EP0836993B1 - A method and a unit for carton-wrapping packets of cigarettes - Google Patents
A method and a unit for carton-wrapping packets of cigarettes Download PDFInfo
- Publication number
- EP0836993B1 EP0836993B1 EP97830450A EP97830450A EP0836993B1 EP 0836993 B1 EP0836993 B1 EP 0836993B1 EP 97830450 A EP97830450 A EP 97830450A EP 97830450 A EP97830450 A EP 97830450A EP 0836993 B1 EP0836993 B1 EP 0836993B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flap
- movement
- face
- blank
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 18
- 235000019504 cigarettes Nutrition 0.000 title claims description 13
- 238000005452 bending Methods 0.000 claims description 9
- 230000001747 exhibiting effect Effects 0.000 claims 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/004—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material in blanks, e.g. sheets precut and creased for folding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/06—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths
- B65B11/08—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a single straight path
- B65B11/10—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a single straight path to fold the wrappers in tubular form about contents
- B65B11/12—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a single straight path to fold the wrappers in tubular form about contents and then to form closing folds of similar form at opposite ends of the tube
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B49/00—Devices for folding or bending wrappers around contents
- B65B49/12—Rotary folders
Definitions
- the present invention relates to a method and a unit for carton-wrapping packets of cigarettes.
- packets of cigarettes are wrapped in carton type packs by methods involving the use of flat die-cut cardboard blanks, wherein the single blank is folded along precreased lines to create a wrapper for a relative group of packets appearing substantially parallelepiped in shape and constituting the contents of the carton.
- groups of packets advancing in succession are caused to cross a feed line carrying the blanks, in such a way that each blank is invested by and bent into a "U" configuration around a relative group, enveloping three faces of the parallelepiped and leaving the other three exposed; in this situation the blank continues to project beyond the dimensional compass of the group, affording at least two flaps on three sides that are destined ultimately to be bent through 90° and flattened against the three exposed faces.
- this document teaches the use of folder units, one to each of the faces in question, rendered capable of alternating movement toward and away from a folding station and equipped with folder elements by which the flaps are engaged in contact and thereupon bent to a right angle.
- the operation of folding the flaps down over each of the exposed faces takes place with the blank and the corresponding group of packets held at a standstill in the folding station, and occurs as the result of each folder unit being caused to make a forward stroke toward the station in a direction parallel to the relative exposed face.
- Significant mechanical complications accompany the use of the method outlined above in cartoning machines, with regard especially to the alternating movement of the folder units.
- the object of the present invention is to provide a method for carton-wrapping packets of cigarettes that will be unaffected by the drawbacks described above.
- the object of the present invention is to provide a method for carton-wrapping packets of cigarettes in which the advantages of simplicity and economy are maximized as far as possible.
- An additional object of the invention is to provide a method for carton-wrapping packets of cigarettes in which the wrapping materials utilized are subjected to minimal stresses, and moreover in which the mechanical stresses applied to the fold-making components are reduced to a minimum, as also is the noise generated by these same components.
- the stated object is realized according to the present invention in a method for carton-wrapping packets of cigarettes that comprises the steps of: advancing a group of packets substantially parallelepiped in shape along a predetermined direction of movement and across a feed line conveying die-cut blanks, in such a way that each blank is engaged by a relative group, folded to a U profile and caused to envelop three faces of the group, namely a first transverse face positioned forwardmost in the direction of movement and two faces disposed parallel both with one another and with the direction of movement; folding the blank further about the group in such a manner as to envelop a fourth face remote from the first face, thereby producing a closed configuration in which the blank projects beyond the two remaining end faces presented by the two opposite ends of the parallelepiped, affording at least one first flap and one second flap disposed orthogonally to each of the selfsame end faces; and bending the first and second flaps through a right angle and into contact with the respective end faces to complete the wrapping operation, characterized in that the step
- the folder head is rotatable about an axis disposed perpendicular to the direction of movement followed by the groups of-packets.
- the present invention relates also to a unit for carton-wrapping packets of cigarettes.
