EP0879907B1 - Texturing machine - Google Patents
Texturing machine Download PDFInfo
- Publication number
- EP0879907B1 EP0879907B1 EP98108708A EP98108708A EP0879907B1 EP 0879907 B1 EP0879907 B1 EP 0879907B1 EP 98108708 A EP98108708 A EP 98108708A EP 98108708 A EP98108708 A EP 98108708A EP 0879907 B1 EP0879907 B1 EP 0879907B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cooling
- machine according
- yarn
- protective body
- texturing machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/02—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist
- D02G1/0206—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting
- D02G1/0266—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting false-twisting machines
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J13/00—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass
- D02J13/001—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass in a tube or vessel
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J13/00—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass
- D02J13/003—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass by contact with at least one stationary surface, e.g. a plate
Definitions
- the inventions relate to a texturing machine according to the preamble of Claim 1.
- a texturing machine is known from EP 0 571 975, in which the Thread is guided in a twist zone over a cooling rail attached to her Sidewalls has openings. These openings serve the centrifuged oil particles to catch and out of the area of the thread dissipate.
- this arrangement has the major disadvantage that a significant proportion of drops from the open cooling rail into the environment is thrown out.
- oily vapors can essentially step freely out of the open cooling rail.
- Vapor that is not extracted is found everywhere on the machine and inside Factory buildings as oily rainfall, which is not just general is undesirable but also causes cleaning costs.
- the thread in the thread heater releases a lot of smoke and steam the cooling device is upstream and where the thread to about 190 ° C to 250 ° C is heated.
- the heater which is designed as a contact or hot air heater can be, is usually along the thread path with a lid closed so that the smoke does not escape freely into the environment can.
- the high temperature heater is a cooling device in the thread run downstream.
- the heater and the cooling device are in the False twist zone, i.e. the false twist unit is in the thread run behind the Cooling device arranged and causes a built up in the thread False twist propagates all the way to the heater.
- the thread is cooled in a cooling device, which an elongated hollow body with one for thread guidance in the thread running direction extending cooling tube.
- the particular advantage lies in that the thrown off oil drops and the rising steam in the cooling device remain. A substantial portion of the steam strikes settles on the inner walls of the cooling tube, where it then condenses. The condensate as well as the flung droplets, which are also can collect on the inner wall of the cooling tube, at the ends of the Cooling tube can be collected and derived.
- a particularly preferred development of the texturing machine according to Claim 2 has the advantage that an essentially complete The released vapors and oil mist are removed. This will only a small amount of ambient air is also extracted. However, this is also advantageous because a small amount of ambient air leads to a too rapid contamination of the suction lines is prevented.
- the Suction device in the area between the longitudinal center of the cooling tube and the end of the cooling tube where the thread enters the cooling tube connected.
- the suction device is dimensioned so that no steam escapes at the free ends preferably at a distance of one third of the length to the thread inlet to connect to the cooling tube.
- the embodiment of the texturing machine according to claim 4 is characterized in that the proportion of the ambient air sucked in is minimized can be.
- the cover can also partially cover the cooling rail take place, so that in particular only the inlet area immediately behind the Heater is covered.
- the suction device can be advantageous with the cooling rail or Lid connected.
- the cover which covers the cooling rail in a form-fitting manner, is included connected to a locking device. It is particularly advantageous here if the closing direction can be controlled via a central control unit. In order to can occur when threading or even if the machine fails Openings and closings can be made automatically.
- Suction device with the cooling device and the upstream heater connected is.
- the heater also has a closed one Guide channel so that the vapors generated therein are discharged can.
- a particularly preferred development of the texturing machine according to Claim 16 has the advantage that oil drops thrown off and on the condensate forming the inner walls of the heat sink is completely removed become. By suction and drainage of the condensate takes place thus pre-cooling the thread in the interior of the protective body instead of.
- the configuration of the texturing machine according to claim 18 or 19 has also the advantage that the vapors are extracted from the heater. A only the suction device assigned to the heater can be omitted.
- the openings in the jacket of the protective body can, for example, by several Boreholes, which are arranged in a ring-shaped arrangement around the circumference, or through Slits are formed on the front of the protective body.
- the further training is of the invention according to claim 20 advantageously applicable.
- the Adjustment of the air slot can be the proportion of ambient air sucked in can be set as required. A certain amount of ambient air is of advantage in order to quickly contaminate the suction lines to prevent. Through the air slot directly at the heater entrance a sensitive heater extraction is also possible, the low Heat loss results.
- the adjustment of the louvre can be advantageous by an axial Moving the protective body in the thread running direction can be carried out.
- the protective body extends at least over a partial length of the cooling device. It owns the special advantage that the condensation on the inner walls of the Protective body takes place. This will make the surface area of the cooling device essentially dry. The thread can thus from entry to to be led out on a dry cooling rail. Thus increased the cooling effect in the thread.
- the Cooling device designed as a cooling tube which on the circumference of the Thread is wrapped.
- This cooling tube is in the protective body arranged so that no contact between the cooling tube and protective body takes place.
- the vapors emitted by the thread can freely enter the interior of the Protective body kick to be vacuumed or around the inner walls to condense the protective body. It is advantageous if at the end of the protective body between the cooling tube and the jacket of the protective body a bulkhead is arranged, except for a thread outlet abuts the circumference of the cooling tube. This will release vapors prevented.
- the embodiment of the invention according to claim 24 is characterized by this from that the protective body is easily accessible to insert the thread and to clean the inside of the protective body.
- the lower part and the upper part can be folded together using a folding mechanism be connected.
- the lids as half-shells perform that can be moved concentrically into each other, so that when the protective body is rotated in the circumferential direction is opened or closed.
- Another invention is by the texturing machine according to claim 28 given.
- a protective body enclosing the thread without contact arranged on its ends are open for the entry and exit of the thread.
- the protective body has at least one opening through which the interior of the protective body is connected to a suction device.
- Is inside the protective body arranged a nozzle for wetting the thread with a cooling fluid.
- the Nozzle is with a metering device arranged outside the protective body connected, which metered the cooling fluid in its quantity and to the nozzle encourages.
- This design of the texturing machine and the invention Processes have the advantage that the wetting of the thread an additional evaporation occurs, which binds the preparation vapors or leads to a certain washing of preparation residues on the thread. This ensures that the thread is behind in the thread running direction the cooling device arranged cooling rail by sticking the Preparation residues become dirty and the cooling rail is absolutely dry can be kept, which is particularly in the case of contact cooling leads to improved cooling effect.
- the wetting of the thread has the advantage that already the thread is cooled immediately after leaving the heater.
- a short cooling section can be realized within the texturing machine.
- Another advantage of this invention is the possibility of dosing Cooling fluid. This allows a defined cooling effect to be achieved. moreover it is avoided that residues of the cooling fluid on the cooling surface of the Cooling device arrive.
- the amount of Cooling fluids dimensioned by the metering device is the amount of Cooling fluids dimensioned by the metering device such that the emerging The amount of cooling fluid is less than the amount of vaporized from the thread Cooling fluid.
- the metering device can, for example, by a metering valve or a dosing pump. With a dosing pump this is Pump preferably self-priming, so that when the Nozzle channel is caused by pressure build-up a self-cleaning of the nozzle.
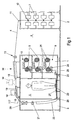
- the texturing machine consists of a frame 2, a process frame 3 and a winding frame 1. Between the process frame 3 and the winding frame 1, an operating aisle 5 is formed. On the for Operating aisle 5 opposite side of the winding frame 1 is the gate frame 2 arranged at a distance from the winding frame 1. Between the winding frame 1 and the gate frame 2 a doffgang 6 is thus formed.
- the texturing machine points in the longitudinal direction - in FIG. 1 is the plane of the drawing equal to the transverse plane - a variety of processing points for one thread per processing point.
- the rewinder occupy a width of three processing points. Therefore, there are three each Winding devices 9 - this will be discussed later - in a column arranged one above the other in the winding frame 1.
- Each processing point points a supply spool 7 on which a thermoplastic thread 4 is wound is.
- the thread 4 is a head thread guide 12 and a guide roller 11 withdrawn under a certain tension by the first delivery mechanism 13.
- the thread between the Gate frame 2 and the feeder 13 without pipe routing. It however, pipe guides can also be used in this case.
- first, elongated heater 18 In the thread running direction behind the first delivery mechanism 13 there is a first, elongated heater 18 through which the thread 4 runs, whereby the thread is heated to a certain temperature.
- the heater is as High temperature heater, where the heating surface temperature is above 300 ° C.
- Such a heater is, for example, from EP 0 412 429 (Bag. 1720) known. To this extent, reference is made to this publication.
- the cooling device 19 has a cooling tube in which the thread 4 is guided becomes.
- This cooling tube is connected to a suction device 14 via a suction line 15.
- a cooling device Condensate collection device 117 At the The lowest point in the machine has a cooling device Condensate collection device 117, whose function will be discussed later becomes.
- This false twister 20 can be used, for example, as a friction unit with rotating friction disks arranged on three shafts be trained. Here, the thread is through the through the friction discs formed gusset and twisted.
- a second heater 22 (set heater) could be arranged.
- This Set heater can be designed as a curved heating tube, which of is surrounded by a heating jacket, the heating tube being steamed from the outside is heated to a certain temperature.
- the set heater 22 could be like the first heater can also be designed as a high-temperature heater.
- a compensating tube is connected to the second heater 22 in the thread running direction 29 seamlessly, as is known from EP 0 595 086 (Bag. 2045). It is thereby achieved that the thread 4 in the atmosphere of the heater 22 in the compensating tube 29 transported. In the kink between the heater 22 and the compensating tube 29 there is a thread guide 28.
- Another third is located at the outlet end of the compensating tube 29 Delivery plant 23.
- a preparation facility (not shown here) that thread 4 before entering a winder 9 prepared.
- the thread is on a winding spool 25, which is driven by a friction roller 24 on the circumference, wound.
- a traversing device is located in front of the friction roller 24 26, by means of which the thread 4 is guided back and forth on the take-up spool 25 and is wound on this as a cross winding.
- the operating aisle 5 is between the process frame 3 and the winding frame 1 is formed.
- the cooling device is located above the control aisle 5 19 arranged, which are essentially on the process frame 3 supports. In the process frame are the according to the thread course False twister 20, the second delivery mechanism 21 and the second heater 22 arranged.
- the winding frame 1 On the winding frame 1 is in the upper area on the operating aisle facing away from the first delivery plant 13 immediately before the entrance of the arranged first heater 18.
- the heater 18 in turn is based on the Take-up frame from. According to the thread course is at the lower end of the Wrapping frame attached to the third delivery mechanism 23 in the winding frame 1. in the the rest of the winding devices 9 are arranged in the winding frame 3.
- the winding device 9 has a coil store 8, which for The full bobbin is used if there is one on the winding device full take-up reel 25 has been generated. To remove the full spool 25, the spindle carrier is pivoted and the full bobbin on a unwind track stored. The unwind path is part of the coil store 8. On the The full spool 25 waits for the unwind path until it is removed. That's why it is Unwind path of the coil store 8 arranged on the side of the winding frame 1, which are adjacent to the Doffgang 6 and from the operating aisle 5 turned away. Furthermore, each winding device 9 is a tube feed device 10 assigned, which is no longer described in detail.
- the thread 4 is here by means of the first delivery mechanism 13
- Supply spool 7 is withdrawn and guided into a false twist zone.
- the false twist zone consists here of the heater 18 of the cooling device 19 and the false twist unit.
- a stretching takes place within the false sound zone and fixation of the thread 4.
- the thread 4 is through the second Subtracted 21 from the false twist zone and then with the help a third delivery unit 23 under shrinking conditions by a second Heater 22 promoted.
- the thread 4 becomes the winding device 9 and wound into a coil 25. at this process is particularly during the thread 4 in the heater 8th the preparation adhering to the thread 4 is heated by evaporation released.
- the cooling device 19 with a Cooling tube executed.
- the cooling tube is connected to a suction device.
- the cooling device 19 and the suction device 14 are over a line 15 connected to each other.
- FIG. 1 another embodiment of a suction device is dashed shown, both with the cooling device 19 and with the Heater 18 is connected.
- This arrangement enables the Vapors that are generated to a considerable extent in the heating device the heating device and the vapors of the cooling device are sucked off simultaneously can be.
- FIG. 2 and 3 is another embodiment of an inventive Cooling device shown.
- the hollow body 56 of the cooling device formed by a cooling rail 16 and a cover 17.
- the Cooling rail 16 has a V-shaped profile cross section and is in Thread running direction curved. This will cause one through the cooling rail 16 guided thread 4 on the groove base 51 of the cooling rail 16 invest.
- the thread 4 enters the cooling device at an inlet 36 and leaves this at the outlet 37.
- the cooling tube 30 is now thereby formed that the lid 17, the open V-shaped cooling rail profile Cooling rail 16 closes in the longitudinal direction.
- the lid 17 is as a tube formed on the face facing the inlet and on the end facing the outlet is closed.
- the pipe can be curved, the shape of the shape substantially corresponds to the cooling rail.
- the outer diameter of the tubular Lid 17 depending on the respective radius of curvature inner profile walls of the cooling rail 16 in a form-fitting manner.
- the cover extends over the entire length of the cooling rail 16.
- the formed Cooling tube 30 is open at inlet 36 and outlet 37, respectively.
- the Cover 17 has at least one on the side facing the cooling rail 16 or several bores 32 distributed over the length of the cooling section.
- the lid 17 has an opening 52 at any point outside the cooling tube 30, to which a suction line 15 is connected.
- the suction line 15 connects the lid 17 with a suction device (not shown here).
- the cooling rail 16 has in the area of the inlet 36 or in the area of the Outlet 37 an outlet opening 34.
- the arrangement of the outlet opening 34 depends on the position of the hollow body 56 within the machine.
- the drain opening 34 is introduced at the lowest point.
- the drain openings 34 are connected via a line 54 to a Collecting container for condensate connected.
- the condensate collection device described here is suitable for the occurring within the hollow body Collect and drain condensate. However, in normal environments also condensate on the outside of the walls of the hollow body 56.
- This Condensate can also be collected through a collection device, usually designed as a container be dissipated.
- the container could, for example, on a Suction device must be connected so that the condensate within the Texturing machine brought together from every processing point and centrally can be dissipated.
- the cooling rail 16 is inside the cooling device in a carrier 31 arranged with a U-shaped profile.
- the cooling rail 16 and the Carrier 31 connected to each other at the ends of their legs, so that forms a chamber 33 closed at the ends.
- Chamber 33 is filled with a cooling medium.
- the cooling medium can also be in a cooling circuit may be included so that the medium within the Chamber 33 is changed regularly.
- the cooling medium in the chamber 33 keeps the cooling rail 16 at a level necessary for thread cooling Temperature.
- FIG. 4 and 5 is another embodiment of a cooling device shown how they can be used, for example, in the texturing machine according to FIG. 1 would.
- the hollow body 56 by a cooling rail 16 and a lid 55 is formed.
