EP0889151A1 - Nassverfahren zur Herstellung fasriger Strukturen mit zur Nassfaser-Bahn beigefügten nichtquellenden Partikeln - Google Patents
Nassverfahren zur Herstellung fasriger Strukturen mit zur Nassfaser-Bahn beigefügten nichtquellenden Partikeln Download PDFInfo
- Publication number
- EP0889151A1 EP0889151A1 EP97110728A EP97110728A EP0889151A1 EP 0889151 A1 EP0889151 A1 EP 0889151A1 EP 97110728 A EP97110728 A EP 97110728A EP 97110728 A EP97110728 A EP 97110728A EP 0889151 A1 EP0889151 A1 EP 0889151A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fibre web
- particulate material
- fibres
- wet
- wet laid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/413—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing granules other than absorbent substances
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/50—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by form
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
Definitions
- the present invention relates to a process for manufacturing fibrous structures comprising a wet laid fibre web comprising substantially water insoluble, substantially non water swellable particulate material, and to fibrous structures manufactured according to this process.
- the structures are preferably intended for acquisition/distribution and/or absorption of aqueous fluids and the particulate material comprised therein also provides the structure with added benefits, e.g. odour control; the structures are particularly suitable for use in disposable absorbent articles.
- Fibrous structures particularly fibrous structures for absorbing liquids are manufactured for many uses, for example they are incorporated into absorbent articles such as disposable diapers, incontinent pads and catamenial napkins as fluid absorption or fluid transmission and/or diffusion elements, for example as absorbent cores that are intended to absorb and retain body fluids.
- Fibrous structures, and more specifically fibrous structures used in absorbent articles as fluid absorption or fluid transmission and/or diffusion elements can comprise one or more further components so as to improve their specific performances; for example, absorbent structures that comprise fibres and a particulate material, such as an odour control material in particle form, are known in the art. Further components can be also included to provide the structure with added benefits.
- wet laying processes are widely used to produce fibrous webs using papermaking techniques.
- natural or manufactured fibres are suspended in water to obtain a uniform distribution.
- the fibre and water suspension, or "slurry” flows onto a moving wire screen, the water passes through, leaving the fibres randomly laid in a uniform web. Additional water is then squeezed out of the web and the remaining water is removed by drying. Bonding may be completed during drying or a bonding agent, e.g. an adhesive, may be subsequently added to the dried web and the web cured.
- the fibrous webs produced by wet laying process are particularly suitable for use as fluid absorption or fluid transmission and/or diffusion elements in absorbent articles, such as disposable diapers, sanitary napkins, incontinent pads, and wipes.
- Wet laid structures have a number of advantages as compared to similar types of structures which are prepared, e.g., by air laying.
- Wet-laid structures wick body fluids much better than similar air-laid structures. This is because wet-laid structures suffer less wet collapse than do air-laid structures. This, in turn, enables the wet-laid structures to maintain their capillary channels and void spaces better.
- Wet-laid structures are also significantly stronger than are air-laid structures from the standpoint of tensile strength. Such comparatively high tensile strength manifests itself when the wet-laid structures are either wet or dry. They show usually a higher density and a lower thickness as compared to air laid structures having the same basis weight.
- particulate material into wet laid fibre webs is known, but it suffers some drawbacks.
- particles are added to wet laid structures after the drying stage; usually a dried sheet made by wet laying process is sprayed with water or other liquid such as an adhesive, before the particulate material is applied onto the sheet, and optionally a further layer, e.g. a fibrous layer, is superimposed to the sheet, in order to form a composite laminate structure.
- the added liquid helps the particles become affixed to the sheets, preventing their migration during manufacture or transportation, and also aids in lamination. This type of manufacture is expensive since rewetting of the dried base sheet to promote adhesion of the particles and optionally lamination involves a further drying stage to remove the added water.
- an adhesive though capable of providing a stronger binding between fibres and particles, requires a further curing stage, possibly a drying stage in case of water based or solvent based adhesives, and moreover is unsuitable in case of rather high amounts of particles added to the sheet.
- the particles would in fact form a sort of continuous layer, and adhesion of these particles to the sheet, and to the optional further layer, requires a proportionally high amount of adhesive, that impairs the characteristics of the active particles, and of the whole composite structure as well.
- a method of this latter type for manufacturing a wet laid structure comprising a particulate material added after the drying stage of the wet laying process is described e.g. in US 5,300,192 of Weyerhaeuser Company, according to which particles are bound to the fibres by means of a binder provided during the production of the web.
- the binder can be reactivated at a later stage, so that particles can be added during the web formation process or, preferably, when the web is subsequently used in a production line, for example by defiberization of the web and then air laying. Nevertheless the wet laid structure itself still has the same drawbacks mentioned above.
- EP-A-359 615 and EP-A-719 531 of James River Corporation of Virginia and Kao Corporation describe alternative processes of forming absorbent sheets comprising wet laid fibrous layers and absorbent gelling material particles, also known in the art as "superabsorbent" particles.
- the absorbent gelling material particles are distributed onto a wet laid fibrous web when it is still wet, i.e., before the drying stage, and then the web is covered with another layer, possibly a fibrous layer, so that the particles are not present on the surface of the absorbent sheet.
- absorbent gelling material particles into the wet laid web prior to the drying stage is considered advantageous since the fibres constituting the web have a high degree of freedom when they are still wet, and therefore the absorbent gelling material particles spread over the fibrous web can penetrate, at least to a certain extent, from the surface to the inside of the fibrous web.
