EP0954545B1 - Packaging article comprising additive transfer film suitable for cook-in end use - Google Patents
Packaging article comprising additive transfer film suitable for cook-in end use Download PDFInfo
- Publication number
- EP0954545B1 EP0954545B1 EP98903582A EP98903582A EP0954545B1 EP 0954545 B1 EP0954545 B1 EP 0954545B1 EP 98903582 A EP98903582 A EP 98903582A EP 98903582 A EP98903582 A EP 98903582A EP 0954545 B1 EP0954545 B1 EP 0954545B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- film
- copolymer
- polyamide
- ethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/045—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C13/0013—Chemical composition of synthetic sausage casings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/02—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising animal or vegetable substances, e.g. cork, bamboo, starch
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C2013/002—Sausage casings made by extrusion
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C2013/0046—Sausage casings suitable for impregnation with flavouring substances, e.g. caramel, liquid smoke, spices
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C2013/0053—Sausage casings multilayer casings
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C2013/0059—Sausage casings thermoplastic casings, casings with at least one layer of thermoplastic material
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C2013/0066—Sausage casings casings according to the presence or absence of seams
- A22C2013/0069—Sausage casings casings according to the presence or absence of seams seamed casings, casings with at least one longitudinal seam
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C2013/0086—Sausage casings shrinkable casings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/24—Organic non-macromolecular coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
- B32B2307/7145—Rot proof, resistant to bacteria, mildew, mould, fungi
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/758—Odour absorbent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2317/00—Animal or vegetable based
- B32B2317/20—Starch
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1303—Paper containing [e.g., paperboard, cardboard, fiberboard, etc.]
- Y10T428/1307—Bag or tubular film [e.g., pouch, flexible food casing, envelope, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1324—Flexible food casing [e.g., sausage type, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1334—Nonself-supporting tubular film or bag [e.g., pouch, envelope, packet, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1379—Contains vapor or gas barrier, polymer derived from vinyl chloride or vinylidene chloride, or polymer containing a vinyl alcohol unit
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31562—Next to polyamide [nylon, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31565—Next to polyester [polyethylene terephthalate, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31573—Next to addition polymer of ethylenically unsaturated monomer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31725—Of polyamide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31725—Of polyamide
- Y10T428/31728—Next to second layer of polyamide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31725—Of polyamide
- Y10T428/31768—Natural source-type polyamide [e.g., casein, gelatin, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
- Y10T428/3179—Next to cellulosic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
- Y10T428/31913—Monoolefin polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
- Y10T428/31913—Monoolefin polymer
- Y10T428/3192—Next to vinyl or vinylidene chloride polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
- Y10T428/31924—Including polyene monomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
- Y10T428/31928—Ester, halide or nitrile of addition polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31931—Polyene monomer-containing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31971—Of carbohydrate
Definitions
- the present invention relates to packaging articles comprising multilayer films, and methods of using same, especially to produce a packaged food product comprising cooked meat having a flavorant and/or fragrance and/or odor absorbent and/or colorant and/or antimicrobial, and/or antioxidant, and/or chelating agent therewith.
- the food packaging industry uses packaging films from which bags and casings are made which are such that they may be used in cook-in applications, i.e., uses in which a food product is packaged in the film, following which the food product is cooked while packaged in the film.
- the term "cook-in,” as used herein with respect to packaging materials such as films, refers to packaging material structurally capable of withstanding exposure to cook-in time-temperature conditions while surrounding a food product. Cook-in foods are foods cooked in the package. The cooked product can be distributed to the customer in the original bag or the bag removed and the meat portioned for repackaging.
- Cook-in time-temperature conditions typically refer to a long slow cook, for example submersion in hot water at 55 to 65°C (131°F to 149°F) for 12 hours.
- cook-in can include submersion at from 57 to 100°C (135°F to 212°F) for 2-12 hours, or from 70 to 100°C (158°F to 212°F) for from 1-4 hours.
- the package should maintain seal integrity, i.e., any heat-sealed seams should resist being pulled apart during cook-in.
- the film is heat sealable to itself.
- the packaging film substantially conforms to the packaged food product.
- this substantial conformability is achieved by the film being heat shrinkable under these conditions so as to form a tightly fitting package.
- the film is heat-shrinkable under time-temperature conditions of cook-in, i.e., the film possesses sufficient shrink energy such that submerging the packaged food product in hot water will shrink the packaging film snugly around the packaged product, representatively up to about 55% monoaxial or biaxial shrinkage at 85°C (185°F).
- the film should have food product adherence to restrict "cook-out,” i.e., the collection of juices between the surface of the contained food product and the meat-contact surface of the packaging material; cook-out is commonly referred to as "purge.”
- purge the collection of juices between the surface of the contained food product and the meat-contact surface of the packaging material
- product yield is increased by the food product retaining moisture, and the aesthetic appearance of the packaged product is not diminished by the presence of the purge.
- the additive can be, for example, a colorant or flavorant.
- a smoke-containing additive is particularly common, the smoke providing both a flavor effect and a color effect to the meat product.
- the surface of the product is to be exposed to an additive, for example to produce a smoked meat product
- an additive for example to produce a smoked meat product
- the smoked meat product is thereafter repackaged in another film, and shipped to a wholesaler. retailer, or consumer.
- the unpackaging, smoking, and repackaging of the cooked meat product exposes the cooked meat product to microbial contamination, resulting in shorter shelf life for the cooked meat product.
- the need to unpackage, smoke, and repackage the meat product is a labor intensive, expensive process for the manufacturer of the smoked cooked meat product.
- the smoking step is inefficient in that only about 70% of the smoke is effective as a flavorant/colorant, with the remaining 30% of the smoke accumulating on non-food surfaces in the smokehouse, necessitating cleaning, etc. and generating waste.
- WO 95/28281 discloses a film having anhydride functionality in its outer layer wherein the anhydride is extractable in ethanol to a level of less than 50 parts per billion.
- a packaged product is prepared by packaging a meat product in the film and cooking the meat product within the film so that the meat-contact surface of the film adheres to the meat product.
- the present invention solves the longstanding problem described above, by using a film which can be coated with an additive which is transferred to a product during cook-in, while avoiding the handling, waste, inefficiency, and contamination generated by the steps of unpackaging, smoking, and repackaging in accordance with the prior art.
- the binder and additive are both transferred from the film to the food product.
- the film can be stripped off the food product cleanly (less the binder and additive, which are transferred to the food), i.e., without any food (meat) pull-off, even though the coating prevents or reduces purge.
- the film is capable of being. used during cook-in to prevent or reduce purge, provide a uniform transfer of additives(s) to the surface of the meat product, while at the same time allowing a clean separation of the cooked food (especially meat) from the film, without-tear-off.
- the film can be easily manufactured, i.e., the additive-containing coating can be applied to the film using coating or printing technology, such as gravure coating or printing, lithographic coating or printing, etc.
- the coating can be printed onto the film in the pattern of the product or a portion of the product, while avoiding printing the coating onto areas to be sealed.
- the film of the present invention is also more efficient than, for example, application of smoke to meat in a smokehouse, because substantially all of the liquid smoke coating is transferred to the meat, without waste.
- the film is also dry, so that it can be prepared with the additive(s) present, and stored before use, unlike films which have a wet coating thereon.
- the present invention resulted from the discovery that films can be uniformly coated with certain binders in a form which is not quick to become hydrated or dissolved at the conditions of use. That is, the invention resulted from the discovery of binders which, together with crosslinkers, control the initial adhesion of the additive to the film, reduce the rate of hydration of the coating and the release of the additive, and further the binding of the coating to, for example, a cooked meat product during the cooking step.
- the additive-containing coating is present on the film in a form which prevents or reduces smearing of the coating when, for example, a coated film casing is filled with the meat product or flowing of the additive during cooking of the product, i.e.
- the binder holds an additive which is released during cook-in, so that the meat product is flavored/colored in a desired manner and degree, without having to unpackage, treat, and repackage the product. In this manner, the shelf life of the resulting packaged product is increased relative to the packaged products produced in accordance with the prior art method which requires unpackaging and repackaging.
- certain binders were discovered to be better than others, as were particular combination of binders, such as the combination of hydroxypropyl starch with a crosslinking agent (e.g., liquid smoke), together, optionally, with fibrinogen as a second binder.
- the pH of the coating composition was discovered to have an effect on the quantity of purge loss as well as the quality of the transfer of an additive from the film to meat packaged in the film.
- a pH of from about 2 to 6 is considered to be a preferred range for the pH of the coating formulation used to coat a substrate thermoplastic film.
- the present invention pertains to a packaging article comprising multilayer film comprising:
- the first layer extends over (i.e., covers) only a portion of the second layer.
- the article comprises at least one member selected from the group consisting of a bag, a backseamed casing, a pouch, and a thermoformed article. More preferably, the article comprises at least one member selected from the group consisting of fin-sealed backseamed casing, lap-sealed backseamed casing, butt-sealed backseamed casing, side-seal bag, end-seal bag, pouch, and perimeter sealed thermoformed article.
- the additive comprises at least one member selected from the group consisting of caramel, liquid smoke, FD&C Blue No 1, FD&C Blue No 2, FD&C Green No 3, FD&C Green No 6, FD&C Orange B, FD&C Red No 3, FD&C Red No 40, FD&C Yellow No 5, FD&C Yellow No 6, a lake of one or more FD&C colorant, natural brown, annatto extract, beet powder, canthaxanthin, ⁇ -Apo-8'-carotenal, carotene, cochineal extract, carmine, grape color extract, synthetic iron oxide, paprika, riboflavin, and titanium oxide, malt, natural colorant, spice, bacteriocin, allyisothiocyanate, monolaurin, 1-[2-(2,4-dichlorophenyl)-2-(propenyloxy)ethyl]-1H-imidazole, silver, benzoic acid, benzoate, hydroxycinn
- the additive comprises a colorant and the multilayer film, when subjected to a Standard Mottling Test on a turkey meat batter chub packaged in the film and cooked at 82°C (180°F), exhibits a Gray Scale standard deviation of less than 20; more preferably, from 0 to 20; still more preferably, from 0 to 19; yet still more preferably, from 0 to 18; even yet still more preferably, from 12 to 18; even yet still more preferably, from 0 to 17; even yet still more preferably, from 0 to 16; even yet still more preferably, from 0 to 15; even yet still more preferably, from 0 to 14; even yet still more preferably, from 0 to 13; even yet still more preferably, from 0 to 12.
- the binder comprises at least one member selected from the group consisting of alginate, methyl cellulose, hydroxypropyl starch, hydroxypropylmethyl starch, hydroxymethyl cellulose, hydroxypropyl cellulose, hydroxypropylmethyl cellulose, carboxymethyl cellulose, cellulose esterified with 1-octenyl succinic anhydride, chitin, and chitosan, gliadin, glutenin, globulin, albumin (especially in the form of gluten), prolamin (especially corn zein), thrombin, pectin, canageenan, konjac flour-glucomannin, fibrinogen, casein (especially casein milk protein), soy protein (especially soy protein isolates), whey protein (especially whey milk protein), and wheat protein.
- alginate alginate
- methyl cellulose hydroxypropyl starch, hydroxypropylmethyl starch, hydroxymethyl cellulose, hydroxypropyl cellulose, hydroxypropylmethyl cellulose, carb
- binders comprises at least one member selected from the group consisting of: (A) polysaccharide esterified with at least one member selected from the group consisting of: acetic anhydride, propionic anhydride, alkyl-propionic anhydride, butyric anhydride, alkyl-butyric anhydride, succinic anhydride, alkyl-succinic anhydride, maleic anhydride, alkyl-maleic anhydride, adipic anhydride, alkyl-adipic anhydride, and vinyl acetate; and (B) polysaccharide etherified with at least one member selected from the group consisting of acrolein, epichlorihydrin, ethylene glycol, ethylene glycol oligomer, propylene glycol, propylene glycol oligomer, ethylene oxide, and propylene oxide.
- A polysaccharide esterified with at least one member selected from the group consisting of: acetic anhydride, propionic
- Yet another preferred first layer comprises at least two different binders, i.e.: (A) a first binder comprising at least one member selected from the group consisting of alginate, methyl cellulose, hydroxypropyl starch, hydroxypropylmethyl starch, hydroxymethyl cellulose, hydroxypropyl cellulose, hydroxypropylmethyl cellulose, carboxymethyl cellulose, cellulose esterified with 1-octenyl succinic anhydride, chitin, and chitosan; and (B) a second binder comprising at least one member selected from the group consisting of gliadin, glutenin, globulin, albumin (especially in the form of gluten), prolamin (especially corn zein), thrombin, pectin, canageenan, konjac flour-glucomannin, fibrinogen, casein (especially casein milk protein), soy protein, whey protein (especially whey milk protein), and wheat protein. More preferably, the binder comprises hydroxypropyl star
- A
- the second layer comprises at least one member selected from the group consisting of polyamide 6, polyamide 66, polyamide 9, polyamide 10, polyamide 11, polyamide 12, polyamide 69, polyamide 610, polyamide 612, polyamide 61, polyamide 6T, polyamide MXD6, copolyamide, polyethylene homopolymer, ethylene/alpha-olefin copolymer, anhydride-modified ethylene/alpha-olefin copolymer, ethylene/vinyl acetate copolymer, ethylene/acrylic acid copolymer, ionomer (especially ionomers of ethylene/methacrylic acid and ethylene/acrylic acid), ethylene/methacrylic acid copolymer, anhydride-modified ethylene/methacrylic acid copolymer, polypropylene homopolymer, propylene/C 4-10 alpha-olefin copolymer, polyethylene terephthalate, PETG, and polyalkylhydroxy acid.
- the multilayer film has a total free shrink (i.e., L+T) of from about 0 to 10 percent at a temperature of 85°C (185°F) more preferably, from about 10 to 150%; still more preferably, from about 10 to 100%.
- L+T total free shrink
- the additive is bound to the binder with at least one member selected from the group consisting of a covalent bond, an ionic bond, a hydrogen bond, and a dipole-dipole interaction.
- the crosslinking agent comprises at least one member selected from the group consisting of malose, glutaraldehyde, glyoxal, dicarboxylic acid, ester of dicarboxylic acid, urea formaldehyde, melamine formaldehyde, trimethylol-melamine, organic compound containing at least 2 sulfhydryl groups, and a component in liquid smoke comprising at least two carbonyl groups.
- the second layer is directly adhered to the first layer.
- the film further comprises a third layer which is between the first layer and the second layer.
- This third layer can serve as a primer which is applied to the second layer, for the subsequent application of the first layer.
- the third layer can contain an additive, such as one or more of the additives which can be present in the first layer, and/or a release agent, and/or a crosslinking agent.
- the third layer comprises at least one member selected from the group consisting of polysaccharide and protein; more preferably, at least one member selected from the group consisting of: alginate, methyl cellulose, hydroxypropyl starch, hydroxypropylmethyl starch, hydroxymethyl cellulose, hydroxypropyl cellulose, hydroxypropylmethyl cellulose, carboxymethyl cellulose, cellulose esterified with 1-octenyl succinic anhydride, chitin, and chitosan, gliadin, glutenin, globulin, albumin (especially in the form of gluten), prolamin (especially corn zein), thrombin, pectin, canageenan, konjac flour-glucomannin fibrinogen, casein (especially casein milk protein), soy protein, whey protein (especially whey milk protein), and wheat protein.
- alginate methyl cellulose, hydroxypropyl starch, hydroxypropylmethyl starch, hydroxymethyl cellulose, hydroxypropyl
- the multilayer film further comprises a third layer, with the first layer being between the second layer and the third layer.
- the third layer comprises at least one member selected from the group consisting of polysaccharide and protein. More preferably, at least one member selected from the group consisting of alginate, methyl cellulose, hydroxypropyl starch, hydroxypropylmethyl starch, hydroxymethyl cellulose, hydroxypropyl cellulose, hydroxypropylmethyl cellulose, carboxymethyl cellulose, cellulose esterified with 1-octenyl succinic anhydride, chitin, and chitosan, gliadin, glutenin, globulin, albumin (especially in the form of gluten), prolamin (especially corn zein), thrombin, pectin, canageenan, konjac flour-glucomannin, fibrinogen, casein (especially casein milk protein), soy protein, whey protein (especially whey milk protein), and wheat protein.
- This third layer which serves as an "overcoat” over the first layer, can further comprise an additive, such as one or more of the additives present in the first layer, and/or a meat adhesion enhancing additive and/or a crosslinking agent.
- the multilayer film further comprises a fourth layer which is between the first layer and the second layer.
- the fourth layer serves as a primer layer, as described above.
- the multilayer film when subjected to a Standard Mottling Test, exhibits a mottling level of from about 1 to about 2.5.
- the first layer further comprises a plasticizer.
- the plasticizer comprises at least one member selected from the group consisting of polyol, sodium citrate, and triethyl citrate.
- the multilayer film further comprises a third layer comprising at least one member selected from the group consisting of polyolefin, polyamide, and polyester. More preferably, the third layer comprises at least one member selected from the group consisting of ethylene/vinyl alcohol copolymer, vinylidene chloride copolymer, polyamide, polyvinyl alcohol, polyhydroxyaminoether, and polyalkylene carbonate, ethylene/acrylic acid copolymer, polyethylene terephthalate, and ionomer.
- the third layer is an inner layer
- the multilayer film further comprises a fourth layer comprising at least one member selected from the group consisting of polyolefin, polyamide, and polyester; more preferably ethylene/vinyl alcohol copolymer, vinylidene chloride copolymer, polyamide, polyvinyl alcohol, polyhydroxyaminoether, and polyalkylene carbonate, ethylene/acrylic acid copolymer, polyester, and polyethylene terephthalate.