- a unit for carton-wrapping packets of cigarettes comprises a feed line conveying die-cut blanks; pushing means by which groups of packets substantially parallelepiped in shape are caused to advance along a predetermined direction of movement and across the feed line in such a way that each blank is engaged by a respective group, folded to a U profile and caused to envelop three faces of the group, -namely a first transverse face positioned forwardmost in the direction of movement and two faces disposed parallel with one another and with the direction of movement; first folding means by which the blank is closed around the group in such a way as to envelop a fourth face remote from the first face, producing a configuration in which the blank projects beyond the two remaining faces presented by the two opposite ends of the parallelepiped, affording at least one first flap and one second flap disposed orthogonally to each of the selfsame end faces; also second folding means by which the first and second flaps are engaged, bent to a right angle and flattened against the relative end face to complete the wrapping operation, characterized in
- the folder head rotates about an axis disposed perpendicular to the direction of movement followed by the groups of packets.
- 1 denotes a cartoning machine, in its entirety, incorporating a unit 2 of which the function is to assemble cartons 3 of packets 4 containing cigarettes.
- the packets 4 are supplied to the unit 2 as groups 5 of substantially parallelepiped shape, each comprising a plurality of individual packets 4 arranged alongside and on top of one another ready to be enveloped in a single wrapper 6 fashioned from a precreased die-cut blank 7 of sheet material.
- Each group 5 of packets 4 has a longitudinal axis 8 and presents two larger side faces 9 and 10, also two smaller side faces 11 and 12, and two end faces 13.
- the unit 2 comprises a conveyor 14 along which the packets 4 advance in continuous succession, ordered in stacks 4' two-high, following a direction 15 parallel to the axis 8 of the group 5 which carries them toward a wrapping station 16.
- the wrapping station 16 is equipped with a push rod 17 capable of reciprocating movement in a direction 18 transverse to the conveying direction 15.
- the rod 17 presents a pushing surface 17' of which the length, measured along the conveying direction 15, is such as will enable it to impinge during each active stroke on a number of stacks 4' equivalent to the number (five, in fig 2) making up a single group 5.
- a group 5 of packets 4 is made to advance with the smaller face denoted 11 forwardmost and to cross a feed line 19, along which the blanks 7 are carried in a direction 20 orthogonal to the directions 18 and 15 followed by the packets 4, proceeding thereafter with the downwardly directed larger face 10 resting slidably on a plate P located immediately beyond the selfsame feed line 19 in the pushing direction 18.
- each group 5 directed across the feed line 19 becomes associated with a respective blank 7 which is then folded into a U shape in such a way as to envelop the group 5 in part. More exactly, two side panels 21 and 22 of the blank 7 are flattened against the larger side faces 9 and 10 of the group 5, whilst one intermediate panel 23 of the blank 7 is flattened against the leading smaller side face 11.
- the side panels 21 and 22 are extended by way of the two edges remote from the intermediate panel 23 into longitudinal panels 24 and 25 projecting outwards from the remaining side face 12.
- the blank 7 affords two pairs of flaps 26 and 27 associated with the side panels 21 and 22 via the edges lying in the two planes occupied by the respective end faces 13, a further pair of flaps 28 projecting externally from each end of the intermediate panel 23, and finally a pair of flaps 29 projecting externally from each end of the longitudinal panel denoted 25.
- the group 5 advances along the plate P in the pushing direction 18, still driven by the rod 17, toward a limit position that coincides with a folding station denoted 30; here the assembled parts 5 and 7 are brought to a standstill so that the process of folding up the wrapper 6 to form a relative carton 3 is completed.
- the unit 2 comprises a top folder 33 and a bottom folder 34, both of conventional guillotine type embodiment, positioned at the folding station 30 and capable of alternating movement in a direction substantially perpendicular to the plate P, of which the function is to close up each successive blank 7 into a tube via a familiar process whereby the two projecting panels 24 and 25 are engaged and bent through a right angle into contact with the relative face 12 of the group 5.
- Each head 35 is designed to interact with the respective flaps 26, 27, 28 and 29 of the single blank 7 in such a way that these are flattened against the two corresponding end faces 13 of the group 5 in a succession of folds, shortly to be described, with the flap denoted 27 sandwiched between that denoted 26 and the remaining two 28 and 29.
- each folder head 35 is compassed peripherally by a cylindrical surface 36 and comprises a body 37 keyed to the output shaft 38 of a motor (not indicated) by which the head 35 is set in substantially continuous rotation about an axis 39 disposed orthogonal to the plate P and to the pushing direction 18 and parallel with the direction 20 along which the blanks 7 approach the folding station 30.