- the cooling rail 16 is and the cooling rail 16 receiving carrier 31 are as in the design of the cooling device 3 and 4 executed.
- the cooling device Compared to Fig. 2 is this version the cooling device, however, arranged such that the V-shaped profile the cooling rail 16 with its elongated opening to the bottom of the Machine points.
- This version has the advantage that the thread can be easily inserted into the cooling device from below can.
- the cooling tube 30 through the V-shaped cooling rail 16 and one on the free ends of the Leg-shaped sheet-shaped cover 55 is formed.
- the cover 55 is thereby frictionally applied to the cooling rail 16.
- the cooling rail 16 and the cover 55 have a curvature which is rectified in the course of the thread so that the cooling rail is covered over the entire cooling section becomes.
- the cover 55 has an opening 35 at which the suction line 15 connected. Via the opening 35 is the cooling tube 30 with the suction line 15 and a suction device connected to it.
- the cooling tube 30 is on the inlet side 36 through an end panel 38.1 and on the outlet side 37 essentially closed with an end panel 38.2.
- the face plates 38.1 and 38.2 have only one for the thread run required opening. As a result, the suction effect of the suction device intensified to the extent that in the borderline case even a slight negative pressure can be generated in the channel.
- the Suction device via a suction line on the cover 17 or 55 of the Cooling device coupled.
- the suction line 15 is preferably flexible, e.g. as a hose. This allows a movement required for threading to open and closing the cooling tube 30 by the suction line.
- the cooling tube 30 is opened and closed by a Closing device which is connected to the cover of the cooling device.
- the locking device could, for example, be a sliding guide, which essentially moves the cover across the thread and thus the opening of the cooling tube 30 causes to be carried out.
- Other embodiments a locking device are shown in Figures 6 to 8.
- the sheet-shaped cover 55 is here shaped such that a certain positive engagement between the lid and the Profile of the cooling rail 16 is possible.
- the cover 55 is on one side the cooling rail 16 extended and at a substantially parallel to Cooling rail 16 trained pivot axis 39 mounted.
- a closing device 40 engages the cover 55.
- the locking device 40 here consists of a force transmitter 41, which at Actuation against a spring 42, the cover 55 about the pivot axis 39 pivoted such that the cooling tube 30 is opened.
- the control the locking device 40 takes place here via a central control unit (not shown here). This is used to put on the thread or when it is at a standstill the machine, the cover 55 is opened by means of the closing device 40 or locked.
- the lid 55 is closed by means of the spring 42 automatically as soon as the force transmitter 41 is relieved.
- the cooling tube 30 is through the cooling rail 16 and a tubular one Cover 17 formed.
- the tubular cover 17 is on a carrier 43 attached.
- the carrier 43 is connected to a locking device 40.
- the carrier 43 on a guide 44 of the locking device in vertical direction or about a pivot axis 45 of the locking device be pivoted transversely to the cooling device.
- the vertical movement of the Carrier 43 and thus the cover 17 can, for example, by a piston-cylinder unit respectively.
- the pivotal movement can, for example by a separate force transmitter or by a combination between the the vertical movement performing piston-cylinder unit and one Carry out a guided tour.
- the latter version has the advantage that both the vertical movement and the pivoting movement only through a single force transmitter is controlled.
- the carrier 43 by a gripper be replaced, which would be controlled by the locking device.
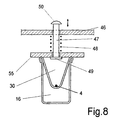
- FIG. 8 is another embodiment of a locking device shown.
- the cooling tube 30 through the bleached lid 55 and the cooling rail 16 is formed.
- On the plate-shaped cover 55 is over the fastener 49 fastens a pin 47.
- the pin 47 is in one Holder 46 movably mounted.
- the holder 46 is fixed like the cooling device arranged in the machine.
- Between the cover 55 and the holder 46 a spring 48 enclosing the pin is arranged.
- the spring 48 is biased against the holder 46 so that the cover 55 on the cooling rail 16 is held non-positively.
- the pin 47 points to its free End a handle 50 on. By manually operating the pin 47 in vertical direction against the spring 48, the cover 55 can thus lift the cooling rail 16. So that the cooling tube 30 is opened so that the thread 4 can be inserted into the cooling rail 16.
- the cooling device according to the invention can also be made in one piece Form the hollow body. In this case the thread goes into the cooling tube threaded. Opening and closing the cooling tube in the longitudinal direction can not.
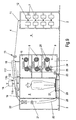
- FIG. 9 shows an embodiment of a texturing machine with a Protective body shown in the false twist zone. Since the one shown in Fig. 9 Texturing machine has essentially the same structure as that 1 becomes the description at this point Fig. 1 referred. The components with the same function have here received identical reference numerals.
- the protective body 116 has a thread 4 without Contact surrounding jacket 132. At the ends is the protective body 116 open, so that the thread 4 without contact through the protective body 116 runs.
- the protective body 116 extends from the heater outlet to of the cooling device 19, wherein a first section of the cooling device is also enclosed by the jacket 132 of the protective body 116.
- the protective body 116 is connected to an opening in the jacket 132 Suction line 115 connected at its other end to a suction device 14 is coupled.
- the thread 4 is by means of the first
- the delivery mechanism 13 is withdrawn from the supply spool 7 and into a false twist zone guided.
- the false twist zone is the heater 18, the protective body 116, the cooling device 19 and the false twist unit arranged so that a stretching and fixing of the thread within the false twist zone 4 is done.
- the thread 4 is from the false twist zone by the second delivery mechanism 21 deducted and then with the help of a third supplier 23 under Shrinkage condition promoted by a second heater 22. This could another between the heater input 22 and the second delivery unit 21 Supplying plant switched. Thanks to the additional delivery facility regardless of the stretching in the false twist zone, the thread tensions for shrinking treatment between the third supply plant and the additional one Set the delivery plant separately. After the third supplier 23 the thread 4 is guided to the winding device 9 and to a bobbin 25 wound.
- the protective body 116 is arranged at the outlet of the heater 18 .
- the interior of the protective body 116 is connected to a suction device 14.
- the protective body 116 which is advantageous, for example, by a Pipe can be connected to a condensate collector. This is done by the on the inner walls of the protective body escaping condensate discharged collectively.
- the cooling device 19 is designed as a cooling rail, in the groove bottom the thread 4 is guided along with contact. Here occur when Entry of the thread into the cooling device vapors from the thread. Around to remove these vapors, the protective body extends over at least a portion of the cooling rail. This could be the protective body be extended so that the entire cooling device itself is located within the protective body 116. In the event that a cooling device used with a cooling tube 30 penetrated by the thread is, the protective body 116 is only until just before the entry of the Cooling device 19 arranged.
- the thread By removing the steam of the condensate before the thread enters In the cooling device, the thread is cooled more intensively receives in the cooling device 19. A formation of condensate within the cooling device 19 is avoided. This considerably reduces the contamination of the cooling device. Furthermore, the thread is in a substantially dry thread running track performed within the cooling device 19.
- the jacket of the protective body 116 could be cooled, for example through a flow of cold air.
- Fig. 10 is another embodiment of a protective body, as he 9 could be used on a texturing machine.
- the cooling device is through a cooling pipe 137 formed.
- the thread is helically shaped on the outside Surface of the cooling tube 137 out.
- Inside is the cooling pipe cooled, for example, by a flowing cooling medium.
- the protective body 116 in turn consists of a jacket 132, the one interior 131 penetrated by the thread 4.
- the ends of the protective body 116 are open.
- the jacket 132 has one Opening 133. Concentric to the opening 133 is the suction line 115 on the Coat 132 attached.
- the suction line 115 leads to a suction device (not shown here), so that the interior 131 via the opening 133 and the suction line 115 is connected to the suction device.
- a cooling tube 137 projects into the open end facing the cooling device the interior 131 of the protective body 116.
- the cooling pipe 137 is looped around the circumference. Between the cooling pipe and the Sheath 132 has an opening 130 formed for draining the condensate serves.
- a drain plate 138 is arranged below the protective body 116 at the end of the jacket 132 .
- the drain plate 138 leads to one Container 139.
- the container 139 serves to receive the dripping Condensate.
- the protective body 116 is attached to a holder 135.
- the Holder 135 is with an adjustment device arranged in the machine frame 136 coupled.
- the adjusting device 136 enables movement of the Holder 135 in the axial direction of the protective body 116.
- the adjusting device 136 can be between the heater output 144 and the open end of the protective body 116 formed slot 134 in size change.
- the slot 134 By adjusting the slot 134, the in the interior 131 incoming ambient air can be set.
- to control the suction of the heater 118 If the slot 134 closed by adjusting the protective body 116, i.e. the open end of the protective body 116 abuts the face of the heater, one occurs intensive suction of the heating device 118. With increasing slot size the suction of the heating device decreases.
- FIG. 11 shows a further exemplary embodiment of a protective body kinked thread path between the heating device and cooling device shown.
- the thread 4 is between the heater 18 and the cooling device 19th guided over a thread guide 146.
- a protective body consisting of two sections arranged.
- the first section 116.1 of the protective body encloses the Thread 4 in the section between the heater 18 and the thread guide 146.
- the second section 116.2 of the protective body encloses the thread 4 in the area between thread guide 46 and the cooling device 19.
- the area of the interface of the two sections 116.1 and 116.2 is one Suction line 115 connected to the partial ridges, so that the interior of the Protective body in connection with a suction device.
- the protective body consists of a lower part and an upper part exists that are mutually movable. Such an arrangement is shown in FIG shown.
- the inner contour 142 of the lower part 140 is congruent the outer contour 143 of the upper part 141 is shaped.
- the upper part 141 is in Circumferentially rotatably coupled to the base 140.
- the protective body 116 thus formed is in the open state shown.
- the upper part 141 is in the inner region of the lower part 140 pivoted. Now a thread 4 can be inserted into the open groove formed become. Then the upper part 141 is used to close the protective body twisted out of the inner region of the lower part 140.
- Fig. 12.2 the Protective body shown in the closed state.
- the upper part forms 141 and the lower part 140 a closed interior 131. In the Interior 131 runs the thread 4.
- the protective body 116 in one piece with a Longitudinal slot formed in the thread running direction for thread application is.
- FIG. 13 shows an embodiment of a protective body with a nozzle device shown.
- a texturing machine according to FIG. 1 or according to FIG. 9 are used.
- the thread With a texturing machine designed in this way, the thread becomes immediate wetted with a cooling fluid after the heat treatment. The result additional evaporation of the cooling fluid on the thread leads on the one hand for volatilizing the preparation components in the thread as well as for cooling of thread.
- Fig. 13 points the protective body has a tubular interior 131, which by a Sheath 132 formed The sheath 132 lies directly with one end face at the heater output 144 of the heater 18. This allows the Thread 4 directly into the interior 131 and on the opposite one Run up side on a cooling tube 137 for cooling.
- the coat 132 has an opening 133 in the central region. Concentric to Opening 133, suction line 115 is attached to jacket 132.
- the Suction line 115 leads to a suction device such as that shown in, for example Fig. 1 is shown so that the interior 131 through the opening 133 and Suction line 115 is connected to the suction device 14.
- the cooling tube 137 is on Circumference wrapped in thread.
- a bulkhead 147 is arranged between the cooling pipe and the jacket 132 .
- the bulkhead encloses the cooling pipe 137.
- the interior 131 thus becomes through the bulkhead sealed from the environment.
- a thread opening 148 on the circumference of the cooling tube so that the thread can emerge freely from the interior 131.
- the thread opening 148 is here essentially on the opposite side a condensate outlet opening 130 arranged in the jacket.
- the Condensate outlet opening 130 connects the interior 131 to a manifold 157.
- the manifold 157 is with a not shown here Collecting container for condensate connected.
- the condensate outlet is hereby arranged in the area of the jacket 132, which is inside the machine is the deepest.
- the jacket 132 lies in the essentially sealing at the heater outlet 144.
- the jacket 132 opening 156 allows ambient air to enter interior space 131.
- nozzles 149 are spaced apart.
- the Nozzles protrude into the interior 131 such that the thread 4 over a tread 151 formed on the nozzle is guided.
- the tread 151 opens a nozzle channel 152 in a funnel shape.
- the nozzle channel 152 is arranged via a line with a outside of the protective body Dosing device, which is designed as a metering pump 150, connected.
- the Metering pump 150 draws cooling fluid from a container 155.
- the cooling fluid, water, for example, is supplied by the metering pump 150 via the nozzle 149 promoted on the thread or in the interior 131.
- the metering pump 150 can be controlled via a pump control 153.
- the pump controller 153 is connected to a control unit 154.
- the amount of the cooling fluid can be individually specified by the respective pump control.
- the central Control unit 154 can process dependent dosages of the Cooling fluids are made.
- Essential when dosing the cooling fluid is that the in the collecting space or on the thread 4th applied amount is completely evaporated. This prevents an excess of cooling fluid forms in the interior 131.
- the steam will completely discharged via the suction line 115.
- the application of the cooling fluid can - as shown in Fig. 13 - done by several or even by just one nozzle.
- the nozzles can also advantageously be designed as atomizer nozzles. The has the advantage that there is no direct thread contact between the nozzle and the thread is required.
- the atomized cooling fluid is distributed fog-like in the interior 131.
- the supply of the cooling fluid is interrupted by the control device 154.
- the control device 154 can advantageously be used for actuation of the folding mechanism of the protective body. additionally the nozzles could move out of the thread path when the thread is being applied become.
- the nozzles can be arranged in this way be that the thread is S-shaped or in serpentine lines and the For example, nozzles can be moved sideways and against stops deliberately plunge again.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Treatment Of Fiber Materials (AREA)
- Woven Fabrics (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Description
Die Erfindungen betreffen eine Texturiermaschine nach dem Oberbegriff des
Anspruchs 1.The inventions relate to a texturing machine according to the preamble of
Beim Texturieren soll einem im wesentlichen glatten Faden ein mehr textilmäßige Aussehen und die damit verbundenen Eigenschaften aufgegeben werden. Das der Texturiermaschine zugelieferte Glattgarn weist eine am Faden haftende chemische Substanz, die sogenannte Präparation, auf, damit eine Weiterverarbeitung des Glattgarns durch die Texturiermaschine möglich wird. Die Präparation führt zu einem Zusammenhalt der Filamentbündel, zu guten Gleiteigenschaften sowie zu einem anti-statischen Verhalten des Fadens. Es gibt eine Vielzahl solcher Substanzen. Allen ist es gemeinsam, daß bei hohen Fadentemperaturen mehr oder weniger ölige Dämpfe entstehen und daß als Folge der extrem schnellen Schraubendrehung des falschgedrallten Fadens ein feiner Sprühnebel abgeschleudert werden kann.When texturing an essentially smooth thread is supposed to be a more textile one Abandoned appearance and related properties become. The smooth yarn supplied to the texturing machine has an am Thread-adhering chemical substance, the so-called preparation, with it further processing of the plain yarn by the texturing machine is possible becomes. The preparation leads to a cohesion of the filament bundles good sliding properties and anti-static behavior of the thread. There are many such substances. It is common to all that at high thread temperatures create more or less oily vapors and that as a result of the extremely fast screw rotation of the wrong twisted Thread a fine spray can be thrown off.