- the incorporation of particles of absorbent gelling material into the wet web takes also advantage of the swelling of the particles themselves upon absorption of the water still present in the web: the particles become tacky and adhere to the fibres of the web, so acting as a binder for the web, that therefore does not necessarily require other specific binder means.
- absorbent gelling material particles in a wet laid structure prior to the drying stage still shows some drawbacks due to the behaviour of the absorbent gelling materials themselves.
- the swelling of this type of materials upon water absorption can in fact impair the capacity of the swollen absorbent gelling material particles to easily penetrate trough the thickness of the web, owing to the increase in volume and to the tackiness of the particles. Therefore such particles can become unable to achieve a more uniform distribution, starting from the surface onto which they are spread.
- a further disadvantage of this type of structures is that swelling particulate material incorporated into the fibrous web perform a binding action on the fibrous web upon drying which changes according to the percentage and to the distribution of the particles themselves into the fibrous web.
- the extent to which a wet laid fibre web is bound, or binding level is generally correlated to the stiffness of the resulting structure, therefore, in order to have structures with different amounts of superabsorbent particles featuring a rather uniform binding level involving the stiffness values that are commonly preferred, e.g. in the field of disposable absorbent articles, it can be necessary to adjust in some way this binding level.
- It is therefore an object of the present invention to provide a process for manufacturing fibrous structures for acquisition/distribution and/or absorption of aqueous fluids comprising a wet laid fibre web with a binding means and a particulate material distributed on a surface of the wet laid fibre web, in which the particulate material penetrates within a substantial portion of the thickness of the wet laid fibre web.
- the present invention relates to a process for manufacturing a fibrous structure comprising fibres, a binding means, and a particulate material being substantially water insoluble and substantially non water swellable.
- the process comprises the steps of:
- the invention further relates to a fibrous structure comprising a wet laid fibre web comprising a binding means and a substantially water insoluble and substantially non water swellable particulate material distributed on one surface of the wet laid fibre web and penetrating into a substantial portion of the thickness thereof.
- the present invention relates to a process for manufacturing a fibrous structure preferably intended for acquisition/distribution and/or absorption of aqueous fluids, and to fibrous structures manufactured according to the process.
- the structure comprises a wet laid fibre web comprising substantially water insoluble, substantially non water swellable particulate material.
- the structures of the present invention are incorporated into absorbent articles, preferably as fluid acquisition/distribution structures, that are intended to receive and distribute the various aqueous body fluids.
- the structures can be also incorporated as absorbent structures that are intended to absorb and retain body fluids.
- the substantially water insoluble, substantially non water swellable particulate material comprised in the wet laid fibre web provides the structure with added benefits, e.g.
- Absorbent articles and more specifically disposable absorbent articles, refer to articles such as sanitary napkins, disposable diapers, incontinent pads, that are worn by a user adjacent to the body and are intended to absorb and contain the various body fluids that are discharged from the body (e.g., vaginal discharges, menses, sweat, and/or urine) and which are intended to be discarded after a single use.
- body fluids e.g., vaginal discharges, menses, sweat, and/or urine
- particle material is meant a substance in form of discrete particles.
- the particles can be variously shaped such as spherical, rounded, angular, acicular, or irregular.
- substantially water insoluble refers to materials that substantially do not dissolve in water, and that therefore retain their solid particulate form following contact with water.
- substantially non water swellable are meant materials that, although capable of absorbing water, usually in relatively low amounts, for example by surface adsorption and/or pore filling via capillary flow, do not swell, i.e. these materials do not substantially increase their volume upon absorption.
- the swelling mechanism is well known from the field of the so called superabsorbent materials; such materials are typically constituted by a tridimensional polymeric network that, upon contact with a solvent, usually water, uncoils the polymer chains to more open conformations so that each chain maximizes its contact with the solvent molecules, and thus swelling of the network with formation of a gel structure takes place. The absorption therefore involves a partial solubilization of the absorbing material.
- Suitable materials according to the present invention are those that preferably do not form gels with water and absorb less than 5 times their own weight of water, more preferably less than 1.5 times.
- materials that are substantially non water swellable according to the present invention do not form a tacky surface upon contact with water, even when they are capable of absorbing a limited amount of it.
- Such materials can comprise pure substances or agglomerates thereof, provided that as a whole they satisfy the preferred requirement of substantial non swellability.
- the fibrous structures according to the present invention can constitute integrally an element of a disposable absorbent article, e.g. the absorbent core or a fluid acquisition/distribution element, or they can be comprised therein as part of such an element.
- the particulate material comprised therein is capable of providing the fibrous structure with an added benefit, e.g. control of the odours typically associated with the body fluids that contact the fibrous structure.
- Disposable absorbent articles such as for example sanitary napkins, pantiliners, incontinent pads, or diapers, typically comprise a fluid pervious topsheet, a fluid impervious backsheet, that can optionally be water vapour and/or gas pervious, an absorbent core comprised therebetween, and, preferably, a fluid acquisition/distribution layer, usually positioned between the topsheet and the absorbent core.
- the fibrous structures of the present invention can be made using conventional equipment designed for wet laying processes.
- the invention will be hereinafter described as a process for manufacturing a fibrous structure constituted by a wet laid fibre web comprising the particulate material, which is capable of providing acquisition/distribution of aqueous fluids, particularly body fluids, and furthermore control of the odours associated with the absorbed fluids, and as a fibrous structure manufactured according to this process, said structure being intended to be incorporated as acquisition/distribution layer in a disposable absorbent article, e.g. a sanitary napkin.