- Each head 35 is caused to rotate about its own axis 39 in a direction F such that in operation, the mutually opposed portions of the two cylindrical surfaces 36 revolve convergently with the pushing direction 18.
- the single head 35 presents two diametrally opposed radial arms 40 supported by and connected to a first end of the relative body 37, also two radial arms 41 connected to a second end of the body 37 and likewise diametrally opposed, in positions offset from those of the first arms 40.
- each first radial arm 40 combines with a respective appendage 42 of the body 37 to support a blade 43 presenting the appearance of a substantially spherically contoured cap or spoon disposed with the concave side directed toward a respective second radial arm 41 and terminating forwardmost, relative to the direction of movement F, in a forcing edge 44.
- the spherically contoured outer surface of the blade 43 merges on the one hand with one end of a prong disposed along the cylindrical surface 36 in the manner of a terminal appendage or portion 45, extending rearwards (relative to the direction of movement F) from the blade 43, and on the other with an appendage or edge 46 of hook like profile extending forward from the blade 43.
- each second radial arm 41 supports a blade 47 presenting the appearance of a substantially spherically contoured cap or spoon disposed with the concave side directed toward a respective first radial arm 40 and terminating forwardmost, relative to the direction of movement F, in a forcing edge 48.
- the spherically contoured outer surface of each such blade 47 merges with one end of a prong disposed along the cylindrical surface 36 in the manner of a terminal appendage or portion 49, extending rearwards (in relation to the direction of movement F indicated in fig 2) from the blade 47.
- each of the flaps denoted 28 will be engaged by the terminal portion 49 of a blade 47 associated with the respective head 35, bent through 90° in the direction opposite to the pushing direction 18 and flattened thus against the corresponding end face 13.
- the rotation of the two heads 35 will be timed in relation to the movement of the push rod 17 during the operating cycle of the unit 2 in such a manner that on the arrival of each assembled group 5 and blank 7 at the folding station 30, the terminal portion 49 of one of the blades 47 afforded by each head 35 will always be positioned to intercept the relative flap 28.
- the top and bottom folders 33 and 34 come into operation, impinging respectively on the projecting panels 24 and 25 in conventional manner and causing the blank 7 to close around the group 5 in a tubular configuration with the two panels 24 and 25 now flattened over the hitherto exposed side face 12 and three flaps 26, 27 and 29 still projecting at each end; in particular, the two larger flaps 26 and 27 are disposed mutually parallel, orthogonal to the axis 39 of the relative folder head 35 and to the end face 13, whilst the remaining flap 29 is disposed between the two larger flaps 26 and 27, projecting at right angles from the end face 13 within a plane parallel to the axis 39 of the folder head 35.
- the unit will proceed to implement the folding steps as illustrated in figs 4a and 4b: with the first flap 28 held flat against the end face 13 by the terminal portion 49 of one blade 47, the opposite flap 29 is engaged by the edge 46 of the next blade 43 in sequence and bent gradually through 90° until flush likewise with the end face 13. Substantially at the same time, as illustrated in figs 4c, 4d and 4e, the leading edge 44 of the same blade 43 begins to bear against the flap denoted 26, and this too is flattened gradually over the two already folded flaps 28 and 29.
- the terminal portion 45 of the blade 43 next rotates into contact with the now fully folded flap 26, which as a result remains pinned flat against the flaps 28 and 29 beneath.
Description
- The present invention relates to a method and a unit for carton-wrapping packets of cigarettes.
- Conventionally, packets of cigarettes are wrapped in carton type packs by methods involving the use of flat die-cut cardboard blanks, wherein the single blank is folded along precreased lines to create a wrapper for a relative group of packets appearing substantially parallelepiped in shape and constituting the contents of the carton.
- In one familiar method, groups of packets advancing in succession are caused to cross a feed line carrying the blanks, in such a way that each blank is invested by and bent into a "U" configuration around a relative group, enveloping three faces of the parallelepiped and leaving the other three exposed; in this situation the blank continues to project beyond the dimensional compass of the group, affording at least two flaps on three sides that are destined ultimately to be bent through 90° and flattened against the three exposed faces.