Aus der EP 0 571 975 ist eine Texturiermaschine bekannt, bei der der Faden in einer Drallzone über eine Kühlschiene geführt wird, die an ihren Seitenwandungen Öffnungen aufweist. Diese Öffnungen dienen dazu, die abgeschleuderten Ölpartikel aufzufangen und aus dem Bereich des Fadens abzuführen. Diese Anordnung besitzt jedoch den wesentlichen Nachteil, daß ein erheblicher Teil an Tropfen aus der offenen Kühlschiene in die Umgebung herausgeschleudert wird. Zudem können ölige Dämpfe im wesentlichen ungehindert aus der offenen Kühlschiene heraustreten. Es wird zwar in der EP 0 571 975 vorgeschlagen, die Öffnungen in den Nutwandungen mit einer Saugeinrichtung zu verbinden, jedoch führt die offene Anordnung der Absaugöffnungen zu dem Problem, daß nur ein Teil der Dämpfe erfaßt wird und eine erhebliche Menge an Umgebungsluft mit abgesaugt werden muß. Eine zu starke Absaugung würde jedoch zu einem instabilen Fadenlauf innerhalb der Kühlschiene führen.A texturing machine is known from EP 0 571 975, in which the Thread is guided in a twist zone over a cooling rail attached to her Sidewalls has openings. These openings serve the centrifuged oil particles to catch and out of the area of the thread dissipate. However, this arrangement has the major disadvantage that a significant proportion of drops from the open cooling rail into the environment is thrown out. In addition, oily vapors can essentially step freely out of the open cooling rail. It is in the EP 0 571 975 proposed the openings in the groove walls with a To connect suction device, however, leads to the open arrangement of the suction openings on the problem that only a part of the vapors is detected and a significant amount of ambient air must be extracted. Excessive suction would, however, lead to an unstable thread run inside the cooling rail.
Nicht abgesaugter Dampf schlägt sich überall an der Maschine und im Fabrikgebäude als öliger Niederschlag nieder, was nicht nur allgemein unerwünscht ist sondern auch Reinigungskosten verursacht.Vapor that is not extracted is found everywhere on the machine and inside Factory buildings as oily rainfall, which is not just general is undesirable but also causes cleaning costs.
Demgemäß ist es Aufgabe der Erfindungen, eine Texturiermaschine der eingangs genannten Art derart auszubilden, daß es bei der Bearbeitung des Fadens zu keiner wesentlichen Belastung durch ölige Niederschläge kommt. Desweiteren ist es Ziel der Erfindungen, ein auf einen vorgeschalteten Hochtemperaturheizer abgestimmte Kühleinrichtung mit intensiver Kühlung des Fadens zu schaffen.Accordingly, it is the object of the inventions to use a texturing machine trained in such a way that it is in the processing of Fadens to no significant burden from oily precipitation. Furthermore, it is the aim of the inventions, one upstream High-temperature heater-coordinated cooling device with intensive cooling to create the thread.
Diese Aufgabe wird erfindungsgemäß durch die Merkmale des Anspruchs 1
oder durch die Merkmale des Anspruchs 15 oder durch die Merkmale des
Anspruchs 28 gelöst.This object is achieved by the features of
Besonders viel Qualm und Dampf gibt der Faden im Fadenheizer ab, der der Kühleinrichtung vorgeschaltet ist und wo der Faden auf ca. 190°C bis 250°C erhitzt wird. Der Heizer, der als Kontakt- oder Heißluftheizer ausgebildet sein kann, ist üblicherweise längs des Fadenlaufs mit einem Deckel geschlossen, so daß der Qualm nicht frei in die Umgebung entweichen kann. Dem Hochtemperaturheizer ist eine Kühleinrichtung im Fadenlauf nachgeschaltet. Der Heizer und die Kühleinrichtung befinden sich in der Falschdrallzone, d.h. das Falschdrallaggregat ist im Fadenlauf hinter der Kühleinrichtung angeordnet und führt dazu, daß ein im Faden aufgebauter Falschdrall sich bis hin zum Heizer fortpflanzt. Daher tritt auch bei Eintritt in die Kühleinrichtung das Problem der Dampf- und Ölnebelbildung am Faden bedingt durch den Heizer und eine extrem schnelle Schraubendrehung des Fadens und damit Abschleudern von Ölpartikeln am Faden auf. Gemäß einer Erfindung wird der Faden in einer Kühleinrichtung abgekühlt, die einen langgestreckten Hohlkörper mit einer zur Fadenführung in Fadenlaufrichtung sich erstreckenden Kühlröhre aufweist. Der besondere Vorteil liegt darin, daß die abgeschleuderten Öltropfen und der aufsteigende Dampf in der Kühleinrichtung verbleiben. Ein wesentlicher Anteil des Dampfes schlägt sich an den Innenwandungen der Kühlröhre nieder, wo er sodann kondensiert. Das Kondensat sowie die abgeschleuderten Tröpfchen, die sich ebenfalls an der Innenwand der Kühlröhre sammeln, können an den Enden der Kühlröhre gesammelt und abgeleitet werden.The thread in the thread heater releases a lot of smoke and steam the cooling device is upstream and where the thread to about 190 ° C to 250 ° C is heated. The heater, which is designed as a contact or hot air heater can be, is usually along the thread path with a lid closed so that the smoke does not escape freely into the environment can. The high temperature heater is a cooling device in the thread run downstream. The heater and the cooling device are in the False twist zone, i.e. the false twist unit is in the thread run behind the Cooling device arranged and causes a built up in the thread False twist propagates all the way to the heater. Therefore occurs even when entering the problem of steam and oil mist formation in the cooling device Thread due to the heater and an extremely fast screw rotation of the thread and thus throwing off oil particles on the thread. According to According to one invention, the thread is cooled in a cooling device, which an elongated hollow body with one for thread guidance in the thread running direction extending cooling tube. The particular advantage lies in that the thrown off oil drops and the rising steam in the cooling device remain. A substantial portion of the steam strikes settles on the inner walls of the cooling tube, where it then condenses. The condensate as well as the flung droplets, which are also can collect on the inner wall of the cooling tube, at the ends of the Cooling tube can be collected and derived.
Eine besonders bevorzugte Weiterbildung der Texturiermaschine gemäß
Anspruch 2 besitzt den Vorteil, daß ein im wesentlichen vollständiges
Abführen der frei werdenden Dämpfe und Ölnebel erfolgt. Hierbei wird nur
ein kleiner Anteil an Umgebungsluft mit abgesaugt. Dies ist jedoch auch
von Vorteil, da ein geringer Anteil an Umgebungsluft dazu führt, daß ein
zu rasche Verschmutzung der Absaugleitungen verhindert wird.A particularly preferred development of the texturing machine according to
Da insbesondere auf der Einlaßseite der Kühleinrichtung eine erhebliche Entwicklung an Dämpfen vonstatten geht, ist es von Vorteil, wenn die Absaugeinrichtung im Bereich zwischen der Längsmitte der Kühlröhre und dem Ende der Kühlröhre, bei der der Faden eintritt, an der Kühlröhre angeschlossen ist. Um den Lufteintritt an den Enden der Kühlröhre so zu bemessen, daß an den freien Enden kein Dampf austritt, ist die Absaugeinrichtung vorzugsweise im Abstand von einem Drittel der Länge zum Fadeneinlaß an die Kühlröhre anzuschließen. Since a considerable one in particular on the inlet side of the cooling device Development on vapors, it is advantageous if the Suction device in the area between the longitudinal center of the cooling tube and the end of the cooling tube where the thread enters the cooling tube connected. To keep the air from entering at the ends of the cooling tube The suction device is dimensioned so that no steam escapes at the free ends preferably at a distance of one third of the length to the thread inlet to connect to the cooling tube.
Das Ausführungsbeispiel der Texturiermaschine gemäß Anspruch 4 zeichnet
sich dadurch aus, daß der Anteil der angesaugten Umgebungsluft minimiert
werden kann.The embodiment of the texturing machine according to
Eine weitere besonders bevorzugte Weiterbildung der Texturiermaschine nach Anspruch 6 besitzt die Vorteile, daß das Anlegen des Fadens auf einfache Weise möglich wird. Desweiteren ist eine Reinigung der Kühlröhre ohne größeren Aufwand durchführbar. Zur Ausbildung der Kühlröhre ist wesentlich, daß der Deckel dichtend mit der Kühlschiene verbunden ist, so daß von der Längsseite der Kühleinrichtung keine Umgebungsluft in die Kühlröhre eindringen kann.Another particularly preferred development of the texturing machine according to Claim 6 has the advantages that the application of the thread on simple Way becomes possible. Furthermore, cleaning the cooling tube is without greater effort feasible. To form the cooling tube, it is essential that the lid is sealingly connected to the cooling rail, so that no ambient air into the cooling tube from the long side of the cooling device can penetrate.
Hierbei kann auch eine Teilüberdeckung der Kühlschiene durch den Deckel erfolgen, so daß insbesondere nur der Einlaßbereich unmittelbar hinter dem Heizer abgedeckt ist.In this case, the cover can also partially cover the cooling rail take place, so that in particular only the inlet area immediately behind the Heater is covered.
Die Absaugeinrichtung kann hierbei vorteilhaft mit der Kühlschiene oder dem Deckel verbunden sein.The suction device can be advantageous with the cooling rail or Lid connected.
Der Deckel, der formschlüssig die Kühlschiene dichtend abdeckt, ist mit einer Schließeinrichtung verbunden. Hierbei ist es besonders vorteilhaft, wenn die Schließrichtung über eine zentrale Steuereinheit ansteuerbar ist. Damit können beim Fadenanlegen oder auch bei Ausfall der Maschine entsprechende Öffnungen und Schließungen automatisch vorgenommen werden.The cover, which covers the cooling rail in a form-fitting manner, is included connected to a locking device. It is particularly advantageous here if the closing direction can be controlled via a central control unit. In order to can occur when threading or even if the machine fails Openings and closings can be made automatically.
Ein weiteres besonders bevorzugtes Ausführungsbeispiel sieht vor, daß die Absaugeinrichtung mit der Kühleinrichtung und dem vorgeschalteten Heizer verbunden ist. Der Heizer weist hierbei ebenfalls einen in sich geschlossenen Führungskanal auf, so daß die hierin entstehenden Dämpfe abgeführt werden können. Another particularly preferred embodiment provides that the Suction device with the cooling device and the upstream heater connected is. The heater also has a closed one Guide channel so that the vapors generated therein are discharged can.
Eine weitere Lösung der zugrunde gelegten Aufgabe ist durch eine Texturiermaschine
mit den Merkmalen des Anspruchs 15 gegeben. Hierbei ist
zwischen dem Heizer und der Kühleinrichtung ein rohrförmiger Schutzkörper
angeordnet, der den Faden ohne Kontakt mantelförmig umschließt und zum
Einlaß und Auslaß des Fadens an den Enden offen ist. Dadurch wird
erreicht, daß der aus dem Faden aufsteigende Dampf in dem Innenraum des
Schutzkörpers verbleibt. Durch den Anschluß einer Absaugeinrichtung werden
sodann die Dämpfe im wesentlichen vollständig abgeführt. Damit wird
vermieden, daß der Dampf sich insbesondere auf der Kühleinrichtung niederschlägt
und dort als Kondensat zu einer Verschmutzung sowie zur Beeinflussung
der Fadenkühlung führt.Another solution to the underlying problem is a texturing machine
given with the features of
Eine besonders bevorzugte Weiterbildung der Texturiermaschine gemäß
Anspruch 16 besitzt den Vorteil, daß abgeschleuderte Öltropfen und sich an
den Innenwandungen des Kühlkörpers bildendes Kondensat vollständig abgeführt
werden. Durch die Absaugung und das Abführen des Kondensats findet
somit in dem Innenraum des Schutzkörpers eine Vorkühlung des Fadens
statt.A particularly preferred development of the texturing machine according to
Die Ausgestaltung der Texturiermaschine nach Anspruch 18 oder 19 besitzt
zudem den Vorteil, daß die Dämpfe aus dem Heizer abgesaugt werden. Eine
nur dem Heizer zugeordnete Absaugeinrichtung kann entfallen. Die Öffnungen
im Mantel des Schutzkörpers können beispielsweise durch mehrere
Bohrungen, die kranzförmig am Umfang verteilt angeordnet sind, oder durch
Schlitze an der Stirnseite des Schutzkörpers gebildet werden.The configuration of the texturing machine according to
Um die Intensität der Absaugung der Heizer zu steuern, ist die Weiterbildung der Erfindung gemäß Anspruch 20 vorteilhaft anwendbar. Durch die Verstellmöglichkeit des Luftschlitzes kann der Anteil an angesaugter Umgebungsluft je nach Bedarf eingestellt werden. Ein gewisser Anteil an Umgebungsluft ist von Vorteil, um ein rasches Verschmutzen der Absaugleitungen zu verhindern. Durch den unmittelbar am Heizereingang ausgebildeten Luftschlitz wird außerdem eine feinfühlige Heizerabsaugung möglich, die geringe Wärmeverluste zur Folge hat.In order to control the intensity of the extraction of the heater, the further training is of the invention according to claim 20 advantageously applicable. Through the Adjustment of the air slot can be the proportion of ambient air sucked in can be set as required. A certain amount of ambient air is of advantage in order to quickly contaminate the suction lines to prevent. Through the air slot directly at the heater entrance a sensitive heater extraction is also possible, the low Heat loss results.
Die Verstellung des Luftschlitzes kann hierbei vorteilhaft durch ein axiales Verschieben des Schutzkörpers in Fadenlaufrichtung durchgeführt werden.The adjustment of the louvre can be advantageous by an axial Moving the protective body in the thread running direction can be carried out.
Um die im Eingangsbereich der Kühleinrichtung austretenden Dämpfe aus dem Faden aufzufangen, ist es von Vorteil, wenn der Schutzkörper sich zumindest über eine Teillänge der Kühleinrichtung erstreckt. Es besitzt den besonderen Vorteil, daß die Kondensatbildung an den Innenwänden des Schutzkörpers stattfindet. Dadurch wird der Oberflächenbereich der Kühleinrichtung im wesentlichen trocken. Der Faden kann damit vom Eintritt bis zum Austritt auf einer trockenen Kühlschiene geführt werden. Somit erhöht sich die Kühlwirkung in dem Faden.Around the vapors emerging in the entrance area of the cooling device to catch the thread, it is advantageous if the protective body extends at least over a partial length of the cooling device. It owns the special advantage that the condensation on the inner walls of the Protective body takes place. This will make the surface area of the cooling device essentially dry. The thread can thus from entry to to be led out on a dry cooling rail. Thus increased the cooling effect in the thread.