- the second film layer serves as a seal layer and comprises at least one member selected from the group consisting of polyolefin, polyamide, and polyester
- the film further comprises: (i) a third layer which serves as an O 2 -barrier layer comprising at least one member selected from the group consisting of at least one member selected from the group consisting of ethylene/vinyl alcohol copolymer, polyvinylidene chloride, polyamide, polyalkylene carbonate, polyvinyl alcohol, and polyester; (ii) a fourth film layer which serves as a first tie layer and which is on a first side of the O 2 -barrier layer and which comprises at least one member selected from the group consisting of modified ethylene/alpha-olefin copolymer, modified ethylene/unsaturated ester copolymer, modified ethylene/unsaturated acid copolymer, polystyrene and polyurethane; and (iii) a fifth film layer which serves as a second tie layer and
- the film further comprises: (i) a seventh film layer which serves as a strength layer and which is between the second layer and the fourth layer, and which comprises at least one member selected from the group consisting of polyolefin, polyamide, polyester, and polyurethane; (ii) a eighth film layer which serves as a strength and balance layer and which is between the fifth layer and the sixth layer, and which comprises at least one member selected from the group consisting of polyolefin, polyamide, polyester, and polyurethane; and (iii) a ninth film layer which serves as a strength and moisture barrier layer and which between the fifth layer and the sixth layer, and which comprises polyamide.
- the present invention pertains to a process for preparing a cooked food product, comprising:
- the food product comprises at least one member selected from the group consisting of beef, pork, chicken, turkey, fish and meat-substitute.
- the food is cooked at a temperature of from 63 to 96 °C (145 °F to 205 °F) for a duration of from 1 to 12 hours.
- the present invention is directed to a process for preparing a cooked food product, comprising:
- the present invention is directed to a process for making a packaging article comprising coated multilayer film, comprising
- the coating composition is applied to the film using at least one member selected from the group consisting of roll (preferably comma roll, obtained from Hirano Tecseed, of Charlotte, N.C), gravure, flexographic, meyer rod, reverse angle doctor blade, knife over roll, two roll reverse, three roll reverse, comma roll, and lip coating.
- roll preferably comma roll, obtained from Hirano Tecseed, of Charlotte, N.C
- gravure flexographic, meyer rod, reverse angle doctor blade, knife over roll, two roll reverse, three roll reverse, comma roll, and lip coating.
- the present invention is directed to a packaged product comprising:
- Figure 1 illustrates a schematic view of a preferred process for making a multilayer film in accordance with the present invention.
- Figure 2 illustrates a lay-flat view of a bag in accordance with the present invention
- Figure 3 illustrates a packaged product in accordance with the present invention.
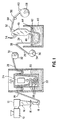
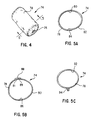
- Figure 4 illustrates a perspective view of a packaged product in accordance with the present invention.
- Figure 5A illustrates a first embodiment of a cross-sectional view through line 5-5 of the packaged product illustrated in Figure 4.
- Figure 5B illustrates a second embodiment of a cross-sectional view through line 5- 5 of the packaged product illustrated in Figure 4.
- Figure 6 illustrates a perspective view of an alternative packaged product according to the present invention.
- Figure 7 is a schematic of the setup for carrying out the Standard Mottling Test disclosed herein.
- Figures 8, 9, and 10 are photographs of three different chubs, illustrating 3 different degrees of mottling.
- alkyl refers to, and is inclusive of, both saturated and unsaturated side chains.
- the prefix “alkyl” is inclusive of both “traditional alkyl” sidechains as well as “traditional alkenyl” and “traditional alkynyl” sidechains.
- binder refers to a substance which adheres to an additive and/or a surface comprising a thermoplastic polymer and/or a protein-containing product, such as meat.
- a preferred polysaccharide binder for use in the present invention is hydroxypropyl starch, e.g., TMhydroxypropyl starch. This binder is capable of holding, entrapping, or binding to additives such as colorants, flavors, etc., while at the same time being capable of adhering to a surface comprising a thermoplastic polymer.
- flavorant refers to, and is inclusive of, spice (including, of course, pepper). Liquid smoke is an especially preferred flavorant.
- the term "colorant" is inclusive of the various FD&C colorants, together with various other colorants.
- the colorant comprises at least one member selected from the group consisting of FD&C Blue No 1, FD&C Blue No 2, FD&C Green No 3, FD&C Green No 6, FD&C Orange B, FD&C Red No 3, FD&C Red No 40, FD&C Yellow No 5, FD&C Yellow No 6.
- FD&C Blue No. 2 is the disodium salt of 5,5'-indigotin disulfonic acid.
- FD&C Green No. 6 is 1,4-di-toluidinoanthraquinone.
- FD&C Red No. 3 is the disodium salt of 9-o-carboxyphenyl-6-hydroxy-2,4,5,6,7-tetraiodo-3-isoxanthone (erythrosin).
- FD&C Yellow No. 6 is the disodium salt of 1-p-sulfophenylazo-2-naphthol-6-solfonic acid.
- films of and used in the present invention have a thickness of 0.25 mm or less.
- packaging refers to packaging materials configured around a product being packaged
- packaged product refers to the combination of a product which is surrounded by a packaging material.
- multilayer film refers to the combination of a film comprising a first layer which is an outer layer and which contains the binder and the additive, in combination with a second layer which comprises a thermoplastic polymer.
- the first layer is preferably directly adhered to the second layer, the film can optionally contain one or more additional film layers, such as an oxygen-barrier layer with or without tie layers in association therewith, additional bulk and/or strength layers, etc.
- the first layer is preferably applied as a coating on a substrate film which comprises the second film layer, alone or in combination with additional film layers as described immediately above.
- the first layer is always an outer film layer.
- the first layer is the inside layer of the film.
- the phrase "the layer...comprising” refers to a film layer which has the recited components throughout the entire cross-section of the layer, as opposed to having one or more of the recited components merely on a surface of the layer. Preferably, the distribution of the recited components is uniform throughout the layer.
- outer layer refers to any film layer having less than two of its principal surfaces directly adhered to another layer of the film.
- the phrase is inclusive of monolayer and multilayer films All multilayer films have two, and only two, outer layers, each of which has a principal surface adhered to only one other layer of the multilayer film. In monolayer films, there is only one layer, which, of course, is an outer layer in that neither of its two principal surfaces are adhered to another layer of the film.
- drying refers to the drying of the coating which forms an outer layer of the film of the invention.
- drying prevents the outer layer of the film from exhibiting substantial blocking, i.e., sticking to a degree that blocking or delamination occurs, with respect to adjacent surfaces of for example, a film (including both the same or another film), and/or other articles (e.g., metal surfaces, etc.).
- the outer layer has a moisture content of less than about 25 percent, based on the weight of the outer layer: more preferably, from about 0 to 25 percent, still more preferably, from about 0 to 10 percent; yet still more preferably, from about 0 to 5 percent.
- the term "seal" refers to any seal of a first region of a film surface to a second region of a film surface, wherein the seal is formed by heating the regions to at least their respective seal initiation temperatures.
- the sealing can be performed by any one or more of a wide variety of manners, such as using a heated bar, hot air, infrared radiation, ultrasonic sealing, etc., and even the use of clips on, for example, a shirred casing, etc.
- a multilayer film having a plurality coextruded layers or layer(s) extrusion coated thereon are not considered to be heat-sealed to one another by virtue of the coextrusion process or the extrusion coating process.
- the phrase "cook-in” refers to the process of cooking a product packaged in a material capable of withstanding exposure to long and slow cooking conditions while containing the food product, for example submersion in water at 57°C to 100°C for 2-12 hours, preferably 57°C to 85°C for 2-12 hours; also by submersion in water, or submersion in pressurized steam (i.e., retort) at 57°C o 121°C for 2-12 hours, using a film suitable for retort end-use.
- Cook-in packaged foods are essentially prepackaged, pre-cooked foods which may be directly transferred to the consumer in this form These types of foods may be consumed with or without warming.
- Cook-in packaging materials maintain seal integrity, and in the case of multilayer films are delamination resistant.
- the film is heat-shrinkable under cook-in conditions so as to form a tightly fitting package.
- Cook-in films preferably have a tendency for adhesion to the food product, thereby preventing "cook-out,” i.e., purge, which is the collection of juices between the outer surface of the food product and the meat-contact surface of the film, i.e., the surface in direct contact with the meat.
- films for use in cook-in applications include delamination-resistance, low O 2 -permeability, heat-shrinkability representing about 20-50% biaxial shrinkage at about 85°C (185°F), and optical clarity.
- the external surface of the package is subjected to a temperature of at least about 65°C; preferably from about 65°C to 100°C, more preferably, from about 71 °C to 100°C; still more preferably, from about 74°C to 93°C; and, even yet still more preferably, from about 77°C to 82°C.
- the phrases “food-contact layer” and “meat-contact layer” refer to a layer of a multilayer film which is in direct contact with the food/meat in the package comprising the film.
- a food-contact layer is always an outer film layer, as the food-contact layer is in direct contact with the food product within the package.
- the food-contact layer is an inside layer in the sense that with respect to the packaged food product, the food-contact layer is the inside layer (i.e., innermost layer) of the package, this inside layer being in direct contact with the food.
- the phrases “food-contact surface” and “meat-contact surface” refer to an outer surface of a food contact layer, this outer surface being in direct contact with the food within the package.
- the phrases “meat-adhesion,” “film-to-meat adhesion,” “film-to-food adhesion,” and “adhered”, refer to maintaining direct contact between the meat surface and the meat-contact surface of the film, so that there is an absence of a substantial amount of free moisture, i.e., purge, which is water and juices emitted outside of the food/meat product. In general, there is an absence of a substantial amount of free moisture if the level of free moisture is from about 0 to 2%, based on the weight of the meat product before cooking.
- the amount of free moisture is from about 0 to 1%, more preferably, 0 to 0.5%, and still preferably from 0 to 0.1 percent based on the weight of the meat product before cooking.
- the phrases “meat pull-off' and “meat tear-off” refer to that portion of a cook-in meat product which is torn off of the meat product upon stripping the cook-in film from the cooked meat product.
- barrier layers As used herein, the term “barrier”, and the phrase “barrier layer”, as applied to films and/or film layers, are used with reference to the ability of a film or film layer to serve as a barrier to one or more gases.
- oxygen (i.e., gaseous O 2 ) barrier layers have included, for example, hydrolyzed ethylene/vinyl acetate copolymer (designated by the abbreviations “EVOH” and "HEVA”, and also referred to as “ethylene/vinyl alcohol copolymer”), polyvinylidene chloride, polyamide, polyester, polyacrylonitrile, etc., as known to those of skill in the art.
- EVOH refers to ethylene vinyl alcohol copolymer.
- EVOH includes saponified or hydrolyzed ethylene vinyl acetate copolymers, and refers to a vinyl alcohol copolymer having an ethylene comonomer, and prepared by, for example, hydrolysis of vinyl acetate copolymers, or by chemical reactions with polyvinyl alcohol.
- the degree of hydrolysis is preferably from about 50 to 100 mole percent; more preferably, from about 85 to 100 mole percent.
- the phrase “abuse layer”, as well as the phrase “puncture-resistant layer”, refer to an outer film layer and/or an inner film layer, so long as the film layer serves to resist abrasion, puncture, and other potential causes of reduction of package integrity, as well as potential causes of reduction of package appearance quality.
- laminate refers to the process, and resulting product, made by bonding together two or more layers of film or other materials. Lamination can be accomplished by joining layers with adhesives, joining with heat and pressure, with corona treatment, and even spread-coating and extrusion-coating.
- laminate is also inclusive of coextruded multilayer films comprising one or more tie layers.
- the phrases “seal layer.” “sealing layer,” “heat seal layer,” and “sealant layer,” refer to an outer film layer, or layers, involved in the sealing of the film to itself, another film layer of the same or another film, and/or another article which is not a film. It should also be recognized that in general, up to the outer 3 mils of a film can be involved in the sealing of the film to itself or another layer. With respect to packages having only fin-type seals, as opposed to lap-type seals, the phrase “sealant layer” generally refers to the inside film layer of a package, as well as supporting layers within 3 mils of the inside surface of the sealant layer, the inside layer frequently also serving as a food contact layer in the packaging of foods. In general, sealant layers employed in the packaging art have included thermoplastic polymers, such as polyolefin, polyamide, polyester, and polyvinyl chloride.
- the term "oriented” refers to a polymer-containing material which has been elongated (generally at an elevated temperature called the orientation temperature), followed by being “set” in the elongated configuration by cooling the material while substantially retaining the elongated dimensions. This combination of elongation at elevated temperature followed by cooling causes an alignment of the polymer chains to a more parallel configuration, thereby altering various mechanical properties of the film. Upon subsequently heating unrestrained, unannealed, oriented polymer-containing material to its orientation temperature, heat shrinkage is produced almost to the original dimensions, i.e., pre-elongation dimensions.
- the term "oriented,” is herein used with reference to oriented films, which can undergo orientation in any one or more of a variety of manners.
- Orienting in one direction is referred to herein as "uniaxial orientation,” while orienting in two directions is referred to herein as “biaxial orientation.”
- uniaxial orientation Orienting in one direction
- biaxial orientation Orienting in two directions
- there can be internal stress remaining in the plastic sheet which can be relieved by reheating the film to a temperature above that at which it was oriented. Upon reheating such a film, the film tends to shrink back to the original dimensions it had before it was oriented. Films which shrink upon being heated are generally referred to as heat-shrinkable films.
- orientation ratio refers to the multiplication product of the extent to. which the plastic film material is oriented in several directions, usually two directions perpendicular to one another Orientation in the machine direction is herein referred to as “drawing”, whereas orientation in the transverse direction is herein referred to as “stretching".
- drawing is obtained by passing the film through two sets of powered nip rolls, with the downstream set having a higher surface speed than the upstream set, with the resulting draw ratio being the surface speed of the downstream set of nip rolls divided by the surface speed of the upstream set of nip rolls.
- the degree of orientation is also referred to as the orientation ratio, also known as the "racking ratio"
- the term "monomer” refers to a relatively simple compound, usually containing carbon and of low molecular weight, which can react to form a polymer by combining with itself or with other similar molecules or compounds.
- the term "comonomer” refers to a monomer which is copolymerized with at least one different monomer in a copolymerization reaction, the result of which is a copolymer.
- polymer refers to the product of a polymerization reaction, and is inclusive of homopolymers, copolymers, terpolymers, tetrapolymers, etc.
- the layers of a film can consist essentially of a single polymer, or can have additional polymers together therewith, i.e., blended therewith.
- homopolymer is used with reference to a polymer resulting from the polymerization of a single monomer, i.e., a polymer consisting essentially of a single type of repeating unit.
- copolymer refers to polymers formed by the polymerization reaction of at least two different monomers.
- the term “copolymer” includes the copolymerization reaction product of ethylene and an alpha-olefin, such as 1-hexene.
- the term “copolymer” is also inclusive of. for example, the copolymerization of a mixture of ethylene, propylene, 1-hexene, and 1-octene.
- copolymerization refers to the simultaneous polymerization of two or more monomers.
- copolymer is also inclusive of random copolymers, block copolymers, and graft copolymers.
- polymerization is inclusive of homopolymerizations, copolymerizations, terpolymerizations, etc., and includes all types of copolymerizations such as random, graft, block, etc.
- the polymers, in the films used in accordance with the present invention can be prepared in accordance with any suitable polymerization process, including slurry polymerization, gas phase polymerization, and high pressure polymerization processes.
- a copolymer identified in terms of a plurality of monomers refers to a copolymer in which either monomer may copolymerize in a higher weight or molar percent than the other monomer or monomers.
- the first listed monomer preferably polymerizes in a higher weight percent than the second listed monomer, and, for copolymers which are terpolymers, quadripolymers, etc., preferably the first monomer copolymerizes in a higher weight percent than the second monomer, and the second monomer copolymerizes in a higher weight percent than the third monomer, etc.
- ethylene alpha-olefin copolymer is the equivalent of "ethylene/alpha-olefin copolymer
- copolymers are identified, i.e., named, in terms of the monomers from which the copolymers are produced.
- the phrase “propylene/ethylene copolymer” refers to a copolymer produced by the copolymerization of both propylene and ethylene, with or without additional comonomer(s).
- the phrase “mer” refers to a unit of a polymer, as derived from a monomer used in the polymerization reaction.
- alpha-olefin mer refers to a unit in, for example, an ethylene/alpha-olefin copolymer, the polymerization unit being that "residue" which is derived from the alpha-olefin monomer after it reacts to become a portion of the polymer chain, i.e., that portion of the polymer contributed by an individual alpha-olefin monomer after it reacts to become a portion of the polymer chain.
- heteropolymer refers to polymerization reaction products of relatively wide variation in molecular weight and relatively wide variation in composition distribution, i.e., polymers made, for example, using conventional Ziegler-Natta catalysts. Heterogeneous polymers are useful in various layers of the film used in the present invention. Such polymers typically contain a relatively wide variety of chain lengths and comonomer percentages.
- heterogeneous catalyst refers to a catalyst suitable for use in the polymerization of heterogeneous polymers, as defined above.
- Heterogeneous catalysts are comprised of several kinds of active sites which differ in Lewis acidity and steric environment.
- Ziegler-Natta catalysts are heterogeneous catalysts. Examples of Ziegler-Natta heterogeneous systems include metal halides activated by an organometallic co-catalyst, such as titanium chloride, optionally containing magnesium chloride, complexed to trialkyl aluminum and may be found in patents such as U.S. Patent No. 4,302,565, to GOEKE, et. al., and U.S. Patent No. 4,302,566, to KAROL, et. al.
- homogeneous polymer refers to polymerization reaction products of relatively narrow molecular weight distribution and relatively narrow composition distribution.
- Homogeneous polymers can be used in various layers of multilayer films useful in the present invention.
- Homogeneous polymers are structurally different from heterogeneous polymers, in that homogeneous polymers exhibit a relatively even sequencing of comonomers within a chain, a mirroring of sequence distribution in all chains, and a similarity of length of all chains, i.e., a narrower molecular weight distribution.
- homogeneous polymers are typically prepared using metallocene, or other single-site type catalysis, rather than using Ziegler Natta catalysts.
- homogeneous ethylene/alpha-olefin copolymers may be characterized by one or more methods known to those of skill in the art, such as molecular weight distribution (M w /M n ), composition distribution breadth index (CDBI), narrow melting point range, and single melt point behavior.
- M w /M n also known as "polydispersity,” may be determined by gel permeation chromatography.
