EP0936150A1 - Pre-creased packaging sheet material for packaging pourable food products, and packages obtained thereby - Google Patents
Pre-creased packaging sheet material for packaging pourable food products, and packages obtained thereby Download PDFInfo
- Publication number
- EP0936150A1 EP0936150A1 EP98102532A EP98102532A EP0936150A1 EP 0936150 A1 EP0936150 A1 EP 0936150A1 EP 98102532 A EP98102532 A EP 98102532A EP 98102532 A EP98102532 A EP 98102532A EP 0936150 A1 EP0936150 A1 EP 0936150A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- crease lines
- sheet material
- packaging sheet
- aseptic
- food products
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/06—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body with end-closing or contents-supporting elements formed by folding inwardly a wall extending from, and continuously around, an end of the tubular body
- B65D5/064—Rectangular containers having a body with gusset-flaps folded outwardly or adhered to the side or the top of the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/4266—Folding lines, score lines, crease lines
Definitions
- the packaging material has a multi-layered structure including a fibre-based layer usually made of paper.
- the fibre-based layer is covered on both sides with a heat sealable plastics material such as polyethylene.
- the face of the material destined to come into contact with the food product is usually also covered with a barrier material such as aluminum foil, which is, in turn, covered with a layer of plastics material.
- laminated packaging material in the form of a web is continuously fed into a package forming, filling and sealing machine.
- the web of packaging material passes through an aseptic chamber and is sterilized, for example by means of the application of a sterilizing agent such as hydrogen peroxide which is successively evaporated by heating and/or by irradiating the packaging material with light of appropriate wavelength and intensity.
- a sterilizing agent such as hydrogen peroxide which is successively evaporated by heating and/or by irradiating the packaging material with light of appropriate wavelength and intensity.
- the sterilized web of laminated packaging material is bent and longitudinally sealed to form a packaging material tube.
- the packaging material tube in practice forms an extension of the aseptic chamber and is continuously filled with sterile or sterile treated liquid food product.
- the longitudinally sealed tube filled with liquid food product is then clamped between pairs of forming and sealing jaws, which transversely seal and form the product filled tube to produce pillow-shaped packages.
- the forming and sealing jaws may be mounted on pairs of reciprocating members.
- Such form, fill and seal machines for packaging pourable food products include e.g., the TBA/19 ® and TBA/21® filling machines, manufactured by Tetra Brik Packaging Systems, Via Delfini 1, Modena, Italy.
- the filled and sealed pillow-shaped packages are then transported to a final folding station, where the pillow-shaped packages are mechanically folded into a final shape.
- Such types of packages include e.g., parallelepiped packages known by the registered trademarks Tetra Brik Aseptic ® and Tetra Brik ®, and substantially parallelepiped packages with bevelled corners commonly known by the registered trademarks Tetra Prisma ® and Tetra Prisma Aseptic ®.
- the packaging material has formed thereon a succession of identical, equally-spaced crease patterns, each composed of a series of crease lines delimiting portions of the packaging material web which will eventually form the outer surfaces of the finished packages.
- the packaging material web is unwound from a roll and longitudinally sealed.
- the longitudinally-sealed tube of packaging material is filled with product, clamped and the two opposite clamped ends of the packaging material tube are heat-sealed to form the above-mentioned pillow-shaped package.
- Each sealed end defines an upstanding fin, which is folded flat onto the end of the carton.
- the resulting configuration has triangular flaps at the corners of the package, which are folded in a known manner, to form a parallelepiped package.
- one of the flattened sides of the packaging material tube is bent through 180 degrees in a first direction. This creates tension in the aseptic barrier layer of the material, which is bent through 180 degrees around the thicker intermediate layer of fibre-based material.
- the triangular flaps formed at the bottom corners of the carton during the mechanical folding process are also folded flat onto the bottom of the carton, and heat-sealed into position.
- the material in the area of the folded fin, located at the folding line of the triangular flap, is thus bent for a second time through 180 degrees, in a second direction which is perpendicular with respect to the first direction, thereby placing even further stresses on the already-tensioned aseptic barrier layer of the laminated packaging material.