Bei einer besonders bevorzugten Weiterbildung der Texturiermaschine ist die Kühleinrichtung als ein Kühlrohr ausgeführt, welches am Umfang von dem Faden umschlungen ist. Dieses Kühlrohr ist dabei in dem Schutzkörper derart angeordnet, daß kein Kontakt zwischen Kühlrohr und Schutzkörper stattfindet.In a particularly preferred development of the texturing machine, the Cooling device designed as a cooling tube which on the circumference of the Thread is wrapped. This cooling tube is in the protective body arranged so that no contact between the cooling tube and protective body takes place.
Die vom Faden abgegebenen Dämpfe können frei in den Innenraum des Schutzkörpers treten, um abgesaugt zu werden oder um an den Innenwänden des Schutzkörpers zu kondensieren. Hierbei ist es vorteilhaft, wenn am Ende des Schutzkörpers eine zwischen dem Kühlrohr und dem Mantel des Schutzkörpers eine Schottwand angeordnet sit, die bis auf eine Fadenauslaßöffnung am Umfang des Kühlrohres anliegt. Damit wird ein Austritt von Dämpfen verhindert. The vapors emitted by the thread can freely enter the interior of the Protective body kick to be vacuumed or around the inner walls to condense the protective body. It is advantageous if at the end of the protective body between the cooling tube and the jacket of the protective body a bulkhead is arranged, except for a thread outlet abuts the circumference of the cooling tube. This will release vapors prevented.
Die Ausgestaltung der Erfindung nach Anspruch 24 zeichnet sich dadurch
aus, daß der Schutzkörper leicht zugänglich ist, um den Faden einzulegen
und um den Innenbereich des Schutzkörpers zu reinigen. Das Unterteil und
das Oberteil können hierbei mittels eines Klappmechanismus miteinander
verbunden sein. Es ist jedoch auch möglich, die Deckel als Halbschalen
auszuführen, die konzentrisch ineinander verschoben werden können, so daß
bei einer in Umfangsrichtung ausgeführten Verdrehung der Schutzkörper
geöffnet oder verschlossen wird.The embodiment of the invention according to
Eine weitere Erfindung ist durch die Texturiermaschine gemäß Anspruch 28 gegeben. Hierbei ist zwischen dem ersten Heizer und der Kühleinrichtung ein den Faden ohne Kontakt umschließender Schutzkörper angeordnet, der an seinen Enden zum Ein- und Austritt des Fadens offen ist. Der Schutzkörper weist zumindest eine Öffnung auf, worüber der Innenraum des Schutzkörpers mit einer Absaugeinrichtung verbunden ist. Im Innern des Schutzkörpers ist eine Düse zur Benetzung des Fadens mit einem Kühlfluid angeordnet. Die Düse ist mit einer außerhalb des Schutzkörpers angeordneten Dosiereinrichtung verbunden, die das Kühlfluid in seiner Menge dosiert und zur Düse hin fördert. Diese Ausbildung der Texturiermaschine sowie das erfindungsgemäße Verfahren besitzen den Vorteil, daß durch die Benetzung des Fadens eine zusätzliche Verdampfung auftritt, die die Präparationsdämpfe bindet bzw. zu einem gewissen Auswaschen von Präparationsresten am Faden führt. Damit ist gewährleistet, daß der Faden auf eine in Fadenlaufrichtung hinter der Heizeinrichtung angeordnete Kühlschiene nicht durch Anhaften der Präparationsreste verschmutzt wird und die Kühlschiene absolut trocken gehalten werden kann, was insbesondere bei einer Kontaktkühlung zu einer verbesserten Kühlwirkung führt.Another invention is by the texturing machine according to claim 28 given. Here is between the first heater and the cooling device a protective body enclosing the thread without contact arranged on its ends are open for the entry and exit of the thread. The protective body has at least one opening through which the interior of the protective body is connected to a suction device. Is inside the protective body arranged a nozzle for wetting the thread with a cooling fluid. The Nozzle is with a metering device arranged outside the protective body connected, which metered the cooling fluid in its quantity and to the nozzle encourages. This design of the texturing machine and the invention Processes have the advantage that the wetting of the thread an additional evaporation occurs, which binds the preparation vapors or leads to a certain washing of preparation residues on the thread. This ensures that the thread is behind in the thread running direction the cooling device arranged cooling rail by sticking the Preparation residues become dirty and the cooling rail is absolutely dry can be kept, which is particularly in the case of contact cooling leads to improved cooling effect.
Darüber hinaus besitzt die Benetzung des Fadens den Vorteil, daß bereits unmittelbar nach Austritt aus dem Heizer der Faden gekühlt wird. Hiermit kann insbesondere bei hohen Fadenlaufgeschwindigkeiten von > 1.000 m/min eine kurze Kühlstrecke innerhalb der Texturiermaschine realisiert werden. Ein weiterer Vorteil dieser Erfindung liegt in der Dosiermöglichkeit des Kühlfluids. Damit läßt sich eine definierte Kühlwirkung erzielen. Zudem wird vermieden, daß Reste von dem Kühlfluid auf die Kühlfläche der Kühleinrichtung gelangen.In addition, the wetting of the thread has the advantage that already the thread is cooled immediately after leaving the heater. Herewith can in particular at high yarn speeds of> 1,000 m / min a short cooling section can be realized within the texturing machine. Another advantage of this invention is the possibility of dosing Cooling fluid. This allows a defined cooling effect to be achieved. moreover it is avoided that residues of the cooling fluid on the cooling surface of the Cooling device arrive.
Durch eine besonders vorteilhafte Ausgestaltung der Texturiermaschine gemäß
Anspruch 29 wird eine hohe gleichmäßige Benetzung des Fadens innerhalb
des Schutzkörpers erreicht.By a particularly advantageous embodiment of the texturing machine according to
Um zu vermeiden, daß der Faden anhaftendes Kühlfluid mitführen kann und daß die nachgeschaltete Kühleinrichtung verschmutzt wird, ist die Menge des Kühlfluids durch die Dosiereinrichtung derart bemessen, daß die austretende Menge des Kühlfluids kleiner ist als die vom Faden verdampfte Menge des Kühlfluids. Die Dosiereinrichtung kann beispielsweise durch ein Dosierventil oder eine Dosierpumpe ausgeführt sein. Bei einer Dosierpumpe ist diese Pumpe vorzugsweise selbstansaugend ausgeführt, so daß bei Verstopfen des Düsenkanals durch Druckaufbau eine Selbstreinigung der Düse bewirkt wird.To avoid that the thread can carry adhering cooling fluid and that the downstream cooling device is contaminated is the amount of Cooling fluids dimensioned by the metering device such that the emerging The amount of cooling fluid is less than the amount of vaporized from the thread Cooling fluid. The metering device can, for example, by a metering valve or a dosing pump. With a dosing pump this is Pump preferably self-priming, so that when the Nozzle channel is caused by pressure build-up a self-cleaning of the nozzle.
Weitere vorteilhafte Weiterbildungen der Erfindungen sind in den Unteransprüchen definiert.Further advantageous developments of the inventions are in the subclaims Are defined.
In folgenden Zeichnungen sind einige Ausführungsbeispiele der Erfindungen gezeigt.The following drawings are some embodiments of the inventions shown.
Es stellen dar:
- Fig. 1
- eine schematische Ansicht einer erfindungsgemäßen Texturiermaschine;
- Fig. 2
- ein weiteres Ausführungsbeispiel einer Kühleinrichtung;
- Fig. 3
- einen Querschnitt der Kühleinrichtung aus Fig. 3;
- Fig. 4
- ein weiteres Ausführungsbeispiel einer Kühleinrichtung;
- Fig. 5
- einen Querschnitt der Kühleinrichtung aus Fig. 4;
- Fig. 6
bis 8 - weitere Ausführungsbeispiele einer Kühleinrichtung mit Schließeinrichtung für den Deckel;
- Fig. 9
- eine schematische Ansicht einer erfindungsgemäßen Texturiermaschine mit einem Schutzkörper;
- Fig. 10
und 11 - weitere Ausführungsbeispiele eines zwischen dem Heizer und der Kühleinrichtung angeordneten Schutzkörpers;
- Fig. 12.1 und 12.2
- einen Querschnitt durch ein weiteres Ausführungsbeispiel eines Kühlkörpers;
- Fig. 1
- ein Ausführungsbeispiel eines Schutzkörpers mit Düseneinrichtung.
- Fig. 1
- a schematic view of a texturing machine according to the invention;
- Fig. 2
- another embodiment of a cooling device;
- Fig. 3
- a cross section of the cooling device of Fig. 3;
- Fig. 4
- another embodiment of a cooling device;
- Fig. 5
- a cross section of the cooling device of Fig. 4;
- 6 to 8
- further embodiments of a cooling device with a closing device for the lid;
- Fig. 9
- a schematic view of a texturing machine according to the invention with a protective body;
- 10 and 11
- further embodiments of a protective body arranged between the heater and the cooling device;
- Fig. 12.1 and 12.2
- a cross section through a further embodiment of a heat sink;
- Fig. 1
- an embodiment of a protective body with nozzle device.
In Fig. 1 ist schematisch eine Ansicht einer erfindungsgemäßen Texturiermaschine
gezeigt. Die Texturiermaschine besteht aus einem Gattergestell 2,
einem Prozeßgestell 3 und einem Wickelgestell 1. Zwischen dem Prozeßgestell
3 und dem Wickelgestell 1 ist ein Bediengang 5 gebildet. Auf der zum
Bediengang 5 gegenüberliegenden Seite des Wickelgestells 1 ist das Gattergestell
2 mit Abstand zum Wickelgestell 1 angeordnet. Zwischen dem Wikkelgestell
1 und dem Gattergestell 2 wird somit ein Doffgang 6 gebildet.1 is a schematic view of a texturing machine according to the invention
shown. The texturing machine consists of a
Die Texturiermaschine weist in Längsrichtung - in der Fig. 1 ist die Zeichnungsebene
gleich der Querebene - eine Vielzahl von Bearbeitungsstellen auf
für jeweils einen Faden pro Bearbeitungsstelle. Die Aufwickeleinrichtungen
nehmen eine Breite von drei Bearbeitungsstellen ein. Daher sind jeweils drei
Aufwickeleinrichtungen 9 - hierauf wird später eingegangen - in einer Säule
übereinander im Wickelgestell 1 angeordnet. Jede Bearbeitungsstelle weist
eine Vorlagespule 7 auf, auf der ein thermoplastischer Faden 4 aufgewickelt
ist. Der Faden 4 wird über einen Kopffadenführer 12 und eine Umlenkrolle
11 unter einer gewissen Spannung durch das erste Lieferwerk 13 abgezogen.
In dem Ausführungsbeispiel nach Fig. 1 wird der Faden zwischen dem
Gattergestell 2 und dem Lieferwerk 13 ohne Rohrführung geführt. Es
können jedoch in diesem Fall auch Rohrführungen verwandt werden.The texturing machine points in the longitudinal direction - in FIG. 1 is the plane of the drawing
equal to the transverse plane - a variety of processing points
for one thread per processing point. The rewinder
occupy a width of three processing points. Therefore, there are three each
Winding devices 9 - this will be discussed later - in a column
arranged one above the other in the winding
In Fadenlaufrichtung hinter dem ersten Lieferwerk 13 befindet sich ein
erster, langgestreckter Heizer 18, durch welchen der Faden 4 läuft, wobei
der Faden auf eine bestimmte Temperatur erwärmt wird. Der Heizer ist als
Hochtemperaturheizer ausgeführt, bei dem die Heizoberflächentemperatur über
300° C liegt. Ein derartiger Heizer ist beispielsweise aus der EP 0 412 429
(Bag. 1720) bekannt. Insoweit wird auf diese Druckschrift Bezug genommen.In the thread running direction behind the
Hinter dem Heizer 18 befindet sich eine Kühleinrichtung 19. Hierbei sind
der Heizer 18 und die Kühleinrichtung 19 in einer Ebene hintereinander
derart angeordnet, daß sich ein im wesentlichen gerader Fadenlauf einstellt.There is a
Die Kühleinrichtung 19 besitzt eine Kühlröhre, in dem der Faden 4 geführt
wird. Diese Kühlröhre, auf deren Beschreibung später eingegangen wird, ist
über eine Saugleitung 15 mit einer Absaugeinrichtung 14 verbunden. An der
Stelle, die in der Maschine am tiefsten liegt, weist die Kühleinrichtung eine
Kondensatsammeleinrichtung 117 auf, auf deren Funktion später eingegangen
wird.The
Hinter der Kühleinrichtung 19 befindet sich ein schematisch dargestellter
Falschdraller 20. Dieser Falschdraller 20 kann beispielsweise als Friktionsaggregat
mit auf drei Wellen angeordneten rotierenden Friktionsscheiben
ausgebildet sein. Hierbei wird der Faden durch den durch die Friktionsscheiben
gebildeten Zwickel geführt und verdrallt.Behind the
Im Anschluß an den Falschdraller 20 dient ein zweites, weiteres Lieferwerk
21 dazu, den Faden 4 sowohl über den Heizer 18 als auch über die Kühleinrichtung
19 zu ziehen. In Fadenlaufrichtung hinter dem zweiten Lieferwerk
21 könnte ein zweiter Heizer 22 (Set-Heizer) angeordnet sein. Dieser
Set-Heizer kann als gekrümmtes Heizrohr ausgebildet sein, welches von
einem Heizmantel umgeben ist, wobei das Heizrohr von außen mit Dampf
auf eine bestimmte Temperatur erwärmt wird. Der Set-Heizer 22 könnte wie
der erste Heizer auch als Hochtemperaturheizer ausgeführt sein.Following the
An den zweiten Heizer 22 schließt sich in Fadenlaufrichtung ein Ausgleichsrohr
29 nahtlos an, wie aus der EP 0 595 086 (Bag. 2045) bekannt ist.