- Homogeneous ethylene/alpha-olefin copolymers which can be used in the present invention preferably have an M w /M n of less than 2.7; more preferably from about 1.9 to 2.5; still more preferably, from about 1.9 to 2.3.
- composition distribution breadth index (CDBI) of such homogeneous ethylene/alpha-olefin copolymers will generally be greater than about 70 percent.
- the CDBI is defined as the weight percent of the copolymer molecules having a comonomer content within 50 percent (i.e., plus or minus 50%) of the median total molar comonomer content.
- the CDBI of linear polyethylene, which does not contain a comonomer, is defined to be 100%.
- the Composition Distribution Breadth Index (CDBI) is determined via the technique of Temperature Rising Elution Fractionation (TREF).
- CDBI determination clearly distinguishes homogeneous copolymers (i.e., narrow composition distribution as assessed by CDBI values generally above 70%) from VLDPEs available commercially which generally have a broad composition distribution as assessed by CDBI values generally less than 55%.
- TREF data and calculations therefrom for determination of CDBI of a copolymer is readily calculated from data obtained from techniques known in the art, such as, for example, temperature rising elution fractionation as described, for example, in Wild et. al., J. Poly. Sci. Poly. Phys. Ed. , Vol. 20, p.441 (1982).
- the homogeneous ethylene/alpha-olefin copolymers have a CDBI greater than about 70%, i.e., a CDBI of from about 70% to 99%.
- the homogeneous ethylene/alpha-olefin copolymers useful in the present invention also exhibit a relatively narrow melting point range, in comparison with "heterogeneous copolymers", i.e., polymers having a CDBI of less than 55%.
- the homogeneous ethylene/alpha-olefin copolymers exhibit an essentially singular melting point characteristic, with a peak melting point (T m ), as determined by Differential Scanning Colorimetry (DSC), of from about 60°C to 105°C.
- T m peak melting point
- DSC Differential Scanning Colorimetry
- the homogeneous copolymer has a DSC peak T m of from about 80°C to 100°C.
- the phrase "essentially single melting point" means that at least about 80%, by weight, of the material corresponds to a single T m peak at a temperature within the range of from about 60°C to 105°C, and essentially no substantial fraction of the material has a peak melting point in excess of about 115°C, as determined by DSC analysis DSC measurements are made on a Perkin Elmer System 7 Thermal Analysis System. Melting information reported are second melting data, i.e., the sample is heated at a programmed rate of 10°C./min. to a temperature below its critical range. The sample is then reheated (2nd melting) at a programmed rate of 10°C/min.
- a homogeneous ethylene/alpha-olefin copolymer can, in general, be prepared by the copolymerization of ethylene and any one or more alpha-olefin.
- the alpha-olefin is a C 3 -C 20 alpha-monoolefin, more preferably, a C 4 -C 12 alpha-monoolefin, still more preferably, a C 4 -C 8 alpha-monoolefin.
- the alpha-olefin comprises at least one member selected from the group consisting of butene-1, hexene-1, and octene-1, i.e., 1-butene, 1-hexene, and 1-octene, respectively. Yet still more preferably, the alpha-olefin comprises octene-1, and/or a blend of hexene-1 and butene-1.
- Still another species of homogeneous ethylene/alpha-olefin copolymers is disclosed in U.S. Patent No. 5,272,236, to LAI, et. al., and U.S. Patent No. 5,278,272, to LAI, et. al..
- polyolefin refers to any polymerized olefin, which can be linear, branched, cyclic, aliphatic, aromatic, substituted, or unsubstituted.
- exemplary polyolefins include homopolymers of one or more olefins, copolymers of olefin, copolymers of an olefin and an non-olefinic comonomer copolymerizable with the olefin, such as vinyl monomers, modified polymers thereof, and the like.
- More specific examples include polyethylene homopolymer, polypropylene homopolymer, polybutene, ethylene/alpha-olefin copolymer, propylene/alpha-olefin copolymer, butene/alpha-olefin copolymer, ethylene/vinyl acetate copolymer, ethylene/vinyl alcohol copolymer, ethylene/ethyl acrylate copolymer, ethylene/butyl acrylate copolymer, ethylene/methyl acrylate copolymer, ethylene/acrylic acid copolymer, ethylene/methacrylic acid copolymer, modified polyolefin resin, ionomer resin, polymethylpentene, etc.
- Modified polyolefin resin is inclusive of modified polymer prepared by copolymerizing the homopolymer of the olefin or copolymer thereof with an unsaturated carboxylic acid, e.g., maleic acid, fumaric acid or the like, or a derivative thereof such as the anhydride, ester or metal salt or the like. It could also be obtained by incorporating into the olefin homopolymer or copolymer, an unsaturated carboxylic acid, e.g., maleic acid, fumaric acid or the like, or a derivative thereof such as the anhydride, ester or metal salt or the like.
- an unsaturated carboxylic acid e.g., maleic acid, fumaric acid or the like
- a derivative thereof such as the anhydride, ester or metal salt or the like.
- ethylene alpha-olefin copolymer and “ethylene/alpha-olefin copolymer” refer to such heterogeneous materials as low density polyethylene (LDPE), medium density polyethylene (MDPE), linear low density polyethylene (LLDPE), and very low and ultra low density polyethylene (VLDPE and ULDPE), as well as to such homogeneous ethylene/alpha olefin copolymers as: metallocene-catalyzed EXACT (TM) linear homogeneous ethylene/alpha olefin copolymer resins obtainable from the Exxon Chemical Company, of Baytown, Texas, homogeneous substantially linear ethylene/alpha-olefin copolymers having long chain branching (e.g., copolymers known as AFFINITY (TM) resins, and ENGAGE (TM) resins, available from the Dow Chemical Company, of Midland, Michigan), as well as TAFMER (TM) linear homogeneous ethylene/al
- Both the heterogeneous polymers and homogeneous polymers referred to above generally include copolymers of ethylene with one or more comonomers selected from C 4 to C 10 alpha-olefin such as butene-1 (i.e., 1-butene), hexene-1, octene-1, etc.
- LLDPE has a density usually in the range of from about 0.91 grams per cubic centimeter to about 0 94 grams per cubic centimeter.
- the ethylene/alpha-olefin copolymer comprises a copolymer resulting from the copolymerization of from about 80 to 99 weight percent ethylene and from 1 to 20 weight percent alpha-olefin.
- the ethylene alpha-olefin copolymer comprises a copolymer resulting from the copolymerization of from about 85 to 95 weight percent ethylene and from 5 to 15 weight percent alpha-olefin.
- identifying polymers such as “polyamide”, “polyester”, “polyurethane”, etc. are inclusive of not only polymers comprising repeating units derived from monomers known to polymerize to form a polymer of the named type, but are also inclusive of comonomers, derivatives, etc. which can copolymerize with monomers known to polymerize to produce the named polymer.
- polyamide encompasses both polymers comprising repeating units derived from monomers, such as caprolactam, which polymerize to form a polyamide, as well as copolymers derived from the copolymerization of caprolactam with a comonomer which when polymerized alone does not result in the formation of a polyamide.
- monomers such as caprolactam
- copolymers derived from the copolymerization of caprolactam with a comonomer which when polymerized alone does not result in the formation of a polyamide.
- identifying polymers are also inclusive of "blends" of such polymers with other polymers of a different type.
- modified polymer as well as more specific phrases such as “modified ethylene vinyl acetate copolymer”, and “modified polyolefin” refer to such polymers having an anhydride functionality, as defined immediately above, grafted thereon and/or copolymerized therewith and/or blended therewith.
- modified polymers Preferably, such modified polymers have the anhydride functionality grafted on or copolymerized therewith, as opposed to merely blended therewith.
- anhydride functionality refers to any form of anhydride functionality, such as the anhydride of maleic acid, fumaric acid, etc., whether blended with one or more polymers, grafted onto a polymer, or copolymerized with a polymer, and, in general, is also inclusive of derivatives of such functionalities, such as acids, esters, and metal salts derived therefrom.
- Film useful in the present invention is multilayer film. It preferably has a total of from 2 to 20 layers; more preferably, from 2 to 12 layers and still more preferably, from 4 to 9 layers.
- the multilayer film can have any total number of layers and any total thickness desired, so long as the film provides the desired properties for the particular packaging operation in which the film is used, e.g. O 2 -barrier characteristics, free shrink, shrink tension, optics, modulus, seal strength, etc.
- the phrases “inner layer” and “internal layer” refer to any layer, of a multilayer film, having both of its principal surfaces directly adhered to another layer of the film.
- inside layer refers to an outer film layer, of a multilayer film packaging a product, or an article suitable for use in packaging a product (such as a bag or casing), which is closest to the product, relative to the other layers of the multilayer film.
- Inside layer also is used with reference to the innermost layer of a plurality of concentrically arranged layers simultaneously coextruded through an annular die.
- outside layer refers to the outer layer, of a multilayer film packaging a product, or an article suitable for use in packaging a product (such as a bag or casing), which is furthest from the product relative to the other layers of the multilayer film.
- Outside layer also is used with reference to the outermost layer of a plurality of concentrically arranged layers simultaneously coextruded through an annular die.
- the phrase "directly adhered”, as applied to film layers, is defined as adhesion of the subject film layer to the object film layer, without a tie layer, adhesive, or other layer therebetween.
- the word "between”, as applied to a film layer expressed as being between two other specified layers includes both direct adherence of the subject layer between to the two other layers it is between, as well as including a lack of direct adherence to either or both of the two other layers the subject layer is between, i.e., one or more additional layers can be imposed between the subject layer and one or more of the layers the subject layer is between.
- core refers to any inner film layer which has a primary function other than serving as an adhesive (i.e., tie layer, which adheres two incompatible layers) for adhering two layers to one another.
- the core layer or layers provide the multilayer film with a desired level of strength, i.e., modulus, and/or optics, and/or added abuse resistance, and/or specific impermeability.
- Tie layer refers to any inner film layer having the primary purpose of adhering two layers to one another.
- Tie layers can comprise any polymer having a polar group thereon, or any other polymer which provides sufficient interlayer adhesion to adjacent layers comprising otherwise nonadhering polymers.
- Suitable polymers include polyolefins, such as those incorporating acids, esters, anhydrides or salts of carboxylic acids; and polar, non-polyolefinic materials such as polyesters, ethylene vinyl alcohol copolymer, etc.
- skin layer refers to an outside layer of a multilayer film in packaging a product, this skin layer being subject to abuse.
- the phrase "bulk layer” refers to any layer of a film which is present for the purpose of increasing the abuse-resistance, toughness, modulus, etc., of a multilayer film.
- Bulk layers generally comprise polymers which are inexpensive relative to other polymers in the film which provide some specific purpose unrelated to abuse-resistance, modulus, etc.
- first layer is generally indicative of the manner in which a multilayer film structure is built up. That is, in general, the first layer can be present without any of the additional layers described, or the first and second layers can be present without any of the additional layers described, etc.
- the term "extrusion” is used with reference to the process of forming continuous shapes by forcing a molten plastic material through a die, followed by cooling or chemical hardening. Immediately prior to extrusion through the die, the relatively high-viscosity polymeric material is fed into a rotating screw of variable pitch, i.e., an extruder, which forces the polymeric material through the die.
- coextrusion refers to the process by which the outputs of two or more extruders are brought smoothly together in a feed block, to form a multilayer stream that is fed to a die to produce a layered extrudate. Coextrusion can be employed in film blowing, sheet and flat film extrusion, blow molding, and extrusion coating.
- machine direction refers to a direction “along the length” of the film, i.e., in the direction of the film as the film is formed during extrusion and/or coating.
- transverse direction refers to a direction across the film, perpendicular to the machine or longitudinal direction.
- free shrink refers to the percent dimensional change in a 10 cm x 10 cm specimen of film, when shrunk at 85°C (185°F) with the quantitative determination being carried out according to ASTM D 2732, as set forth in the 1990 Annual Book of ASTM Standards, Vol. 08.02, pp. 368-371, which is hereby incorporated, in its entirety, by reference thereto.
- the film article preferably has a free shrink of from about 5-70 percent in at least one direction (i.e., the longitudinal (L) or transverse (T) direction) at 85°C (185°F) more preferably, from about 10-50 percent at 85°C (185°F), and, still more preferably, from about 15-35 percent at 85°C (185°F)
- the film article is biaxially oriented, and preferably the film has a free shrink, at 85°C (185°F), of at least 10 percent in each direction (L and T); more preferably, at least 15 percent in each direction.
- the film has a total free shrink (L+T) of from about 30 to 50 percent at 85°C (185°F).
- the total free shrink is even higher, i.e., preferably at least 50% (L+T), more preferably from 50 to 120%.
- the film has a total free shrink (before thermoforming) of from 0 to 10% (L + T), more preferably, from 1 to 5 percent (L + T).
- the oriented film article can be heat-set. Heat-setting can be done at a temperature from about 60-200°C, more preferably 70-150°C and, even more preferably, 80-90°C.
- the multilayer film used in the present invention can have any total thickness desired, so long as the film provides the desired properties for the particular packaging operation in which the film is used.
- the film used in the present invention has a total thickness (i.e., a combined thickness of all layers), of from about 8 to 381 ⁇ m (0.3 to 15 mils, 1 mil equals 0.001 inch); more preferably, from about 25 to 254 ⁇ m (1 to 10 mils; and still more preferably, from 38 to 203 ⁇ m (1.5 to 8 mils).
- the range from 38 to 76 ⁇ m (1.5 - 3 mils) is even more preferred while for laminates used in cook-in packaging, the range from 102 to 203 ⁇ m (4-8 mils) is even more preferred.
- the film article preferably has a modulus ranging from about 34.5 to 3450 MPa (5,000 to 500,000 psi), more preferably from about 70 to 2070 MPa (1 0,000 to 300,000 psi), and most preferably from about 276 to 1380 MPa (40,000 to 200,000 psi).
- the food-contact layer itself may have a modulus ranging from about 21 to 3450 MPa (3,000 to 500,000 psi).
- Exemplary films which can be coated with a coating formulation comprising a binder and an additive in accordance with the present invention, which can thereafter be used in accordance with the present invention include the films disclosed in: (a) U.S. Patent 5,843,502 issued December 1, 1998 to (Ram K. Ramesh); (b) U.S. Patent 6,221,410 issued April 24, 2001 to (Ram K. Ramesh); and (c) U.S. Patent No. 4,287,151, et. al., issued Sept. 1, 1981 to Esakov. Film No. 1 and Film No. 2, described in detail below, are preferred films for subsequent coating with a coating formulation in accordance with the present invention.
- the following multilayer film structures films according to the present invention contains the combination of additive and binder present in the film of the present invention.
- the individual layers are shown in the order in which they would appear in the film: SEAL / FOOD-CONTACT (coating) ABUSE / SEAL / FOOD-CONTACT (coating) ABUSE / BARRIER / SEAL / FOOD-CONTACT (coating) ABUSE / TIE / BARRIER / TIE / SEAL / FOOD-CONTACT (coating) ABUSE / TIE / BARRIER / TIE / BULK / SEAL / FOOD-CONTACT (coating) ABUSE / BULK / TIE / BARRIER / TIE / BULK / SEAL / FOOD-CONTACT (coating) ABUSE / BULK / TIE / BARRIER / TIE / BULK / SEAL / FOOD-CONTACT
- the layer which is to be coated with the coating formulation comprises a thermoplastic polymer.
- the thermoplastic polymer comprises at least one.member selected from the group consisting of polyolefin which is a homopolymer or copolymer, polyamide, polyester, polyvinylchloride, polyacrylonitrile, and polyurethane.
- the heat seal layer has a thickness of from about 2.5 to 101.6 ⁇ m (0.1 to 4 mils); more preferably, from about 5.1 to 25.4 (0.2 to about 1 mil), and, still more preferably, from about 7.6 to 20.3 ⁇ m (0.3 to 0.8 mils).
- the seal layer preferably comprises at least 10% of a total weight of the multilayer film; more preferably, from about 12% to 25% by weight of the total multilayer film.
- the seal layer has a thickness less than 35% by weight of the multilayer film; more preferably from about 5 to 25% by weight of the multilayer film; still more preferably, from about 10 to 20% by weight of the multilayer film; seal layers thicker than 35% can cause problems during the orientation process.
- the outside heat-resistant and abuse layer preferably has a thickness of from about 2.5 to 127 ⁇ m (0.1 to 5 mils); more preferably, from 6.1 to 76.2 ⁇ m (0.2 to 3 mil); still more preferably, from 7.6 to 50.8 ⁇ m (0.3 to 2 mil) and yet still more preferably, about 12.7 to 25.4 ⁇ m (0.5 to 1.5 mil).
- the outside heat-resistant and abuse layer comprises at least one member selected from the group consisting of polyolefin, polystyrene, polyamide, polyester, polymerized ethylene vinyl alcohol, polyvinylidene chloride, polyether, polyurethane, polycarbonate, and starch-containing polymer, more preferably, at least one member selected from the group consisting of polyolefin; still more preferably, at least one member selected from the group consisting of ethylene/alpha-olefin copolymer, propylene/alpha-olefin copolymer, butene/alpha-olefin copolymer, ethylene/unsaturated ester copolymer, and ethylene/unsaturated acid copolymer; and still more preferably, a blend of 80 weight percent ethylene vinyl acetate copolymer (having 6.5 weight percent vinyl acetate) with 20 weight percent high density polyethylene.
- the film used in the present invention optionally (and preferably) contains an O 2 -barrier layer.
- the O 2 -barrier layer is an inner layer which is between the seal layer and the abuse layer.
- the O 2 -barrier layer comprises a polymer having relatively high O 2 -barrier characteristics.
- the O 2 -barrier layer has a thickness of from about 1.3 to 50.8 ⁇ m (0.05 to 2 mils); more preferably, from 1.8 to 12.7 ⁇ m (0.05 to 0.5 mil) yet still more preferably, from 2.5 to 7.6 ⁇ m (0.1 to 0.3 mil); and even yet still more preferably, from about 3.1 to 4.3 ⁇ m (0.12 to 0.17 mils).