- This area of the package where the packaging material is folded twice through an angle of 180 degrees, in two mutually perpendicular directions, is particularly susceptible to cracking of the aseptic barrier layer.
- aseptic packages of e.g., long-life (UHT) milk may be transported in some countries on rough roads, and roughly handled many times during loading and unloading before reaching the consumer.
- UHT long-life
- prior solutions aimed at removing some of the fibre-based layer of the packaging material have never achieved wide-scale commercial success because of the fact that some cracking of the aseptic barrier could still occur, and the package was thus structurally weakened by removal of some of the strength-imparting fibre-based layer of packaging material, in one of the zones of the package which is most susceptible to damage during transportation and handling.
- the integrity of the packages manufactured in this manner could not be guaranteed when subjected to the rough transportation and handling. It should be borne in mind that any damage to the aseptic barrier layer causing a loss of integrity of the package can pose a serious health risk for the consumer.
- the increased stiffness of the fibre-based layer of the packaging material has been found to increase the stresses imposed on the aseptic barrier layer, at the part of the bottom of the package where the material is bent twice, through 180 degrees, in the above-described manner. This may prejudice the integrity of the package and the quality of its contents, especially when subjected to less than ideal transportation and handling.
- the face of the laminated packaging material which will not come into contact with the food product has printed thereon a succession of identical, equally-spaced designs located on the portions of the packaging material web which will eventually form the outer surfaces of the finished packages. Therefore, the web of packaging material has to be fed to the reciprocating forming and sealing jaws of a packaging machine in such a manner that packages are formed, sealed, and mutually separated according to the designs printed on the package.
- the designs are printed on the packaging material at pre-set regular intervals, in practice, the location of the design may shift with respect to the forming and sealing jaws.
- This shifting of the position of the design is due primarily to continuously varying deformation of the packaging material which is subjected to mechanical pressure by the jaws, and also due to the fact that the packaging material is longitudinally sealed to form a tube which is is filled with a liquid food product to be packaged.
- the liquid column within the tube exerts pulsating pressure on the longitudinally-sealed packaging material tube each time that it is clamped by the jaws for forming and sealing a liquid-filled package. Therefore, the position of the design has to be corrected.
- This correction operation is commonly known as design correction.
- photocells are connected to a programmable control unit which calculates the position of a bar code printed on the decorated side of a packaging material web, with respect to a reference position.
- Drawing members known as folding flaps, are provided on the sealing and forming jaws of liquid food packaging machines.
- the drawing members move relatively to the jaws to form triangular flaps at the upper and lower corners of semi-finished pillow-shaped packages formed between the forming and sealing jaws.
- a motor used to feed the packaging material web controlled by the programmable control unit, is controlled to run at either a slower or faster speed to correct the discrepancy.
- the following design correction system is activated:
- a design correction system is activated for moving the drawing members such that they pull a slightly greater quantity of packaging material into the forming and sealing jaws during formation of the triangular flaps, thereby pulling the longitudinally-sealed packaging material tube slightly downwards with respect to its previous position. This operation is repeated until each successive bar code is detected by the photocells at the correct reference position, such that the design printed on the outer face of the packaging material is positioned correctly on the outer faces of the packages formed in the packaging machine.
- the design correction system is activated for moving the drawing members such that they allow a slightly smaller quantity of packaging material into the forming and sealing jaws during formation of the triangular flaps, thereby allowing each successive bar code on the longitudinally-sealed packaging material tube to be repositioned in a slightly more elevated position.
- This operation is repeated until each successive bar code is detected by the photocells at the correct reference position, such that the designs printed on the outer face of the packaging material are positioned correctly on the outer faces of packages formed in the packaging machine.
- the web is first pre-creased and then it is printed.
- the web is necessarily tensioned and unavoidably stretched, thereby causing discrepancies between the position of the crease lines provided on the material and the location of the printed bar code.