- A method and a unit according to the preambles of
claims Patent 5 404 694. - To the end of completing the formation of the carton by folding the flaps over those faces still exposed, this document teaches the use of folder units, one to each of the faces in question, rendered capable of alternating movement toward and away from a folding station and equipped with folder elements by which the flaps are engaged in contact and thereupon bent to a right angle. In particular, the operation of folding the flaps down over each of the exposed faces takes place with the blank and the corresponding group of packets held at a standstill in the folding station, and occurs as the result of each folder unit being caused to make a forward stroke toward the station in a direction parallel to the relative exposed face. Significant mechanical complications accompany the use of the method outlined above in cartoning machines, with regard especially to the alternating movement of the folder units.
- Furthermore, the nature of the alternating movements whereby the folder elements are brought into contact with the flaps is such that the force of the impact generated between folder element and flap could be of an order sufficient to result in damage to the flaps, and consequently in the manufacture of substandard cartons.
- The object of the present invention is to provide a method for carton-wrapping packets of cigarettes that will be unaffected by the drawbacks described above. In particular, the object of the present invention is to provide a method for carton-wrapping packets of cigarettes in which the advantages of simplicity and economy are maximized as far as possible.
- An additional object of the invention is to provide a method for carton-wrapping packets of cigarettes in which the wrapping materials utilized are subjected to minimal stresses, and moreover in which the mechanical stresses applied to the fold-making components are reduced to a minimum, as also is the noise generated by these same components.
- The stated object is realized according to the present invention in a method for carton-wrapping packets of cigarettes that comprises the steps of: advancing a group of packets substantially parallelepiped in shape along a predetermined direction of movement and across a feed line conveying die-cut blanks, in such a way that each blank is engaged by a relative group, folded to a U profile and caused to envelop three faces of the group, namely a first transverse face positioned forwardmost in the direction of movement and two faces disposed parallel both with one another and with the direction of movement; folding the blank further about the group in such a manner as to envelop a fourth face remote from the first face, thereby producing a closed configuration in which the blank projects beyond the two remaining end faces presented by the two opposite ends of the parallelepiped, affording at least one first flap and one second flap disposed orthogonally to each of the selfsame end faces; and bending the first and second flaps through a right angle and into contact with the respective end faces to complete the wrapping operation, characterized in that the step of bending each first and second flap to a right angle against the corresponding end face is accomplished by means of a respective rotary folder head and effected during a rotational movement of the head about a relative axis, wherein the bending step is effected on first and second flaps disposed transversely to the axis of rotation.
- In a preferred solution, the folder head is rotatable about an axis disposed perpendicular to the direction of movement followed by the groups of-packets.
- The present invention relates also to a unit for carton-wrapping packets of cigarettes.
- A unit for carton-wrapping packets of cigarettes according to the present invention comprises a feed line conveying die-cut blanks; pushing means by which groups of packets substantially parallelepiped in shape are caused to advance along a predetermined direction of movement and across the feed line in such a way that each blank is engaged by a respective group, folded to a U profile and caused to envelop three faces of the group, -namely a first transverse face positioned forwardmost in the direction of movement and two faces disposed parallel with one another and with the direction of movement; first folding means by which the blank is closed around the group in such a way as to envelop a fourth face remote from the first face, producing a configuration in which the blank projects beyond the two remaining faces presented by the two opposite ends of the parallelepiped, affording at least one first flap and one second flap disposed orthogonally to each of the selfsame end faces; also second folding means by which the first and second flaps are engaged, bent to a right angle and flattened against the relative end face to complete the wrapping operation, characterized in that second folding means comprise rotary folder heads operating one on each end face and rotatable each about a relative axis wherein the folder head comprises folder means of which the function is to complete the wrapping operation on a blank positioned with the first and second flaps disposed transversely to the axis of rotation.
- In a preferred solution, the folder head rotates about an axis disposed perpendicular to the direction of movement followed by the groups of packets.
- The invention will now be described in detail, by way of example, with the aid of the accompanying drawings, in which:
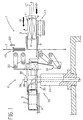
- fig 1 shows a preferred embodiment of the unit for carton-wrapping packets of cigarettes according to the present invention, illustrated schematically in a side elevation, partly in section and with certain parts omitted for clarity;
- fig 2 illustrates the unit of fig 1 in a plan view with certain parts omitted for clarity;
- fig 3 shows a detail of fig 2, viewed in perspective;
- figs 4a, 4b, 4c, 4d and 4e show a detail of the unit of fig 1, viewed in plan and illustrated in respective different operating positions.