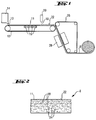
- FIG. 1 is a simplified schematic illustration of a preferred embodiment for the manufacture of a fibrous structure 8 of the present invention.
- wetlaying fibrous material to form sheets such as dry lap and paper are well known in the art. These techniques are generally applicable to the wet-laying of fibres to form wetlaid fibre webs according to the process of the present invention. Suitable wetlaying techniques include handsheeting, and wetlaying with the utilization of papermaking machines as disclosed, for instance, by L.H. Sanford et al. in U.S. Pat. No. 3,301,746.
- wetlaid fibre webs can be made by depositing an aqueous slurry 10 of fibres onto a foraminous forming wire 12, dewatering the wetlaid slurry 10 to form a wet web 11, and drying the wet web.
- the aqueous slurries of fibres for wetlaying will have a fibre consistency of between about 0.05% and about 2.0%, preferably between about 0.05% and about 0.2% of total slurry weight basis.
- Deposition of the slurry 10 is typically accomplished using an apparatus 14 known in the art as a headbox.
- the headbox 14 has an opening, known as a slice, for delivering the aqueous slurry 10 of fibres onto the foraminous forming wire 12.
- the foraminous forming wire 12 is often referred to in the art as a Fourdrinier wire.
- the Fourdrinier wire can be of construction and mesh size used for dry lap or other papermaking processing.
- mesh sizes of about 70 to about 100 are used (all mesh sizes referred to herein shall be based upon the Tyler standard screen scale, unless otherwise specifically indicated.).
- Conventional designs of headboxes known in the art for drylap and tissue sheet formation may be used. Suitable commercially available headboxes include, for example, fixed roof, twin wire, and drum former headboxes.
- the wet laid web 11 is dewatered and dried. Dewatering can be performed with suction boxes 16 or other vacuum devices. Typically, dewatering increases the fibre consistency to between about 8% and about 45%, total wet web weight basis, preferably between about 8% and about 22%. Dewatering to consistencies above about 22% may require wet-pressing and is less preferred.
- Any natural or synthetic fibre can be used in the fibrous structures manufactured according to the process of the present invention, such as cellulose, rayon, nylon, polyester, polyolefin, or bicomponent fibres; crimped fibres or synthetic wood pulp fibres can also be used.
- Chemically stiffened cellulosic fibres such as those described in US Patents 4,889, 597 and 5,217,445 can also be used. Particularly preferred are wood pulp fibres.
- the substantially water insoluble, substantially non water swellable particulate material 18 is distributed by means of a distributor unit 20 onto a surface 22 of the wet laid fibre web 11. As illustrated in FIG. 1, the particulate material 18 is distributed onto the fibre web when it still runs on the forming wire 12.
- the constituent fibres still possess a high degree of freedom, therefore the particulate material 18 spread onto a surface 22 of the fibre web 11 is able to penetrate among the fibres 24 from the surface 22 to the inside of the web 11 into a substantial portion of the thickness of the web itself, as illustrated in FIG. 2 that shows a fibrous structure 8 according to the present invention.
- the particulate material 18 penetrates into at least 50% of the thickness of the fibre web 11, more preferably into at least 80% of said thickness.
- the substantially water insoluble, substantially non water swellable particulate material 18 can only become wetted, and possibly even absorb a certain amount of water when it comes into contact with the still wet fibre web 11, but do not swell and do not become tacky with water, differently from the absorbent gelling material particles of the prior art. Therefore the substantially water insoluble, substantially non water swellable particulate material 18 distributed onto a surface 22 of the fibre web 11 according to the present invention is not hindered from penetrating easily among the fibres 24 through the thickness of the web by an increased volume and by the tackiness of the surface of the particles, as prior art swelling particles are.
- the water content of the dewatered wet laid fibre web 11 can be kept sufficiently high so as to achieve a better penetration of the particulate material 18 among the fibres 24, and therefore a more uniform distribution within the thickness of the web 11, starting from the surface 22 of the fibre web where the particulate material 18 is distributed, also in case of thicker wet laid webs 11.
- particulate material 18 can also be added to the wet laid fibre web 11, without the risk of formation of an almost continuous layer of particles 18 superimposed to the wet laid fibre web 11, as can be the case when swelling, e.g. superabsorbent, particulate material is used; the time interval between the distribution of the particulate material 18 onto the wet laid fibre web 11 and the drying step can be accordingly increased in order to achieve a more uniform penetration through the thickness of the web.
- the amount and the dimensions of the particles and the water content of the fibre web 11 at the moment of the distribution of the particulate material 18 it is also possible to achieve different preferred distributions of the particulate material 18 within the thickness of the fibre web 11, which can be beneficial for certain uses of the resulting structure, without being impaired by the volume increase and/or by the surface tackiness of the particulate material 18.
- Such distributions can range from the already mentioned nearly uniform distribution throughout the fibre web thickness, to a distribution with a more pronounced density gradient having the highest concentration of particulate material 18 nearer to the surface 22.
- particulate material that is substantially water insoluble and substantially non water swellable, and that can provide the fibrous structure with a benefit, can be used in the process and in the product of the present invention.
- Particularly suitable is particulate material capable of providing the fibrous structure with odour control, but other activities are also possible, for example particulate material for providing ion exchange capacity, be it in connection with odour control or not.