Dadurch wird erreicht, daß der Faden 4 die Atmosphäre des Heizers 22 in
das Ausgleichsrohr 29 transportiert. In der Knickstelle zwischen dem Heizer
22 und dem Ausgleichsrohr 29 befindet sich ein Fadenführer 28.A compensating tube is connected to the
Am Ausgangsende des Ausgleichsrohres 29 befindet sich ein weiteres drittes
Lieferwerk 23. Davor oder dahinter befindet sich eine Präparationseinrichtung
(hier nicht gezeigt), die den Faden 4 vor Einlauf in eine Aufwicklung
9 präpariert. In der Aufwickeleinrichtung 9 wird der Faden auf eine Aufwickelspule
25, die von einer Reibrolle 24 am Umfang angetrieben wird,
aufgewickelt. Vor der Reibrolle 24 befindet sich eine Changiervorrichtung
26, mittels welcher der Faden 4 an der Aufwickelspule 25 hin- und hergeführt
und auf dieser als Kreuzwicklung aufgewickelt wird.Another third is located at the outlet end of the compensating
Bei den erfindungsgemäßen Texturiermaschinen kann man unterhalb des
zweiten Heizers statt des Ausgleichsrohres 29 zunächst an Stelle des Fadenführers
28 das dritte Lieferwerk 23 anordnen und sodann eine Tangeldüse
und danach ein weiteres Lieferwerk vorsehen. Dadurch wird es möglich, den
behandelnden Faden mit einstellbarer Fadenzugkraft in der Tangeldüse durch
Aufblasen von Luft zu verwirbeln und die Filamente miteinander zu vermischen.In the texturing machines according to the invention you can below
second heater instead of the compensating
Über dem Ausgleichsrohr 29 befindet sich eine Plattform 27, die als Bediengang
5 dient. Der Bediengang 5 wird zwischen dem Prozeßgestell 3 und
dem Wickelgestell 1 gebildet. Oberhalb des Bediengangs 5 ist die Kühleinrichtung
19 angeordnet, die sich im wesentlichen auf dem Prozeßgestell
3 abstützt. In dem Prozeßgestell sind entsprechend dem Fadenlauf der
Falschdraller 20, das zweite Lieferwerk 21 und der zweite Heizer 22
angeordnet.There is a
An dem Wickelgestell 1 ist im oberen Bereich auf der vom Bediengang
abgewandten Seite das erste Lieferwerk 13 unmittelbar vor dem Eingang des
ersten Heizers 18 angeordnet. Der Heizer 18 stützt sich wiederum auf dem
Aufwickelgestell ab. Entsprechend dem Fadenlauf ist am unteren Ende des
Wickelgestells das dritte Lieferwerk 23 in dem Wickelgestell 1 befestigt. Im
übrigen sind die Aufwickeleinichtungen 9 in dem Wickelgestell 3 angeordnet.On the winding
Die Aufwickeleinrichtung 9 weist einen Spulenspeicher 8 auf, der zur
Aufnahme der vollen Spule dient, wenn auf der Aufspuleinrichtung eine
volle Aufwickelspule 25 erzeugt worden ist. Zur Abnahme der vollen Spule
25 wird der Spindelträger verschwenkt und die volle Spule auf einer Abrollbahn
abgelegt. Die Abrollbahn ist Teil des Spulenspeichers 8. Auf der
Abrollbahn wartet die volle Spule 25 bis zum Abtransport. Deswegen ist die
Abrollbahn des Spulenspeichers 8 auf der Seite des Wickelgestells 1 angeordnet,
welche zu dem Doffgang 6 benachbart und vom Bediengang 5
abgekehrt ist. Ferner ist jeder Aufspuleinrichtung 9 eine Hülsenzufuhreinrichtung
10 zugeordnet, die im einzelnen nicht mehr beschrieben ist.The winding
Der Faden 4 wird hierbei mittels des ersten Lieferwerkes 13 von einer
Vorlagespule 7 abgezogen und in eine Falschdrallzone geführt. Die Falschdrallzone
besteht hierbei aus dem Heizer 18 der Kühleinrichtung 19 und
dem Falschdrallaggregat. Innerhalb der Falschrallzone erfolgt eine Verstrekkung
und Fixierung des Fadens 4. Der Faden 4 wird durch das zweite
Lieferwerk 21 aus der Falschdrallzone abgezogen und anschließend mit Hilfe
eines dritten Lieferwerks 23 unter Schrumpfbedingung durch einen zweiten
Heizer 22 gefördert. Nach dem dritten Lieferwerk 23 wird der Faden 4 zu
der Aufwickeleinrichtung 9 geführt und zu einer Spule 25 gewickelt. Bei
diesem Ablauf wird besonders während der Faden 4 in dem Heizer 8
erwärmt wird die an dem Faden 4 anhaftende Präparation durch Verdampfen
freigesetzt. Desweiteren wird aufgrund des rücklaufenden Dralls im Faden
der Faden eine schnelle Schraubenbewegung ausführen, die zusätzlich ein
Abschleudern von Präparation bewirkt. Um die frei werdenden Dämpfe und
Ölnebel aufzufangen, ist erfindungsgemäß die Kühleinrichtung 19 mit einer
Kühlröhre ausgeführt. Die Kühlröhre ist an einer Absaugeinrichung angeschlossen.
Die Kühleinrichtung 19 und die Absaugeinrichtung 14 sind über
eine Leitung 15 miteinander verbunden.The
In Fig. 1 ist eine weitere Ausführungsform einer Absaugeinrichtung gestrichelt
gezeigt, die sowohl mit der Kühleinrichtung 19 als auch mit der
Heizeinrichtung 18 verbunden ist. Diese Anordnung ermöglicht, daß die
Dämpfe, die in erheblichem Maße in der Heizeinrichtung erzeugt werden,
der Heizeinrichtung und die Dämpfe der Küleinrichtung gleichzeitig abgesaugt
werden können.In Fig. 1, another embodiment of a suction device is dashed
shown, both with the
In Fig. 2 und 3 ist ein weiteres Ausführungsbeispiel einer erfindungsgemäßen
Kühleinrichtung gezeigt. Hierbei wird der Hohlkörper 56 der Kühleinrichtung
durch eine Kühlschiene 16 und einen Deckel 17 gebildet. Die
Kühlschiene 16 weiste einen V-förmigen Profilquerschnitt auf und ist in
Fadenlaufrichtung gekrümmt ausgeführt. Dadurch wird ein durch die Kühlschiene
16 geführter Faden 4 sich auf den Nutgrund 51 der Kühlschiene 16
anlegen. Der Faden 4 tritt bei einem Einlaß 36 in die Kühleinrichtung ein
und verläßt diese bei dem Auslaß 37. Die Kühlröhre 30 wird nun dadurch
gebildet, daß der Deckel 17 das offene V-förmige Kühlschienenprofil der
Kühlschiene 16 in Längsrichtung abschließt. Der Deckel 17 ist hierbei als
ein Rohr ausgebildet, das auf der zum Einlaß gewandten Stirnseite und auf
der zum Auslaß gewandten Stirnseite jeweils verschlossen ist. Das Rohr
kann gekrümmt ausgeführt sein, wobei die Form im wesentlichen der Form
der Kühlschiene entspricht. Es ist jedoch auch möglich, das Rohr gerade aus
einem biegsamen, flexiblen Werkstoff, beispielsweise einem Kunststoff,
herzustellen, das durch Belastung die durch die Kühlschiene vorgegebene
Form annimmt. Hierbei legt sich der Aussendurchmesser des rohrförmigen
Deckels 17 in Abhängigkeit von dem jeweiligen Krümmungsradius an die
inneren Profilwände der Kühlschiene 16 formschlüssig an. Die Abdeckung
erstreckt sich über die gesamte Länge der Kühlschiene 16. Die gebildete
Kühlröhre 30 ist beim Einlaß 36 und beim Auslaß 37 jeweils offen. Der
Deckel 17 weist auf der zur Kühlschiene 16 gewandten Seite zumindest eine
oder mehrere über die Länge der Kühlstrecke verteilte Bohrungen 32 auf.
Über die Bohrungen 32 besteht eine Verbindung zwischen der Kühlröhre 30
und der im Deckel ausgebildeten Deckelkammer 53. Der Deckel 17 weist
an einer beliebigen Stelle außerhalb der Kühlröhre 30 eine Öffnung 52 auf,
an die eine Saugleitung 15 angeschlossen ist. Die Saugleitung 15 verbindet
den Deckel 17 mit einer Absaugeinrichtung (hier nicht gezeigt).2 and 3 is another embodiment of an inventive
Cooling device shown. Here, the
Die Kühlschiene 16 besitzt im Bereich des Einlasses 36 oder im Bereich des
Auslasses 37 eine Ablauföffnung 34. Die Anordnung der Ablauföffnung 34
richtet sich nach der Lage des Hohlkörpers 56 innerhalb der Maschine. In
der Regel wird die Ablauföffnung 34 an der tiefstgelegenen Stelle eingebracht.
Die Ablauföffnungen 34 sind über eine Leitung 54 mit einem
Sammelbehälter für Kondensat verbunden. Die hier beschriebene Kondensatsammeleinrichtung
ist geeignet, um das innerhalb des Hohlkörpers auftretende
Kondensat aufzufangen und abzuleiten. Bei normaler Umgebung tritt jedoch
auch Kondensat außen an den Wandungen des Hohlkörpers 56 auf. Dieses
Kondensat kann ebenfalls durch eine meist als Behälter ausgeführte Sammeleinrichtung
abgeführt werden. Der Behälter könnte beispielsweise an einer
Saugeinrichtung angeschlossen sein, so daß das Kondensat innerhalb der
Texturiermaschine von jeder Bearbeitungsstelle zusammengeführt und zentral
abgeführt werden kann.The cooling
Die Kühlschiene 16 ist innerhalb der Kühleinrichtung in einem Träger 31
mit U-förmigem Profil angeordnet. Hierbei ist die Kühlschiene 16 und der
Träger 31 an den Enden ihrer Schenkel miteinander verbunden, so daß sich
eine an den Enden verschlossene Kammer 33 ausbildet. Die Kammer 33 ist
mit einem Kühlmedium angefüllt. Das Kühlmedium kann hierbei auch in
einen Kühlkreislauf eingeschlossen sein, so daß das Medium innerhalb der
Kammer 33 regelmäßig gewechselt wird. Das Kühlmedium in der Kammer
33 hält die Kühlschiene 16 auf eine für die Fadenkühlung erforderliche
Temperatur. The cooling
Bei dieser Anordnung der Kühleinrichtung werden die vom Faden austretenden
Dämpfe und Ölnebel in der Kühlröhre 30 eingeschlossen und werden
sodann über die Bohrungen 32 der Deckelkammer 53 und der Öffnung 52
abgesaugt. Hierbei kann nur durch die Öffnungen am Einlaß 36 und am
Auslaß 37 Umgebungsluft in die Kühlröhre 30 eindringen. Somit wird
verhältnismäßig wenig Umgebungsluft angesaugt. Bei dieser Ausführung wird
die Saugleitung 15 bevorzugt im mittleren Bereich zu der langgestreckten
Kühlröhre 30 angeordnet. Das sich im Nutgrund 51 der Kühlschiene 16
sammelnde Kondensat kann bei dieser Kühleinrichtung jeweils durch die
Öffnungen 34.1 bzw. 34.2 und die Leitungen 54.1 und 54.2 abgeführt
werden.With this arrangement of the cooling device, those emerging from the thread
Vapors and oil mist are trapped in the cooling
In Fig. 4 und 5 ist ein weiteres Ausführungsbeispiel einer Kühleinrichtung
gezeigt, wie sie beispielsweise in der Texturiermaschine nach Fig. 1 einsetzbar
wäre. Hierbei wird der Hohlkörper 56 durch eine Kühlschiene 16 und
einen Deckel 55 gebildet. Die Kühlschiene 16 ist und der die Kühlschiene
16 aufnehmende Träger 31 sind wie bei der Ausführung der Kühleinrichtung
aus Fig. 3 und 4 ausgeführt. Insoweit wird Bezug genommen auf die
Beschreibung zu den Figuren 2 und 3. Gegenüber Fig. 2 ist diese Ausführung
der Kühleinrichtung jedoch derart angeordnet, daß das V-förmige Profil
der Kühlschiene 16 mit seiner langgestreckten Öffnung zum Grund der
Maschine hin zeigt. Diese Ausführung besitzt den Vorteil, daß der Faden
auf einfache Weise von unten her in die Kühleinrichtung eingelegt werden
kann. Bei dieser Ausführung der Kühleinrichtung wird die Kühlröhre 30
durch die V-förmige Kühlschiene 16 und einen auf den freien Enden der
Schenkel aufliegenden blechförmigen Deckel 55 gebildet. Der Deckel 55
wird hierbei kraftschlüssig an die Kühlschiene 16 angelegt. Die Kühlschiene
16 und der Deckel 55 weisen eine in Fadenlauf gleichgerichtete Krümmung
auf, so daß die Kühlschiene über die gesamte Kühlstrecke hin abgedeckt
wird. Der Deckel 55 weist ein Öffnung 35 auf, an der die Saugleitung 15
angeschlossen ist. Über die Öffnung 35 ist die Kühlröhre 30 mit der Saugleitung
15 und einer daran angeschlossenen Absaugeinrichtung verbunden.
Die Kühlröhre 30 ist auf der Einlaßseite 36 durch eine Stirnblende 38.1 und
auf der Auslaßseite 37 mit einer Stirnblende 38.2 im wesentlichen verschlossen.
Die Stirnblenden 38. 1 und 38.2 weisen nur eine für den Fadenlauf
erforderliche Öffnung auf. Hierdurch wird die Saugwirkung der Absaugeinrichtung
dahingehend verstärkt, daß im Grenzfall sogar ein geringer Unterdruck
im Kanal erzeugt werden kann.4 and 5 is another embodiment of a cooling device
shown how they can be used, for example, in the texturing machine according to FIG. 1
would. Here, the
Es besteht jedoch auch die Möglichkeit, die stirnseitige Abdeckung nur an
einem Ende der Kühlröhre 30 vorzunehmen. Am offenen Ende wird, je
nach Intensität der Absaugung, zusätzlich Umgebungsluft angesaugt. Der
günstige Ort für die - einseitige - Stirnblende und die Einmündung der
Absaugung hängt von der räumlichen Lage der Kühleinrichtung und von der
Fadenlaufrichtung ab, da einerseits der Faden den Dampf mitreißt aber
andererseits der heiße Dampf durch Kaminwirkung aufsteigen will.However, it is also possible to only attach the front cover
to make one end of the cooling
Bei den zuvor beschriebenen Ausführungen der Kühleinrichtungen ist die
Absaugeinrichtung über eine Saugleitung an dem Deckel 17 bzw. 55 der
Kühleinrichtung angekoppelt. Es ist jedoch auch möglich, die Verbindung
zwischen der Kühlröhre 30 und der Absaugung durch eine Öffnung in der
Kühlschiene 16 auszubilden. Bei der Anbindung an den Deckel 17 bzw. 55
ist die Saugleitung 15 bevorzugt flexibel ausgebildet, z.B. als Schlauch.
Damit kann eine für das Fadenanlegen erforderliche Bewegung zum Öffnen
und Verschließen der Kühlröhre 30 durch die Saugleitung erfolgen. Das
Öffnen und Verschließen der Kühlröhre 30 erfolgt hierbei durch eine
Schließeinrichtung, die mit dem Deckel der Kühleinrichtung verbunden ist.
Die Schließeinrichtung könnte hierbei beispielsweise als eine Schiebeführung,
die den Deckel im wesentlichen quer zum Fadenlauf verschiebt und somit
das Öffnen der Kühlröhre 30 bewirkt, ausgeführt sein. Weitere Ausführungsbeispiele
einer Schließeinrichtung sind in den Figuren 6 bis 8 gezeigt.In the previously described designs of the cooling devices, the
Suction device via a suction line on the
In Fig. 6 wird die Kühlröhre 30 durch die Kühlschiene 16 und einen
blechförmigen Deckel 55 gebildet. Der blechförmige Deckel 55 ist hierbei
derart geformt, daß ein gewisser Formschluß zwischen dem Deckel und dem
Profil der Kühlschiene 16 möglich wird. Der Deckel 55 ist zu einer Seite
der Kühlschiene 16 hin verlängert und an einer im wesentlichen parallel zur
Kühlschiene 16 ausgebildeten Schwenkachse 39 gelagert. An dem freien
Ende des Deckels 55 auf der zur Schwenkachse 39 gegenüberliegenden Seite
zur Kühlschiene 16 greift eine Schließeinrichtung 40 an den Deckel 55 an.