- a main object of the invention is to provide a pre-creased packaging sheet material including an aseptic barrier layer which, when folded and sealed to form an aseptic carton-type package for pourable food products, does not induce excessive stresses or cracking in the aseptic barrier layer, even when bent twice through 180 degrees in mutually orthogonal directions, and which is durable such that it can withstand transportation and handling without prejudicing the integrity of the package and the quality of its contents.
- a further object of the invention is to provide a pre-creased packaging sheet material including an aseptic barrier layer, which can be folded and sealed to form an aseptic parallelepiped carton, with a stiffness suitable for containing up to two litres or more of pourable food products, without inducing excessive stresses or cracking in the aseptic barrier layer and without prejudicing its ability to withstand transportation and handling in rigorous conditions.
- Another object of the invention is to provide a pre-creased packaging sheet material for manufacturing aseptic carton-type packages for pourable food products which permits a greater degree of accuracy to be achieved when performing the above-described design correction in a roll fed packaging machine of the form, fill and seal type.
- Still another object of the invention is to provide a pre-creased, laminated packaging sheet material for packaging pourable food products, wherein the quantity of plastics materials can be reduced with respect to the known packaging materials.
- the invention provides a pre-creased packaging sheet material for manufacturing aseptic packages for pourable food products, said packaging sheet material having a laminated structure including at least one fibre-based layer and at least one aseptic barrier layer and comprising; first and second transverse crease lines, mutually parallel wall panels extending perpendicularly between said first and second transverse crease lines, third and fourth transverse crease lines located externally of said first and second transverse crease lines, an upper end portion located between said first and third transverse crease lines, a lower end portion located between said second and fourth transverse crease lines, flaps defined on said upper and lower end portions and each delimited by flap crease lines, upper and lower sealing fins located externally of said upper and lower end portions and extending parallel to said transverse crease lines, and at least two reduced-thickness zones each intersecting said fourth transverse crease line adjacent to said lower end portion, characterized in that it comprises first and second double crease lines provided on said lower sealing fin and extending in a substantially perpen
- an aseptic package for pourable food products which is manufactured with the packaging sheet material according to the invention.
- the reference numeral 1 indicates the pre-creased packaging sheet material for manufacturing aseptic packages for pourable food products according to the invention.
- the packaging material 1 has a multi-layered structure including a fibre-based layer 2, preferably made of paper.
- the fibre-based layer 2 is covered on both sides with layers 3, 4 of a heat sealable plastics material such as, e.g., polyethylene.
- the layer 3 may be composed of an outer polyethylene layer 3a, an inner polyethylene layer 3c, and an intermediate layer 3b of oriented polyethylene.
- the face of the packaging material 1 destined to come into contact with the food product is usually also covered with a barrier material such as aluminum foil 5, which is, in turn, covered with an inner surface layer 6 of plastics material that is destined to constitute the inner surface of a package.
- the inner surface layer 6 is constituted by a food-compatible plastics material which may be either extruded onto the barrier material, or provided in the form of a film applied onto the barrier layer.
- the packaging sheet material has a plurality of crease lines formed thereon for facilitating bending of the material to form a sealed and filled package 30.
- the way in which the material is folded and sealed to form the aseptic package 30 for liquid food products is known from the above-mentioned International Patent Application number PCT/US96/17743, filed by the same applicant, and thus will not be described herein.
- the crease lines formed on the packaging sheet material include a first transverse crease line 7 and a second transverse crease line 8 extending substantially across the entire width of the packaging sheet material 1.
- Mutually parallel wall panels 9, 10, 11, 12, 13, 14, 15, 16 and 17 extend perpendicularly between the first transverse crease line 7 and the second transverse crease line 8.
- the wall panels 9-17 may have any desired configuration and be provided in any number suitable to define the desired shape of the finished package.
- the wall panel 13 constitutes the front face of the package 30
- the wall panels 9 and 17 constitute the rear face of the package 30
- the wall panels 11 and 15 constitute side faces of the package 30.
- the wall panels 10, 12, 14 and 16 constitute bevelled corners of the package 30, and are each defined by a pair of straight parallel lines which converge at their ends to meet at a predetermined points 10a, 12a, 14a, 16a and 10b, 12b, 14b, 16b on the first and second transverse crease lines 7, 8.