- the fibrous structures according to the present invention are intended to come into contact with body fluids.
- Preferred particulate materials are therefore those capable of controlling unpleasant odours associated with body fluids.
- Any suitable odour control agent known in the art can be preferably incorporated in form of particulate material in fibrous structures according to the present invention, provided that it is substantially water insoluble and substantially non water swellable.
- substantially water insoluble, substantially non water swellable particulate material for odour control can comprise chlorophyll particles, activated carbon granules, charcoal, ion exchange resin, activated alumina, and zeolite materials, including the well known "molecular sieve" zeolites of the type A and X and the zeolite materials marketed under the trade name ABSCENTS by the Union Carbide Corporation and UOP.
- Suitable odour control particulate material used in the present invention can also comprise other compounds such as chitin, silica gel, diatomaceous earth, polystyrene derivatives, starches, and the like, or agglomerates thereof, e.g. agglomerated particles of zeolite and silica with a binder.
- a preferred substantially water insoluble, substantially non water swellable particulate material for providing odour control is a mixture of particles of zeolite and silica, preferably in form of silica gel.
- the average dimensions of the substantially water insoluble, substantially non water swellable particulate material used according to the present invention can be between 50 microns and 1500 microns, preferably between 100 microns and 800 microns.
- the fibre web 11 comprising the substantially water insoluble, substantially non water swellable particulate material 18 can be, but this is not necessary, transferred from the forming wire 12 to a drying fabric 26 which transports the fibre web 11 to drying apparatuses 28.
- the drying fabric 26 is preferably coarser than the forming wire 12, for increased drying efficiency.
- the drying fabric 26 preferably has about 30% to about 50% open area and about 15% to about 25% knuckle area, such as a 31x25 3S (satin weave) fabric that has been sanded to increase the knuckle area to within the preferred range.
- Wet microcontraction is preferably implemented during transfer from the forming wire to the fabric. Wet microcontraction can be accomplished by running the forming wire 12 at a speed which is from about 5% to about 20% faster than the speed at which the fabric 26 is being run. Drying can be accomplished with a thermal blow-through dryer 28 or vacuum device such as a suction box, although thermal blow-through drying is preferred.
- the wetlaid webs are preferably dried to completion (generally to fibre consistency between about 90% and about 95% based on the web weight without the particles) by the thermal blow-through dryers 28.
- Steam drum drying apparatus known in the art, such as Yankee drum dryers, can be also used.
- the dried webs are preferably not creped.
- the dewatered web can be removed from the forming wire placed on a drying screen and dried (unrestrained) in a batch drying process by, for example, a thermal blow through dryer or a forced convection steam heated oven.
- fibres in wet laying processes can have a tendency to flocculate, or form clumps, in aqueous solution.
- the aqueous slurry should be pumped to the headbox 14 at a linear velocity of at least about 0.25 m/sec.
- the linear velocity of the slurry 10 upon exit from the headbox slice be from about 2.0 to about 4.0 times the velocity of the forming wire 12.
- Known processes for producing the wet laid fibre webs 11 of the present invention comprising the substantially water insoluble, substantially non water swellable particulate material 18, usually form lower tensile strength sheets, particular in the undried condition. Moreover, almost no binding action can be performed by the particulate material 18 comprised therein, owing to the fact that it is substantially water insoluble and substantially non water swellable, and therefore not capable of sticking to the fibres, as it is the case, for example, of the swellable particulate material, e.g. absorbent gelling material in particle form, of the prior art.
- a binding means can be integrally incorporated into or onto the web. This can be done by adding the binding means to the fibres prior to web formation, e.g. in the slurry, or by applying the binding means (chemical additive binders) to the wetlaid fibre web after deposition on the forming wire and before drying, either before or after distribution of the particulate material, or also after drying, or a combination thereof.
- suitable binding means for increasing physical integrity of the fibrous structures 8 of the present invention constituted by a wet laid fibre web comprising substantially water insoluble, substantially non water swellable particulate material include chemical additives, such as resinous binders, latex, and starch known in the art for providing increased integrity to fibrous webs.
- resinous binders include those which are known for their ability to provide wet strength in paper structures, such as can be found in TAPPI monograph series No. 29, Wet Strength in Paper and Paperboard, Technical Association of the Pulp and Paper Industry (New York, 1954).
- Suitable resins include polyamideepichlorohydrin and polyacrylamide resins.
- resins finding utility in this invention are urea formaldehyde and melamine formaldehyde resins.
- the more common functional groups of these polyfunctional resins are nitrogen containing groups such as amino groups and methylol groups attached to nitrogen.
- Polyethylenimine type resins may also find utility in the present invention.
- Starch particularly cationic, modified starches may also find utility as chemical additives in the present invention.
- Such cationic starch materials generally modified with nitrogen containing groups such as amino groups and methylol groups attached to nitrogen, may be obtained from Natural Starch and Chemical Corporation, located in Bridgewater, N.J.
- Other suitable binders include, but are not limited to, polyacrylic acid polyvinyl acetate.
- the level of chemical additive binders which are added will typically be from about 0.25% to about 2% based on the web weight without the particles. Chemical additive binders which are hydrophilic, however, can be utilized in larger quantities. Chemical additive binders can be applied to dried or undried webs by printing, spraying, or other methods known in the art.
- Preferred chemical binders are heat curing liquid compositions activatable by heat treatment, such as water based emulsions or dispersions of heat coagulatable synthetic polymers or copolymers (latexes).