- Referring to figs 1 and 2 of the drawings, 1 denotes a cartoning machine, in its entirety, incorporating a
unit 2 of which the function is to assemblecartons 3 ofpackets 4 containing cigarettes. - The
packets 4 are supplied to theunit 2 asgroups 5 of substantially parallelepiped shape, each comprising a plurality ofindividual packets 4 arranged alongside and on top of one another ready to be enveloped in asingle wrapper 6 fashioned from a precreased die-cut blank 7 of sheet material. - Each
group 5 ofpackets 4 has a longitudinal axis 8 and presents twolarger side faces end faces 13. - The
unit 2 comprises aconveyor 14 along which thepackets 4 advance in continuous succession, ordered in stacks 4' two-high, following adirection 15 parallel to the axis 8 of thegroup 5 which carries them toward awrapping station 16. - The
wrapping station 16 is equipped with apush rod 17 capable of reciprocating movement in adirection 18 transverse to the conveyingdirection 15. Therod 17 presents a pushing surface 17' of which the length, measured along theconveying direction 15, is such as will enable it to impinge during each active stroke on a number of stacks 4' equivalent to the number (five, in fig 2) making up asingle group 5. - With each active stroke effected by the
push rod 17 along the relative direction ofmovement 18, agroup 5 ofpackets 4 is made to advance with the smaller face denoted 11 forwardmost and to cross afeed line 19, along which theblanks 7 are carried in adirection 20 orthogonal to thedirections packets 4, proceeding thereafter with the downwardly directedlarger face 10 resting slidably on a plate P located immediately beyond theselfsame feed line 19 in the pushingdirection 18. - Observing figs 2 and 3, each
group 5 directed across thefeed line 19 becomes associated with a respective blank 7 which is then folded into a U shape in such a way as to envelop thegroup 5 in part. More exactly, twoside panels group 5, whilst oneintermediate panel 23 of the blank 7 is flattened against the leadingsmaller side face 11. - The
side panels intermediate panel 23 intolongitudinal panels remaining side face 12. In addition, the blank 7 affords two pairs offlaps side panels respective end faces 13, a further pair offlaps 28 projecting externally from each end of theintermediate panel 23, and finally a pair offlaps 29 projecting externally from each end of the longitudinal panel denoted 25. - Having engaged the relative blank 7 and forced it to bend into the "U" configuration, the
group 5 advances along the plate P in the pushingdirection 18, still driven by therod 17, toward a limit position that coincides with a folding station denoted 30; here the assembledparts wrapper 6 to form arelative carton 3 is completed. - Immediately beyond the
folding station 30, as shown in fig 2, thecartons 3 advance broadside in continuous succession, each propelled by the next in the pushingdirection 18 along a runout channel 31 created between twofences 32 positioned on the plate P (not indicated in fig 2). - As discernible from fig 1, the
unit 2 comprises atop folder 33 and abottom folder 34, both of conventional guillotine type embodiment, positioned at thefolding station 30 and capable of alternating movement in a direction substantially perpendicular to the plate P, of which the function is to close up each successive blank 7 into a tube via a familiar process whereby the twoprojecting panels relative face 12 of thegroup 5. - Also positioned at the
folding station 30 and forming part of theunit 2 are twofolder heads 35 disposed in such a way as to operate tangentially to the two end faces 13 of astationary group 5 occupying thefolding station 30. Eachhead 35 is designed to interact with therespective flaps group 5 in a succession of folds, shortly to be described, with the flap denoted 27 sandwiched between that denoted 26 and the remaining two 28 and 29. - As discernible from figs 1 and 2, each
folder head 35 is compassed peripherally by acylindrical surface 36 and comprises abody 37 keyed to theoutput shaft 38 of a motor (not indicated) by which thehead 35 is set in substantially continuous rotation about anaxis 39 disposed orthogonal to the plate P and to the pushingdirection 18 and parallel with thedirection 20 along which theblanks 7 approach thefolding station 30. - Each
head 35 is caused to rotate about itsown axis 39 in a direction F such that in operation, the mutually opposed portions of the twocylindrical surfaces 36 revolve convergently with the pushingdirection 18. - The
single head 35 presents two diametrally opposedradial arms 40 supported by and connected to a first end of therelative body 37, also tworadial arms 41 connected to a second end of thebody 37 and likewise diametrally opposed, in positions offset from those of thefirst arms 40. - The free end of each first
radial arm 40 combines with arespective appendage 42 of thebody 37 to support ablade 43 presenting the appearance of a substantially spherically contoured cap or spoon disposed with the concave side directed toward a respective secondradial arm 41 and terminating forwardmost, relative to the direction of movement F, in a forcingedge 44. The spherically contoured outer surface of theblade 43 merges on the one hand with one end of a prong disposed along thecylindrical surface 36 in the manner of a terminal appendage orportion 45, extending rearwards (relative to the direction of movement F) from theblade 43, and on the other with an appendage oredge 46 of hook like profile extending forward from theblade 43. - The free end of each second