- the predetermined points correspond to the upper and lower corners of the finished package 30.
- Third and fourth transverse crease lines are located externally of the first and second transverse crease lines 7, 8.
- An upper end portion 20 of the package 30 is defined between the first transverse crease line 7 and the third transverse crease line 18.
- a lower end portion 21 of the package 30 is defined between the second transverse crease line 8 and the fourth transverse crease line 19.
- Upper flaps 22, 23 and lower flaps 24, 25 are defined respectively on the upper end portion 20 and on the lower end portion 21.
- the upper flaps 22, 23 are destined to be folded onto the sides of the package 30 defined by the wall panels 11 and 15, while the lower flaps 24, 25 are destined to be folded flat against the bottom of the package defined by the lower end portion 21.
- Each flap is delimited by two pairs of flap crease lines 22a-22d, 23a-23d, and 24a-24d, 25a-25d which extend respectively across the upper and lower end portions 20, 21, from the third and fourth transverse crease lines 18, 19 and mutually converge towards the first and second transverse crease lines 7, 8.
- Upper and lower sealing fins 26, 27 are located externally of the upper and lower end portions 20, 21 and extend parallel to the transverse crease lines 7, 8, 18, 19.
- the multi-layered structure of the laminated packaging material comprises a layer of barrier material such as aluminum foil 5, which is covered on both sides with a plastics material 4, 6, while the fibre-based layer 2 and the outer plastics layer 3 covering the fibre-based layer 2 are removed.
- the outer polyethylene layer 3a may be applied after forming the reduced-thickness zones 31, 32, such that the layer 3a extends over the zones 31, 32.
- the reduced thickness zones are provided at the points where, at the bottom of the finished package, the packaging material 1 is bent twice through 180 degrees.
- first and second double crease lines 33a,33b,34a,34b are provided in combination with the reduced thickness zones on the lower sealing fin 27.
- the first and second double crease lines extend in a substantially perpendicular direction with respect to the transverse crease lines 7,8,18,19.
- An important feature of the invention resides in the fact that each one of the reduced thickness zones 31,32 intersects the outermost crease lines 33a,34a of the first and second double crease lines 33a,33b,34a,34b.
- each reduced thickness zone 31, 32 intersects an outermost one 24a,25d of the flap crease lines 24a-24d,25a-25d provided on the lower end portion 21, it intersects also the fourth transverse crease line 19, and it intersects the outermost crease line 33a,34a of the first and second double crease lines 33a,33b,34a,34b.
- Third and fourth double crease lines 35a,35b,36a,36b may also be positioned on the fourth transverse crease line, internally of the first and second double crease lines 33a-34b between the lower sealing fin 27 and the lower end portion 21.
- the third and fourth double crease lines 35a,35b,36a,36b preferably extend substantially perpendicularly with respect to the first and second crease lines 33a-34b and are located remote from the reduced thickness zones 31,32.
- packaging material 1 at the innermost crease lines 33b,34b has the laminated structure shown in figure 1
- packaging material at the outermost crease lines 33a,34a, at the part thereof affected by the reduced thickness portions 31,32 has the laminated structure shown in figure 2.
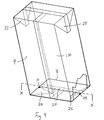
- FIG 8 schematically shows an opened-out tube of packaging material, which has been transversely sealed, and the fin 27 has been bent 180 degrees and folded against the lower end portion 21 of the package. As shown in figure 9, material at the fin 27 is bent a second time through 180 degrees, as the flaps 24, 25 are folded against the lower end portion 21.
- Figure 10 schematically illustrates the resulting three layers 1a,1b and 1c of packaging material at this point, and shows the location of the reduced thickness portions 31,32 in the innermost layer 1a. Since the radius of curvature of the innermost layer 1a is lessened by the reduced thickness portions 31, 32, stresses are reduced in the overlying layers 1b,1c, thereby preventing cracking of the aseptic barrier in these layers of material.
- the reduced thickness portions 31,32 are made in the packaging material 1 by forming holes, extending part of the way through the material, known as pre-punched holes.
- the pre-punched holes 31,32 preferably have a diameter of 6mm-7mm, but may be sized according to requirements, providing that each pre-punched hole is large enough to intersect both the fourth transverse crease line 19 and one of the outermost crease lines 33a,34a, of the first and second double crease lines. This operation is carried out in the converting factory where the material is laminated in a known manner. Since each pre-punched hole is formed at the same time as the crease pattern is formed on the packaging material, the pre-punched hole is extremely accurately positioned with respect to the actual crease pattern.
- the sensors which are usually employed for reading a printed bar code can instead be used to read the pre-punched holes 31,32.
- the pre-punched hole formed at the same time as the crease pattern is read to provide improved accuracy in design correction.
- the specific structural combination of reduced thickness portions and first and second double crease lines, with the reduced thickness portions intersecting the outermost crease lines of the first and second double crease lines provided on the sealing fin have also been found to have the important advantage that when the packaging sheet material is folded and sealed to form an aseptic package for pourable food products, including bending twice through 180 degrees in mutually orthogonal directions, the aseptic barrier layer is not subjected to excess stresses and all cracking in the barrier layer 5 is prevented.
- packages 30 having a double crease lines 33a,33b,34a,34b on the lower sealing fin 27 and reduced thickness portions 31,32 intersecting the outermost crease lines 33a,34a of the double crease lines have increased durability, i.e., they can be transported and handled in severe conditions, without thereby prejudicing the integrity of the package and the quality of the contents.
- packages manufactured with known pre-creased packaging sheet materials subjected to the same conditions suffered damage in the aseptic barrier layer of the material constituting the package.
- the stiffness of the fibre-based layer 2 can be increased for manufacturing aseptic packages containing up to two litres or more of pourable food products, without inducing excessive stresses or cracking in the aseptic barrier layer and still without prejudicing its ability to withstand transportation and handling in rigorous conditions.
- the invention permits the quantity of plastics material in the layer 6 to be reduced.
- the layer 6 in the packaging material according to the invention may have a thickness of only 34 microns, whereas a thickness of 40 microns was necessary in the prior art material. This saving is significant when one considers that billions of such packages are manufactured annually.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrappers (AREA)
- Cartons (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
Description
Claims (7)
- A pre-creased packaging sheet material (1) for manufacturing aseptic packages (30) for pourable food products, said packaging sheet material (1) having a laminated structure including at least one fibre-based layer (2) and at least one aseptic barrier layer (5) and comprising; first and second transverse crease lines (7,8), mutually parallel wall panels (9-17) extending perpendicularly between said first and second transverse crease lines (7,8), third and fourth transverse crease lines (18,19) located externally of said first and second transverse crease lines (7,8), an upper end portion (20) located between said first (7) and third (18) transverse crease lines, a lower end portion (21) located between said second (8) and fourth (19) transverse crease lines, flaps (22-25) defined on said upper and lower end portions (20,21) and each delimited by flap crease lines (22a-22d,23a-23d,24a-24d,25a-25d), upper and lower sealing fins (26,27) located externally of said upper and lower end portions (20,21) and extending parallel to said transverse crease lines (7,8,18,19) and at least two reduced-thickness zones (31,32) each intersecting said fourth transverse crease line (19) adjacent to said lower end portion (21), characterized in that it comprises first and second double crease lines (33a-34b) provided on said lower sealing fin (27) and extending in a substantially perpendicular direction with respect to said transverse crease lines (7,8,18,19), and in that each one of said reduced thickness zones (31,32) intersects the outermost crease lines (33a,34a) of said double crease lines (33a-34b).
- A pre-creased packaging sheet material for manufacturing aseptic packages for pourable food products according to claim 1, characterized in that at said outermost crease lines (33a,34a) of said first and second double crease lines (33a-34b), said reduced thickness zones (31,32) are constituted by said barrier layer (5) covered on both sides with at least one plastics material layer (4,6).