- the binding means of the wet laid fibre web comprises from about 10% to about 50%, preferably from about 25% to about 45%, more preferably from about 30% to about 45%, based on the web weight without the particles, of a thermoplastic binding material, wherein the thermoplastic binding material provides bond sites at intersections of the fibres, and possibly involves the particulate material distributed therein.
- a thermoplastic binding material e.g. thermophilic fibres and thermally fusible bonding fibres, which are preferably evenly distributed throughout.
- the thermoplastic fibrous material can be intermixed with the hydrophilic fibres, e.g.
- the wet laid fibre web is thermally bonded by heating the web until the thermoplastic fibres melt. Upon melting, at least a portion of the thermally fusible bonding fibres will migrate to intersections of the cellulosic fibres and, to a lesser extent, of the fibres with the particulate material. These intersections become bond sites for the thermoplastic material. The web is then cooled, and migrated thermoplastic material bonds the cellulosic fibres together at the bond sites, at the same time stabilizing the particulate material comprised in the structure.
- thermoplastic binding materials useful for the wet laid fibre web of the present invention herein include any thermoplastic polymer which can be melted at temperatures which will not damage the fibres and the particulate material.
- the melting point of the thermoplastic binding material will be less than about 175 C°, preferably between about 75 C° and about 175 C° In any case, the melting point should be no lower than temperatures at which the articles of this invention are likely to be stored, whereby melting point will be typically no lower than about 50 C°.
- the thermoplastic binding material may, for example, be polyethylene, polypropylene, polyester, polyvinylchloride, polyvinylidene chloride.
- the thermoplastic material will preferably not significantly imbibe or absorb aqueous fluid.
- the surface of the thermoplastic material can be hydrophilic or hydrophobic (As used herein, the terms “hydrophilic” and “hydrophobic” shall refer to the extent to which the surfaces are wetted by water). Hydrophobic material becomes more preferred at higher percentage of thermoplastic binder material, particularly at percentages above about 40%.
- Thermoplastic fibres for use herein can be on the order of about 0.1 cm to about 6 cm long, preferably from about 0.3 cm to about 3.0 cm.
- a preferred type of thermoplastic fibrous material is commercially known and available as PULPEXTM (Hercules, Inc., Wilmington, Del., USA).
- PULPEX is a polyolefin material having a very high surface area to mass ratio, which, in general, is made by spraying molten polymer and gas through a nozzle into a vacuum.
- PULPEX is available in both polyethylene and polypropylene forms.
- Thermally fusible bonding fibres can be substituted by a thermoplastic polymeric material in finely divided form, e.g. in form of powder.
- thermoplastic polymeric material in finely divided form has fluidity characteristics such as to enable the necessary bonds among the fibres, and, to a lesser extent, between fibres and the particulate material, to be formed rapidly.
- thermoplastic polymeric material in finely divided form having a melt flow index (M.F.I.), evaluated by the ASTM method D 1238-85 under conditions 190/2.16, of at least 25 g/10 min, preferably at least 40 g/10 min, and even more preferably at least 60 g/10 min.
- M.F.I. melt flow index
- thermoplastic polymeric material composed of powder of high-density polyethylene with maximum dimensions of the particles of about 400 microns, characterized by a melt flow index of about 50 g/10 min.
- thermoplastic bonding material is preferably melted by through-air bonding, however other methods such as infra red light, etc. are not meant to be excluded.
- the web can be subjected to by heat embossing on one or both faces of the web. This technique is described in further detail in U.S. Pat. No. 4,590,114.
- the activation of the binding means is performed by a heating step intended for curing a heat curing liquid binder, or alternatively for melting a thermoplastic bonding material, either in fibrous or powder form. More preferably, as shown in the embodiment of the present invention illustrated in FIG. 1, the heating step is performed during drying of the wet laid fibre web 11 in the thermal blow-through drier 28, where thermally fusible bonding fibres comprised in the wet laid fibre web are caused to melt in order to bind the dried web of wood pulp fibres comprising the particulate material 18, therefore avoiding the risk of loss of particles from the fibre web 11 during the drying stage.
- the binding means can only refer to a hydrogen bonding capability of the fibres comprised in the wet laid fibre web.
- Fibres capable of hydrogen bonding e.g. the preferred wood pulp fibres, can in fact form a wet laid fibre web in which bonding occurs between the fibres owing to hydrogen bonds.
- the activation of the binding means corresponds to the formation of the hydrogen bonds between the fibres during the drying step, and addition of no further specific binding means is then required.
- Scrims such as tissue sheets and other water pervious nonwoven sheets can be used as external support in addition to or in place of the binding means described above.
- the binding level of the wet laid fibre web comprising the particulate material is performed exclusively by the binding means and is not influenced by the particulate material itself, even when present in relatively high amount and with not totally uniform distribution, owing to its characteristics of substantial water insolubility and non water swellability that make the particulate material almost inert towards the fibres. Therefore the desired degree of binding level can be easily provided and controlled by incorporation of suitable binding means, substantially independently of the amount of particulate material comprised in the wet laid fibre web, as can be readily determined by the man skilled in the art.
- the wet laid fibre webs that in a preferred embodiment constitute integrally the fibrous structures of the present invention will preferably have dry basis weights of less than about 1000 g/m2 and dry densities of less than about 0.60 g/cm3.