radial arm 41 supports ablade 47 presenting the appearance of a substantially spherically contoured cap or spoon disposed with the concave side directed toward a respective firstradial arm 40 and terminating forwardmost, relative to the direction of movement F, in a forcingedge 48. The spherically contoured outer surface of eachsuch blade 47 merges with one end of a prong disposed along thecylindrical surface 36 in the manner of a terminal appendage orportion 49, extending rearwards (in relation to the direction of movement F indicated in fig 2) from theblade 47. - In operation, the moment that the assembled
group 5 and blank 7 are stationary at thefolding station 30, each of the flaps denoted 28 will be engaged by theterminal portion 49 of ablade 47 associated with therespective head 35, bent through 90° in the direction opposite to the pushingdirection 18 and flattened thus against thecorresponding end face 13. - To this end, the rotation of the two
heads 35 will be timed in relation to the movement of thepush rod 17 during the operating cycle of theunit 2 in such a manner that on the arrival of each assembledgroup 5 and blank 7 at thefolding station 30, theterminal portion 49 of one of theblades 47 afforded by eachhead 35 will always be positioned to intercept therelative flap 28. - Thereafter, as the
push rod 17 is returned toward thewrapping station 16, the top andbottom folders panels group 5 in a tubular configuration with the twopanels side face 12 and threeflaps larger flaps axis 39 of therelative folder head 35 and to theend face 13, whilst theremaining flap 29 is disposed between the twolarger flaps end face 13 within a plane parallel to theaxis 39 of thefolder head 35. - At this point, the unit will proceed to implement the folding steps as illustrated in figs 4a and 4b: with the
first flap 28 held flat against theend face 13 by theterminal portion 49 of oneblade 47, theopposite flap 29 is engaged by theedge 46 of thenext blade 43 in sequence and bent gradually through 90° until flush likewise with theend face 13. Substantially at the same time, as illustrated in figs 4c, 4d and 4e, the leadingedge 44 of thesame blade 43 begins to bear against the flap denoted 26, and this too is flattened gradually over the two already foldedflaps - The
terminal portion 45 of theblade 43 next rotates into contact with the now fully foldedflap 26, which as a result remains pinned flat against theflaps - The final step in the folding operation performed on the
wrapper 6, which brings thecarton 3 effectively to completion, is effected by theblade 47 next in sequence behind theblade 43 currently alongside theend face 13; indeed as discernible from fig 4e, theremaining flap 27 is engaged by the leadingedge 48 of thissame blade 47 and bent gradually into overlapping contact with theflap 26 folded previously. - Thereafter, with the entry of another
group 5 and an accompanying blank 7 into thefolding station 30, the completedcarton 3 is directed forward into the runout channel 31 (fig 2) at the same time as theforwardmost flaps 28 projecting from the end faces 13 of anothergroup 5 are engaged by theterminal portions 49 of thenext blades 47 in sequence on the twofolder heads 35, thus initiating a new folding cycle.
Claims (13)
- A method for carton-wrapping packets of cigarettes, comprising the steps of: advancing a group (5) of packets (4) substantially parallelepiped in shape along a predetermined direction (18) of movement and across a feed line (19) conveying die-cut blanks (7), in such a way that each blank is engaged by a relative group (5), folded to a U profile and caused to envelop three faces (9, 10, 11) of the group (5), namely a first transverse face (11) positioned forwardmost in the direction (18) of movement and two faces (9, 10) disposed parallel both with one another and with the direction (18) of movement; folding the blank (7) further about the group (5) in such a manner as to envelop a fourth face (12) remote from the first face (11), thereby producing a closed configuration in which the blank (7) projects beyond the two remaining end faces (13) presented by the two opposite ends of the parallelepiped, affording at least one first flap (26) and one second flap (27) disposed orthogonally to each of the selfsame end faces (13); and bending the first and second flaps (26, 27) through a right angle and into contact with the respective end faces (13) to complete the wrapping operation, characterized in that the step of bending each first flap (26) and each second flap (27) to a right angle against the corresponding end face (13) is accomplished by means of a respective rotary folder head (35) and effected during a rotational movement of the head (35) about a relative axis (39), wherein the bending step is effected on first and second flaps (26, 27) disposed transversely to the axis (39) of rotation.