- A pre-creased packaging sheet material for manufacturing aseptic packages for pourable food products according to claim 1, characterized in that said first and second double crease lines (33a-34b) comprise innermost crease lines (33b,34b) extending proximate to and parallel to said outermost crease lines (33a,34a) outside said reduced thickness zones (31,32), said packaging sheet material (1) at said innermost crease lines (33b,34b) of said first and second double crease lines (33a-34b) comprising a fibre-based layer (2) covered on both sides with layers (3,4) of plastics material, an aseptic barrier layer (5) superimposed on one of said layers (4) of plastics material, and an inner surface layer of plastics material (6) superimposed on said aseptic barrier layer (5).
- A pre-creased packaging sheet material according to one or more of claims 1-3, characterized in that sheet material is in the form of a web.
- A pre-creased packaging sheet material according to one or more of claims 1-3, characterized in that sheet material is in the form of a blank.
- A pre-creased packaging sheet material for manufacturing aseptic packages for pourable food products according to claim 2, characterized in that it further comprises third and fourth double crease lines (35a-36b) positioned on said fourth transverse crease line (19) internally of said first and second double crease lines (33a-34b) between said lower sealing fin (27) and said lower end portion (21), said third and fourth double crease lines (35a-36b) extending substantially perpendicularly with respect to said first and second crease lines (33a-34b) and lying outside said reduced thickness portions (31,32).
- An aseptic package for pourable food products (30), characterized in that it comprises a pre-creased packaging sheet material as defined in claims 1-4.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK98102532T DK0936150T3 (en) | 1998-02-13 | 1998-02-13 | Pre-folded packaging sheet material for packaging of pourable food and packaging made thereby |
| AT98102532T ATE264792T1 (en) | 1998-02-13 | 1998-02-13 | PRE-SCORED SHEET MATERIAL FOR PACKAGING LIQUID FOODS AND PACKAGING MADE THEREFROM |
| DE69823325T DE69823325T2 (en) | 1998-02-13 | 1998-02-13 | Notched sheet material for packaging liquid foods and packages made therefrom |
| EP98102532A EP0936150B1 (en) | 1998-02-13 | 1998-02-13 | Pre-creased packaging sheet material for packaging pourable food products, and packages obtained thereby |
| ES98102532T ES2218723T3 (en) | 1998-02-13 | 1998-02-13 | SHEET MATERIAL FOR PACKAGING, PRE-FOLDED, TO PACK VERTIBLE FOOD PRODUCTS, AND CONTAINERS OBTAINED WITH IT. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP98102532A EP0936150B1 (en) | 1998-02-13 | 1998-02-13 | Pre-creased packaging sheet material for packaging pourable food products, and packages obtained thereby |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0936150A1 true EP0936150A1 (en) | 1999-08-18 |
| EP0936150B1 EP0936150B1 (en) | 2004-04-21 |
Family
ID=8231408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98102532A Expired - Lifetime EP0936150B1 (en) | 1998-02-13 | 1998-02-13 | Pre-creased packaging sheet material for packaging pourable food products, and packages obtained thereby |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0936150B1 (en) |
| AT (1) | ATE264792T1 (en) |
| DE (1) | DE69823325T2 (en) |
| DK (1) | DK0936150T3 (en) |
| ES (1) | ES2218723T3 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10121899A1 (en) * | 2001-04-30 | 2002-11-07 | Joachim Schropp | One-piece cut for a folding box |
| WO2003037730A1 (en) * | 2001-11-02 | 2003-05-08 | Tetra Laval Holdings & Finance Sa | Web packaging material for packaging food products |
| EP1413520A1 (en) | 2002-10-24 | 2004-04-28 | Tetra Laval Holdings & Finance S.A. | Sealing jaw |
| WO2005042358A1 (en) * | 2003-10-21 | 2005-05-12 | Tetra Laval Holdings & Finance, S.A. | Multi-sided package with easily openable lid |
| WO2009131496A1 (en) * | 2008-04-21 | 2009-10-29 | Tetra Laval Holdings & Finance S.A. | Inside creasing on a packaging laminate, a packaging container made from the packaging laminate, and a method for producing the packaging laminate |
| WO2013010815A1 (en) | 2011-07-19 | 2013-01-24 | Unilever N.V. | A carton |
| DE102017123011A1 (en) | 2017-10-04 | 2019-04-04 | Sig Technology Ag | Packing jacket, packaging and method of making a package |
| DE102017123010A1 (en) | 2017-10-04 | 2019-04-04 | Sig Technology Ag | Packing jacket, packaging and method of making a package |
| US10850887B2 (en) | 2016-04-04 | 2020-12-01 | Sig Technology Ag | Carton sleeve, carton and method for producing a carton |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009050419A1 (en) * | 2009-10-22 | 2011-04-28 | Sig Technology Ag | Perforated container of a sheet-like composite with at least one outside polyamide layer and a method for its production |
| DE102016003826A1 (en) | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Packing jacket, packaging and method of making a package |
| DE102016003827A1 (en) | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Blank, packaging sheath, packaging and method of making a blank, a package sheath and a package |
| DE102016003824A1 (en) | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Packing jacket, packaging and method of making a package |
| WO2019068384A1 (en) | 2017-10-04 | 2019-04-11 | cSIG TECHNOLOGY AG | Packaging sleeve, packaging and method for producing a packaging |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0000374A1 (en) * | 1977-07-11 | 1979-01-24 | Ab Tetra Pak | A method of manufacturing a packing laminate and a packing laminate manufactured according to this method |
| EP0011348A1 (en) * | 1978-11-21 | 1980-05-28 | Ab Tetra Pak | A packing container and a laminate for its manufacture |
| EP0027668A1 (en) * | 1979-10-18 | 1981-04-29 | Ab Tetra Pak | Packing laminate provided with crease lines |
| US4819861A (en) * | 1986-02-12 | 1989-04-11 | Jujo Paper Co., Ltd. | Paper container for liquid |
| WO1997034809A1 (en) * | 1996-03-21 | 1997-09-25 | Tetra Laval Holdings & Finance S.A. | Packaging container and a blank for producing the same |
-
1998
- 1998-02-13 AT AT98102532T patent/ATE264792T1/en not_active IP Right Cessation
- 1998-02-13 EP EP98102532A patent/EP0936150B1/en not_active Expired - Lifetime
- 1998-02-13 DK DK98102532T patent/DK0936150T3/en active
- 1998-02-13 DE DE69823325T patent/DE69823325T2/en not_active Expired - Fee Related
- 1998-02-13 ES ES98102532T patent/ES2218723T3/en not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0000374A1 (en) * | 1977-07-11 | 1979-01-24 | Ab Tetra Pak | A method of manufacturing a packing laminate and a packing laminate manufactured according to this method |
| EP0011348A1 (en) * | 1978-11-21 | 1980-05-28 | Ab Tetra Pak | A packing container and a laminate for its manufacture |
| EP0027668A1 (en) * | 1979-10-18 | 1981-04-29 | Ab Tetra Pak | Packing laminate provided with crease lines |
| US4819861A (en) * | 1986-02-12 | 1989-04-11 | Jujo Paper Co., Ltd. | Paper container for liquid |
| WO1997034809A1 (en) * | 1996-03-21 | 1997-09-25 | Tetra Laval Holdings & Finance S.A. | Packaging container and a blank for producing the same |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10121899A1 (en) * | 2001-04-30 | 2002-11-07 | Joachim Schropp | One-piece cut for a folding box |
| US7261232B2 (en) | 2001-04-30 | 2007-08-28 | Joachim Schropp | Folded box |
| WO2003037730A1 (en) * | 2001-11-02 | 2003-05-08 | Tetra Laval Holdings & Finance Sa | Web packaging material for packaging food products |
| EP1413520A1 (en) | 2002-10-24 | 2004-04-28 | Tetra Laval Holdings & Finance S.A. | Sealing jaw |
| WO2004037651A1 (en) | 2002-10-24 | 2004-05-06 | Tetra Laval Holding & Finance S.A. | Sealing jaw |
| WO2005042358A1 (en) * | 2003-10-21 | 2005-05-12 | Tetra Laval Holdings & Finance, S.A. | Multi-sided package with easily openable lid |
| WO2009131496A1 (en) * | 2008-04-21 | 2009-10-29 | Tetra Laval Holdings & Finance S.A. | Inside creasing on a packaging laminate, a packaging container made from the packaging laminate, and a method for producing the packaging laminate |
| WO2013010815A1 (en) | 2011-07-19 | 2013-01-24 | Unilever N.V. | A carton |
| US10850887B2 (en) | 2016-04-04 | 2020-12-01 | Sig Technology Ag | Carton sleeve, carton and method for producing a carton |
| DE102017123011A1 (en) | 2017-10-04 | 2019-04-04 | Sig Technology Ag | Packing jacket, packaging and method of making a package |
| DE102017123010A1 (en) | 2017-10-04 | 2019-04-04 | Sig Technology Ag | Packing jacket, packaging and method of making a package |
Also Published As
| Publication number | Publication date |
|---|---|
| DK0936150T3 (en) | 2004-07-19 |
| ES2218723T3 (en) | 2004-11-16 |
| ATE264792T1 (en) | 2004-05-15 |
| EP0936150B1 (en) | 2004-04-21 |
| DE69823325D1 (en) | 2004-05-27 |
| DE69823325T2 (en) | 2005-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0936150B1 (en) | Pre-creased packaging sheet material for packaging pourable food products, and packages obtained thereby | |
| DK2576362T3 (en) | SEALED LIQUID FOOD PACKAGING AND PACKAGING MATERIAL FOR MANUFACTURING LIQUID LIQUID FOOD PACKAGING | |
| CA1109438A (en) | Packing container and a laminate for its manufacture | |
| US4287247A (en) | Packing laminate provided with crease lines | |
| EP3212521B1 (en) | Sheet packaging material for producing sealed packages for pourable food products | |
| EP1440010B1 (en) | Gable-top package for pourable food products | |
| JPS6311141B2 (en) | ||
| KR20060131967A (en) | Gable-top package for pourable food products and method for dimensioning thereof | |
| EP3219633B1 (en) | A sheet packaging material | |
| US20160325872A1 (en) | Sealed package for pourable food products and a basic unit of sheet packaging material for producing sealed packages for pourable food products | |
| JP4181993B2 (en) | Packaging sheet material for packaging pourable food | |
| EP1316508B1 (en) | Package for pourable food products | |
| EP4317002A1 (en) | Packaging blank for forming a package and package formed from a packaging blank | |
| US11932461B2 (en) | Sheet packaging material for producing sealed packages for liquid food products | |
| MX2008008379A (en) | Forming device, machine, packaging laminate web, forming method and process in producing packages |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE DK ES FR GB IT LI NL SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000118 |
|
| AKX | Designation fees paid |
Free format text: AT CH DE DK ES FR GB IT LI NL SE |
|
| 17Q | First examination report despatched |
Effective date: 20020823 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE DK ES FR GB IT LI NL SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69823325 Country of ref document: DE Date of ref document: 20040527 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: A. BRAUN, BRAUN, HERITIER, ESCHMANN AG PATENTANWAE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2218723 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050124 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20080226 Year of fee payment: 11 Ref country code: DK Payment date: 20080228 Year of fee payment: 11 Ref country code: CH Payment date: 20080228 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20080227 Year of fee payment: 11 Ref country code: NL Payment date: 20080224 Year of fee payment: 11 Ref country code: IT Payment date: 20080227 Year of fee payment: 11 Ref country code: GB Payment date: 20080227 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: TETRA LAVAL HOLDINGS & FINANCE SA Free format text: TETRA LAVAL HOLDINGS & FINANCE SA#70, AVENUE GENERAL-GUISAN, P.O. BOX 430#1009 PULLY (CH) -TRANSFER TO- TETRA LAVAL HOLDINGS & FINANCE SA#70, AVENUE GENERAL-GUISAN, P.O. BOX 430#1009 PULLY (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20080122 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080218 Year of fee payment: 11 Ref country code: DE Payment date: 20080331 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20090901 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090901 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090214 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090214 |