- fibrous structures having dry basis weights ranging from about 10 g/m2 to about 1000 g/m2, preferably from about 100 g/m2 to about 800 g/m2, more preferably from about 150 g/m2 to about 400 g/m2, and dry densities between about 0.02 g/cm3 and 0.20 g/cm3, more preferably between about 0.02 g/cm3 and about 0.15 g/cm3 are particularly suitable as fluid acquisition/distribution layers in disposable absorbent articles.
- Density and basis weight can be substantially uniform although nonuniform density and/or basis weight, and density and/or basis weight gradients, are meant to be encompassed herein.
- the fibrous structure can contain regions of relatively higher or relatively lower density and basis weight, preferably not exceeding the foregoing ranges.
- the wet laid fibre web that constitutes the fibrous structure comprises from about 50% to 100% of hydrophilic cellulosic fibres, typically wood pulp fibres, and from 0% to about 50% of a binding means, based on the dry web weight without the particles, for increasing physical integrity of the web, to facilitate processing in the wet and/or dry state, and to provide increased integrity upon wetting of the web during use.
- the wetlaid fibre web will comprise at least about 2% of a fibrous binding means.
- Chemical additives can also be used as binding means, and are incorporated into the acquisition/distribution layer at levels typically of about 0.2% to about 2.0%, dry web weight basis without the particles.
- the substantially water insoluble, substantially non water swellable particulate material can be incorporated into the fibrous structures according to the present invention in an amount that ranges from 20 g/m 2 to 400 g/m 2 , preferably from 100 g/m 2 to 300 g/m 2 , more preferably from 150 g/m 2 to 250 g/m 2 , with reference to the total surface area of the fibrous structure.
- the fibrous structures of the present invention can comprise from 2% to 80% by weight of the particulate material, based on the total dry weight of the structure.
- the weight of the particulate material that can be actually used in various fibrous structures intended for different uses can be readily determined by the skilled person bearing in mind the size and the type of the fibrous structure, and its intended use.
- the fibrous structures of the present invention can be constituted integrally by a wet laid fibre web comprising substantially water insoluble, substantially non water swellable particulate material, or can comprise at least a further fibre web, e.g. another wet laid fibre web.
- a further fibre web can be provided over the surface of the wet laid fibre web where the particulate material has been distributed, comprising further binding means that, upon activation and in combination with the binding means comprised in the wet laid fibre web, perform the binding of the further fibre web and to the wet laid fibre web, that together constitute the fibrous structure.
- the further fibre web is a further wet laid fibre web formed directly over the wet laid fibre web after distribution of the particulate material.
- the further fibre web can also be constituted by a previously formed nonwoven layer, or a polymeric film could also be bonded to the wet laid fibre web in order to form a composite structure comprising the fibrous structure of the present invention.
- substantially water insoluble but water swellable particulate material such as for example absorbent gelling material particles, can also be added to the fibrous structures of the present invention after the drying stage of the wet laid fibre web, being included into the fibrous structure and bound with one of the methods known in the art.
- liquids other than water can also be used in the wet laying process of the present invention in order to provide the slurry.
- the characteristics and the type of the particles to be distributed on the wet laid fibre web can therefore be different, as compared to those described hereinbefore, while keeping the substantial non solubility and substantial non swellability with respect to the liquid used as a dispersion medium to provide the fibre suspension.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Nonwoven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Paper (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97110728A EP0889151A1 (de) | 1997-07-01 | 1997-07-01 | Nassverfahren zur Herstellung fasriger Strukturen mit zur Nassfaser-Bahn beigefügten nichtquellenden Partikeln |
| JP50679099A JP2002508038A (ja) | 1997-07-01 | 1998-06-29 | ウエット繊維ウエブへ添加された実質的に非膨潤性粒子を含有するウエットレイイングされた繊維状構造体の製造方法 |
| AU77846/98A AU7784698A (en) | 1997-07-01 | 1998-06-29 | Process for manufacturing wet laid fibrous structures comprising substantially non swellable particles added to the wet fibre web |
| EP98925888A EP0993522A1 (de) | 1997-07-01 | 1998-06-29 | Nassverfahren zur herstellung faseriger strukturen, die zur nassfaserbahn eingefügte unquellbare teilchen enthalten |