Die Schließeinrichtung 40 besteht hierbei aus einem Kraftgeber 41, der bei
Betätigung gegen eine Feder 42 den Deckel 55 um die Schwenkachse 39
derart verschwenkt, daß die Kühlröhre 30 geöffnet wird. Die Ansteuerung
der Schließeinrichtung 40 erfolgt hierbei über eine zentrale Steuereinheit
(hier nicht gezeigt). Somit wird zum Anlegen des Fadens oder bei Stillstand
der Maschine der Deckel 55 mittels der Schließeinrichtung 40 geöffnet oder
verschlossen. Das Schließen des Deckels 55 erfolgt mittels der Feder 42
selbsttätig, sobald der Kraftgeber 41 entlastet wird.In Fig. 6, the cooling
In Fig. 7 ist die Kühlröhre 30 durch die Kühlschiene 16 und einen rohrförmigen
Deckel 17 gebildet. Der rohrförmige Deckel 17 ist an einem Träger
43 befestigt. Der Träger 43 ist mit einer Schließeinrichtung 40 verbunden.
Hierbei kann der Träger 43 an einer Führung 44 der Schließeinrichtung in
vertikaler Richtung oder um eine Schwenkachse 45 der Schließeinrichtung
quer zur Kühleinrichtung verschwenkt werden. Die Vertikalbewegung des
Trägers 43 und damit des Deckels 17 kann beispielsweise durch eine Kolben-Zylinder-Einheit
erfolgen. Die Schwenkbewegung läßt sich beispielsweise
durch einen separaten Kraftgeber oder durch eine Kombination zwischen der
die vertikale Bewegung ausführenden Kolben-Zylinder-Einheit und einer
Kulissenführung ausführen. Die letztgenannte Ausführung besitzt den Vorteil,
daß sowohl die Vertikalbewegung als auch die Schwenkbewegung nur durch
einen einzigen Kraftgeber gesteuert wird. Auch hierbei wird die Schließeinrichtung
über eine zentrale Steuereinrichtung angesteuert. Bei der in Fig.
7 gezeigten Anordnung könnte der Träger 43 auch durch einen Greifer
ersetzt werden, der mittels der Schließeinrichtung gesteuert werden würde.In Fig. 7, the cooling
In Fig. 8 ist ein weiteres Ausführungsbeispiel einer Schließeinrichtung
gezeigt. Hierbei wird die Kühlröhre 30 durch den bleichförmigen Deckel 55
und die Kühlschiene 16 gebildet. An dem blechförmigen Deckel 55 ist über
das Befestigungsmittel 49 ein Stift 47 befestigt. Der Stift 47 ist in einem
Halter 46 beweglich gelagert. Der Halter 46 ist wie die Kühleinrichtung fest
in der Maschine angeordnet. Zwischen dem Deckel 55 und dem Halter 46
ist eine den Stift umschließende Feder 48 angeordnet. Die Feder 48 ist
derart gegen den Halter 46 vorgespannt, daß der Deckel 55 auf der Kühlschiene
16 kraftschlüssig gehalten wird. Der Stift 47 weist an seinem freien
Ende einen Griff 50 auf. Durch manuelle Betätigung des Stiftes 47 in
vertikaler Richtung gegen die Feder 48 läßt sich somit der Deckel 55 von
der Kühlschiene 16 heben. Damit wird die Kühlröhre 30 geöffnet, so daß
der Faden 4 in die Kühlschiene 16 eingelegt werden kann.8 is another embodiment of a locking device
shown. Here, the cooling
Die erfindungsgemäße Kühleinrichtung läßt sich ebenfalls durch einen einteiligen Hohlkörper ausbilden. In diesem Fall wird der Faden in die Kühlröhre eingefädelt. Ein Öffnen und Schließen der Kühlröhre in Längsrichtung ist nicht möglich.The cooling device according to the invention can also be made in one piece Form the hollow body. In this case the thread goes into the cooling tube threaded. Opening and closing the cooling tube in the longitudinal direction can not.
In Fig. 9 ist ein Ausführungsbeispiel einer Texturiermaschine mit einem Schutzkörper in der Falschdrallzone gezeigt. Da die in Fig. 9 gezeigte Texturiermaschine im wesentlichen den gleichen Aufbau aufweist wie die Texturiermaschine nach Fig. 1 wird an dieser Stelle zu der Beschreibung zu Fig. 1 Bezug genommen. Die Bauteile mit gleicher Funktion haben hierbei identische Bezugszeichen erhalten.9 shows an embodiment of a texturing machine with a Protective body shown in the false twist zone. Since the one shown in Fig. 9 Texturing machine has essentially the same structure as that 1 becomes the description at this point Fig. 1 referred. The components with the same function have here received identical reference numerals.
Zwischen dem Heizer 18 und der Kühleinrichtung 19 ist ein Schutzkörper
116 angeordnet. Der Schutzkörper 116 weist einen den Faden 4 ohne
Kontakt umschließenden Mantel 132 auf. An den Enden ist der Schutzkörper
116 offen, so daß der Faden 4 ohne Kontakt durch den Schutzkörper 116
verläuft. Der Schutzkörper 116 erstreckt sich von dem Heizerausgang bis zu
der Kühleinrichtung 19, wobei ein erster Teilabschnitt der Kühleinrichtung
von dem Mantel 132 des Schutzkörpers 116 ebenfalls umschlossen wird.There is a protective body between the
Der Schutzkörper 116 ist über eine Öffnung im Mantel 132 mit einer
Saugleitung 115 verbunden, die an ihrem anderen Ende mit einer Absaugeinrichtung
14 gekoppelt ist.The
Im Bereich des in der Maschine tiefer liegenden Endes des Schutzkörpers
116 - in diesem Falle das zur Kühleinrichtung 19 gewandte Ende - ist in
dem Mantel 132 ein Kondensatauslaß eingebracht, der den Innenraum des
Schutzkörpers 116 mit einer Kondensatsammeleinrichtung 117 verbindet.In the area of the lower end of the protective body in the machine
116 - in this case the end facing the cooling device 19 - is in
the
Bei der Texturiermaschine nach Fig. 9 wird der Faden 4 mittels des ersten
Lieferwerkes 13 von der Vorlagespule 7 abgezogen und in eine Falschdrallzone
geführt. In der Falschdrallzone ist der Heizer 18, der Schutzkörper
116, die Kühleinrichtung 19 und das Falschdrallaggregat angeordnet, so daß
innerhalb der Falschdrallzone eine Verstreckung und Fixierung des Fadens
4 erfolgt.9, the
Der Faden 4 wird durch das zweite Lieferwerk 21 aus der Falschhdrallzone
abgezogen und anschließend mit Hilfe eines dritten Lieferwerkes 23 unter
Schrumpfbedingung durch einen zweiten Heizer 22 gefördert. Hierbei könnte
zwischen dem Heizereingang 22 und dem 2. Lieferwerk 21 ein weiteres
Lieferwerk geschaltet sein. Durch das zusätzliche Lieferwerk lassen sich
unabhängig von der Verstreckung in Falschdrallzone die Fadenspannungen
zur Schrumpfbehandlung zwischen dem dritten Lieferwerk und dem zusätzlichen
Lieferwerk gesondert einstellen. Nach dem dritten Lieferwerk 23 wird
der Faden 4 zu der Aufwickeleinrichtung 9 geführt und zu einer Spule 25
aufgewickelt.The
Bei diesem Ablauf wird besonders während der Faden 4 in dem Heizer 8
erwärmt wird, die an dem Faden 4 anhaftende Präparation durch Verdampfen
freigesetzt. Des weiteren wird aufgrund des rücklaufenden Dralls im
Faden der Faden eine schnelle Schraubenbewegung ausführen, die zusätzlich
ein Abschleudern von Präparation bewirkt. Um die freiwerdenden Dämpfe
und Ölnebel aufzufangen, ist erfindungsgemäß am Ausgang des Heizers 18
der Schutzkörper 116 angeordnet. Der Innenraum des Schutzkörpers 116 ist
an einer Absaugeinrichtung 14 angeschlossen. Somit werden die am Faden
4 austretenden Dämpfe vor Einlauf in die Kühleinrichtung 19 abgeführt.
Zusätzlich ist der Schutzkörper 116, der beispielsweise vorteilhaft durch ein
Rohr gebildet werden kann, mit einer Kondensatsammeleinrichtung verbunden.
Hierüber wird das durch die an den Innenwänden des Schutzkörpers
austretende Kondensat gesammelt abgeführt.In this process, especially during the
Durch die Anordnung des Schutzkörpers unmittelbar vor dem Heizerausgang
ist zudem die Möglichkeit gegeben, mittels der Absaugeinrichtung 14
Dämpfe aus dem Heizkanal des Heizers 18 zu saugen. Hierzu ist das Ende
des Schutzkörpers unmitttelbar am Ausgang des Heizers 18 angeordnet.By arranging the protective body directly in front of the heater outlet
there is also the possibility of using the
Die Kühleinrichtung 19 ist als eine Kühlschiene ausgebildet, in deren Nutgrund
der Faden 4 mit Kontakt entlang geführt wird. Hierbei treten beim
Eintritt des Fadens in die Kühleinrichtung Dämpfe aus dem Faden. Um
diese Dämpfe ebenfalls abzuführen, erstreckt sich der Schutzkörper über
zumindest einen Teilbereich der Kühlschiene. Hierbei könnte der Schutzkörper
derart verlängert werden, daß die gesamte Kühleinrichtung sich
innerhalb des Schutzkörpers 116 befindet. Für den Fall, daß eine Kühleinrichtung
mit einer vom Faden durchdrungenen Kühlröhre 30 verwendet
wird, wird der Schutzkörper 116 nur bis unmittelbar vor dem Eintrit der
Kühleinrichtung 19 angeordnet.The
Durch das Abführen des Dampfes des Kondensates vor Eintritt des Fadens
in die Kühleinrichtung wird erreicht, daß der Faden eine intensivere Abkühlung
in der Kühleinrichtung 19 erhält.
Eine Kondensatbildung innerhalb der Kühleinrichtung 19 wird vermieden.
Dadurch wird die Verschmutzung der Kühleinrichtung erheblich vermindert.
Des weiteren wird der Faden in einer wesentlichen trockenen Fadenlaufspur
innerhalb der Kühleinrichtung 19 geführt.By removing the steam of the condensate before the thread enters
In the cooling device, the thread is cooled more intensively
receives in the
Um die Kondensatbildung innerhalb des Schutzkörpers 116 zu erhöhen,
könnte der Mantel des Schutzkörpers 116 gekühlt werden, beispielsweise
durch einen Kaltluftstrom.In order to increase the formation of condensate within the
In Fig. 10 ist ein weiteres Ausführungsbeispiel eines Schutzkörpers, wie er an einer Texturiermaschine in Fig. 9 eingesetzt werden könnte, gezeigt.In Fig. 10 is another embodiment of a protective body, as he 9 could be used on a texturing machine.
Bei diesem Ausführungsbeispiel ist die Kühleinrichtung durch ein Kühlrohr
137 gebildet. Zur Kühlung wird der Faden wendelförmig außen an der
Oberfläche des Kühlrohres 137 geführt. Im Innern wird das Kühlrohr
beispielsweise durch ein fließendes Kühlmedium gekühlt. In this embodiment, the cooling device is through a
Der Schutzkörper 116 besteht wiederum aus einem Mantel 132, der einen
vom Faden 4 durchdrungenen Innenraum 131 bildet.The
Die Enden des Schutzkörpers 116 sind offen. Der Mantel 132 besitzt eine
Öffnung 133. Konzentrisch zur Öffnung 133 ist die Saugleitung 115 an dem
Mantel 132 befestigt. Die Saugleitung 115 führt zu einer Absaugeinrichtung
(hier nicht gezeigt), so daß der Innenraum 131 über die Öffnung 133 und
die Saugleitung 115 mit der Absaugeinrichtung verbunden ist.The ends of the
In das zur Kühleinrichtung gewandte offene Ende ragt ein Kühlrohr 137 in
den Innenraum 131 des Schutzkörpers 116 hinein. Das Kühlrohr 137 wird
am Umfang vom Faden umschlungen. Zwischen dem Kühlrohr und dem
Mantel 132 ist eine Öffnung 130 gebildet, die zum Ablassen des Kondensats
dient. Hierzu ist unterhalb des Schutzkörpers 116 am Ende des Mantels 132
ein Ablaufblech 138 angeordnet. Das Ablaufblech 138 führt zu einem
Behälter 139. Der Behälter 139 dient zur Aufnahme des abtropfenden
Kondensats. Der Schutzkörper 116 ist an einem Halter 135 befestigt. Der
Halter 135 ist mit einer im Maschinengestell angeordneten Verstelleinrichtung
136 gekoppelt. Die Verstelleinrichtung 136 ermöglicht eine Bewegung des
Halters 135 in axiale Richtung des Schutzkörpers 116. Durch die Verstelleinrichtung
136 läßt sich ein zwischen dem Heizerausgang 144 und dem
offenen Ende des Schutzkörpers 116 gebildeter Schlitz 134 in seiner Größe
verändern. Durch die Verstellung des Schlitzes 134 kann die in den Innenraum
131 einströmende Umgebungsluft eingestellt werden. Zudem läßt sich
damit die Besaugung der Heizeinrichtung 118 steuern. Wird der Schlitz 134
durch Verstellung des Schutzkörpers 116 verschlossen, d.h., das offene Ende
des Schutzkörpers 116 stößt an die Stirnseite des Heizers, erfolgt eine
intensive Absaugung der Heizeinrichtung 118. Mit zunehmender Schlitzgröße
nimmt die Besaugung der Heizeinrichtung ab. A cooling
In Fig. 11 ist ein weiteres Ausführungsbeispiel eines Schutzkörpers bei
geknicktem Fadenlauf zwischen Heizeinrichtung und Kühleinrichtung gezeigt.
Der Faden 4 wird zwischen dem Heizer 18 und der Kühleinrichtung 19
über einen Fadenführer 146 geführt. Zwischen dem Heizer 18 und der
Kühleinrichtung 19 ist ein aus zwei Teilstücken bestehender Schutzkörper
angeordnet. Das erste Teilstück 116.1 des Schutzkörpers umschließt den
Faden 4 in dem Teilstück zwischen dem Heizer 18 und dem Fadenführer
146. Das zweite Teilstück 116.2 des Schutzkörpers umschließt den Faden 4
in dem Bereich zwischen Fadenführer 46 und der Kühleinrichtung 19. Im
Bereich der Nahtstelle der beiden Teilstücke 116.1 und 116.2 ist eine
Saugleitung 115 mit den Teilsücken verbunden, so daß die Innenräume des
Schutzkörpers mit einer Absaugeinrichtung in Verbindung stehen.11 shows a further exemplary embodiment of a protective body
kinked thread path between the heating device and cooling device shown.
The
Zum Anlegen des Fadens bzw. zum Reinigen des Schutzkörpers ist es von
Vorteil, wenn der Schutzkörper aus einem Unterteil und einem Oberteil
besteht, die zueinander beweglich sind. In Fig. 12 ist eine derartige Anordnung
gezeigt. Hierbei ist die Innenkontur 142 des Unterteils 140 kongruent
der Außenkontur 143 des Oberteils 141 geformt. Das Oberteil 141 ist in
Umfangsrichtung drehbar mit dem Unterteil 140 gekoppelt.To put on the thread or to clean the protective body it is from
Advantage if the protective body consists of a lower part and an upper part
exists that are mutually movable. Such an arrangement is shown in FIG
shown. Here, the
In Fig. 12.1 ist der so gebildete Schutzkörper 116 im geöffneten Zustand
gezeigt. Hierbei ist das Oberteil 141 in den Innenbereich des Unterteils 140
eingeschwenkt. Nun kann ein Faden 4 in die gebildete offene Nut eingelegt
werden. Sodann wird das Oberteil 141 zum Verschließen des Schutzkörpers
aus dem Innenbereich des Unterteils 140 verdreht. In Fig. 12.2 ist der
Schutzkörper in dem geschlossenen Zustand gezeigt. Hierbei bildet das Oberteil
141 und das Unterteil 140 einen geschlossenen Innenraum 131. In dem
Innenraum 131 läuft der Faden 4. 12.1, the
Es ist jedoch auch möglich, daß der Schutzkörper 116 einteilig mit einem
in Fadenlaufrichtung ausgebildeten Längsschlitz zum Fadenanlegen ausgeführt
ist.However, it is also possible that the
In Fig. 13 ist ein Ausführungsbeispiel eines Schutzkörpers mit einer Düseneinrichtung dargestellt. Eine derartige Anordnung könnte beispielsweise in einer Texturiermaschine nach Fig. 1 oder nach Fig. 9 eingesetzt werden. Bei einer derartig ausgefühten Texturiermaschine wird der Faden unmittelbar nach der Wärmebehandlung mit einem Kühlfluid benetzt. Die dadurch zusätzlich entstehende Verdampfung des Kühlfluids am Faden führt einerseits zum Verflüchtigen der Präparationsbestandteile im Faden sowie zur Kühlung des Fadens.13 shows an embodiment of a protective body with a nozzle device shown. Such an arrangement could, for example, in a texturing machine according to FIG. 1 or according to FIG. 9 are used. With a texturing machine designed in this way, the thread becomes immediate wetted with a cooling fluid after the heat treatment. The result additional evaporation of the cooling fluid on the thread leads on the one hand for volatilizing the preparation components in the thread as well as for cooling of thread.
Bei der nachfolgenden Beschreibung zu Fig. 13 werden die Bauteile mit
gleicher Funktion mit gleichen Bezugszeichen bezeichnet. In Fig. 13 weist
der Schutzkörper einen rohrförmigen Innenraum 131 auf, der durch einen
Mantel 132 gebildet Der Mantel 132 liegt mit einer Stirnseite unmittelbar
an dem Heizerausgang 144 des Heizers 18 an. Dadurch kann der
Faden 4 direkt in den Innenraum 131 einlaufen und auf der gegenüberliegenden
Seite auf ein Kühlrohr 137 zur Kühlung auflaufen. Der Mantel
132 weist im mittleren Bereich eine Öffnung 133 auf. Konzentrisch zur
Öffnung 133 ist die Saugleitung 115 an dem Mantel 132 befestigt. Die
Saugleitung 115 führt zu einer Absaugeinrichtung, wie sie beispielsweise in
Fig. 1 gezeigt ist, so daß der Innenraum 131 über die Öffnung 133 und die
Saugleitung 115 mit der Absaugeinrichtung 14 verbunden ist.In the following description of FIG. 13, the components are included
same function with the same reference numerals. In Fig. 13 points
the protective body has a
In das zur Kühleinrichtung gewandte offene Ende des Schutzkörpers ragt ein
Kühlrohr 137 in den Innenraum 131 hinein. Das Kühlrohr 137 wird am
Umfang vom Faden umschlungen. Zwischen dem Kühlrohr und dem Mantel
132 ist eine Schottwand 147 angeordnet. Die Schottwand umschließt dabei
das Kühlrohr 137. Durch die Schottwand wird somit der Innenraum 131
gegenüber der Umgebung abgedichtet. In der Schottwand 147 ist an einer
Stelle am Umfang des Kühlrohres eine Fadenöffnung 148 eingebracht, damit
der Faden ungehindert aus dem Innenraum 131 austreten kann. Die Fadenöffnung
148 ist hierbei im wesentlichen auf der gegenüberliegenden Seite zu
einer im Mantel eingebrachten Kondensatauslaßöffnung 130 angeordnet. Die
Kondensatauslaßöffnung 130 verbindet den Innenraum 131 mit einer Sammelleitung
157. Die Sammelleitung 157 ist mit einem hier nicht gezeigten
Sammelbehälter für Kondensat verbunden. Die Kondensatauslaßöffnung ist
hierbei im Bereich des Mantels 132 angeordnet, der innerhalb der Maschine
am tiefsten gelegen ist.A protrudes into the open end of the protective body facing the cooling
An dem gegenüberliegenden Ende des Schutzkörpers liegt der Mantel 132 im
wesentlichen dichtend an dem Heizerausgang 144 an. Im Bereich des Heizerausgangs
144 befinden sich im Mantel 132 mehrere Öffnungen 156. Über
die Öffnung 156 kann Umgebungsluft in den Innenraum 131 eintreten.At the opposite end of the protective body, the
Im vorderen Bereich des Schutzkörpers (in Fadenlaufrichtung gesehen) sind
am Mantel 132 zwei Düsen 149 mit Abstand zueinander angeordnet. Die
Düsen ragen in den Innenraum 131 derart hinein, daß der Faden 4 über
eine an der Düse ausgebildete Lauffläche 151 geführt wird. In die Lauffläche
151 mündet trichterförmig ein Düsenkanal 152. Der Düsenkanal 152
ist über eine Leitung mit einer außerhalb des Schutzkörpers angeordneten
Dosiereinrichtung, die als Dosierpumpe 150 ausgeführt ist, verbunden. Die
Dosierpumpe 150 saugt aus einem Behälter 155 Kühlfluid an. Das Kühlfluid,
beispielsweise Wasser, wird von der Dosierpumpe 150 über die Düse 149
auf den Faden bzw. in den Innenraum 131 gefördert. Die Dosierpumpe 150
ist über eine Pumpensteuerung 153 steuerbar. Die Pumpensteuerung 153 ist
mit einer Steuereinheit 154 verbunden. In the front area of the protective body (seen in the thread running direction)
on the
Bei der in Fig. 13 gezeigten Anordnung läßt sich die Menge des Kühlfluids
durch die jeweilige Pumpensteuerung individuell vorgeben. Durch die zentrale
Steuereinheit 154 können vom Prozeß abhängige Dosierungen des
Kühlfluids vorgenommen werden. Wesentlich bei der Dosierung des Kühlfluids
ist hierbei, daß die in den Sammelraum bzw. auf den Faden 4
aufgebrachte Menge vollständig verdampft wird. Damit wird verhindert, daß
sich ein Überschuß an Kühlfluid im Innenraum 131 bildet. Der Dampf wird
über die Saugleitung 115 vollständig abgeführt. Mit dieser Anordnung ist
gewährleistet, daß die vom Faden kontaktierten Flächen der nachgeschalteten
Kühleinrichtung trocken bleiben und somit zu einer verbesserten Kühlwirkung
am Faden führen. Der Auftrag des Kühlfluids kann - wie in Fig. 13 gezeigt
- durch mehrere oder auch durch nur eine Düse erfolgen. Die Düsen
können hierbei auch vorteilhaft als Zerstäuberdüsen ausgeführt sein. Das
besitzt den Vorteil, daß kein unmittelbarer Fadenkontakt zwischen der Düse
und dem Faden erforderlich ist. Das zerstäubte Kühlfluid verteilt sich dabei
nebelartig im Innenraum 131.In the arrangement shown in Fig. 13, the amount of the cooling fluid can be
individually specified by the respective pump control. Through the
Zum Anlegen des Fadens, biespielsweise durch Abdecken des Schutzkörpers,
wird die Zufuhr des Kühlfluids mittels der Steuereinrichtung 154 unterbrochen.
Die Steuereinrichtung 154 läßt sich hierbei vorteilhaft zum Ansteuern
des Klappmechanismus des Schutzkörpers einsetzen. Zusätzlich
könnten die Düsen beim Anlegen des Fadens aus dem Fadenlauf bewegt
werden.To put on the thread, e.g. by covering the protective body,
The supply of the cooling fluid is interrupted by the
Bei der Verwendung von mehreren Düsen können die Düsen so angeordnet sein, daß der Faden S-förmig bzw. in Schlangenlinien geführt wird und die Düsen zum Beispiel seitlich wegbewegt werden können und gegen Anschläge gezielt wieder eintauchen. If several nozzles are used, the nozzles can be arranged in this way be that the thread is S-shaped or in serpentine lines and the For example, nozzles can be moved sideways and against stops deliberately plunge again.
Bei der erfindungsgemäßen Texturiermaschine wird somit gewährleistet, daß der innerhalb der Kühlstrecke auftretende Dampf praktisch vollständig abgesaugt bzw. als Kondensat abgeleitet wird. Hierbei wird jedoch ein geringer Anteil an Umgebungsluft mit abgesaugt, so daß geringe Leitungsquerschnitte und ein geringer Energieverbrauch der Absaugeinrichtung sowie geringe Belastung der Klimaanlage durch die Absaugung eintritt. Es treten somit keine wesentlichen Probleme mit austretenden Öldämpfen auf, so daß eine umweltschonende Fadenbearbeitung mit der erfindungsgemäßen Texturiermaschine möglich ist. In the texturing machine according to the invention it is thus ensured that the steam occurring within the cooling section is almost completely extracted or is discharged as condensate. However, this becomes a minor one Proportion of ambient air also extracted, so that small pipe cross-sections and a low energy consumption of the suction device and low The air conditioning system is exposed to suction. So it occurs no significant problems with escaping oil vapors, so that a environmentally friendly thread processing with the texturing machine according to the invention is possible.
- 11
- Wickelgestellwinding frame
- 22
- Gattergestellcreel frame
- 33
- Prozeßgestellprocess frame
- 44
- Fadenthread
- 55
- Bediengangservice aisle
- 66
- DoffergangDoffergang
- 77
- Vorlagespulesupply bobbin
- 88th
- Spulenspeichercoil storage
- 99
- Aufwickeleinrichtungtakeup
- 1010
- HülsenzufuhreinrichtungSleeve feeder
- 1111
- Umlenkrolleidler pulley
- 1212
- KopffadenführerYarn guide
- 1313
- erstes Lieferwerkfirst delivery plant
- 1414
- Absaugeinrichtungsuction
- 1515
- Saugleitungsuction
- 1616
- Kühlschienecooling rail
- 1717
- Deckelcover
- 1818
- erster Heizerfirst heater
- 1919
- Kühleinrichtungcooling device
- 2020
- FalschdrallaggregatFalse twist unit
- 2121
- zweites Lieferwerksecond delivery plant
- 2222
- zweiter Heizer, Set-Heizersecond heater, set heater
- 2323
- drittes Lieferwerkthird delivery plant
- 2424
- Reibrollefriction roller
- 2525
- Aufwickelspuleup reel
- 2626
- ChangiervorrichtungTraversing device
- 2727
- Plattform platform
- 2828
- Fadenführerthread guides
- 2929
- Ausgleichsrohrbalance pipe
- 3030
- Kühlröhrecooling tube
- 3131
- Trägercarrier
- 3232
- Bohrungdrilling
- 3333
- Kammerchamber
- 3434
- Ablaßöffnungdrain opening
- 3535
- Öffnungopening
- 3636
- EinlaßInlet
- 3737
- Auslaßoutlet
- 3838
- Stirnblendefascia board
- 3939
- Schwenkachseswivel axis
- 4040
- Schließeinrichtungclosing device
- 4141
- Kraftgeberforce transmitter
- 4242
- Federfeather
- 4343
- Träger, GreiferCarrier, gripper
- 4444
- Führungguide
- 4545
- Schwenkachseswivel axis
- 4646
- Halterholder
- 4747
- Stiftpen
- 4848
- Federfeather
- 4949
- Befestigungselementfastener
- 5050
- GriffHandle
- 5151
- Nutgrundgroove base
- 5252
- Öffnungopening
- 5353
- Deckelkammercover chamber
- 5454
- Leitungmanagement
- 5555
- Deckelcover
- 5656
- Hohlkörperhollow body
- 116116
- Schutzkörper protective body
- 117117
- KondensatsammeleinrichtungCondensate collector
- 130130
- Kondensatauslaßöffnungcondensate discharge
- 131131
- Innenrauminner space
- 132132
- Mantelcoat
- 133133
- Öffnungopening
- 134134
- Schlitzslot
- 135135
- Halterholder
- 136136
- Verstelleinrichtungadjustment
- 137137
- Kühlrohrcooling pipe
- 138138
- Ablaufblechflow sheet
- 139139
- Behältercontainer
- 140140
- Unterteillower part
- 141141
- Oberteiltop
- 142142
- Innenkonturinner contour
- 143143
- Außenkonturouter contour
- 144144
- Heizerausgangheater output
- 146146
- Fadenrohrthread pipe
- 147147
- Schottwandbulkhead
- 148148
- Fadenöffnungthread hole
- 149149
- Düsejet
- 150150
- Dosierpumpe, DosiereinrichtungDosing pump, dosing device
- 151151
- Laufflächetread
- 152152
- Düsenkanalnozzle channel
- 153153
- Pumpensteuerungpump control
- 154154
- Steuereinheitcontrol unit
- 155155
- Behältercontainer
- 156156
- Öffnungopening
- 157157
- Sammelleitungmanifold
Claims (33)
- Texturing machine for texturing a plurality of thermoplastic yarns (4) in a respective processing station comprising a supply bobbin (7), a first feed unit (13), an elongate first heater (18), a cooling device (19), a false twist unit (20), a second feed unit (21) and a take up device (9), characterised in that the cooling device (19) has an elongate hollow body (56) with a cooling tube (30) which extends in the direction of travel of the yarn to the yarn guide and has an inner wall for contact cooling of the yarn (4).
- Texturing machine according to claim 1, characterised in that the cooling tube (30) of the hollow body (56) is connected to an extraction device (14).
- Texturing machine according to claim 2, characterised in that the extraction device (14) is attached in the region between the longitudinal centre of the cooling tube (30) and the end of the cooling tube (30) at which the yarn (4) enters (inlet 36).
- Texturing machine according to claim 3, characterised in that the cooling tube (30) is closed at the end where the yarn (4) enters (inlet 36) and/or at the end where the yam (4) exits (outlet 37) by an end plate (38) and in that the end plate (38) has an aperture for the yarn (4).
- Texturing machine according to any of the preceding claims, characterised in that the cooling tube (30) has a curved configuration in the direction of travel of the yarn and preferably has a V-shaped cross-section.
- Texturing machine according to any of the preceding claims, characterised in that the hollow body (56) consists of a groove-shaped cooling rail (16) and a cover (17; 55) covering the cooling rail (16) so the cooling tube (30) is formed between the cooling rail (16) and the cover (17; 55).
- Texturing machine according to claim 6, characterised in that the cover (17; 55) covers the cooling rail (16) starting from the inlet (36) at least over a partial length along the direction of travel of the yarn.
- Texturing machine according to any of claims 6 or 7, characterised in that there is an interlocking connection between the cover (17; 55) and the cooling rail (16), a holding force providing the seal between the cover (17, 55) and the cooling rail (16).
- Texturing machine according to claim (8) characterised in that the cover (55) is a shaped sheet-metal strip which rests on the cooling rail (16) in a sealing manner.
- Texturing machine according to claim (8), characterised in that the cover (17) is a flexible tube which rests on the groove walls of the cooling rail (16) in a sealing manner under the influence of the holding force.
- Texturing machine according to any of claims 6 to 10, characterised in that the extraction device (14) is attached to the cooling rail (16) or the cover (17; 55) by a flexible suction line.
- Texturing machine according to any of claims 6 to 11, characterised in that the cover (17; 55) is connected to a closure device (40) which brings about opening or closure of the cooling tube (30) along the cooling section and can be controlled by a control device.
- Texturing machine according to any of the preceding claims, characterised in that a condensate collecting device (117) is arranged on the lower end of the hollow body (56) within the machine for collecting the liquid forming on the walls of the hollow body (56) due to condensation.
- Texturing machine according to any of the preceding claims, characterised in that the extraction device (14) is connected to the heater (18) preceding the cooling device (19) in the direction of travel of the yarn.
- Texturing machine according to claim 1 or according to the preamble of claim 1, characterised in that a tubular protective body (116) which surrounds the yarn (4) without contact and is open at its ends for the entry and exit of the yarn is arranged between the first heater (18) and the cooling device (19) and in that the protective body (116) has at least one aperture (133) which is introduced into its casing (132) and by means of which the inner chamber (131) of the protective body (116) is connected to an extraction device (14).
- Texturing machine according to claim 15, characterised in that a condensate outlet (130) is introduced in the casing (132) in the region of the lower end of the protective body (116) in the machine and in that the inner chamber (131) is connected to a condensate collecting device (117) by the condensate outlet (130).
- Texturing machine according to claim 16, characterised in that the condensate outlet (130) is formed by the lower open end of the protective body (116).
- Texturing machine according to any of claims 15 to 17, characterised in that the protective body (116) rests with one end on the heater outlet (144) of the heater (18) and in that the protective body (116) has a plurality of apertures (118) in the casing at the end facing the heater (18) to allow the aspiration of extraneous air (external air) to the inner chamber of the protective body (116).
- Texturing machine according to any of claims 15 to 18, characterised in that the protective body (116) is arranged with one end in front of the heater outlet (144) of the heater (18), in such a way that an air slot (134) is formed between the heater (18) and the protective body (116), which air slot (134) allows the aspiration of extraneous air (external air) to the inner chamber of the protective body (116).
- Texturing machine according to claim 19, characterised in that the air slot is adjustable and in that the protective body (116) is axially displaceable in and counter to the direction of travel of the yarn for adjusting the air slot (134).
- Texturing machine according to any of claims 15 to 20, characterised in that the casing (132) of the protective body (116) extends at least over a portion of the cooling device (19), the portion of the cooling device (19) being arranged within the inner chamber (131) of the protective body (116).
- Texturing machine according to claim 21, characterised in that the cooling device is a cooling tube (137) which is peripherally looped by the yarn and penetrates with one of its ends into the inner chamber (131) of the protective body (116) without contact.
- Texturing machine according to claim 22, characterised in that the protective body (116) has a bulkhead wall (147) mounted on the casing (132) at the end and in that the bulkhead wall (147) rests in a sealing manner on the periphery of the cooling tube (137), the bulkhead wall (147) having a yarn aperture (148) at one point on the periphery of the cooling tube (137).
- Texturing machine according to any of claims 15 to 23, characterised in that the protective body (116) consists of a lower part (140) and an upper part (141) which are superimposed to form the inner chamber (131) and are constructed so as to be movable relative to one another so as to allow opening of the inner chamber (131) in the longitudinal direction for insertion of the yarn (4).
- Texturing machine according to claim 24, characterised in that a slot extending in the longitudinal direction is formed between the lower part (140) and the upper part (141) in the closed state.
- Texturing machine according to any of claims 15 to 25, characterised in that the protective body consists of two portions (116.1, 116.2) which are arranged in succession in the direction of travel of the yarn in two planes forming a kink with one another.
- Texturing machine according to any of claims 15 to 26, characterised in that at least one nozzle (149) for wetting the yarn (4) with a coolant is arranged within the protective body (116), the nozzle (149) communicating with a metering device (150) for conveying and metering the coolant and arranged outside the protective tube (116).
- Texturing machine according to claim 1 or according to the preamble of claim 1, characterised in that a protective body (116) which surrounds the yarn (4) without contact and is open at its ends for the entry and exit of the yarn is arranged between the first heater (18) and the cooling device (19), in that the protective body (116) has at least one aperture (133) by means of which the inner chamber (131) of the protective body (116) is connected to an extraction device (14) and in that at least one nozzle (149) for wetting the yarn with a coolant is arranged inside the protective body (116) and is connected to a metering device (150) for conveying and metering the coolant and arranged outside the protective body (116).
- Texturing machine according to claim 27 or 28, characterised in that the nozzle (149) is an atomising nozzle which sprays the coolant in the form of very fine droplets onto the yarn (4).
- Texturing machine according to claim 27 or 28, characterised in that the nozzle (149) comprises a bearing surface (151) contacted by the yarn (4) and in that a nozzle duct (152) opens in the manner of a funnel in the bearing surface (151).
- Texturing machine according to any of claims 27 to 30, characterised in that the metering device (150) is adjustable in such a way that the amount of coolant issuing at the nozzle (149) is smaller than the amount of coolant vaporised by the yarn.
- Method for the false twist texturing of a yarn in which the yarn is taken from a supply bobbin, textured in a false twist zone and then wound into a bobbin package and in which the yarn is heated and cooled to fix a false twist within the false twist zone, the yarn being guided over a cooling surface with contact for cooling purposes (contact cooling), characterised in that the yarn is wetted with a metered amount of a coolant after the heating process and prior to the contact cooling process.
- Method according to claim 32 characterised in that the amount of coolant is metered in such a way that the coolant on the yarn evaporates substantially completely.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19721805 | 1997-05-24 | ||
| DE19721805 | 1997-05-24 | ||
| DE19728222 | 1997-07-02 | ||
| DE19728222 | 1997-07-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0879907A1 EP0879907A1 (en) | 1998-11-25 |
| EP0879907B1 true EP0879907B1 (en) | 2003-04-09 |
Family
ID=26036810
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98108708A Expired - Lifetime EP0879907B1 (en) | 1997-05-24 | 1998-05-13 | Texturing machine |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6026636A (en) |
| EP (1) | EP0879907B1 (en) |
| CN (1) | CN1100900C (en) |
| DE (1) | DE59807796D1 (en) |
| TR (1) | TR199800896A3 (en) |
| TW (1) | TW376412B (en) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002537494A (en) * | 1999-02-16 | 2002-11-05 | テムコ、テクスティールマシーネンコムポネンテン、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツング | Method for twisting by inserting yarn and false twist weaving device |
| WO2001038620A1 (en) * | 1999-11-25 | 2001-05-31 | Maschinenfabrik Rieter Ag | Method for cooling a twisted filament yarn |
| JP3569869B2 (en) * | 2001-10-05 | 2004-09-29 | 東洋電機株式会社 | Heat treatment equipment for synthetic fiber yarn |
| DE10162299A1 (en) * | 2001-12-19 | 2003-07-03 | Barmag Barmer Maschf | texturing |
| DE10218748A1 (en) | 2002-04-26 | 2003-11-13 | Barmag Barmer Maschf | texture machine |
| DE102011108112A1 (en) * | 2011-07-20 | 2013-01-24 | Oerlikon Textile Gmbh & Co. Kg | Garnbehandlungskammer |
| CN104878496B (en) * | 2015-05-22 | 2017-02-01 | 桐乡市新丝利纺织有限公司 | Low-temperature double-color treatment device |
| JP6991225B2 (en) * | 2016-09-28 | 2022-01-12 | エーリコン テクスティル ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト | Methods and equipment for cooling synthetic yarns |
| CN109844195B (en) * | 2016-10-08 | 2022-03-29 | 欧瑞康纺织有限及两合公司 | Device for cooling a heated filament |
| CN112011922B (en) * | 2019-05-30 | 2024-04-12 | 欧瑞康纺织有限及两合公司 | Cooling equipment for cooling synthetic fibers by using cooling liquid of textile machinery |
| CN116446092B (en) * | 2023-06-15 | 2023-08-18 | 山东森荣新材料股份有限公司 | Fiber filament shaping device |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2958921A (en) * | 1954-11-26 | 1960-11-08 | Klinger Mfg Company | Heat treatment of thermoplastic or thermosetting yarn |
| US3237392A (en) * | 1963-08-14 | 1966-03-01 | Chavanoz Moulinage Retorderie | Process for producing bulked yarn |
| CH445714A (en) * | 1966-02-03 | 1967-10-31 | Heberlein & Co Ag | Suction device for a device for texturing textile yarns consisting at least partially of thermoplastic material |
| US4380890A (en) * | 1981-08-06 | 1983-04-26 | Milliken Research Corporation | Belt false twisting apparatus |
| DE59007713D1 (en) * | 1989-08-09 | 1994-12-22 | Barmag Barmer Maschf | Heating device. |
| DE4138509A1 (en) * | 1991-01-21 | 1992-08-20 | Barmag Barmer Maschf | Synthetic filament cooling element - has suction or compressed air in narrow channels of gap with series of pins through which filament is rapidly drawn |
| DE4227115A1 (en) * | 1991-08-26 | 1993-03-04 | Barmag Barmer Maschf | False twister yarn path - has surface structures to allow twist to travel back along the yarn |
| JPH05239725A (en) * | 1992-02-24 | 1993-09-17 | Teijin Ltd | Cooling device for high-speed false twister |
| JPH0816292B2 (en) * | 1992-03-23 | 1996-02-21 | 東レ株式会社 | Stretching false twisting method and stretching false twisting machine |
| FR2690694B1 (en) * | 1992-04-29 | 1994-06-17 | Icbt Roanne | PROCESS FOR THE TREATMENT OF CHEMICAL THREADS, PARTICULARLY DURING A TEXTURING OPERATION, AND TEXTILE INSTALLATION IMPLEMENTING THIS PROCESS. |
| JPH05331726A (en) * | 1992-05-27 | 1993-12-14 | Teijin Seiki Co Ltd | Cooling plate of false twister |
| CN1045320C (en) * | 1992-10-08 | 1999-09-29 | 巴马格股份公司 | False twist crimping machine |
| TW317579B (en) * | 1995-04-11 | 1997-10-11 | Barmag Barmer Maschf | |
| GB9510681D0 (en) * | 1995-05-23 | 1995-07-19 | Rieter Scragg Ltd | Textile machine |
-
1998
- 1998-05-13 EP EP98108708A patent/EP0879907B1/en not_active Expired - Lifetime
- 1998-05-13 DE DE59807796T patent/DE59807796D1/en not_active Expired - Fee Related
- 1998-05-20 TR TR1998/00896A patent/TR199800896A3/en unknown
- 1998-05-22 US US09/083,721 patent/US6026636A/en not_active Expired - Fee Related
- 1998-05-22 TW TW087107954A patent/TW376412B/en not_active IP Right Cessation
- 1998-05-22 CN CN98108957A patent/CN1100900C/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE59807796D1 (en) | 2003-05-15 |
| CN1100900C (en) | 2003-02-05 |
| TW376412B (en) | 1999-12-11 |
| CN1200413A (en) | 1998-12-02 |
| EP0879907A1 (en) | 1998-11-25 |
| US6026636A (en) | 2000-02-22 |
| TR199800896A2 (en) | 1998-12-21 |
| TR199800896A3 (en) | 1998-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2147137B1 (en) | Device for melt-spinning and winding synthetic threads | |
| EP0937791B1 (en) | Process and apparatus for the spinning of a multifilament yarn | |
| EP0879907B1 (en) | Texturing machine | |
| DE19958245A1 (en) | Melt spinning assembly for synthetic yarns has a godet roller box containing godet take-off and drawing roller units with a smooth and quiet transfer between them in a compact drafting field | |
| CH679679A5 (en) | ||
| EP0176937B1 (en) | Process for manufacturing a non-textured yarn | |
| DE10053073A1 (en) | Assembly for the production of melt spun thermoplastic filament, to produce more than six, has a tangling unit between the filament gathering guide and the drawing stage | |
| DE3639031C2 (en) | ||
| EP1501968B1 (en) | Texturing machine | |
| CH679995A5 (en) | Cylindrical winding tube for man-made yarns | |
| DE69303668T2 (en) | Texturing machine | |
| DE19506369A1 (en) | Heated synthetic yarn draw frame stops detrimental internal reactions | |
| CH646116A5 (en) | DEDUSTING DEVICE AT SPOOLS IN A WINDING MACHINE. | |
| EP1114212B1 (en) | Texturing machine | |
| EP0019101A1 (en) | Apparatus for the wet-treatment of textile material in rope form | |
| DE10234554A1 (en) | Yarn guide tube for wind-up on texturing machine has movable exit to facilitate yarn transfer during start-up. | |
| DE3534079C2 (en) | Method for producing flat yarn | |
| DE2752232A1 (en) | FALSE TWIST STRETCH TEXTURING MACHINE | |
| EP1328671B1 (en) | False twist texturing machine | |
| DE2534598A1 (en) | Fixing, stretching, bulking, dyeing, yarns - using the processing medium to lift and ease their passage around guides | |
| DE19531987C2 (en) | Thread threading device on a stretch texturing machine | |
| DE2939281A1 (en) | Yarn fluid applicator - has a covered trough with slit to allow insertion and prevent splashing when running | |
| DE2039443C3 (en) | Device for transferring a textile thread from a first treatment zone to a second treatment zone | |
| EP1377515B1 (en) | Method and device for wetting a yarn | |
| DE2615246A1 (en) | Spinning endless filaments from molten polymers - at very high speeds with an efficient, relatively short, cooling shaft |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990413 |
|
| AKX | Designation fees paid |
Free format text: CH DE FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 20011123 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BARMAG GMBH ENGINEERING AND MANUFACTURING |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030806 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040112 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20070522 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070629 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20070419 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20070531 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070518 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20080513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20090119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080602 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080513 |