EP0854347B1 - Method for producing radiant groups for thermal radiators - Google Patents
Method for producing radiant groups for thermal radiators Download PDFInfo
- Publication number
- EP0854347B1 EP0854347B1 EP98830019A EP98830019A EP0854347B1 EP 0854347 B1 EP0854347 B1 EP 0854347B1 EP 98830019 A EP98830019 A EP 98830019A EP 98830019 A EP98830019 A EP 98830019A EP 0854347 B1 EP0854347 B1 EP 0854347B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- radiant
- channels
- heads
- cavity
- tubular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 6
- 238000000034 method Methods 0.000 claims description 13
- 230000008878 coupling Effects 0.000 claims description 9
- 238000010168 coupling process Methods 0.000 claims description 9
- 238000005859 coupling reaction Methods 0.000 claims description 9
- 238000004512 die casting Methods 0.000 claims description 5
- 238000003466 welding Methods 0.000 claims description 3
- 238000004891 communication Methods 0.000 claims description 2
- 230000000295 complement effect Effects 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 238000005304 joining Methods 0.000 claims 2
- 238000004026 adhesive bonding Methods 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 2
- 239000011796 hollow space material Substances 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/088—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal for domestic or space-heating systems
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/05308—Assemblies of conduits connected side by side or with individual headers, e.g. section type radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/16—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling
- F28F9/162—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by using bonding or sealing substances, e.g. adhesives
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/16—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling
- F28F9/165—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by using additional preformed parts, e.g. sleeves, gaskets
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/26—Arrangements for connecting different sections of heat-exchange elements, e.g. of radiators
- F28F9/262—Arrangements for connecting different sections of heat-exchange elements, e.g. of radiators for radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D2021/0019—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for
- F28D2021/0035—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for for domestic or space heating, e.g. heating radiators
Definitions
- the present invention relates to a method of producing thermal radiators according to the preamble of claim 1. Such a method is known for instance from FR-A-1 201 614.
- Thermal equipment industry in particular for domestic heating, uses radiators formed by tubular radiant elements arranged vertically and equipped at their ends with relative heads that define suitable reciprocal connection means; the heads are connected one to another by e.g. threaded couplings, provided with suitable sealing means.
- the above mentioned radiant groups are entirely obtained by die-casting or otherwise made of a pair of heads obtained by die-casting, to which a tubular element is connected; in some cases the tubular element is suitably finned so as to improve heat diffusion.
- the radiant groups obtained in this way are usually expensive.
- Document FR-A-1.201.614 relates to a composite element for thermal radiators.
- a head element is provided, by which four pipes are connected to each other at their ends.
- the head element is made by die casting a fusible material, leaving an hollow space therein.
- the hollow space inside the head element is obtained by inserting a core that is broken in small pieces, after the head element has cooled, to take it out therefrom.
- the inside of the head element is therefore not well clean, smooth and perfectly formed. Pieces of the core can remain inside the head element, thus provoking problems during operation or requiring further cleaning operation. Smoothing, finishing and cleaning must be performed while working inside the hollow of the head element, which is rather complicated.
- Document FR-A-1.425.677 discloses a tubular radiator in which vertical pipes are connected to head elements by means of gluing.
- the object of the present invention is to provide a method which allows to obtain cheap end heads for radiant groups of thermal radiators.
- Another object of the present invention is to provide a method for producing safe to use and highly efficient end heads for thermal radiators in simple and economical way.
- the subject method includes first, die-casting of the bodies 20 of a pair of end heads 2 of a radiant group 1. These heads are preferably made of aluminium.
- Each body 20 has a flattened form, with outer corners suitably rounded, and has a cavity 21 extending on a median plane from its top narrow surface.
- An opening 25 extends along the top surface of the body 20, so that the cavity is open to the outside. The edges of the opening 25 are bevelled.
- the channels 22 have circular section and limited axial extension. Moreover, on their inner surface, the channels 22 feature respective shoulders 24.
- the cavity 21 communicates also with a pair of pipe stubs 23, extending from opposite sides of the body 20.