- the O 2 -barrier layer comprises at least one member selected from the group consisting of polymerized ethylene vinyl alcohol (EVOH), polyvinylidene chloride, polyamide, polyester and polyalkylene carbonate; more preferably, at least one member selected from the group consisting of EVOH and polyamide; still more preferably, EVOH; yet still more preferably, EVOH having about 44 mole percent ethylene mer.
- EVOH polymerized ethylene vinyl alcohol
- the film used in the present invention may optionally further contain a tie layer, also referred to by those of skill in the art as an adhesive layer.
- a tie layer also referred to by those of skill in the art as an adhesive layer.
- the function of a tie layer is to adhere film layers which are otherwise incompatible in that they do not form a strong bond during coextrusion or extrusion coating.
- Tie layer(s) suitable for use in the film according to the present invention have a relatively high degree of compatibility with (i.e., affinity for) the O 2 -barrier layer such as polymerized EVOH, polyamide, etc., as well as a high degree of compatibility for non-barrier layers, such as polymerized ethylene/alpha-olefin copolymers.
- the composition, number, and thickness of the tie layer(s) is as known to those of skill in the art.
- the tie layer(s) each have a thickness of from about 0.3 to 50.8 ⁇ m (0.01 to 2 mils); more preferably, from 1.3 to 7.6 ⁇ m (0.05 to 0.3 mil); and, still more preferably, from about 2.5 to 6.4 ⁇ m (0.1 to 0.25 mils).
- the tie layer(s) each comprise at least one member selected from the group consisting of modified polyolefin, ionomer, ethylene/unsaturated acid copolymer, ethylene/unsaturated ester copolymer, polyamide, and polyurethane; more preferably, at least one member selected from the group consisting of modified polyolefin and polyurethane; still more preferably, at least one member selected from the group consisting of modified ethylene/alpha-olefin copolymer, modified ethylene/unsaturated ester copolymer, and modified ethylene/unsaturated acid copolymer, even yet still more preferably, anhydride-grafted linear low density polyethylene.
- Films according used in the present invention may further comprises an inner layer which provides the multilayer film with desired strength, bulk, abuse, shrink, balance (i.e., anticurl), elastic recovery, and/or optical characteristics, and preferably comprises a polymer having relatively low cost while providing these attributes.
- Such layers preferably have a thickness of from about 2.5 to 76.2 ⁇ m (0.1 to 3 mils), more preferably, from 5.1 to 25.4 ⁇ m (0.2 to 1.5 mil); still more preferably, from 7.6 to 25.4 ⁇ m (0.3 to 1 mil), and yet still more preferably, from about 12.7 to 20.3 ⁇ m (0.50 to 0.80 mils).
- Preferred polymers in such inner layers comprise at least one member selected from the group consisting of polyolefin, polystyrene, polyamide, polyester, polymerized ethylene vinyl alcohol, polyvinylidene chloride, polyether, polyurethane, polycarbonate, and starch-containing polymer; more preferably, at least one member selected from the group consisting of ethylene/alpha-olefin copolymer, propylene/alpha-olefin copolymer, butene/alpha-olefin copolymer, ethylene/unsaturated ester copolymer, and ethylene/unsaturated acid copolymer; still more preferably, ethylene/unsaturated ester copolymer.
- Figure 1 illustrates a process for making a "substrate film" which can thereafter be coated so that it becomes a film as used in accordance with the present invention.
- various polymeric formulations solid polymer beads (not illustrated) are fed to a plurality of extruders (for simplicity, only one extruder is illustrated). Inside extruders 10, the polymer beads are degassed, following which the resulting bubble-free melt is forwarded into die head 12, and extruded through an annular die, resulting in tubing tape 14 which is preferably from about 381 to 762 ⁇ m (15 to 30 mils) thick, and preferably has a lay-flat width of from about 50.8 to 254 mm (2 to 10 inches).
- tubing tape 14 After cooling or quenching by water spray from cooling ring 16, tubing tape 14 is collapsed by pinch rolls 18, and is thereafter fed through irradiation vault 20 surrounded by shielding 22, where tubing 14 is irradiated with high energy electrons (i.e., ionizing radiation) from iron core transformer accelerator 24.
- Tubing tape 14 is guided through irradiation vault 20 on rolls 26.
- tubing tape 14 is irradiated to a level of from about 40-100 kGy, resulting in irradiated tubing tape 28.
- Irradiated tubing tape 28 is wound upon windup roll 30 upon emergence from irradiation vault 20, forming irradiated tubing tape coil 32.
- windup roll 30 and irradiated tubing tape coil 32 are removed and installed as unwind roll 34 and unwind tubing tape coil 36, on a second stage in the process of making the tubing film as ultimately desired.
- Irradiated tubing 28, being unwound from unwind,tubing tape coil 36, is then passed over guide roll 38, after which irradiated tubing 28 is passed through hot water bath tank 40 containing hot water 42.
- Irradiated tubing 28 is then immersed in hot water 42 (preferably having a temperature of about 85°C to 99°C) for a period of about 20 to 60 seconds, i.e., for a time period long enough to bring the film up to the desired temperature for biaxial orientation.
- nip rolls 46 hot, irradiated tubular tape 44 is directed through nip rolls 46, and bubble 48 is blown, thereby transversely stretching hot, irradiated tubular tape 44 so that oriented film tube 50 is formed.
- nip rolls 52 while being blown, i.e., transversely stretched, nip rolls 52 have a surface speed higher than the surface speed of nip rolls 46, thereby resulting in longitudinal orientation.
- opented film tube 50 is produced, this blown tubing preferably having been both stretched in a ratio of from about 1:1.5 to 1:6, and drawn in a ratio of from about 1:1.5 to 1:6.
- the stretching and drawing are each performed at a ratio of from about 1:2 to 1:4.
- the result is a biaxial orientation of from about 1:2.25 to 1:36, more preferably, 1:4 to 1:16.
- bubble 48 is maintained between pinch rolls 46 and 52, blown tubing 50 is collapsed by converging pairs of parallel rollers 54, and thereafter conveyed through pinch rolls 52 and across guide roll 56, and then rolled onto wind-up roll 58.
- Idler roll 60 assures a good wind-up.
- the resulting multilayer film can be used to form bags, casings, thermoformed articles and lidstocks therefor, etc., which, in turn, can be used for the packaging of protein-containing products (especially meat products) in accordance with the present invention
- protein-containing products especially meat products
- FIG 2 illustrates bag 62 in lay-flat configuration.
- Bag 62 is made from film 64, and has open top 66, as well as bottom 68 closed by end-seal 70.
- Bag 62 has a coating on the inside surface thereof (not illustrated) the coating being the inside layer of film 64.
- An uncooked protein-containing food product such as a meat product, is placed inside bag 62, with sealed and evacuated bag 62 thereafter being evacuated and sealed, resulting in packaged meat product 72 illustrated in Figure 3.
- the product, which is surrounded by the film, is thereafter cooked while remaining in the film.
- the additive and binder are transferred from the bag to the outer surface of the cooked product, in accordance with the present invention.
- Figure 4 illustrates another embodiment of a packaged product 74 of the present invention, the product being packaged in a casing closed by a pair of clips 76 at each end thereof, with only one clip being illustrated in the perspective view of Figure 4.
- Film 78 used to package the meat product inside the casing, can be, for example, Film No. 1 or Film No. 2, discussed in detail below.
- Figures 5A illustrates a first cross-sectional view of packaged product 74, i.e., taken through line 5-5 of Figure 4.
- Figure 5A represents a cross-sectional view of a lap-sealed casing comprising film 78 having a coated inside surface region 80, with an uncoated portion heat sealed to outside surface 82 at heat seal 84, the heat seal being located where a first film region overlaps a second film region.
- Figure 5B illustrates an alternative cross-sectional view of packaged product 74, i.e., also taken though line 5-5 of Figure 4.
- Figure 5B represents a cross-sectional view of a butt-sealed backseamed casing comprising film 78 having a coated inside surface region 86.
- Casing film 78 is heat sealed to butt-seal tape 88
- Casing film 78 has inside surface 86 and outside surface 90. Outside surface 90 is heat-sealed to butt-seal tape 88 at seals 87 and 89, where each of the edges of casing film 78 are abutted in close proximity to one another.
- butt-seal tape 88 provides a longitudinal seal along the length of butt-sealed casing film 78.
- butt-seal tape 88 can be made from a monolayer film or a multilayer film, preferably butt-seal tape 88 is preferably made from a multilayer film.
- Figure 5C illustrates a cross-sectional view of a third alternative of packaged product 74, i.e., again taken through line 5-5 of Figure 4.
- Figure 5C represents a cross-sectional view of a fin-sealed casing comprising film 78 having a coated inside surface region 92.
- film 78 having a coated inside surface region 92.
- seal 94 which forms a "fin" which extends from casing 74.
- FIG. 6 illustrates yet another embodiment of a packaged cooked meat product 96, which is in accordance with the present invention.
- the product a cooked meat product
- the product is packaged in a heat-sealed, thermoformed web having a lidstock web sealed thereto, with the meat product being cooked while being within the sealed thermoformed package.
- a portion of each of the films, i.e, the thermoformed web and the lidstock film, have the binder/additive coating thereon, for contact with the product and transfer to the product during cook-in.
- a forming web and a non-forming web can be fed from two separate rolls, with the forming web being fed from a roll mounted on the bed of the machine for forming the package "pocket," i.e., the product cavity.
- the non-forming (lidstock) web is usually fed from a top-mounted arbor for completing the airtight top seal of the package.
- Each web has its meat-contact/sealant surface oriented towards the other, so that at the time of sealing, the sealant surfaces face one another.
- the forming web is indexed forward by transport chains, and the previously sealed package pulls the upper non-forming web along with the bottom web as the machine indexes.
- the first step in the packaging process is the formation of the product cavity in the forming web.
- the cavity forming is a three-step process: index - heat - form. While one cavity is being formed, the web for the next cavity is undergoing preheating before being indexed over the pocket-forming die. To accomplish this, the forming web is heated from 70°C to 80°C by being pressed against a contact-type heater by means of vacuum. The forming web is then formed by use of compressed air or vacuum, or both. Compressed air pushes the heated film into the die cavity from above and, in turn, vacuum pressure pulls the film into shape from within the die. A plug is used to assist the movement of the heated film into the die cavity.
- the transport chains After forming, the transport chains carry the empty pocket to the loading station where the product is either hand loaded or pumped into the cavity. The transport chains then carry the loaded product to the vacuum and sealing station.
- the sealing process is a series of operations occurring simultaneously or with a slight overlap. Once the top film is in place over the filled cavity, the sealing chamber closes. Package air is exhausted between the top and bottom films.
- the upper chamber, or lid employs a heated seal plate set at from 150 to 170°C (302°F to 338°F), which bonds the non-forming web and the forming web together.
- the vacuum in the seal die balances chamber pressures, and ensures that no air is trapped between the product and the forming web.
- the sealing diaphragms empty of air, are now filled with compressed air. This presses the heated sealing plate against the upper film, compressing the heat-sealable surfaces of the two webs between the sealing plate and the T-rubber sealing gasket. The heat and pressure of the sealing plate causes the two surfaces of the films to bond together, sealing the product in a vacuum environment. Approximately 0.4 to 0.5 seconds after sealing ends, the upper and lower chambers are vented to the atmosphere, causing the top and bottom films to collapse around the product. Now, the sealing diaphragms evacuate and the sealing plate moves back up. Outside air rushes into the chambers. When the air pressures are equalized, the die bottom can move down, allowing the package to be indexed out of the seal station.
- the sealed package is then separated from the web by way of a contour knife system.
- the packages are conveyed through a hot water (96°C (205°F)) shrink tunnel.
- the packages are placed on racks and cooked in a high humidity oven.
- the product is then chilled and available for shipping or for further processing, which may involve stripping the package off of the product.
- the polymer components used to fabricate multilayer films according to the present invention may also contain appropriate amounts of other additives normally included in such compositions. These include slip agents such as talc, antioxidants, fillers, pigments and dyes, radiation stabilizers, antistatic agents, elastomers, and the like additives, as known to those of skill in the art of packaging films.
- slip agents such as talc, antioxidants, fillers, pigments and dyes, radiation stabilizers, antistatic agents, elastomers, and the like additives, as known to those of skill in the art of packaging films.
- the film is irradiated.
- the film is subjected to an energetic radiation treatment, such as corona discharge, plasma, flame, ultraviolet, X-ray, gamma ray, beta ray, and high energy electron treatment, which may alter the surface of the film and/or induce cross-linking between molecules of the irradiated material:
- an energetic radiation treatment such as corona discharge, plasma, flame, ultraviolet, X-ray, gamma ray, beta ray, and high energy electron treatment, which may alter the surface of the film and/or induce cross-linking between molecules of the irradiated material:
- the irradiation of polymeric films is disclosed in U.S. Patent No. 4,064,296, to BORNSTEIN, et. al., which discloses the use of ionizing radiation for crosslinking polymer present in the film.
- Radiation dosages are referred to herein in terms of the radiation unit "RAD", with one million RADS, also known as a megarad, being designated as "MR", or, in terms of the radiation unit kiloGray (kGy), with 10 kiloGray representing 1 MR, as is known to those of skill in the art.
- MR radiation unit
- kGy radiation unit kiloGray
- 10 kiloGray representing 1 MR
- irradiation is carried out by an electron accelerator and the dosage level is determined by standard dosimetry methods.
- other accelerators such as a Vander Graaff or resonating transformer may be used.
- the radiation is not limited to electrons from an accelerator since any ionizing radiation may be used. A preferred amount of radiation is dependent upon the film and its end use.
- corona treatment and “corona discharge treatment” refer to subjecting the surfaces of thermoplastic materials, such as polyolefins, to corona discharge, i.e., the ionization of a gas such as air in close proximity to a film surface, the ionization initiated by a high voltage passed through a nearby electrode, and causing oxidation and other changes to the film surface, such as surface roughness.
- corona treatment also refers to all forms of plasma treatment.
- Corona treatment of polymeric materials is disclosed in U.S. Patent No 4, 120,716, to BONET, issued October 17, 1978, BONET discloses improved adherence characteristics of the surface of polyethylene by corona treatment, to oxidize the polyethylene surface.
- U.S. Patent No. 4,879,430, to HOFFMAN discloses the use of corona discharge for the treatment of plastic webs for use in meat cook-in packaging, with the corona treatment of the inside surface of the web to increase the adhesion of the meat to the adhesion of the meat to the proteinaceous material.
- Packaged products in accordance with the present invention include beef, turkey, pork, fish, and meat substitutes.
- This copolymer had a acrylic acid content of 9.5 % by wt. and a melt index of 1.5;
- EVA#1 was PE 5269T (TM) ethylene vinyl acetate copolymer, obtained from Chevron Chemical Company, of Houston, Texas;
- HDPE#1 was FORTIFLEX® J60-500C-147 high density polyethylene, obtained from Solvay Polymers, Inc., Deer Park, Texas;
- LLDPE#2 was TYMOR® 1203 linear low density polyethylene having an anhydride functionality grafted thereon, obtained from Morton International, of Chicago, Illinois;
- EVOH was EVAL® LC-E105A polymerized ethylene vinyl alcohol, obtained from Eval Company of America, of Lisle, Illinois;
- NYLON#1 was ULTRAMID® B4 polyamide 6, obtained from BASF corporation of Parsippany, New Jersey;
- NYLON#2 was GRILON® CF6S polyamide 6/12, obtained from EMS-American Grilon
- All the resins were coextruded at between 193 to 260°C (380°F and 500°F), and the die was heated to approximately 216°C (420°F).
- the extruded tape was cooled with water and flattened, the flattened width being 146 ⁇ m (5-3/4 inches) wide in a lay flat configuration.
- the tape was then passed through a scanned beam of an electronic cross-linking unit, where it received a total passage of about 64 kilo grays (kGy). After irradiation, the flattened tape was passed through hot water (approximately 96 to 99°C (206°F to 210°F) for about 20 seconds.
- the resulting heated tape was inflated into a bubble and oriented into a film tubing having a lay-flat width of 419 mm (16-1/2 inches) and a total thickness of about 61 ⁇ m (2.4 mils).
- the bubble was stable and the optics and appearance of the film were good.
- the film tubing was determined to have about 20% free shrinkage in the longitudinal direction and about 30% free shrinkage in the transverse direction, when immersed in hot water for about 10 minutes, the hot water being at a temperature of 85°C (185°F), i.e., using ASTM method D2732-83.
- the resulting tubing was slit into film.
- a 61 ⁇ m (2.4 mil)film was made slitting a tubing made by the process of Figure 1, the tubing having the following structure: Layer Functions) and Arrangement Layer Composition Layer Thickness ⁇ m (mils) inside and seal blend of Nylon#3 (50%) and Nylon#2 (50%) 12.2 (0.48) bulk blend of 80% EVA#1 and 20% EAO#1 12.7 (0.50) tie anhydride-grafted LLDPE#2 3.8 (0.15) O 2 -barrier EVOH 3.8 (0.15) tie anhydride-grafted LLDPE#2 3.8 (0.15) abuse and bulk blend of 80% EVA#1 and 20% LLDPE#3 24.6 (0.97) NYLON#3 was VESTAMID (TM) Z7319 polyamide 12, obtained from Huls America, Inc., of Piscataway, N.J.; LLDPE#3 was DOWLEX® 2045.03 linear low density polyethylene, obtained from Dow Plastics, of Freeport, Texas; EAO#1 was EX
- This example demonstrates preparation of a typical coating formulation, the film coating process, the backseaming ofthe film to make casing and cooking of the meat for color transfer from casing to the meat.
- the coating formulation was prepared by the following procedure: Liquid Smoke #1 33.3 grams Hydroxypropyl starch #1 35 grams Caramel #1 98 grams Glycerol #1 3.5 grams Water 85.7 grams
- Hydroxypropyl Starch #1 was PURE COTETM B790 hydroxypropyl starch, obtained from Grain Processing Corporation, of Muscatine, Iowa;
- Liquid Smoke #1 was Charsol Select®. 24 liquid smoke solution having a pH of approximately 2.4, obtained from Red Arrow Products Co., Inc., of Manitowoc, WI.;
- Caramel #1 was Caramel 252TM, obtained from D.D. Williamson and Company, Inc., of Louisville, Kentucky;
- Hydroxypropyl Starch #1 was slowly added to a stirred solution of Liquid Smoke #1 and water, while the solution was heated to a temperature of approximately 66°C (150°F). The temperature of the stirred mixture was then maintained at about 66°C (150°F) for about 1/2 hour, whereafter the viscosity of the mixture dropped substantially due to the hydration of the hydroxypropyl starch. The mixture was then cooled to room temperature, and the Caramel #1 and Glycerol #1 were added to the mixture.
- Coating Formulation No: 1 was used to coat Film No. 1.
- the film Prior to the coating process, the film was corona treated on the food-contact side (i.e., the layer comprising 70% LLDPE #1 and 30% EAA#1).
- the coating was applied using a gravure roll in such a manner that approximately one inch along each of the machine-direction edges of the film remained uncoated.
- the resulting coated film was then slit on one side to completely remove one of the uncoated edge portions of the film.
- the remaining coated film (having one uncoated edge region) was folded longitudinally, i.e.
- the additive (i.e., caramel and liquid smoke) transfer evaluation was made using a turkey breast meat batter.
- the meat and the added ingredients were blended in a vacuum mixer at 4°C for at least 45 minutes.
- the backseamed casing was filled with the meat batter using a mechanical piston stuffer and sealed with a Tipper Clipper® machine obtained from the Tipper Tie Inc., of Apex, North Carolina.
- the filled and clipped casings i.e., chubs typically measured 23 to 25 cm in circumference, and 20 to 40 cm in length.
- the meat was then cooked for several hours in a high humidity environment, i.e., beginning at 63°C (145°F) and ending at 77°C (170°F). After chilling, the meat was evaluated for color transfer. Upon stripping the film from the meat, there was no meat pull-off, the level of purge was very low, and it was found that the color had been completely transferred to the meat.
- Product evaluation included uniformity of the color transfer, purge loss, gel formation, and color smearing. Purge loss was measured by weighing the chub after cooking and cooling to about 3°C, removing the casing and blotting both the casing and meat surface to remove any free moisture, and then weighing the meat plus the casing. The difference between the two weights was the weight of purge lost from the product during cooking.
- the uniformity of color transfer, gel formation and color smearing were subjective observations.
- Coated Film 1B Coating, Backseaming, Stuffing, Sealing, Cooking, and Color Transfer
- the coating of the other side of Film No. 1 demonstrated that the coating could be carried out on a 100% LLDPE surface.
- the 100% LLDPE surface of Film No. 1 was corona treated and coated by the method described immediately above.
- the resulting coated film was then also backseamed as described immediately above, resulting in a backseamed casing having the coating on the inside surface thereof.
- a packaged product was made as in Example 1, with the meat also being cooked as described in Example 1. Unpredictably and surprisingly: (a) the coating remained intact during the shirring process; (b) the distribution of the additives (liquid smoke and caramel) was uniform on the surface of the cooked meat (neither mottled nor smeared), and (c) the film was clear and what little purge there was not highly colored.
- the coating of Film 2 demonstrated that the coating could be carried out on a polar surface such as polyamide.
- corona treatment was applied to the outer layer containing of 50% Nylon #1 and 50% Nylon #2.
- the coating of Film No. 2 was carried out in the manner as generally described for the coating of Film 1.
- the coating was applied to the outer surface which had been corona treated.
- the resulting coated film was then backseamed as described above, resulting in a lap-sealed backseamed casing. This backseamed casing was then clipped at one end and filled with uncooked turkey meat from the open end and clipped again.
- the meat was then cooked in a high humidity environment from 63 to 77°C (145°F to 170°F) for several hours.
- corona treatment may improve the successful transfer of the additive from the coated film to a food product, such as meat.
- the layer containing 70% LLDPE #1 and 30% EAA#1 was corona treated, with the film thereafter being coated in the manner described above for Coated Film 1A.
- Several different Film No. 1 samples were tested, each having a different level of corona treatment.
- the films were corona treated using Enercon Treater (Model Number SS2542) corona treatment machine, at power settings of 1.0, 1.75, 2.75 and 3.5 kW (kilowatts). Each of the films passed through the machine at a speed of 30.5 m (100 feet) per minute.
- the treated films were coated and tested for color transfer as described in Film 1A, above.
- Film No. 1 was coated with a coating formulation in accordance with Coating Formulation No. 1 as set forth in Example 1 above, except that instead of the formulation containing Charsol Select® 24 liquid smoke, a low tar liquid smoke was selected, i.e., Special A liquid smoke, obtained from Red Arrow Products Co. Inc., of Manitowoc, WI.
- the resulting coated films were evaluated for blocking by a method similar to ASTM 3354 - Procedure B (hereby incorporated in its entirety, by reference thereto), where a KayenessTM blocking instrument was used.
- the liquid smoke has a tar level of from 0 to 2%; more preferably from 0 to 1%; still more preferably, from 0 to 0.5%.
- the fibrinogen was the fibrinogen component of FIBERMIX® isolated components of blood from cattle, which was obtained from FNA Foods, of Calgary, Alberta, Canada.
- Film No. 1 was coated with a coating formulation similar to Coating Formulation No. 1, except that one-half of the PURE COTETM hydroxypropyl starch was replaced with fibrinogen. Otherwise, the coating was carried out as described above for coated film 1A.
- the coated film was tested for blocking using the procedure described above. The sample separated at 13 grams weight, i.e., a degree of blocking which is substantially lower than that the weight applied to either of the films tested immediately above. This result was surprising and unpredictable.
- This example demonstrates that the purge loss which occurs (using a casing coated with a color transfer agent ⁇ liquid smoke and caramel ⁇ and PURE COTETM hydroxypropyl starch i.e., in accordance with the present invention) can be reduced by the modification of the conventional cooking procedure.
- the conventional cooking procedure generally used in the industry to cook turkey meat batter in a tubing or casing is a gradient process, beginning at about 63°C (145°F) and ending at a final cook temperature at about 77°C (170°F), over a period of from about 2 to 10 hours.
- Example 1 Using a coated film as in Example 1, it was discovered that the purge loss could be reduced by using an initial cooking of the turkey meat batter at 88°F (190°F) for 12 minutes, followed by cooking employing the conventional cooking procedure described above.
- Table I immediately below, results from the effect of this "spike-cooking" procedure are shown.
- Table 3 is shown the loss due to purge seen in the first twelve minutes of the cooking done at 88°C (190°F) at 2 minute intervals up to 12 minutes.
- the purge loss was reduced from 1.39% to 0.13% by precooking the meat at 88°C (190°F) for 12 minutes.
- the turkey meat batter used in the cooking spike example above was instead made of chunks of turkey meat.
- a similar color-transfer process was carried out but instead of chunks of turkey meat, uncooked turkey meat batter was used.
- the turkey meat batter had more surface area available for the extraction of the myofibrillar protein, resulting in greater water-binding capacity.
- the coating formulation was similar to the formulation used in the spike-cooking example above, and the cook cycle involved a cooking spike at 88°C (190°F) for 10 minutes.
- the purge loss ranged from 0.02-0.04 %, instead of 0.22 % that was seen with the turkey meat batter used in the spike-cooking of Example 7 above.
- the amount of purge is inversely proportional to the surface area of a meat product.
- a fibrinogen-containing coating formulation was made by the procedure described above, and thereafter used to coat Film No. 1. That is, Film No. 1 was coated with a coating formulation similar to Coating Formulation No. 1, except that one-half of the PURE COTETM hydroxypropyl starch was replaced with fibrinogen. Otherwise, the coating was carried out as described above for coated film 1A. The resulting coated film was used to package a turkey meat batter product which was cooked and evaluated for purge. Even though no heating spike was used, the purge loss was found to be only 0.16%. This result was surprising and unpredictable.
- Table 4 shows the purge-lowering effect of providing the first film layer, which comprises the binder, additive, and crosslinking agent, with an overcoat layer which comprises either 100 percent soy protein isolate, or a 50:50 blend of PURE COTETM hydroxypropyl starch and soy protein isolate.
- the film was used for the packaging and cooking of a ham meat batter.
- the level of purge goes down from 8.7 % to 1.0% on overcoating with soy protein isolate.
- Sample 3 and Sample 4 the extent of purge goes down from 6.6% to 2.8% on overcoating with a 50:50 blend of soy protein isolate and PURE COTETM hydroxypropyl starch.
- Example 1 The above-described procedure in Example 1 was carried out. A turkey meat batter was then cooked for several hours in a high humidity environment at 82°C ( 180°F ) After chilling, the cooked chubs were evaluated for color transfer. Samples were measured with the Gray Scale before being stripped and evaluated for color uniformity.
- the cooked turkey meat batter chubs were photographed using a color CCD (charge coupled device) video camera.
- the camera was mounted in a box 50 cm above the bottom of the cabinet which also held a tub containing the immersed chub being photographed.
- a bank of double 15 W fluorescent lamps was mounted on each side of the interior of the cabinet such that the light was striking the subject at approximately a 45 degree angle.
- the turkey meat batter chubs were immersed in a tub of water for photographing to reduce the glare from the light sources. Images were captured using a video capture board and image analysis (IA) software (IP Lab Spectrum P, Signal Analytics Corporation, Vienna, VA).
- IA image analysis
- the colored pictures that were captured were converted to grayscale images using the IA software.
- a rectangular region of interest (ROI) encompassing the maximum amount of the product possible was selected (approximately one-third of the surface area of one side of the chub, which had a circumference of from about 216 to 228 mm (8.5 to 9 inches), and length of about 254 to 279 mm (10-11 inches), and was analyzed for mean and standard deviations in pixel values using the analytical features of the software.
- the mean was simply the average "grayness" of the image, and was not of particular interest.
- the standard deviation was of great importance because it was an indicator of the uniformity of the "grayness" in the image, and thus of the degree of color variation (i.e., mottling) on the surface of the chub.
- the apparatus used in determining the grayness of the image was as follows:
- Figure 7 provides a schematic illustration of the setup for carrying out the imaging of the chubs.
- lights. 98 illuminates the upper surface chub 100 (containing a cooked meat product) which was immersed in water 102 which, in turn, was held in open tub 104.
- Camera 106 was used to record an image of the chub, which data was used to calculate the standard deviation indicative of the degree of mottling on the surface of chub 100.
- Lights 98 were positioned about 482 mm (19 inches) from one another.
- Camera 106 was positioned about 356 mm (14 inches) from the upper surface of chub 100.
- Lights 98 were positioned about 254 mm (10 inches) from the surface of chub 100.
- Figures 8, 9, and 10 are photographs illustrating three different chubs, each having a different degree of mottling than the other.
- qualitative evaluation has also been performed.
- the chub of Figure 9 exhibited a level of mottling of 2.5
- the chub of Figure 10 illustrated a degree of mottling of 1.
- the film according to the present invention when subjected to a Standard Mottling Test as described above, exhibits a degree of mottling of from 1 to 2.5, more preferably from 1 to 2.
- thermoplastic film is coated with an aqueous coating composition
- an aqueous coating composition comprising: (a) a binder which is a hydrocolloid (e.g., a polysaccharide) or a protein, together with (b) an additive, (c) a plasticizer, (d) a crosslinking agent, and (e) water.
- the liquid composition is coated onto the thermoplastic film, and adheres to the film upon drying, due to the polar interaction between the film and the binder.
- the dried composition is rendered more flexible due to presence of the plasticizer.
- the dried composition, in the form of a coating is cohesive because of the nature of the binder and the crosslinking agent.
- the coating Upon exposing the coating to a flowing high moisture meat product, the coating remains adhered to the thermoplastic film because of the high level of adhesion of the coating to the film. While rapid hydration alone would cause a loss of adhesion of the coating to the film, the nature of the binder, together with the crosslinking agent, is believed to control the rate of hydration of the coating. This controlled rate of hydration permits, for example, the filling of a casing to form a chub. and the interim storage of the uncooked chub, without the coating components becoming unbound from the film prior to the initiation of cooking. However, upon initiating cooking, the coating forms a hydrated gel which thereafter transfers to the meat product.
- the transfer includes the binder, the additive, and the crosslinking agent, which adhere to the meat product via various bonds formed between the binder and the meat protein, especially the myofibrillar protein.
- the bond between the binder and the myofibrillar protein results in the formation of a skin, which reduces the tendency for the meat to form purge.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Zoology (AREA)
- Food Science & Technology (AREA)
- Ceramic Engineering (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
Preferably, the layer between the film and the cooked meat product is preferentially adhered to the meat product, i.e. is adhered to the meat product to a degree so that upon removing the film from the meat product, the C layer remains adhered to the meat product, rather than to the film.
| SEAL / FOOD-CONTACT (coating) |
| ABUSE / SEAL / FOOD-CONTACT (coating) |
| ABUSE / BARRIER / SEAL / FOOD-CONTACT (coating) |
| ABUSE / TIE / BARRIER / TIE / SEAL / FOOD-CONTACT (coating) |
| ABUSE / TIE / BARRIER / TIE / BULK / SEAL / FOOD-CONTACT (coating) |
| ABUSE / BULK / TIE / BARRIER / TIE / BULK / SEAL / FOOD-CONTACT (coating) |
| ABUSE/BULK/TIE/BARRIER/MOISTURE/TIE/BULK/SEAL/FOOD-CONTACT (coating) |
| Layer Function(s) and Arrangement | Layer Composition | Layer Thickness (mils) µm |
| seal | blend of 70 | 81.3 (3.2) |
| strength | blend of 80 | 88.9 (3.5) |
| tie | anhydride- grafted LLDPE#2 | 22.9 (0.9) |
| O2- | 100% EVOH | 25.4 (1.0) |
| strength and moisture barrier | blend of 50 | 43.2 (1.7) |
| tie | anhydride-grafted LLDPE#2 | 40.6 (1.6) |
| strength and balance | blend of 70 | 78.7 (3.1) |
| outside | LLDPE#1 | 71.1 (2.8) |
| wherein: | ||
| LLDPE#1 was DOWLEX® 2244A, linear low density polyethylene, obtained from Dow Plastics, of Freeport, Texas; | ||
| EAA#1 was PRIMARCOR® 1410 ethylene/acrylic acid copolymer obtained from Dow Plastics, of Freeport, Texas. This copolymer had a acrylic acid content of 9.5 % by wt. and a melt index of 1.5; | ||
| EVA#1 was PE 5269T (TM) ethylene vinyl acetate copolymer, obtained from Chevron Chemical Company, of Houston, Texas; | ||
| HDPE#1 was FORTIFLEX® J60-500C-147 high density polyethylene, obtained from Solvay Polymers, Inc., Deer Park, Texas; | ||
| LLDPE#2 was TYMOR® 1203 linear low density polyethylene having an anhydride functionality grafted thereon, obtained from Morton International, of Chicago, Illinois; | ||
| EVOH was EVAL® LC-E105A polymerized ethylene vinyl alcohol, obtained from Eval Company of America, of Lisle, Illinois; | ||
| NYLON#1 was ULTRAMID® B4 polyamide 6, obtained from BASF corporation of Parsippany, New Jersey; | ||
| NYLON#2 was GRILON® CF6S polyamide 6/12, obtained from EMS-American Grilon Inc., of Sumter, S.C.; |
| Layer Functions) and Arrangement | Layer Composition | Layer Thickness µm (mils) |
| inside and seal | blend of Nylon#3 (50%) and Nylon#2 (50%) | 12.2 (0.48) |
| bulk | blend of 80 | 12.7 (0.50) |
| tie | anhydride-grafted LLDPE#2 | 3.8 (0.15) |
| O2-barrier | EVOH | 3.8 (0.15) |
| tie | anhydride-grafted LLDPE#2 | 3.8 (0.15) |
| abuse and bulk | blend of 80 | 24.6 (0.97) |
| NYLON#3 was VESTAMID (TM) | ||
| LLDPE#3 was DOWLEX® 2045.03 linear low density polyethylene, obtained from Dow Plastics, of Freeport, Texas; | ||
| EAO#1 was EXACT 4011 (TM) homogeneous ethylene/alpha-olefin copolymer, obtained from the Exxon Chemical Company, of Baytown, Texas; otherwise, each of the resins was as identified in Film No. 1, above. |
| Liquid Smoke #1 | 33.3 grams |
| Hydroxypropyl starch #1 | 35 grams |
| Caramel #1 | 98 grams |
| Glycerol #1 | 3.5 grams |
| Water | 85.7 grams |
| 10.34 g (22.6 lb). | of water, |
| 590 g (1.3 lb.) | of salt, |
| 590 g (1.3 lb.) | of carragean, |
| 140 g (0.3 lb.) | of sodium polyphosphate, and |
| 450 g (1.0 lb.) | of starch. |
| (Effect of pre-heating at 88°C (190°F) on purge loss from a color transfer casing) | ||
| Treatment Time @ 190°F | Purge Loss (%) | Depth of Cook (mm) |
| Without Coating | ||
| 0 min. | 0.13 | 0 |
| With coating | ||
| 0min | 1.39 | 0 |
| 2 min | 0.36 | 2 |
| 4min | 0.36 | 4 |
| 6 min | 0.48 | 5 |
| 8 min | 0.25 | 6 |
| 10 min | 0.22 | 7 |
| 12 min | 0.13 | 8 |
| Results of Sectioned and Formed Ham Test | ||
| Sample Designation | Coating Formulation / Overcoat Formulation | Purge Loss (%by wt) |
| 1 | Coating Formulation: | 8.7 |
| Binder: Pure-COTE (25% solids) | ||
| Smoke: Charsol LFB Special A liquid smoke | ||
| Color: Williamson 252 caramel | ||
| Overcoat: None | ||
| 2 | Coating Formulation: | 1.0 |
| Same as Sample 1 | ||
| Overcoat Formulation: 35:10 (wt:wt) soy | ||
| protein isolate plus PURE COTE™ aqueous blend | ||
| 3 | Coating Formulation: | 6.6 |
| Binder: PURE COTE™ (25% solids) | ||
| Smoke: Charsol LFB Special A liquid smoke | ||
| Color: Warner Jenkins caramel | ||
| Overcoat: None | ||
| 4 | Coating Formulation: | 2.8 |
| Binder: 35:10 (wt:wt) soy protein isolate plus PURE COTE™ aqueous blend | ||
| Smoke: Charsol LFB Special A liquid smoke | ||
| Color: Warner Jerkins caramel | ||
| Overcoat: None |
| Sample No. | Liquid Smoke Factor | Pixel Area (sq. pixels) | Mean Pixel Value | Std. Dev. | Avg. Std. Dev. |
| 1-1 | 0 | 90531 | 92.85 | 23.52 | |
| 1-2 | 0 | 96000 | 92.78 | 25.36 | 23.3 |
| 1-3 | 0 | 83825 | 96.98 | 21.0 | |
| 2-1 | 0.25 | 94842 | 96.57 | 18.11 | |
| 2-2 | 0.25 | 91298 | 96.65 | 18.22 | 17.59 |
| 2-3 | 0.25 | 89094 | 105.02 | 16.44 | |
| 3-1 | 0.5 | 96758 | 98.94 | 18.09 | |
| 3-2 | 0.5 | 97034 | 98.19 | 19.1 | 18.55 |
| 3-3 | 0.5 | 91776 | 104.7 | 18.45 | |
| 4-1 | 1 | 87200 | 94.72 | 12.86 | |
| 4-2 | 1 | 92904 | 99.98 | 12.14 | 12.56 |
| 4-3 | 1 | 79514 | 96.01 | 12.67 | |
| 5-1 | 2 | 95800 | 94.58 | 13.85 | |
| 5-2 | 2 | 86400 | 101.67 | 15.72 | 13.44 |
| 5-3 | 2 | 93405 | 90.67 | 10.76 |
Claims (36)
- A packaging article comprising multilayer film comprising:wherein each of the additive, binder, and crosslinking agent are present throughout the thickness of the first layer and wherein the first layer is a surface layer of the multilayer film which provides an inside surface of the article.(A) a first layer comprising:(i) an-additive comprising at least one-of flavor, fragrance, colorant, antimicrobial agent, antioxidant, chelating agent, and odor absorbent,(ii) a binder comprising at least one of polysaccharide and protein, and(iii) a crosslinking agent comprising a compound with at least two carbonyl groups, and(B) a second layer comprising a non-water-soluble thermoplastic polymer comprising at least one of polyolefin which is a homopolymer or a copolymer, polyamide, polyester, polyvinylidene chloride, polyvinyl chloride, and polystyrene; and
- An article according to claim 1 which is a bag, a backseamed casing, a pouch, or a thermoformed article.
- An article according to claim 1 or 2 wherein the second layer is sealed to itself or another film.
- An article according to claim 3 wherein the first layer extends over only a portion of the second layer.
- An article according to any one of the preceding claims wherein the additive comprises at least one of caramel, liquid smoke, FD&C Blue No 1, FD&C Blue No 2, FD&C Green No 3, FD&C Green No 6, FD&C Orange B, FD&C Red No 3, FD&C Red No 40, FD&C Yellow No 5, FD&C Yellow No 6, a lake of one or more FD&C colorant, natural brown, annatto extract, beet powder, canthaxanthin, β-Apo-8'-carotenal, carotene, cochineal extract, carmine, grape color extract, synthetic iron oxide, paprika, riboflavin, titanium oxide, malt, natural colorant, spice, bacteriocin, allyisothiocyanate, monolaurin, 1-[2-(2,4-dichlorophenyl)-2-(propenyloxy)ethyl]-1H-imidazole, silver, benzoic acid, benzoate, hydroxycinnamic acid derivative, essential oil, sorbic acid, salt of sorbic acid, benzoate, methyl p-hydroxybenzoate, propyl p-hydroxybenzoate, p-hydroxybenzoic acid, sodium benzoate, propionic acid, salt of propionic acid, sodium lactate, dimethyl dicarbonate, diethyl dicarbonate, sulfite, diethyl pyrocarbonate, EDTA, butylated hydroxyanisole, butylated hydroxytoluene, propyl gallate, dilauryl thiodipropionate, thiodipropionic acid, gum guaiac, tocopherol, acetate, citrate, gluconate, oxystearin, ortho-phosphate, meta-phosphate, pyro-phosphate, polyphosphate, phytate, sorbitol, tartrate, thiosulfate, and lysozyme.
- An article according to any one of the preceding claims wherein the additive comprises a colorant and the multilayer film exhibits a Gray Scale standard deviation of from 0 to 20 when subjected to a Standard Mottling Test, on a turkey meat batter chub packaged in the film and cooked at 82 °C (180 °F).
- An article according to claim 6 wherein the additive comprises a colorant and the multilayer film, when subjected to the Standard Mottling Test, exhibits a Gray Scale standard deviation of from 12 to 18.
- An article according to claim 6 wherein the additive comprises a colorant and the multilayer film, when subjected to the Standard Mottling Test, exhibits a Gray Scale standard deviation of from 0 to 14.
- An article according to any one of the preceding claims wherein the binder comprises at least one of alginate, methyl cellulose, hydroxypropyl starch, hydroxypropylmethyl starch, hydroxymethyl cellulose, hydroxypropyl cellulose, hydroxypropylmethyl cellulose, carboxymethyl cellulose, cellulose esterified with 1-octenyl succinic anhydride, chitin, chitosan, gliadin, glutenin, globulin, albumin, prolamin, thrombin, pectin, canageenan, konjac flour-glucomannin, fibrinogen, casein, soy protein, whey protein, and wheat protein.
- An article according to any one of claims 1 to 8 wherein the binder comprises at least one of:(A) polysaccharide esterified with at least one of: acetic anhydride, propionic anhydride, alkyl-propionic anhydride, butyric anhydride, alkyl-butyric anhydride, succinic anhydride, alkyl-succinic anhydride, maleic anhydride, alkyl-maleic anhydride, adipic anhydride, alkyl-adipic anhydride, and vinyl acetate; and(B) polysaccharide etherified with at least one of acrolein, epichlorohydrin, ethylene glycol, ethylene glycol oligomer, propylene glycol, propylene glycol oligomer, ethylene oxide, and propylene oxide.
- An article according to any one of claims 1 to 8 wherein the binder comprises:(A) a first binder comprising at least one of alginate, methyl cellulose, hydroxypropyl starch, hydroxypropylmethyl starch, hydroxymethyl cellulose, hydroxypropyl cellulose, hydroxypropylmethyl cellulose, carboxymethyl cellulose, cellulose esterified with 1-octenyl succinic anhydride, chitin, and chitosan; and(B) a second binder comprising at least one of gliadin, glutenin, globulin, albumin, prolamin, thrombin, pectin, canageenan, konjac flour-glucomannin, fibrinogen, casein, soy protein, whey protein, and wheat protein.
- An article according to any one of claims 1 to 8 wherein the binder comprises hydroxypropyl starch.
- An article according to any one of claims 1 to 8 wherein the binder comprises at least one of:wherein the second layer comprises at least one of polyamide 6, polyamide 66, polyamide 9, polyamide 10, polyamide 11, polyamide 12, polyamide 69, polyamide 610, polyamide 612, polyamide 6I, polyamide 6T, polyamide MXD6, copolyamide, polyethylene homopolymer, ethylene/alpha-olefin copolymer, anhydride-modified ethylene/alpha-olefin copolymer, ethylene/vinyl acetate copolymer, ethylene/acrylic acid copolymer, ionomer, ethylene/methacrylic acid copolymer, anhydride-modified ethylene/methacrylic acid copolymer, polypropylene homopolymer, propylene/C4-10 alpha-olefin copolymer, polyethylene terephthalate, PETG and polyalkylhydroxy acid.(A) at least one member selected from the group consisting of polysaccharide esterified with an anhydride of the formula:
[CH3(CH2)n-CO]2-O, where n is from 0 to 6, and alkyl-substituted anhydrides thereof,(B) CH3(CH2)n-COCl, where n is from 0 to 6 and alkyl-substituted acid chlorides thereof,(C) modified polysaccharide with results from the etherification of a base polysaccharide with at least one of acrolein, epichlorohydrin, ethylene glycol, ethylene glycol oligomer, propylene glycol, propylene glycol oligomer, ethylene oxide, and propylene oxide; and - An article according to any one of the preceding claims wherein the crosslinking agent comprises at least one of malose, glutaraldehyde, glyoxal, dicarboxylic acid, ester of dicarboxylic acid, urea formaldehyde, melamine formaldehyde, trimethylol-melamine, organic compound containing at least 2 sulfhydryl groups, and a component in liquid smoke comprising at least two carbonyl groups.
- An article according to any one of the preceding claims wherein the additive is bound to the binder with a covalent bond, an ionic bond, a hydrogen bond, or a dipole-dipole interaction.
- An article according to any one of the preceding claims wherein the second layer is directly adhered to the first layer of the multilayer film.
- An article according to any one of claims 1 to 15 wherein the multilayer film further comprises a third layer which is between the first layer and the second layer.
- An article according to claim 17 wherein the third layer comprises a polysaccharide or protein.
- An article according to any one of claims 1 to 15 wherein the multilayer film further comprises a third layer, with the first layer being between the second layer and the third layer.
- An article according to claim 19 wherein the third layer comprises a polysaccharide or protein.
- An article according to claim 20 wherein the multilayer film further comprises a fourth layer which is between the first layer and the second layer.
- An article according to any one of the preceding claims wherein the multilayer film when subject to a Standard Mottling Test, exhibits a mottling level of from 1 to 2.5.
- An article according to any one of the preceding claims wherein the first layer of the multilayer film further comprises a plasticizer.
- An article according to claim 23, wherein the plasticizer comprises at least one of polyol, sodium citrate, or triethyl citrate.
- An article according to any one of the preceding claims wherein the multilayer film further comprises a third layer comprising at least one of polyolefin homopolymer or copolymer, polyamide, polyester, ethylene/vinyl alcohol copolymer, vinylidene chloride copolymer, polyvinyl alcohol, polyhydroxyaminoether, polyalkylene carbonate, ethylene/acrylic acid copolymer and ionomer.
- An article according to claim 25 wherein the third layer of the multilayer film is an inner layer and the film further comprises a fourth layer comprising at least one of polyolefin homopolymer or copolymer, polyamide, polyester, ethylene/vinyl alcohol copolymer, vinylidene chloride copolymer, polyvinyl alcohol, polyhydroxyaminoether, polyalkylene carbonate and ethylene/acrylic acid copolymer.
- An article according to any one of the preceding claims wherein:(A) the second layer of the multilayer film serves as a seal layer and comprises at least one of polyolefin homopolymer or copolymer, polyamide, and polyester; and(B) the film further comprises:(i) a third layer which serves as an oxygen-barrier layer comprising at least one of ethylene/vinyl alcohol copolymer, polyvinylidene chloride, polyamide, polyalkylene carbonate, polyvinyl alcohol, and polyester;(ii) a fourth layer which serves as a first tie layer and which is on a first side of the oxygen-barrier layer and which comprises at least one of modified ethylene/alpha-olefin copolymer, modified ethylene/unsaturated ester copolymer, modified ethylene/unsaturated acid copolymer, polystyrene and polyurethane;(iii) a fifth layer which serves as a second tie layer and which is on a second side of the oxygen-barrier layer and which comprises at least one of modified ethylene/alpha-olefin copolymer, modified ethylene/unsaturated ester copolymer, modified ethylene/unsaturated acid copolymer, polystyrene and polyurethane; and(iv) a sixth layer which serves as an abuse layer and which comprises at least one of polyolefin homopolymer or copolymer, polyamide, polyester, and polyurethane.
- An article according to claim 27 wherein the multilayer film further comprises:(i) a seventh layer which serves as a strength layer and which is between the second layer and the fourth layer, and which comprises at least one of polyolefin homopolymer or copolymer, polyamide, polyester, and polyurethane;(ii) a eighth layer which serves as a strength and balance layer and which is between the fifth layer and the sixth layer, and which comprises at least one of polyolefin, polyamide, polyester and polyurethane; and(iii) a ninth layer which serves as a strength and moisture barrier layer and which is between the fifth and the sixth layer, and which comprises polyamide.
- A process for preparing a cooked food product, comprising:(A) packaging a food product in a multilayer film comprising:wherein each of the additive, binder, and crosslinking agent are present throughout the thickness of the first layer; and(1) a first layer comprising:(i) an additive comprising at least of flavor, fragrance, colorant, antimicrobial agent, antioxidant, chelating agent, and odor absorbent,(ii) a binder comprising at least one of polysaccharide and protein,(iii) a crosslinking agent comprising a compound having at least two carbonyl groups; and(2) a second layer comprising a non-water-soluble thermoplastic polymer comprising at least one of polyolefin which is a homopolymer or copolymer, polyamide, polyester, polyvinylidene chloride, polyvinyl chloride, and polystyrene; and(B) cooking the food product while the food product is packaged in the multilayer film.
- A process according to claim 29 wherein the food product comprises at least one of beef, pork, chicken, turkey, fish, and meat-substitute.
- A process according to claim 29 or 30 wherein the food product is cooked at a temperature of from 63 to 96°C (145 to 205°F) for a duration of from 1 to 12 hours.
- A process for preparing a cooked food product, comprising:(A) packaging a food product in a multilayer film comprising:wherein each of the additive and the binder are present throughout the thickness of the first layer; and(1) a first layer comprising:wherein the first layer is free of crosslinking agent; and(i) an additive comprising at least one of flavor, fragrance, colorant, antimicrobial agent, antioxidant, chelating agent, and odor absorbent; and(ii) a binder comprising at least one of polysaccharide and protein; and(2) a second layer comprising a non-water-soluble thermoplastic polymer comprising at least one of polyolefin which is a homopolymer or copolymer, polyamide, polyester, polyvinylidene chloride, polyvinyl chloride, and polystyrene; and(B) cooking the food product at a temperature of from 77 to 127°C (170 to 260°F) for a duration of from 1 to 20 minutes, followed by cooking the food product at a temperature of from 63 to 96°C (145 to 205°F) for a duration of from 1 to 12 hours.
- A process for making a packaging article comprising coated multilayer film which process comprises:(A) coating an outer surface of a substrate film with a film-forming coating composition comprising:(i) water;(ii) an additive comprising at least one of flavor, fragrance, colorant, antimicrobial agent, antioxidant, chelating agent, and odor absorbent,(iii) a binder comprising at least one of polysaccharide and protein, and(iv) a crosslinking agent comprising a compound having at least two carbonyl groups; and(B) drying the coating composition whereby the composition becomes a first layer, the substrate film comprising at least a second layer; and
wherein the substrate film comprises at least one of polyolefin which is a homopolymer or copolymer, polyamide, polyester, polyvinylidene chloride, polyvinyl chloride, and polystyrene, and forming a packaging article from the multilayer film wherein the first layer of the film provides an inside surface of the article. - A process according to claim 33, wherein the coating composition is applied to the film using at least one of a roll, gravure, flexographic meyer rod, reverse angle doctor blade, knife over roll, two roll reverse, three roll reverse, comma roll, and lip coating.
- A packaged product comprising:wherein each of the additive, binder, and crosslinking agent are present throughout the thickness of the first layer.(A) a film comprising a non-water-soluble thermoplastic polymer comprising at least one of polyolefin which is a homopolymer or copolymer, polyamide, polyester, polyvinylidene chloride, polyvinyl chloride, and polystyrene;(B) a cooked meat product comprising at least one of beef, pork, chicken, turkey, fish and meat-substitute; and(C) a layer between the film and the cooked meat product, the layer comprising:(i) an additive comprising at least one of flavor, fragrance, colorant, antimicrobial agent, antioxidant, chelating agent, and odor absorbent,(ii) a binder comprising at least of polysaccharide and protein, and(iii) a crosslinking agent comprising a compound with at least two carbonyl groups; and
- A packaged product according to claim 35, wherein the layer between the film and the cooked meat product is preferentially adhered to the meat product.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US3507197P | 1997-01-21 | 1997-01-21 | |
| US35071 | 1997-01-21 | ||
| US9524 | 1998-01-20 | ||
| 1998-01-20 | |||
| US09/009,524 US6667082B2 (en) | 1997-01-21 | 1998-01-20 | Additive transfer film suitable for cook-in end use |
| PCT/US1998/001034 WO1998031731A1 (en) | 1997-01-21 | 1998-01-21 | Additive transfer film suitable for cook-in end use |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0954545A1 EP0954545A1 (en) | 1999-11-10 |
| EP0954545B1 true EP0954545B1 (en) | 2003-04-23 |
Family
ID=21880455
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98903582A Expired - Lifetime EP0954545B1 (en) | 1997-01-21 | 1998-01-21 | Packaging article comprising additive transfer film suitable for cook-in end use |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US6667082B2 (en) |
| EP (1) | EP0954545B1 (en) |
| JP (1) | JP2002514983A (en) |
| CN (1) | CN1192051C (en) |
| AT (1) | ATE238377T1 (en) |
| AU (1) | AU6031998A (en) |
| BR (1) | BR9806970A (en) |
| CA (1) | CA2278569C (en) |
| DE (1) | DE69813773T2 (en) |
| ES (1) | ES2195314T3 (en) |
| MX (1) | MXPA99006643A (en) |
| NZ (1) | NZ336722A (en) |
| WO (1) | WO1998031731A1 (en) |
Families Citing this family (115)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69826320D1 (en) | 1997-12-30 | 2004-10-21 | Cryovac Inc | MULTILAYER FILM FOR GOODS COOKED IN THE PACKAGING |
| US6610392B1 (en) * | 1998-03-04 | 2003-08-26 | Cryovac, Inc. | Heat-shrinkable multilayer packaging film comprising inner layer comprising a polyester |
| JP2000095285A (en) * | 1998-09-15 | 2000-04-04 | Cryovac Inc | Packaged product utilizing flavor transfer film, and its manufacture and usage therefor |
| US6200613B1 (en) | 1998-10-08 | 2001-03-13 | Sun Products Marketing Und Manufacturing Ag | Food casing |
| DE19846305A1 (en) * | 1998-10-08 | 2000-04-13 | Sun Products Marketing Und Man | Food casing |
| DE10005783A1 (en) * | 2000-02-10 | 2001-09-20 | Fraunhofer Ges Forschung | Organic polymer composition, useful for the protection of the packaged goods against visible light, contains at least one natural or synthetically produced natural dyestuff |
| AU2001268203B2 (en) * | 2000-06-06 | 2006-04-06 | Cryovac, Llc | Printed thermoplastic film with radiation-cured overprint varnish |
| US6884446B1 (en) * | 2000-07-27 | 2005-04-26 | Red Arrow Products Co., Llc | Article for browning and flavoring foodstuffs |
| DE10048718A1 (en) | 2000-09-29 | 2002-04-18 | Kalle Nalo Gmbh & Co Kg | Caterpillar-shaped food casing |
| DE10054882A1 (en) * | 2000-11-06 | 2002-05-08 | World Pac Int Ag | Packaging wrapper for meat products |
| US20040219264A1 (en) * | 2000-12-27 | 2004-11-04 | World-Pac International Ag | Packaging wrap |
| DE10147155A1 (en) | 2001-09-25 | 2003-04-17 | Kalle Gmbh & Co Kg | Starchy, tubular food casing with transferable coating and process for its production |
| DE10208858A1 (en) * | 2002-03-01 | 2003-09-11 | Kalle Gmbh & Co Kg | Smoke and water vapor permeable food casing made of a thermoplastic mixture |
| KR100620473B1 (en) * | 2002-03-27 | 2006-09-14 | 후지쯔 가부시끼가이샤 | Method for Preserving Food Using Metal-Modified Apatite and Food Container Used Therein |
| US6913809B2 (en) * | 2002-06-27 | 2005-07-05 | Pliant Corporation | Lap sealable film with a peel layer |
| US20040018283A1 (en) * | 2002-07-23 | 2004-01-29 | Kraft Foods Holdings, Inc. | Method for controlling microbial contamination of a vacuum-sealed food product |
| DE10244088A1 (en) * | 2002-09-23 | 2004-04-01 | Kalle Gmbh & Co. Kg | Multi-layer, tubular food barrier bag with transfer properties |
| CN1292024C (en) * | 2002-10-24 | 2006-12-27 | 陶氏环球技术公司 | Vinylidene chloride polymer compositions and food casings made therefrom |
| US20040121054A1 (en) * | 2002-12-20 | 2004-06-24 | Berrier Arthur L. | Method of preparing food |
| US20040175464A1 (en) * | 2003-03-07 | 2004-09-09 | Blemberg Robert J. | Multilayer structures, packages, and methods of making multilayer structures |
| US20040175466A1 (en) | 2003-03-07 | 2004-09-09 | Douglas Michael J. | Multilayer barrier structures, methods of making the same and packages made therefrom |
| US7556845B2 (en) * | 2003-03-13 | 2009-07-07 | Vector Usa Inc. | Film having a liquid absorbed therein |
| DE10314699A1 (en) | 2003-03-31 | 2004-10-14 | Kalle Gmbh & Co. Kg | Textile additive impregnated with food additive |
| DE10330762A1 (en) | 2003-07-07 | 2005-02-10 | Kalle Gmbh & Co. Kg | Smoke and water vapor permeable food casing with flavored inner surface |
| US20050013951A1 (en) * | 2003-07-14 | 2005-01-20 | Mitchell Cynthia G. | Laminated cook-in food package |
| US20060134287A1 (en) * | 2003-08-20 | 2006-06-22 | Vimini Robert J | Packaging and cooking bag and method for packaging and preparing a meat product |
| WO2005046339A1 (en) * | 2003-11-12 | 2005-05-26 | Gunze Limited | Multilayer tube for transfer of smoke curing solution to food |
| US7276269B2 (en) * | 2003-12-10 | 2007-10-02 | Curwood, Inc. | Frangible heat-sealable films for cook-in applications and packages made thereof |
| US7306777B2 (en) | 2003-12-16 | 2007-12-11 | Eastman Kodak Company | Antimicrobial composition |
| US20050129742A1 (en) * | 2003-12-16 | 2005-06-16 | Eastman Kodak Company | Antimicrobial article with diffusion control layer |
| DE102004006134A1 (en) * | 2004-02-07 | 2005-08-25 | Kalle Gmbh | Food casing with transferable, edible inner coating |
| US20070104836A1 (en) * | 2004-03-18 | 2007-05-10 | State of Oregon acting by and through the State Board of Higher Education on behalf of Oregon | Lysozyme-chitosan films |
| WO2005089416A2 (en) * | 2004-03-18 | 2005-09-29 | State Of Oregon Acting By And Through The State Board Of Higher Education On Behalf Of Oregon State University | Lysozyme-chitosan films |
| US8110259B2 (en) | 2004-04-02 | 2012-02-07 | Curwood, Inc. | Packaging articles, films and methods that promote or preserve the desirable color of meat |
| US8545950B2 (en) | 2004-04-02 | 2013-10-01 | Curwood, Inc. | Method for distributing a myoglobin-containing food product |
| US7867531B2 (en) | 2005-04-04 | 2011-01-11 | Curwood, Inc. | Myoglobin blooming agent containing shrink films, packages and methods for packaging |
| US8741402B2 (en) | 2004-04-02 | 2014-06-03 | Curwood, Inc. | Webs with synergists that promote or preserve the desirable color of meat |
| US8470417B2 (en) | 2004-04-02 | 2013-06-25 | Curwood, Inc. | Packaging inserts with myoglobin blooming agents, packages and methods for packaging |
| US8029893B2 (en) | 2004-04-02 | 2011-10-04 | Curwood, Inc. | Myoglobin blooming agent, films, packages and methods for packaging |
| DE102004017351A1 (en) | 2004-04-08 | 2005-10-27 | Kalle Gmbh | Tubular food casing with transferable inner layer |
| US7384545B2 (en) * | 2004-04-13 | 2008-06-10 | Eastman Kodak Company | Container for inhibiting microbial growth in liquid nutrients |
| US20050224419A1 (en) * | 2004-04-13 | 2005-10-13 | Eastman Kodak Company | Use of derivatized nanoparticles to minimize growth of micro-organisms in hot filled drinks |
| US20050226911A1 (en) * | 2004-04-13 | 2005-10-13 | Bringley Joseph F | Article for inhibiting microbial growth in physiological fluids |
| US7311933B2 (en) * | 2004-04-13 | 2007-12-25 | Eastman Kodak Company | Packaging material for inhibiting microbial growth |
| US7357863B2 (en) * | 2004-04-13 | 2008-04-15 | Eastman Kodak Company | Container for inhibiting microbial growth in liquid nutrients |
| US7361275B2 (en) * | 2004-04-13 | 2008-04-22 | Eastman Kodak Company | Use of derivatized nanoparticles to minimize growth of micro-organisms in hot filled drinks |
| US20060013929A1 (en) * | 2004-07-16 | 2006-01-19 | Susie Morris | Visually-appealing microwaveable frozen meal |
| AU2005266934A1 (en) * | 2004-07-22 | 2006-02-02 | Cryovac, Inc. | Additive delivery laminate, process for making and using same, and article employing such |
| WO2006012602A1 (en) * | 2004-07-22 | 2006-02-02 | Cryovac, Inc. | Additive delivery laminate and packaging article comprising same |
| US7939131B2 (en) | 2004-08-16 | 2011-05-10 | Molecular Imprints, Inc. | Method to provide a layer with uniform etch characteristics |
| DE202004016698U1 (en) * | 2004-10-27 | 2006-03-09 | Kunert Ges.M.B.H. | Package for perishable products e.g. tobacco products, is textile covering, which is composed of yarn filaments coated with silver and surround perishable product, where covering includes open front side at which band is arranged |
| US7935374B2 (en) * | 2004-11-15 | 2011-05-03 | Viskoteepak Belgium Nv | Coating to allow additives to anchor to casings |
| WO2006064518A1 (en) * | 2004-12-14 | 2006-06-22 | Cargill India Pvt. Limited | A process for manufacturing a flexible packaging laminate for filling liquids in pouches such as edible oil pouches. |
| DE202005000387U1 (en) * | 2005-01-12 | 2005-03-31 | Frato Gmbh | Aroma bag or aroma foil made of aluminum |
| DE102005057833B4 (en) * | 2005-01-12 | 2016-11-17 | Frato Gmbh | Aroma container or flavor foil made of aluminum |
| US20060210743A1 (en) * | 2005-03-17 | 2006-09-21 | Cryovac, Inc. | Abuse-resistant retortable packaging film having oxygen barrier layer containing blend of amorphous polyamide and semicrystalline polyamide |
| US20060210744A1 (en) * | 2005-03-17 | 2006-09-21 | Cryovac, Inc. | Retortable packaging film with grease-resistance |
| US7759407B2 (en) * | 2005-07-22 | 2010-07-20 | Molecular Imprints, Inc. | Composition for adhering materials together |
| US8557351B2 (en) * | 2005-07-22 | 2013-10-15 | Molecular Imprints, Inc. | Method for adhering materials together |
| US8808808B2 (en) * | 2005-07-22 | 2014-08-19 | Molecular Imprints, Inc. | Method for imprint lithography utilizing an adhesion primer layer |
| US8846195B2 (en) * | 2005-07-22 | 2014-09-30 | Canon Nanotechnologies, Inc. | Ultra-thin polymeric adhesion layer |
| WO2007070649A2 (en) | 2005-12-14 | 2007-06-21 | 3M Innovative Properties Company | Antimicrobial coating system |
| US9247736B2 (en) | 2005-12-14 | 2016-02-02 | 3M Innovative Properties Company | Antimicrobial adhesive films |
| US20070160785A1 (en) * | 2006-01-06 | 2007-07-12 | Scholle Corporation | Flexible bag construction for liquid packaging and bag in box container utilizing same |
| DE102006018544A1 (en) * | 2006-04-21 | 2007-10-25 | Mayr-Melnhof Karton Ag | Packaging and use of fragrances in a package |
| EP1857270B1 (en) | 2006-05-17 | 2013-04-17 | Curwood, Inc. | Myoglobin blooming agent, films, packages and methods for packaging |
| US20070292481A1 (en) * | 2006-06-16 | 2007-12-20 | Hoffman Andrew J | Packaging of Food Products with Pullulan Films |
| US20080152761A1 (en) * | 2006-12-20 | 2008-06-26 | Shiji Shen | Packaging of Food Products with Pullulan Films |
| US20080063845A1 (en) * | 2006-09-12 | 2008-03-13 | Excel-Pac Inc. | Multilayer structures, uses and preparation thereof |
| DE102006047779A1 (en) * | 2006-10-06 | 2008-04-17 | Case Tech Gmbh & Co.Kg | Multilayered, seamless polyamide shell for shaping |
| WO2008079289A1 (en) * | 2006-12-22 | 2008-07-03 | Cargill, Incorporated | Food systems |
| US7863350B2 (en) * | 2007-01-22 | 2011-01-04 | Maxwell Chase Technologies, Llc | Food preservation compositions and methods of use thereof |
| US20090011115A1 (en) * | 2007-03-13 | 2009-01-08 | Foss Carter D | Edible Pullulan Films Containing Flavoring |
| DE102007013369A1 (en) * | 2007-03-16 | 2008-09-18 | Kalle Gmbh | Food casing with a transferable additive layer |
| US8181433B2 (en) * | 2007-04-27 | 2012-05-22 | Land O'lakes, Inc. | Method of lap sealing a molten cheese product with non-wax film |
| CN101687584B (en) * | 2007-05-11 | 2012-06-27 | J-化学株式会社 | Plastic sheet for packaging container |
| US20090110787A1 (en) * | 2007-10-24 | 2009-04-30 | Kyle David R | Additive delivery laminate containing styrene-ethylene/butylene-styrene copolymer |
| US20090155430A1 (en) * | 2007-12-14 | 2009-06-18 | E.I. Du Pont De Nemours And Company | Films comprising liquid smoke and flavorants |
| EP2095715A1 (en) * | 2008-02-26 | 2009-09-02 | CaseTech GmbH & Co. KG | Foodstuff cover acting as a barrier for oxygen and/or condensation, designed to contain and store a foodstuff additive and to administer it to foodstuffs |
| US20100015423A1 (en) * | 2008-07-18 | 2010-01-21 | Schaefer Suzanne E | Polyamide structures for the packaging of moisture containing products |
| US8945643B2 (en) | 2008-08-21 | 2015-02-03 | The Hillshire Brands, Company | System and method for forming a multi-layer extruded food product |
| US10136656B2 (en) | 2010-10-01 | 2018-11-27 | The Hillshire Brands Company | Systems and methods for providing a food product with additives |
| DE102008049571A1 (en) * | 2008-09-30 | 2010-04-29 | Dirk Drews | At least one transfer medium containing a food additive packaging flat casing in the form of a carrier laminate and method for producing such a flat casing |
| US8361546B2 (en) * | 2008-10-30 | 2013-01-29 | Molecular Imprints, Inc. | Facilitating adhesion between substrate and patterned layer |
| EP2301364A1 (en) * | 2009-09-29 | 2011-03-30 | CaseTech GmbH | Food casing with adhesive system and transferrable function substance |
| EP2301363A1 (en) * | 2009-09-29 | 2011-03-30 | CaseTech GmbH | Food casing with adhesive system and transferrable function substance |
| US20110165412A1 (en) * | 2009-11-24 | 2011-07-07 | Molecular Imprints, Inc. | Adhesion layers in nanoimprint lithograhy |
| DE102010047094A1 (en) * | 2010-10-01 | 2012-04-05 | World-Pac International Ag | Packaging cover for food |
| US20120128836A1 (en) | 2010-11-23 | 2012-05-24 | Flavorseal Llc | Pre-coated seasoning bags |
| US8590479B2 (en) | 2011-07-25 | 2013-11-26 | Transform Pack Inc. | Preserving seasoning flavour profiles during the manufacturing of food-seasoning sheets |
| DE102011113882A1 (en) | 2011-09-22 | 2013-03-28 | Christian Auf Der Heide | Coating system for sausage products and foodstuffs |
| ES2415242B1 (en) | 2011-12-21 | 2014-09-29 | Nanobiomatters Research & Development, S.L. | ACTIVE NANOCOMPOSITE MATERIALS BASED ON SO2 AND EDTA GENERATING SALTS AND THE PROCEDURE FOR OBTAINING |
| KR20140111300A (en) | 2011-12-22 | 2014-09-18 | 플랜틱 테크놀로지스 리미티드 | Multilayer films |
| US9999233B1 (en) * | 2012-04-13 | 2018-06-19 | Viskase Companies, Inc. | Low moisture barrier film |
| US9380804B2 (en) | 2012-07-12 | 2016-07-05 | The Hillshire Brands Company | Systems and methods for food product extrusion |
| USD712250S1 (en) | 2012-09-10 | 2014-09-02 | The Hillshire Brands Company | Packaging for food product |
| USD705051S1 (en) | 2012-09-18 | 2014-05-20 | The Hillshire Brands Company | Packaging for food product |
| AU2013202416C1 (en) * | 2012-09-21 | 2015-01-29 | Plantic Technologies Ltd | Food package |
| EP2772139B1 (en) * | 2013-02-27 | 2021-06-09 | ViskoTeepak Belgium NV | Cellulose-based food casing and method of manufacture |
| US9655372B2 (en) | 2013-02-27 | 2017-05-23 | Viskoteepak Belgium Nv | Cellulose-based food casing and method of manufacture |
| US20160051478A1 (en) * | 2013-03-29 | 2016-02-25 | Roquette Freres | Film-forming compostions for the film-coating of solid forms |
| DE202013101887U1 (en) * | 2013-04-30 | 2014-07-31 | Planetpac Gmbh | Food browning coating and film and casing coated therewith |
| FR3029745B1 (en) * | 2014-12-15 | 2019-05-10 | Societe Industrielle Limousine D'application Biologique Silab | CULINARY AID IN THE FORM OF SOLUBLE FILM FOR AROMATING FOOD PREPARATIONS |
| CN108367822A (en) | 2015-09-21 | 2018-08-03 | 弗莱沃塞尔公司 | coating packaging product, system and method |
| CN105454389B (en) * | 2015-12-11 | 2019-01-29 | 四川农业大学 | The method for improving modified casing sausage shelf life |
| EP3241677A1 (en) | 2016-05-03 | 2017-11-08 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Thermoformable multi-layer composite with oxygen barrier and protein-containing formulation for producing the multi-layer composite |
| EP3526040A1 (en) * | 2016-10-14 | 2019-08-21 | SABIC Global Technologies B.V. | Packaging material |
| CN106700979A (en) * | 2016-12-27 | 2017-05-24 | 张炎斌 | High-barrier composite film for food package |
| RU2742755C1 (en) * | 2017-02-08 | 2021-02-10 | Криовак, Ллк | Methods and systems for operating control of the functional film layer containing detectable component |
| CN108034209A (en) * | 2017-12-21 | 2018-05-15 | 苏州纳贝通环境科技有限公司 | A kind of environmental protection BOPP flexible packaging films and preparation method thereof |
| WO2020142698A1 (en) | 2019-01-05 | 2020-07-09 | Foremost Technologies and Products, Inc. | High pressure processing of foods and supplements |