| BR9811711-4A BR9811711A (pt) | 1997-07-01 | 1998-06-29 | Processo para fabricar estruturas fibrosas assentadas a úmido comprendendo partìculas substancialmente inintumescìveis adicionadas à manta fibrosa úmida |
| PCT/IB1998/001002 WO1999001614A1 (en) | 1997-07-01 | 1998-06-29 | Process for manufacturing wet laid fibrous structures comprising substantially non swellable particles added to the wet fibre web |
| CA002295741A CA2295741A1 (en) | 1997-07-01 | 1998-06-29 | Process for manufacturing wet laid fibrous structures comprising substantially non swellable particles added to the wet fibre web |
| KR1019997012625A KR20010014432A (ko) | 1997-07-01 | 1998-06-29 | 습윤 섬유 웹에 실질적으로 비팽윤성인 미립자가 첨가된습식 적층된 섬유상 구조물의 제조방법 |
| CN98808235A CN1267347A (zh) | 1997-07-01 | 1998-06-29 | 包含添加至湿纤维纸幅中的基本不溶胀颗粒的湿抄纤维结构的制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97110728A EP0889151A1 (de) | 1997-07-01 | 1997-07-01 | Nassverfahren zur Herstellung fasriger Strukturen mit zur Nassfaser-Bahn beigefügten nichtquellenden Partikeln |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0889151A1 true EP0889151A1 (de) | 1999-01-07 |
Family
ID=8226984
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97110728A Withdrawn EP0889151A1 (de) | 1997-07-01 | 1997-07-01 | Nassverfahren zur Herstellung fasriger Strukturen mit zur Nassfaser-Bahn beigefügten nichtquellenden Partikeln |
| EP98925888A Withdrawn EP0993522A1 (de) | 1997-07-01 | 1998-06-29 | Nassverfahren zur herstellung faseriger strukturen, die zur nassfaserbahn eingefügte unquellbare teilchen enthalten |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98925888A Withdrawn EP0993522A1 (de) | 1997-07-01 | 1998-06-29 | Nassverfahren zur herstellung faseriger strukturen, die zur nassfaserbahn eingefügte unquellbare teilchen enthalten |
Country Status (8)
| Country | Link |
|---|---|
| EP (2) | EP0889151A1 (de) |
| JP (1) | JP2002508038A (de) |
| KR (1) | KR20010014432A (de) |
| CN (1) | CN1267347A (de) |
| AU (1) | AU7784698A (de) |
| BR (1) | BR9811711A (de) |
| CA (1) | CA2295741A1 (de) |
| WO (1) | WO1999001614A1 (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1800638A1 (de) * | 2005-12-20 | 2007-06-27 | Kao Corporation | Absorbierendes Papier und absorbierender Artikel, der dieses benutzt |
| US7635411B2 (en) | 2004-12-15 | 2009-12-22 | Cabot Corporation | Aerogel containing blanket |
| EP2835419A1 (de) | 2013-08-09 | 2015-02-11 | Ahlstrom Corporation | Wäschehilfe und Benutzer derselben |
| EP2835466A1 (de) | 2013-08-09 | 2015-02-11 | Ahlstrom Corporation | Farbstoffempfangsmaterial und Verwendungen dafür |
| EP1954324B2 (de) † | 2005-10-31 | 2015-09-30 | Kimberly-Clark Worldwide, Inc. | Verfahren zum binden eines saugfähigen artikels mit verbesserter geruchskontrolle |
| WO2016055128A1 (en) | 2014-10-06 | 2016-04-14 | Siniat International | Improved mat and related gypsum boards suitable for wet or humid areas |
| EP3034594A1 (de) | 2014-12-15 | 2016-06-22 | Ahlstrom Corporation | Wäschehilfe und deren Verwendung |
| EP3056549A1 (de) | 2015-02-10 | 2016-08-17 | Ahlstrom Corporation | Farbmittelzusammensetzung und Verwendungen davon |
| WO2017162927A1 (en) * | 2016-03-24 | 2017-09-28 | Paptic Ltd | Method of producing a fibrous web containing natural and synthetic fibres |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101694109B1 (ko) * | 2016-09-09 | 2017-01-06 | 정덕영 | 습식 부직포의 제조방법 및 제조장치 |
| EP3784470A4 (de) * | 2018-04-23 | 2022-01-26 | Jerry R. Fram | Anwendungen eines flüssigkeitsmatrix-scherdruckimprägnierers |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5300192A (en) * | 1992-08-17 | 1994-04-05 | Weyerhaeuser Company | Wet laid fiber sheet manufacturing with reactivatable binders for binding particles to fibers |
| US5432000A (en) * | 1989-03-20 | 1995-07-11 | Weyerhaeuser Company | Binder coated discontinuous fibers with adhered particulate materials |
| EP0719531A1 (de) * | 1994-12-28 | 1996-07-03 | Kao Corporation | Absorbierende Schicht und Verfahren zu seiner Herstellung |
| US5582644A (en) * | 1991-12-17 | 1996-12-10 | Weyerhaeuser Company | Hopper blender system and method for coating fibers |
| US5688370A (en) * | 1993-12-22 | 1997-11-18 | Minnesota Mining And Manufacturing Company | Sheet materials for solid phase extractions and solid phase reactions |
-
1997
- 1997-07-01 EP EP97110728A patent/EP0889151A1/de not_active Withdrawn
-
1998
- 1998-06-29 WO PCT/IB1998/001002 patent/WO1999001614A1/en not_active Application Discontinuation
- 1998-06-29 CA CA002295741A patent/CA2295741A1/en not_active Abandoned
- 1998-06-29 BR BR9811711-4A patent/BR9811711A/pt not_active IP Right Cessation
- 1998-06-29 EP EP98925888A patent/EP0993522A1/de not_active Withdrawn
- 1998-06-29 AU AU77846/98A patent/AU7784698A/en not_active Abandoned
- 1998-06-29 KR KR1019997012625A patent/KR20010014432A/ko not_active Application Discontinuation
- 1998-06-29 JP JP50679099A patent/JP2002508038A/ja active Pending
- 1998-06-29 CN CN98808235A patent/CN1267347A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5432000A (en) * | 1989-03-20 | 1995-07-11 | Weyerhaeuser Company | Binder coated discontinuous fibers with adhered particulate materials |