- A method as in claim 1, wherein the folder head (35) is rotatable about an axis (39) disposed perpendicular to the direction (18) of movement.
- A method as in claim 2, wherein the step of bending the flaps through a right angle is effected during a rotational movement of the head (35) about the axis (39) that is substantially continuous and convergent with the direction (18) of movement followed by the groups of packets.
- A method as in claims 1 to 3 wherein the step of bending the flaps through a right angle is effected with the group (5) of packets positioned stationary at a folding station (30).
- A method as in claim 4, wherein the blank (7) affords a third flap (29) projecting beyond each end face (13) of the group (5) between the first and second flaps (26, 27) and within a plane parallel to the axis (39) of rotation: comprising the further step of bending the third flap (29) through a right angle by means of the rotary folder head (35) to complete the wrapping operation.
- A method as in claim 5, wherein the blank (7) affords a fourth flap (28) projecting beyond each end face (13) of the group (5) substantially within the plane occupied by the first transverse face (11): comprising the further step, effected as the group (5) enters the folding station (30), of causing the fourth flap (28) to be intercepted by the folder head (35), bent in the direction opposite to the direction (18) of movement and flattened against the end face (13).
- A unit (2) for carton-wrapping packets of cigarettes, comprising a feed line (19) conveying die-cut blanks (7); pushing means (17) by which groups (5) of the packets (4) substantially parallelepiped in shape are caused to advance along a predetermined direction (18) of movement and across the feed line (19) in such a way that each blank (7) is engaged by a respective group (5), folded to a U profile and caused to envelop three faces (9, 10, 11) of the group, namely a first transverse face (11) positioned forwardmost in the direction (18) of movement and two faces (9, 10) disposed parallel both with one another and with the direction of movement; first folding means (33, 34) by which the blank (7) is closed around the group (5) in such a way as to envelop a fourth face (12) remote from the first face (11), producing a configuration in which the blank (7) projects beyond the two remaining faces (13) presented by the two opposite ends of the parallelepiped, affording at least one first flap (26) and one second flap (27) disposed orthogonally to each of the selfsame end faces (13); also second folding means (35) by which the first and second flaps (26, 27) are engaged, bent to a right angle and flattened against the relative end face (13) to complete the wrapping operation, characterized in that second folding means comprise rotary folder heads (35) operating one on each end face (13) and rotatable each about a relative axis (39), wherein the folder head (35) comprises folder means (43, 47) of which the function is to complete the wrapping operation on a blank (7) positioned with the first and second flaps (26, 27) disposed transversely to the axis (39) of rotation.
- A unit as in claim 7, wherein the folder head (35) is rotatable about an axis (39) disposed perpendicular to the direction (18) of movement.
- A unit as in claim 8, wherein the rotational movement of the head (35) about the axis (39) is substantially continuous and convergent with the direction (18) of movement followed by the groups of packets.
- A unit as in claim 9, wherein the folder head (35) is compassed externally by a cylindrical surface (36).
- A unit as in claim 10, wherein folder means (43, 47) comprise first and second blades (43, 47) supported by respective arms (40, 41) connected in mutually offset positions to opposite ends of a body (37) associated with the head (35), each blade (43, 47) exhibiting the appearance of a sperically contoured cap or spoon of which the concave side is directed substantially toward the arm (41, 40) of the other blade (47, 43).
- A unit as in claim 11, wherein the first flap (26) of the blank (7) is engaged by a first edge (44) of the first blade (43) and bent thereupon through a right angle, whilst a third flap (29) projecting between the first and second flaps (26, 27) and occupying a plane parallel to the axis (39) of rotation is engaged by an additional hook-like edge (46) of the selfsame first blade (43) and bent thereupon through a right angle.