| DE202019003300U1 (en) * | 2019-05-28 | 2020-09-02 | Astrid Huber | Sales packaging material for perishable goods such as groceries, fresh produce and the like |
| DE102019005581A1 (en) * | 2019-05-28 | 2020-12-03 | Astrid Huber | Sales packaging material for perishable goods such as groceries, fresh produce and the like |
| CN112213437B (en) * | 2020-09-28 | 2021-04-23 | 诺安实力可商品检验(青岛)有限公司 | HPLC (high Performance liquid chromatography) and LC-MS/MS (liquid chromatography-Mass Spectrometry/Mass Spectrometry) detection method for orange B in pet food |
| WO2024137658A1 (en) * | 2022-12-19 | 2024-06-27 | Flavorseal, Llc | Casing and method of use |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995028281A2 (en) * | 1994-04-18 | 1995-10-26 | W.R. Grace & Co.-Conn | Film having anhydride functionality in outer layer |
Family Cites Families (88)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2410089A (en) * | 1944-08-17 | 1946-10-29 | Minnesota Mining & Mfg | Pressure-sensitive adhesive tape |
| US3779848A (en) * | 1969-11-24 | 1973-12-18 | Ncr | Method of making container opening structure comprising flexible tape and pressure-rupturable capsules |
| US3961085A (en) | 1972-03-15 | 1976-06-01 | Bruno Winkler | Edible food casing dyed with an edible dyestuff and process for its manufacture |
| US4061786A (en) | 1972-03-15 | 1977-12-06 | Naturin-Werk Becker & Co. | Dyed edible food casings |
| US3961985A (en) * | 1973-03-10 | 1976-06-08 | Tokyo Shibaura Electric Co., Ltd. | Nickel-zinc cell |
| US3860728A (en) | 1973-04-05 | 1975-01-14 | Devro Inc | Caramel-containing collagen sausage casing and smoked sausage |
| US4064296A (en) | 1975-10-02 | 1977-12-20 | W. R. Grace & Co. | Heat shrinkable multi-layer film of hydrolyzed ethylene vinyl acetate and a cross-linked olefin polymer |
| GB1580187A (en) | 1976-06-03 | 1980-11-26 | Grace W R & Co | Flexible envelopes |
| US4287151A (en) | 1976-12-13 | 1981-09-01 | W. R. Grace & Co. | Method and apparatus for high speed extrusion of thermoplastic materials |
| US4151328A (en) | 1978-01-09 | 1979-04-24 | W. R. Grace & Co. | Self-welding laminate compositions |
| US4171381A (en) | 1978-01-27 | 1979-10-16 | Union Carbide Corporation | Smoke colored food casing and method of producing same by use of a Maillard reaction product and an albumin |
| US4302565A (en) | 1978-03-31 | 1981-11-24 | Union Carbide Corporation | Impregnated polymerization catalyst, process for preparing, and use for ethylene copolymerization |
| US4302566A (en) | 1978-03-31 | 1981-11-24 | Union Carbide Corporation | Preparation of ethylene copolymers in fluid bed reactor |
| US4196220A (en) | 1978-05-09 | 1980-04-01 | Union Carbide Corporation | Smoke colored food casing and method of producing same by use of liquid smoke and an albumin |
| DE2827862A1 (en) | 1978-06-24 | 1980-01-03 | Hoechst Ag | TUBULAR SHELL WITH COVER ON THE INSIDE AND METHOD FOR THEIR PRODUCTION |
| US4308377A (en) * | 1978-12-29 | 1981-12-29 | Kureha Kagaku Kogyo Kabushiki Kaisha | Shaped material comprising denatured chitin and process for preparing same |
| US4933217A (en) | 1979-07-31 | 1990-06-12 | Viskase Corporation | Method for external liquid smoke treatment of cellulosic food casings and casings produced thereby |
| US4287161A (en) * | 1980-03-21 | 1981-09-01 | Michigan Consolidated Gas Company | Method for defoaming in gas purification systems |
| US4377187A (en) | 1981-09-11 | 1983-03-22 | Union Carbide Corporation | Liquid smoke impregnated fibrous food casing |
| US4431032A (en) | 1981-10-16 | 1984-02-14 | Union Carbide Corporation | Tar-depleted liquid smoke treatment of food casings |
| US4431033A (en) | 1981-10-16 | 1984-02-14 | Union Carbide Corporation | Tar-depleted liquid smoke treatment of food casings |
| US4604309A (en) | 1982-05-19 | 1986-08-05 | Teepak, Inc. | Food casing which will transfer a smoke color to food encased therein and extracted natural liquid smoke colorant for use therewith |
| US4504500A (en) | 1982-08-17 | 1985-03-12 | Red Arrow Products Company Inc. | Method of coating a shirred casing strand with smoke flavor |
| US4592918A (en) | 1982-09-14 | 1986-06-03 | Union Carbide Corporation | Tar-depleted aqueous liquid smoke composition |
| US4505939A (en) | 1982-09-14 | 1985-03-19 | Union Carbide Corporation | Tar-depleted liquid smoke treated food casing |
| US4496595A (en) | 1982-09-14 | 1985-01-29 | Union Carbide Corporation | Method for producing smoke colored and smoke flavored encased foodstuff |
| US4504501A (en) | 1982-09-14 | 1985-03-12 | Union Carbide Corporation | Method for producing smoke colored and smoke flavored encased foodstuff |
| EP0109611B1 (en) | 1982-11-18 | 1988-06-22 | Hoechst Aktiengesellschaft | Peelable tubular casings for foodstuffs, especially sausage casings |
| CA1226089A (en) | 1982-12-02 | 1987-08-25 | Cornelius M.F. Vrouenraets | Packaging film permeable to smoke constituents and packaged, smoked foodstuff |
| US4478658A (en) * | 1982-12-20 | 1984-10-23 | Warner-Lambert Company | Method for sealing non-enteric capsules |
| US4500576A (en) | 1983-02-14 | 1985-02-19 | Union Carbide Corporation | Inhibition of discoloration on cellulose food casings |
| US4518619A (en) | 1983-02-15 | 1985-05-21 | Union Carbide Corporation | Preparation of smoke treated, stuffed food casings |
| US4606922A (en) | 1983-04-21 | 1986-08-19 | W. R. Grace & Co., Cryovac Div. | Cook-in meat packaging |
| US4666750A (en) | 1985-03-01 | 1987-05-19 | Hoechst Aktiengesellschaft | Artificial sausage casing |
| JPH0813898B2 (en) | 1985-08-06 | 1996-02-14 | 呉羽化学工業株式会社 | Smoke-disposable food packaging film |
| DE3538702A1 (en) | 1985-10-31 | 1987-05-07 | Hoechst Ag | OXYGEN AND WATER VAPOR-OPPERABLE FILM FOR THE PRODUCTION OF RUCHED TUBULAR SLEEVES, IN PARTICULAR SAUSAGE SLEEVES |
| US4756914A (en) * | 1986-10-20 | 1988-07-12 | Viskase Corporation | Caramel-containing cellulosic article |
| DE3637990A1 (en) * | 1986-11-07 | 1988-05-11 | Hoechst Ag | POLYESTER FILM WITH ADHESIVE COATING |
| US4879430A (en) | 1987-05-14 | 1989-11-07 | Plicon Corporation | Patterned adherent film structures and process for making |
| US4889751A (en) | 1987-11-09 | 1989-12-26 | Viskase Corporation | Liquid smoke impregnated peelable fibrous food casing article |
| US5030464A (en) | 1987-11-09 | 1991-07-09 | Viskase Corporation | Liquid smoke impregnated peelable fibrous food casing, manufacture and use |
| US4877626A (en) | 1988-01-15 | 1989-10-31 | Oscar Mayer Foods Corporation | Method for coloring meat |
| US4917924A (en) | 1988-12-16 | 1990-04-17 | Viskase Corporation | Food body with surface color indicia |
| US5032416A (en) | 1988-05-06 | 1991-07-16 | Viskase Corporation | Method for producing a food body with surface color indicia |
| US5085890A (en) | 1988-05-06 | 1992-02-04 | Viskase Corporation | Method for preparing indicia-containing article |
| US5084283A (en) | 1988-05-06 | 1992-01-28 | Viskase Corporation | Food casing for making indicia bearing food products |
| US4985260A (en) | 1988-05-06 | 1991-01-15 | Vitas Niaura | Food body with surface color indicia |
| HUT54722A (en) | 1988-09-30 | 1991-03-28 | Exxon Chemical Patents Inc | Linear ethylene interpolymer mixtures |
| US5049399A (en) | 1988-12-16 | 1991-09-17 | Viskase Corporation | Edible food product |
| US5021252A (en) | 1988-12-16 | 1991-06-04 | Viskase Corporation | Vindicia containing food manufacturing method |
| US5030486A (en) | 1988-12-16 | 1991-07-09 | Viskase Corporation | Processable food package |
| US5573801A (en) | 1989-02-21 | 1996-11-12 | Viskase Corporation | Surface treatment of foodstuffs with antimicrobial compositions |
| US5573797A (en) | 1989-02-21 | 1996-11-12 | Viskase Corporation | Film and method for surface treatment of foodstuffs with antimicrobial compositions |
| US5573800A (en) | 1989-02-21 | 1996-11-12 | Viskase Corporation | Antimicrobial composition for surface treatment of foodstuffs |
| NZ232512A (en) | 1989-02-21 | 1993-09-27 | Viskase Corp | Compositions and firms containing antibacterial agents, methods of treating foodstuffs therewith |
| JPH0322683U (en) | 1989-07-11 | 1991-03-08 | ||
| US5108804A (en) | 1989-10-13 | 1992-04-28 | Viskase Corporation | Buffered acid-treated food casing |
| US5051266A (en) | 1989-12-01 | 1991-09-24 | Viskase Corporation | Meat-adhering multilayer film |
| US5272236A (en) | 1991-10-15 | 1993-12-21 | The Dow Chemical Company | Elastic substantially linear olefin polymers |
| CA2047477C (en) | 1990-08-08 | 1998-04-21 | Xavier Jose Quinones | Colored cellulosic casing with clear corridor |
| CA2049271C (en) | 1990-08-28 | 1998-05-05 | Roger L. Juhl | Transferable modifier containing film |
| EP0594777A1 (en) | 1991-07-18 | 1994-05-04 | Exxon Chemical Patents Inc. | Heat sealed article |
| US5278272A (en) | 1991-10-15 | 1994-01-11 | The Dow Chemical Company | Elastic substantialy linear olefin polymers |
| DE69223024T2 (en) | 1991-12-16 | 1998-06-18 | Nat Starch Chem Invest | Edible foil |
| US5206075A (en) | 1991-12-19 | 1993-04-27 | Exxon Chemical Patents Inc. | Sealable polyolefin films containing very low density ethylene copolymers |
| US5241031A (en) | 1992-02-19 | 1993-08-31 | Exxon Chemical Patents Inc. | Elastic articles having improved unload power and a process for their production |
| JP3817274B2 (en) | 1992-07-29 | 2006-09-06 | 住友化学株式会社 | Laminated gas barrier material |
| FI503U1 (en) | 1992-10-19 | 1993-02-09 | Tapani Tirkkonen | Roekpaose |
| US5484001A (en) | 1993-06-15 | 1996-01-16 | W. R. Grace & Co.-Conn | Method for application of smoke color to inside of bag and apparatus therefor |
| US5955126A (en) | 1993-09-21 | 1999-09-21 | Viskase Corporation | Self-coloring food casing |
| DE4343670C2 (en) | 1993-12-21 | 2003-05-28 | Becker & Co Naturinwerk | Edible serving for food |
| CA2158945A1 (en) * | 1994-01-24 | 1995-07-27 | Kozo Kotani | Laminate, laminated film and molding |
| BR9403440A (en) | 1994-09-05 | 1996-09-03 | Hoechst Do Brasil Quimica E Fa | Processes for manufacturing a flexible tubular casing based on regenerated cellulose for use in the meat industry mainly in the manufacture of sausages |
| US5837335A (en) | 1994-10-04 | 1998-11-17 | Cryovac, Inc. | High shrink multilayer film which maintains optics upon shrinking |
| WO1996019921A1 (en) | 1994-12-23 | 1996-07-04 | Commonwealth Scientific And Industrial Research Organisation | Iodine biocidal material |
| US5858487A (en) | 1995-02-27 | 1999-01-12 | Joseph J. Funicelli | Non-stick microwaveable food wrap |
| DE19518247A1 (en) | 1995-05-18 | 1996-11-21 | Stoess & Co Gelatine | Water resistant barrier material |
| US5741533A (en) | 1995-12-22 | 1998-04-21 | W. R. Grace & Co.-Conn. | Method of cooking a food product and product thereof |
| DK0868362T3 (en) | 1995-12-21 | 2003-04-14 | Tetra Laval Holdings & Finance | Laminated packaging material, method of producing the same as well as packaging containers |
| US5762968A (en) | 1996-03-12 | 1998-06-09 | Swaidner; Scott Duane | Method and apparatus for producing imitation grill marks on food without using heat |
| US5695800A (en) | 1996-03-13 | 1997-12-09 | Viskase Corporation | Method of preparing a food product encased in a glucomannan film |
| WO1997036798A1 (en) | 1996-04-01 | 1997-10-09 | Cryovac, Inc. | Modifier transfer film and method of cooking a food product |
| US5843502A (en) | 1996-06-26 | 1998-12-01 | Cryovac, Inc. | Package having cooked food product packaged in film having food adhesion layer containing high vicat softening point olefin/acrylic acid copolymer |
| NZ328445A (en) | 1996-07-29 | 1999-01-28 | Grace W R & Co | High shrink multilayer films which maintain optics upon shrinking having a first layer comprising ethylene/alpha-olefin and a second being a core oxygen barrier layer |
| WO1998018463A1 (en) | 1996-10-25 | 1998-05-07 | Chemvet (Nz) Limited | Anthelmintic formulation |
| US6196960B1 (en) * | 1998-06-26 | 2001-03-06 | Cryovac, Inc. | Method for imparting a food additive and package for same |
| US6200510B1 (en) | 1998-10-13 | 2001-03-13 | Viskase Corporation | Method for the contact printing of cellulose food casings |
| US6163826A (en) * | 1999-08-23 | 2000-12-19 | Advanced Micro Devices, Inc. | Method and apparatus for non-concurrent arbitration of multiple busses |
-
1998
- 1998-01-20 US US09/009,524 patent/US6667082B2/en not_active Expired - Fee Related
- 1998-01-21 WO PCT/US1998/001034 patent/WO1998031731A1/en active IP Right Grant
- 1998-01-21 JP JP53464298A patent/JP2002514983A/en active Pending
- 1998-01-21 ES ES98903582T patent/ES2195314T3/en not_active Expired - Lifetime
- 1998-01-21 CA CA002278569A patent/CA2278569C/en not_active Expired - Fee Related
- 1998-01-21 BR BR9806970A patent/BR9806970A/en not_active IP Right Cessation
- 1998-01-21 AT AT98903582T patent/ATE238377T1/en not_active IP Right Cessation
- 1998-01-21 NZ NZ336722A patent/NZ336722A/en unknown
- 1998-01-21 AU AU60319/98A patent/AU6031998A/en not_active Abandoned
- 1998-01-21 EP EP98903582A patent/EP0954545B1/en not_active Expired - Lifetime
- 1998-01-21 DE DE69813773T patent/DE69813773T2/en not_active Expired - Fee Related
- 1998-01-21 CN CNB988033720A patent/CN1192051C/en not_active Expired - Fee Related
- 1998-01-21 MX MXPA99006643A patent/MXPA99006643A/en active IP Right Grant
-
2003
- 2003-09-05 US US10/655,846 patent/US7183006B2/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995028281A2 (en) * | 1994-04-18 | 1995-10-26 | W.R. Grace & Co.-Conn | Film having anhydride functionality in outer layer |
Also Published As
| Publication number | Publication date |
|---|---|
| MXPA99006643A (en) | 2005-06-01 |
| US20010008658A1 (en) | 2001-07-19 |
| NZ336722A (en) | 2001-02-23 |
| WO1998031731A1 (en) | 1998-07-23 |
| CN1250456A (en) | 2000-04-12 |
| JP2002514983A (en) | 2002-05-21 |
| US7183006B2 (en) | 2007-02-27 |
| BR9806970A (en) | 2000-03-21 |
| ES2195314T3 (en) | 2003-12-01 |
| CA2278569C (en) | 2007-08-14 |
| DE69813773D1 (en) | 2003-05-28 |
| CA2278569A1 (en) | 1998-07-23 |
| US20040048083A1 (en) | 2004-03-11 |
| US6667082B2 (en) | 2003-12-23 |
| DE69813773T2 (en) | 2004-02-26 |
| AU6031998A (en) | 1998-08-07 |
| ATE238377T1 (en) | 2003-05-15 |
| CN1192051C (en) | 2005-03-09 |
| EP0954545A1 (en) | 1999-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0954545B1 (en) | Packaging article comprising additive transfer film suitable for cook-in end use | |
| US5843502A (en) | Package having cooked food product packaged in film having food adhesion layer containing high vicat softening point olefin/acrylic acid copolymer | |
| EP0918635B1 (en) | Article comprising film having polyamide sealant, polyamide core layer, and o 2-barrier layer, and packaged product using same | |
| EP0986957A1 (en) | Packaged product utilizing flavor transfer film, and method of making and using same | |
| US8377528B2 (en) | Additive delivery laminate, process for making and using same and article employing same | |
| US5837358A (en) | Film having anhydride functionality in outer layer, process for making same, packaging using same, and packaged product comprising same | |
| CA2228013C (en) | Film, backseamed casings therefrom, and packaged product using same | |
| US6203750B1 (en) | Method for making a heat-shrinkable film containing a layer of crystalline polyamides | |
| AU768009B2 (en) | Additive transfer film suitable for cook-in end use | |
| AU751837B2 (en) | Article comprising film having polyamide sealant, polyamide core layer, and O2-barrier layer, and packaged product using same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19990727 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20010529 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RTI1 | Title (correction) |
Free format text: PACKAGING ARTICLE COMPRISING ADDITIVE TRANSFER FILM SUITABLE FOR COOK-IN END USE |
|
| RTI1 | Title (correction) |
Free format text: PACKAGING ARTICLE COMPRISING ADDITIVE TRANSFER FILM SUITABLE FOR COOK-IN END USE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030423 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030423 Ref country code: CH Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030423 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030423 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69813773 Country of ref document: DE Date of ref document: 20030528 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030723 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030723 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030723 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030723 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040121 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040126 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20080128 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20080124 Year of fee payment: 11 Ref country code: IT Payment date: 20080129 Year of fee payment: 11 Ref country code: GB Payment date: 20080129 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080117 Year of fee payment: 11 Ref country code: DE Payment date: 20080229 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20080206 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090121 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20090801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090801 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090801 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090131 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090202 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090121 |