |
| US6951293B2 (en) | End closure with anti-rotation tab | |
| US20080110888A1 (en) | Can end with incising and method for producing same | |
| CA2566777C (en) | Can end with tab for improved accessibility | |
| US5449538A (en) | Label/leaflet assemblies | |
| EP1034054B1 (en) | Container-end tab and method of manufacturing same | |
| EP0399623A3 (en) | Apparatus for stacking corrugated sheet material | |
| WO1992006894A3 (en) | Carton having a perforation cut score opening and a carton blank for forming the same | |
| JPH0344661Y2 (en) | ||
| US6126029A (en) | Can with a cover provided with a pull ring | |
| US3356250A (en) | Container and tear strip type lid therefor | |
| CA1264683A (en) | Tear-open can member | |
| JP2001031087A (en) | Can lid and manufacturing method thereof | |
| JP2582386Y2 (en) | Easy open can lid | |
| WO2000027715A1 (en) | Containers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20001218 |
|
| AKX | Designation fees paid |
Free format text: DE FR GB |
|
| 17Q | First examination report despatched |
Effective date: 20031112 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20040323 |