- the axis of each pipe stub is perpendicular to the median pane of the body.
- the inner surface of the pipe stubs 23 is threaded, so as to form threaded sections 26, so that respective couplings 4 can be screwed thereto for connecting two or more adjacent radiant groups 1.
- the cavity 21 of the body 20 is closed on the side opposite to the channels 22 by a shaped plate 28, whose form is complementary to the opening 25; the closing plate 28 is firmly joined to the body 20 by a peripheral welding 29 (Fig. 4).
- the closing plate 28 has preferably a rounded profile, so as to reconstruct the continuity of the outer surface of said head 2.
- the so made heads 2 are firmly joined by the channels 22 to the opposite ends of a corresponding plurality of tubular radiant elements 3, arranged coaxial to the same channels 22 (Fig. 5).
- the tubular elements 3 are preferably obtained by extrusion.
- the tubular radiant elements 3 are aimed at being tightly introduced inside the channels 22 and, at their ends, these elements 3 are provided with respective tapered mouths 30, which engage with the narrow part of these channels 22 defined by the relative shoulders 24.
- Respective gaskets 31 are mounted on the mouths 30 for keeping them tight against the above mentioned shoulders 24.
- the tubular radiant elements 3 are firmly joined to the heads 2 by suitable glues, spread on the coupling housings defined by the channels 22 of the heads 2.
- the so obtained radiant group 1 is put in a vice equipped with a centring device 10 which precisely determines the distance between the centres of said threaded pipe stubs 23 of the heads 2 (Fig. 6).
- the device 10 is substantially formed by a frame 11 equipped, on its ends, with a pair of pegs 12, protruding transversally and aimed at engaging said pipe stubs 23 of the heads 2 of the radiant group 1.
- the distance between the pegs 12 is adjustable.
- the device 10 supports respective vices 13 which clamp the above mentioned heads 2 of the radiant group 1.
- the radiant group 1 is mounted on the device 10 by introducing the pegs 12, whose distance is precisely determined, into the pipe stubs 23 of the heads 2 and then by tightening these heads 2 between the vices 13 (Fig. 7).
- the radiant group 1 is kept in the vice for a period of time sufficient for completing the step of gluing the tubular elements 3 to the heads 2.
- the couplings 4 feature, in known way, sections threaded in opposite directions, separated by the above mentioned seal 5.
- the couplings 4 are preferably obtained from a metallic sheet, as disclosed in the Patent Application No. BO95A 000175, filed by the same Applicant.
- the subject method allows to obtain, in a simple way, radiant groups for heat radiators, formed by a pair of end die-cast heads and a plurality of tubular radiant elements.
- the above mentioned radiant groups support three tubular elements between the heads.
- tubular elements arranged in line can be provided, the number of which depends on requirements.
- tubular elements can be arranged not only in one line, but also in two or more lines, by providing the end heads with a corresponding number of channels connecting with these tubular elements.
- the length of the tubular elements can vary in relation to use specifications.
- the last feature results in advantageous lightness of the radiant groups, which facilitates their transport and assembling.
- the claimed invention provides for an opening made in the top wall of the end head.
- the opening left in the top wall permits to obtain the inside hollow by means of a rigid core, which is made from hard material.
- the rigid core can be very smooth and is each time surely fully removed. Therefore, the head thus obtained do not need any operation in the inside, neither cleaning nor finishing.
- the position of the opening, the top wall makes it possible to place therein a plate, e.g. with slanting edges, and to weld it very easily. Then a finishing operation is required, e.g. machining, to smooth the region of the welding, but these operation are carried out on the outside of the head, therefore very easily and quickly. Moreover, the result of the further operation is readily apparent without any need of special devices do get sight of the inside of the head. There is also no risk of leaving a part of the core inside the head.
Description
- The present invention relates to a method of producing thermal radiators according to the preamble of
claim 1. Such a method is known for instance from FR-A-1 201 614. - Thermal equipment industry, in particular for domestic heating, uses radiators formed by tubular radiant elements arranged vertically and equipped at their ends with relative heads that define suitable reciprocal connection means; the heads are connected one to another by e.g. threaded couplings, provided with suitable sealing means.
- The above mentioned radiant groups are entirely obtained by die-casting or otherwise made of a pair of heads obtained by die-casting, to which a tubular element is connected; in some cases the tubular element is suitably finned so as to improve heat diffusion. The radiant groups obtained in this way are usually expensive.
- Moreover, known radiant groups are often little efficient, as far as heat exchange is concerned, they are also relatively heavy and not always connections are water-tight.
- Document FR-A-1.201.614 relates to a composite element for thermal radiators. A head element is provided, by which four pipes are connected to each other at their ends.
- The head element is made by die casting a fusible material, leaving an hollow space therein. The hollow space inside the head element is obtained by inserting a core that is broken in small pieces, after the head element has cooled, to take it out therefrom. The inside of the head element is therefore not well clean, smooth and perfectly formed. Pieces of the core can remain inside the head element, thus provoking problems during operation or requiring further cleaning operation. Smoothing, finishing and cleaning must be performed while working inside the hollow of the head element, which is rather complicated.
- Document FR-A-1.425.677 discloses a tubular radiator in which vertical pipes are connected to head elements by means of gluing.
- The object of the present invention is to provide a method which allows to obtain cheap end heads for radiant groups of thermal radiators.
- Another object of the present invention is to provide a method for producing safe to use and highly efficient end heads for thermal radiators in simple and economical way.
- The above mentioned objects are obtained in accordance with the content of the claims.
- The characteristics of the invention will be better understood from the following description, with particular reference to the attached drawings, in which:
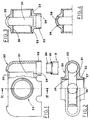
- Figure 1 shows a side, partially sectional view of the body of one head that is used for production of radiant groups according to the subject method;

-
-
-
-
-
-
- With reference to the above described figures, the subject method includes first, die-casting of the
bodies 20 of a pair ofend heads 2 of aradiant group 1. These heads are preferably made of aluminium. - Each
body 20 has a flattened form, with outer corners suitably rounded, and has acavity 21 extending on a median plane from its top narrow surface. Anopening 25 extends along the top surface of thebody 20, so that the cavity is open to the outside. The edges of theopening 25 are bevelled. - In the
body 20 there are also madecylindrical channels 22, e.g. 3 like in the example illustrated, which are set in communication with each other because of thecavity 21. - The
channels 22 have circular section and limited axial extension. Moreover, on their inner surface, thechannels 22 featurerespective shoulders 24. - The
cavity 21 communicates also with a pair ofpipe stubs 23, extending from opposite sides of thebody 20. The axis of each pipe stub is perpendicular to the median pane of the body. - The inner surface of the
pipe stubs 23 is threaded, so as to form threadedsections 26, so thatrespective couplings 4 can be screwed thereto for connecting two or moreadjacent radiant groups 1. - At the mouth of the threaded
pipe stubs 23, there is made a ring-like seat 27 that houses asuitable seal 5 for the coupling 4 (see Figure 8). - Afterwards, the
cavity 21 of thebody 20 is closed on the side opposite to thechannels 22 by ashaped plate 28, whose form is complementary to theopening 25; theclosing plate 28 is firmly joined to thebody 20 by a peripheral welding 29 (Fig. 4). - In practice, the
closing plate 28 has preferably a rounded profile, so as to reconstruct the continuity of the outer surface of saidhead 2. - The so made
heads 2 are firmly joined by thechannels 22 to the opposite ends of a corresponding plurality of tubularradiant elements 3, arranged coaxial to the same channels 22 (Fig. 5). - The
tubular elements 3 are preferably obtained by extrusion. - The tubular
radiant elements 3 are aimed at being tightly introduced inside thechannels 22 and, at their ends, theseelements 3 are provided with respectivetapered mouths 30, which engage with the narrow part of thesechannels 22 defined by therelative shoulders 24. -
Respective gaskets 31 are mounted on themouths 30 for keeping them tight against the above mentionedshoulders 24. - The tubular
radiant elements 3 are firmly joined to theheads 2 by suitable glues, spread on the coupling housings defined by thechannels 22 of theheads 2. - During the gluing step, the so obtained
radiant group 1 is put in a vice equipped with acentring device 10 which precisely determines the distance between the centres of said threadedpipe stubs 23 of the heads 2 (Fig. 6). - The
device 10 is substantially formed by aframe 11 equipped, on its ends, with a pair ofpegs 12, protruding transversally and aimed at engaging saidpipe stubs 23 of theheads 2 of theradiant group 1. The distance between thepegs 12 is adjustable. - Moreover, on its ends, the
device 10 supportsrespective vices 13 which clamp the above mentionedheads 2 of theradiant group 1. - Therefore, the
radiant group 1 is mounted on thedevice 10 by introducing thepegs 12, whose distance is precisely determined, into thepipe stubs 23 of theheads 2 and then by tightening theseheads 2 between the vices 13 (Fig. 7). - The
radiant group 1 is kept in the vice for a period of time sufficient for completing the step of gluing thetubular elements 3 to theheads 2. - Then,
different radiant groups 1 are reciprocally fastened, so as to form the thermal radiator, by thecouplings 4 which are screwed into the threadedpipe stubs 23 of the heads 2 (Fig. 8). - The
couplings 4 feature, in known way, sections threaded in opposite directions, separated by the above mentionedseal 5. - The
couplings 4 are preferably obtained from a metallic sheet, as disclosed in the Patent Application No. BO95A 000175, filed by the same Applicant. - Therefore, the subject method allows to obtain, in a simple way, radiant groups for heat radiators, formed by a pair of end die-cast heads and a plurality of tubular radiant elements.
- In the illustrated case, the above mentioned radiant groups support three tubular elements between the heads.
- Anyway, more tubular elements arranged in line can be provided, the number of which depends on requirements.
- These tubular elements can be arranged not only in one line, but also in two or more lines, by providing the end heads with a corresponding number of channels connecting with these tubular elements.
- Obviously, the length of the tubular elements can vary in relation to use specifications.
- The production of radiant groups according to the described method is cheap, since they are produced by a limited number of simple operations and with a considerable material saving, in particular in correspondence to the end heads.
- The last feature results in advantageous lightness of the radiant groups, which facilitates their transport and assembling.
- The claimed invention provides for an opening made in the top wall of the end head. The opening left in the top wall permits to obtain the inside hollow by means of a rigid core, which is made from hard material. The rigid core can be very smooth and is each time surely fully removed. Therefore, the head thus obtained do not need any operation in the inside, neither cleaning nor finishing.
- The position of the opening, the top wall, makes it possible to place therein a plate, e.g. with slanting edges, and to weld it very easily. Then a finishing operation is required, e.g. machining, to smooth the region of the welding, but these operation are carried out on the outside of the head, therefore very easily and quickly. Moreover, the result of the further operation is readily apparent without any need of special devices do get sight of the inside of the head. There is also no risk of leaving a part of the core inside the head.
- An important feature of the radiant groups obtained according to the subject method is their best heating efficiency.
- Moreover, these radiant groups are really tight, are easy to assemble and look pleasant, mainly due to the absence of sharp corners.
Claims (3)
- Method for producing end heads for radiant groups for thermal radiators, the method including:die-casting of the bodies (20) of a pair of end heads (2) of a radiant group (1), with each one of said body (20) having a cavity (21) and a plurality of parallel channels (22) formed therein and set in communication with each other by said cavity, and with a pair of pipe stubs (23) extending from opposite sides of said body (20) and opening into said cavity;threading of said pipe stubs (23), so that respective couplings (4) can be screwed thereto for connecting the adjacent radiant groups (1);firm joining of the tapered mouths (30) of respective tubular radiant elements (3), to said channels (22) of the heads (2), so that said tubular elements are arranged coaxial with the channels (22);the method being characterised in that said cavity (21) of said body (20) has an opening (25) in the region of the top surface of said body, which opening is then closed by a shaped plate (28), whose form is complementary to said opening (25) of said cavity (21), said closing plate (28) being firmly joined to said body (20) by a peripheral welding (29), so as to reconstruct the continuity of the outer surface of said head (2).