| US5582644A (en) * | 1991-12-17 | 1996-12-10 | Weyerhaeuser Company | Hopper blender system and method for coating fibers |
| US5300192A (en) * | 1992-08-17 | 1994-04-05 | Weyerhaeuser Company | Wet laid fiber sheet manufacturing with reactivatable binders for binding particles to fibers |
| US5688370A (en) * | 1993-12-22 | 1997-11-18 | Minnesota Mining And Manufacturing Company | Sheet materials for solid phase extractions and solid phase reactions |
| EP0719531A1 (de) * | 1994-12-28 | 1996-07-03 | Kao Corporation | Absorbierende Schicht und Verfahren zu seiner Herstellung |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7635411B2 (en) | 2004-12-15 | 2009-12-22 | Cabot Corporation | Aerogel containing blanket |
| US8021583B2 (en) | 2004-12-15 | 2011-09-20 | Cabot Corporation | Aerogel containing blanket |
| EP1954324B2 (de) † | 2005-10-31 | 2015-09-30 | Kimberly-Clark Worldwide, Inc. | Verfahren zum binden eines saugfähigen artikels mit verbesserter geruchskontrolle |
| EP1800638A1 (de) * | 2005-12-20 | 2007-06-27 | Kao Corporation | Absorbierendes Papier und absorbierender Artikel, der dieses benutzt |
| EP2835419A1 (de) | 2013-08-09 | 2015-02-11 | Ahlstrom Corporation | Wäschehilfe und Benutzer derselben |
| EP2835466A1 (de) | 2013-08-09 | 2015-02-11 | Ahlstrom Corporation | Farbstoffempfangsmaterial und Verwendungen dafür |
| WO2015018981A1 (en) | 2013-08-09 | 2015-02-12 | Ahlstrom Corporation | Fugitive dye catching material |
| WO2015018982A1 (en) | 2013-08-09 | 2015-02-12 | Ahlstrom Corporation | Dye-receiving materials and uses thereof in printing and dyeing |
| WO2016055128A1 (en) | 2014-10-06 | 2016-04-14 | Siniat International | Improved mat and related gypsum boards suitable for wet or humid areas |
| WO2016055489A1 (en) | 2014-10-06 | 2016-04-14 | Siniat International | Mat and gypsum boards suitable for wet or humid areas |
| EP3312339A1 (de) | 2014-10-06 | 2018-04-25 | Etex Building Performance International SAS | Für nasse und feuchte bereiche geeignete gipsplatte |
| EP3034594A1 (de) | 2014-12-15 | 2016-06-22 | Ahlstrom Corporation | Wäschehilfe und deren Verwendung |
| EP3056549A1 (de) | 2015-02-10 | 2016-08-17 | Ahlstrom Corporation | Farbmittelzusammensetzung und Verwendungen davon |
| WO2017162927A1 (en) * | 2016-03-24 | 2017-09-28 | Paptic Ltd | Method of producing a fibrous web containing natural and synthetic fibres |
| US10865523B2 (en) | 2016-03-24 | 2020-12-15 | Paptic Ltd | Method of producing a fibrous web containing natural and synthetic fibres |
| EP3433421B1 (de) | 2016-03-24 | 2021-07-14 | Paptic Ltd | Verfahren zur herstellung einer faserstoffbahn mit natürlichen und synthetischen fasern |
| EP3919678A1 (de) * | 2016-03-24 | 2021-12-08 | Paptic Ltd | Verfahren zur herstellung einer faserstoffbahn mit natürlichen und synthetischen fasern |
| EP3919678B1 (de) | 2016-03-24 | 2023-10-04 | Paptic Ltd | Verfahren zur herstellung einer faserstoffbahn mit natürlichen und synthetischen fasern |
| EP4296427A3 (de) * | 2016-03-24 | 2024-03-13 | Paptic Ltd | Verfahren zur herstellung einer faserstoffbahn mit natürlichen und synthetischen fasern |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1267347A (zh) | 2000-09-20 |
| BR9811711A (pt) | 2002-05-21 |
| KR20010014432A (ko) | 2001-02-26 |
| CA2295741A1 (en) | 1999-01-14 |
| WO1999001614A1 (en) | 1999-01-14 |
| EP0993522A1 (de) | 2000-04-19 |
| JP2002508038A (ja) | 2002-03-12 |
| AU7784698A (en) | 1999-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0941157B1 (de) | Einteiliger verbundschichtstoff | |
| EP0528248B2 (de) | Nassgeformte Verbundwerkstoffe und Verfahren zu ihrer Herstellung | |
| US5378528A (en) | Absorbent structure containing superabsorbent particles and having a latex binder coating on at least one surface of the absorbent structure | |
| US5837627A (en) | Fibrous web having improved strength and method of making the same | |
| US20020026166A1 (en) | Unitary absorbent layer | |
| RU99114787A (ru) | Композиционные составы с высокой абсорбционной способностью, абсорбирующий листовой материал, покрытый такими составами, и способ его изготовления | |
| JP2004535842A (ja) | 吸収性材料を配合した合成繊維および該材料の製法 | |
| JP2000505847A (ja) | 粒子状材料を含むドライレイされた構造体 | |
| JPH09504471A (ja) | 吸収材ゲル粒子の多孔性マクロ構造を有する吸収材材料 | |
| EP0889151A1 (de) | Nassverfahren zur Herstellung fasriger Strukturen mit zur Nassfaser-Bahn beigefügten nichtquellenden Partikeln | |
| EP0889152A1 (de) | Nassverfahren zur Herstellung fasriger Strukturen mit zur Suspension beigefügten nichtquellenden Partikeln | |
| MXPA00000048A (en) | Process for manufacturing wet laid fibrous structures comprising substantially non swellable particles added to the wet fibre web | |
| MXPA00000059A (en) | Process for manufacturing wet laid fibrous structures comprising substantially non swellable particles added to the slurry | |
| JPH0249127B2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AKX | Designation fees paid | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19990708 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |