Technical Field of the Invention
The invention relates to a heat exchanger having an improved brazing property
between tubes with beads formed and tube insertion holes of header pipes.
Prior Art
A conventionally known heat exchanger has a plurality of tubes laminated, ends of
the respective tubes inserted into tube insertion holes of header pipes, and the tubes brazed
with the edges of the tube insertion holes. In this type of heat exchanger, a medium for
heat exchange is meandered a plurality of times to flow between an inlet joint and an
outlet joint, which are formed on the header pipes, through the tubes while performing
heat exchange.
The tube used in the heat exchanger is known to be produced by folding a thin
plate made of aluminum alloy or the like or laminating the two plates and brazing both
ends of the plate in the breadth direction.
This tube has inward projections (hereinafter called "beads") which are formed of
bends on the plate produced by rolling. These beads serve as a reinforcing material to
improve a pressure resistance of the tube by being brazed mutually or by being brazed with
an opposed tube face to divide inside passages and also expand the heat conducting face
against a medium to improve a heat exchanging efficiency. The beads may be formed to
continue in the longitudinal direction of the tube, in the form of circle or ellipse.
The header pipes used for the heat exchanger may be formed by forming a flat
material of aluminum alloy into an annular tube or by assembling a header pipe material
for an end plate and a tank plate from a radial direction.
Tube insertion holes of the header pipe are formed when the header pipe material is
pressed. And, they are shaped to correspond to the cross sectional shape of the tube and
generally slightly larger than the outer periphery of the tube so that the tube can be
inserted.
And, when the tube has the beads, the cross sectional shape of the tube becomes
complex, making it quite difficult to form the tube insertion hole which meets the complex
shape. Therefore, a flat portion without the beads is formed at given portions of the tube
(e.g., Japanese Patent Laid-Open Publication No. Hei 8-200977), or a protruded face
(hereinafter called "burring") is broadly formed at the edge of the tube insertion hole.
Besides, if the tube is formed to have flat ends, the strength within the header pipe
is lowered when it is brazed, and results in defectively brazing the tube and the header
pipe. Therefore, the beads are also formed at the ends of the tube. Specifically, the flat
portion is formed to locate between the adjacent beads with respect to the longitudinal
direction of the tube. For example, the heat exchanger disclosed in Japanese Patent Laid-Open
Publication No. Hei 8-49995 has a large number of beads formed at a given pitch in
the longitudinal direction of the tube, and the burring which is longer than the given pitch
is formed, so that the brazing face between the burring and the flat portion located
between the beads is secured.
Problems to be solved by the Invention
In the heat exchanger described above, to achieve a sufficient pressure resistance
against a heat exchange medium, it is required that the flat portion of the tube and the
burring of the tube insertion hole are brazed widely to some extent with respect to the
longitudinal direction of the tube. Especially, if a pressure is high as in a condenser, a
remarkable pressure resistance is needed, and reliable brazing is significant.
In this connection, the heat exchanger disclosed in Japanese Patent Laid-Open
Publication No. Hei 8-49995 has the beads on the burring, so that the burring is required
to be formed longer than a required brazing width. But, forming a long burring is difficult
and also limited because it involves draw forming of the header pipe material.
Therefore, to braze the burring, which cannot be made very long, with the flat
portion formed between the adjacent beads, it is necessary to adjust a degree of inserting
the tube so that the flat portion is positioned on the burring. This adjustment is
unexpectedly difficult, and positioning is particularly difficult when the header pipe is
circular. As a result, it becomes uncertain to secure the brazing width, and a brazing width
happens to become insufficient, degrading a pressure resistance of the heat exchanger.
To solve the problems described above, it is an object of the present invention to
provide a heat exchanger configured to securely braze a flat portion which is formed
between beads in the longitudinal direction of a tube, and a burring formed on the edge of
a tube insertion hole.
Means for solving the Problems
The invention relates to a heat exchanger, which is formed by inserting ends of a
tube having long beads formed to divide inside passages into tube insertion holes of
header pipes and brazing the tube with edges of the tube insertion holes, wherein a flat
portion without the beads is formed on the ends of the tube, a burring is formed on the
edges of the tube insertion holes so to be brazed in contact with the flat portion, and the
flat portion is formed to have a width in a longitudinal direction of the tube, the width
being larger than that of the burring in the longitudinal direction of the tube.
Thus, when the flat portion is formed between the beads with respect to the
longitudinal direction of the tube and also formed wider than the width of the burring, the
strength of the tube in the header pipes can be secured while brazing, defective brazing
can be decreased, and even if the inserted degree of the tube is deviated to some extent, a
brazing area can be secured. As a result, a brazing property can be improved, and a
pressure resistance involved can also be improved.
Conventionally, when the flat portion is located between the beads in the
longitudinal direction of the tube, it is necessary to adjust the inserting degree of the ends
of the tube to contact the burring with the flat portion, and this adjustment is not easy.
And, it is not stable to secure the brazing width of the flat portion and the burring in the
longitudinal direction of the tube. In the present invention, however, it is easy to adjust the
inserting degree of the tube, so that such instability can be remedied, and brazing
reliability can be improved.
Embodiments of the invention
Specific embodiments of the invention will be described with reference to the
drawings.
Brief Description of the Drawings
Fig. 1 A front view showing the heat exchanger according to a first embodiment of
the invention.
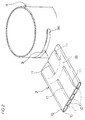
Fig. 2 A perspective view showing the end and its neighborhood of a tube and a
tube insertion hole according to the first embodiment of the invention.
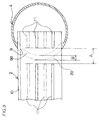
Fig. 3 A cross-sectional view showing a state that a flat portion and a burring are
aligned according to the first embodiment of the invention.
Fig. 4 A vertical sectional view showing a state that the flat portion and the burring
are aligned according to the first embodiment of the invention.
Fig. 5 A cross-sectional view showing a state that a flat portion and a burring are
aligned according to a second embodiment of the invention.
As shown in Fig. 1, a heat exchanger 1 of the invention has a plurality of tubes 2, 2,
which are stacked with fins 5, 5 intervened between them, connected to communicate with
a pair of header tubes 3, 4 which are disposed on both ends of the tubes 2, 2.
The respective header pipes 3, 4 have upper and lower end openings closed by a
blind cap 6 and their interior divided by partition plates 7 disposed at given locations.
Besides, the header pipes are provided with an inlet joint 3a to receive a heat exchange
medium and an output joint 4a to discharge the heat exchange medium outside. The
header pipes 3, 4 are formed into a cylindrical tube having a circular cross section. And,
tube insertion holes 9 are formed in a longitudinal direction of the header pipes 3, 4 at
predetermined intervals. The tubes 2 have their ends brazed into the tube insertion holes
9. And, a side plate 8 is disposed at the top and bottom of the layer of the tubes 2, 2. The
side plate 8 has its ends fixed to the header pipes 3, 4 and reinforces a structural strength
of the heat exchanger.
In the heat exchanger 1 of this embodiment, the heat exchange medium taken
through the inlet joint 3a is meandered a plurality of times to flow between the header
pipes 3, 4 in a unit of a given group of tubes 2, 2, passed through the tubes 2, 2 while heat-exchanging,
and discharged from the outlet joint 4a. And, the heat exchange by the
medium is promoted by the heat conduction by the fins 5, 5 intervened between the tubes
2, 2 and the side plate 8.
Fig. 2 is a perspective view showing the neighborhood of the end of the tube 2 and
the tube insertion hole 9. The tube 2 and the header pipe 4 (or header pipe 3) are
connected to communicate mutually by inserting the end of the tube 2 into the tube
insertion hole 9 (in the direction of an arrow in the drawing) and brazing a flat portion 2a
of the tube 2 and a burring 9a of the tube insertion hole 9.
The tube 2 is made of a plate (brazing sheet) having a brazing material claded on
its inner face. Specifically, the tube 2 is formed into a flat shape having flat faces to face
each other by forming joint sections 10, 10 at both ends in the breadth direction of the
plate, and folding the plate at the center so to contact the joint sections 10, 10 mutually.
And, a plurality of beads 11, 11 are formed to continue on the flat faces and in the
longitudinal direction of the tube 2, and a plurality of passages 12, 12 are formed by being
divided by the beads 11, 11 inside the tube 2. Tops of the beads 11, 11 are brazed to the
opposed inner face of the flat face.
The flat portion 2a is formed on a part of the tube 2 where the beads 11, 11 are not
formed as indicated by chain lines. In this embodiment, it is formed by pressing back the
beads which were once formed on the pertinent position.
The beads 11, 11 are formed at the middle and ends of the tube 2. And, the flat
portion 2a is formed between the beads 11, 11 in the longitudinal direction of the tube 2.
The flat portion 2a is formed to have a width in the longitudinal direction of the
tube 2 and larger than the width of a portion to contact with the burring 9a as described
afterward.
Fig. 3 is a cross-sectional view showing a state that one end of the tube 2 is inserted
into the tube insertion hole 9 and the flat portion 2a is aligned in contact with the burring
9a. The flat portion 2a and the burring 9a are mutually brazed in this state.
The burring 9a is formed into an arc to protrude from the end of the tube insertion
hole 9 inwardly of the header pipe 4. And, the flat portion 2a is formed to have a width
large enough to accommodate the entire face of the burring and also its width is wider in
the longitudinal direction of the tube. Specifically, a given interval is formed in the
breadth direction of the tube 2 between the burring 9a and the beads 11, 11 and at the
center and ends of the tube 2, and the flat portion 2a is positioned on the interval.
Since the beads 11, 11 are also formed at the ends of the tube 2, the tube 2 has its
strength secured within the header pipe 4. Especially, it is not deformed by heat during
brazing, and brazing property between the flat portion 2a and the burring 9a is improved.
Fig. 4 is a vertical sectional view showing a state that the flat portion 2a is aligned
with the burring 9a. In the drawing, A indicates a width of the flat portion 2a in the
longitudinal direction of the tube 2, and B a width of the burring 9a in the longitudinal
direction of the tube 2.
As described above, the width A of the flat portion 2a is larger than the width B of
the burring 9a, so that a brazing area between the tube 2 and the header pipe 4 (header
pipe 3) can be secured sufficiently. Therefore, even if an insertion degree of the end of the
tube 2 is deviated, the brazing property can be improved, and the pressure resistance of the
heat exchanger can be improved accordingly.
Conventionally, when the flat portion is formed between the beads in the
longitudinal direction of the tube, it becomes difficult to adjust the insertion degree of the
end of the tube, and it is instable to secure the brazing width between the flat portion in the
longitudinal direction of the tube and the burring. But, this embodiment can remedy such
instability and improve the brazing reliability because the insertion degree of the tube has a
margin.
Now, a second embodiment of the invention will be described.
The heat exchanger of this embodiment has a simplified shape of the flat portion 2a
so that it can be formed with ease as shown in Fig. 5. In other words, the flat portion 2a of
the first embodiment has boundaries with the same curvature as the burring 9a, but the flat
portion 2a of this embodiment has linear boundaries. Since other structures are the same
as in the first embodiment, their description is omitted. In the drawing, A is a width of the
flat portion 2a, and B is a width of the burring 9a.
In this embodiment, the same effects as in the first embodiment can be obtained,
and the flat portion is formed into a rectangular shape having the width A with respect to
the arc-shaped burring brazing section, so that the flat portion can be formed simply and
easily.
Effects of the Invention
As described above, the invention relates to a heat exchanger which is formed by
inserting ends of a tube having long beads formed to divide inside passages into tube
insertion holes of header pipes and brazing the tube with edges of the tube insertion holes,
wherein a flat portion without the beads is formed on the ends of the tube, a burring is
formed on the edges of the tube insertion holes so to be brazed in contact with the flat
portion, and the flat portion is formed to have a width in the longitudinal direction of the
tube, which is larger than that of the burring in the longitudinal direction of the tube.
Thus, when the flat portion is formed between the beads and its width is larger than
that of the burring, the tube's strength in the header pipe can be secured, and the brazing
area can be secured even if the insertion degree of the tube is deviated to some extent. As
a result, the brazing property can be improved, and the pressure resistance involved can be
improved.
Conventionally, when the flat portion is located between the beads in the
longitudinal direction of the tube, it is necessary to adjust the inserting degree of the ends
of the tube to contact the burring with the flat portion, and this adjustment is not easy.
And, it is not stable to secure the brazing width of the flat portion and the burring in the
longitudinal direction of the tube. In the present invention, however, it is easy to adjust the
inserting degree of the tube, so that such instability can be remedied, and brazing
reliability can be improved.