- Method, according to claim 1, characterised in that said respective tubular radiant elements (3) are joined to said channels (22) of said heads (2) by being glued to the coupling housings defined by these channels (22), said housings having relative shoulders (24) that define corresponding narrowed portions of said channels (22), with which said tapered mouths (30) of said tubular elements (3) engage.
- Method, according to claim 1, characterised in that, during the joining of said tubular radiant elements (3) to said channels (22), the radiant group (1) is put in a vice on a centring device (10) that maintains the distance between the centres of said threaded pipe stubs (23) of said end heads (2), said device (10) being equipped, on its ends, with a pair of pegs (12), protruding transversally and with adjustable distance, aimed at engaging said pipe stubs (23).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITBO970023 | 1997-01-20 | ||
| IT97BO000023A IT1290645B1 (en) | 1997-01-20 | 1997-01-20 | METHOD FOR THE CREATION OF RADIANT GROUPS FOR THERMAL RADIATORS. |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0854347A2 EP0854347A2 (en) | 1998-07-22 |
| EP0854347A3 EP0854347A3 (en) | 1999-06-09 |
| EP0854347B1 true EP0854347B1 (en) | 2002-05-15 |
Family
ID=11341861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98830019A Expired - Lifetime EP0854347B1 (en) | 1997-01-20 | 1998-01-20 | Method for producing radiant groups for thermal radiators |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0854347B1 (en) |
| DE (1) | DE69805336T2 (en) |
| ES (1) | ES2175648T3 (en) |
| IT (1) | IT1290645B1 (en) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1070930A1 (en) * | 1999-07-17 | 2001-01-24 | Zehnder Verkaufs- und Verwaltungs AG | Process for manufacturing tubular radiators |
| ITBO20010375A1 (en) * | 2001-06-13 | 2002-12-13 | Valter Lolli | METHOD FOR THE PRODUCTION OF HEAD ELEMENTS FOR THERMAL RADIATORS, AND HEAD ELEMENT MADE WITH SUCH METHOD |
| EP1995546A1 (en) * | 2007-05-25 | 2008-11-26 | Irsap Spa | Method of producing a radiator, and radiator produced by such a method |
| ITMI20081168A1 (en) * | 2008-06-26 | 2009-12-27 | Fondital Spa | RADIATOR ELEMENT FOR HEATING WITH TOTAL ANTI-CORROSION PROTECTION, AND ANTI-CORROSION TREATMENT METHOD OF HEATING RADIATOR ELEMENTS |
| PL2430384T3 (en) * | 2009-05-12 | 2014-12-31 | Stiliac S P A | Radiator with distribution and collection head and pipes |
| ITMI20131806A1 (en) * | 2013-10-30 | 2015-05-01 | Fondital Spa | TUBE HEATER RADIATOR AND METHOD FOR MANUFACTURING A HEATING TUBE RADIATOR |
| EP3062051A1 (en) * | 2015-02-24 | 2016-08-31 | W-A Progettazioni S.r.l. | Module for making radiant bodies, radiant body obtained and method for making the module |
| ITUA20163619A1 (en) | 2016-05-19 | 2017-11-19 | W A Progettazioni S R L | RADIANT BODY AND METHOD FOR THE REALIZATION OF THE SAME BODY RADIANT. |
| IT201900002883A1 (en) | 2019-02-28 | 2020-08-28 | W A Progettazioni S R L | HEAD FOR THERMAL RADIATORS AND METHOD FOR MAKING THIS HEAD. |
| TR202013063A2 (en) * | 2020-08-19 | 2020-10-21 | Roezmas Metal San Ve Tic A S | PRODUCTION METHOD OF RADIATOR INTERCONNECTION AND INTERCONNECTION BRACKET |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR801452A (en) * | 1936-01-31 | 1936-08-05 | Electricite Et Electromecaniqu | Heat exchanger body |
| FR1201614A (en) * | 1958-07-05 | 1960-01-04 | composite elements of central heating radiators | |
| FR1425677A (en) * | 1965-02-16 | 1966-01-24 | Buderus Eisenwerk | Tubular radiator |
| DE2157266A1 (en) * | 1970-11-24 | 1972-05-31 | Societa accomandita semplice FARAL di Mariani & C, Campogalliano, Modena (Italien) | Radiator element |
| FR2119405A5 (en) * | 1971-12-07 | 1972-08-04 | Unicum Sa | |
| IT977937B (en) * | 1973-03-01 | 1974-09-20 | Davico Livio | RADIATORS FOR HEATING SYSTEMS |
-
1997
- 1997-01-20 IT IT97BO000023A patent/IT1290645B1/en active IP Right Grant
-
1998
- 1998-01-20 EP EP98830019A patent/EP0854347B1/en not_active Expired - Lifetime
- 1998-01-20 ES ES98830019T patent/ES2175648T3/en not_active Expired - Lifetime
- 1998-01-20 DE DE69805336T patent/DE69805336T2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP0854347A3 (en) | 1999-06-09 |
| ITBO970023A1 (en) | 1998-07-20 |
| ES2175648T3 (en) | 2002-11-16 |
| IT1290645B1 (en) | 1998-12-10 |
| EP0854347A2 (en) | 1998-07-22 |
| DE69805336T2 (en) | 2002-11-28 |
| DE69805336D1 (en) | 2002-06-20 |
| ITBO970023A0 (en) | 1997-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0854347B1 (en) | Method for producing radiant groups for thermal radiators | |
| US6155339A (en) | Obround header for a heat exchanger | |
| EP0779489B1 (en) | Heat exchanger and endplate for heat exchanger | |
| US5579832A (en) | Heat exchanger tube, apparatus for forming such a tube, and a heat exchanger comprising such tubes | |
| EP0276275A1 (en) | Heat exchanger, particularly useful as a radiator in heating plants. | |
| EP0514248B1 (en) | Heat-exchanger having a tubular header with transverse partitions and method for its manufacture | |
| US20100044023A1 (en) | Heat exchanger systems & fabrication methods | |
| CN104625632B (en) | A kind of stainless steel component for heating radiator and manufacture method thereof | |
| CA2451363C (en) | A method for producing head element for heaters and head element obtained by this method | |
| CA2476685A1 (en) | Heat exchanger for liquids using double-walled tubes for leak and contamination protection | |
| DE60006075T2 (en) | IMPROVED COUPLING FOR TWO TUBES | |
| CA2272421A1 (en) | Heat exchanger tube and method of manufacturing same | |
| US6269674B1 (en) | Tubular fitting, tool and method | |
| CN104551581A (en) | Preparation process of multi-composite radiator | |
| CA1336832C (en) | Condensers | |
| CN110323038A (en) | A kind of oil immersed power transformer aluminium alloy heat radiator and manufacturing method | |
| EP1918669B1 (en) | A method for producing head element for heaters and the element obtained by the method | |
| EP0978702A1 (en) | Device for a heat-exchange terminal with a finned assembly | |
| ITTO960877A1 (en) | MODULAR RADIATOR | |
| KR200304592Y1 (en) | Connecting structure for plastic pipe | |
| FR2726076A1 (en) | HEAT EXCHANGER WITH TUBULAR COLLECTOR BOXES | |
| JPS6222793Y2 (en) | ||
| CN117532092A (en) | Vacuum brazing method for radiator core | |
| CN2711671Y (en) | Copper-aluminium composite column wing type radiator with double water way | |
| US20020130518A1 (en) | Sure-lock gasket coupling |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE ES FR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19991130 |
|
| AKX | Designation fees paid |
Free format text: DE ES FR |
|
| 17Q | First examination report despatched |
Effective date: 20010215 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR |
|
| REF | Corresponds to: |
Ref document number: 69805336 Country of ref document: DE Date of ref document: 20020620 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2175648 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030218 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20031128 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20040107 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040121 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20050121 |