- A unit as in claim 12, wherein the second flap (27) of the blank is engaged by one edge (48) of the second blade (47) and bent thereupon through a right angle, whilst a fourth flap (28) lying substantially within the plane occupied by the first transverse face (11) is engaged by a terminal portion (49) of the selfsame second blade (47) and bent thereupon in the direction opposite to the direction (18) of movement followed by the groups of packets.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT96BO000521A IT1286263B1 (en) | 1996-10-17 | 1996-10-17 | METHOD AND UNIT FOR THE FORMATION OF CIGARETTE PACKETS |
| ITBO960521 | 1996-10-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0836993A1 EP0836993A1 (en) | 1998-04-22 |
| EP0836993B1 true EP0836993B1 (en) | 2001-05-16 |
Family
ID=11341654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97830450A Expired - Lifetime EP0836993B1 (en) | 1996-10-17 | 1997-09-15 | A method and a unit for carton-wrapping packets of cigarettes |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0836993B1 (en) |
| CN (1) | CN1180637A (en) |
| DE (1) | DE69704829T2 (en) |
| IT (1) | IT1286263B1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20080264A1 (en) * | 2008-04-24 | 2009-10-25 | Gima Spa | APPARATUS FOR WRAPPING AND CLOSING OF A BOX AROUND A ARTICLE. |
| DE102011018839A1 (en) * | 2011-04-27 | 2012-10-31 | Winkler + Dünnebier Gmbh | Process for packaging products and packaging equipment for carrying out the process |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3605382A (en) * | 1969-05-06 | 1971-09-20 | Erik Andersson | Machine for wrapping rolls |
| EP0548047A1 (en) * | 1988-02-10 | 1993-06-23 | Molins Plc | Wrapping machines |
| DE3837440A1 (en) * | 1988-11-04 | 1990-05-10 | 4 P Nicolaus Kempten Gmbh | Device for closing a folding box |
| IT1257754B (en) | 1992-03-03 | 1996-02-13 | Gd Spa | METHOD FOR THE REALIZATION OF CIGARETTE PACKS |
-
1996
- 1996-10-17 IT IT96BO000521A patent/IT1286263B1/en active IP Right Grant
-
1997
- 1997-09-15 EP EP97830450A patent/EP0836993B1/en not_active Expired - Lifetime
- 1997-09-15 DE DE69704829T patent/DE69704829T2/en not_active Expired - Fee Related
- 1997-10-15 CN CN97120467.5A patent/CN1180637A/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| DE69704829D1 (en) | 2001-06-21 |
| DE69704829T2 (en) | 2001-11-22 |
| IT1286263B1 (en) | 1998-07-08 |
| EP0836993A1 (en) | 1998-04-22 |
| ITBO960521A0 (en) | 1996-10-17 |
| ITBO960521A1 (en) | 1998-04-17 |
| CN1180637A (en) | 1998-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1227414A (en) | Method and apparatus for wrapping cigarette packets in film blanks | |
| US5657609A (en) | Method for forming hard packets, in particular for cigarettes of the like, cigarettes packaging machine and collar for implementing the said method | |
| US5465554A (en) | Package, and method for packaging loose leaf material | |
| JP2593618B2 (en) | Manufacturing method and manufacturing apparatus for package comprising a plurality of packs | |
| JPH1111416A (en) | Method and device for folding head flap having extended cut piece width of hinge lid package for cigarette | |
| US6612094B1 (en) | Article wrapping apparatus | |
| US20120324833A1 (en) | Apparatus and method for packaging articles | |
| EP1293431A1 (en) | Method and machine for producing a rigid packet of cigarettes | |
| EP0860357B1 (en) | A method and a device for wrapping groups of products, in particular packets of cigarettes | |
| US6439239B1 (en) | Method for forming a packet of cigarettes | |
| US5946890A (en) | Soft case packet plus method and device for manufacturing same and other packets | |
| CA2032431C (en) | Process and apparatus for producing (cigarette) packs | |
| EP0523612B1 (en) | Method and device for folding packing blanks along preformed bend lines | |
| EP2024232B1 (en) | A method and a device for wrapping products | |
| CA1058504A (en) | Device for folding the head portions of inner wrappers in a machine for packeting cigarettes into hinged-lid type packets | |
| EP0836993B1 (en) | A method and a unit for carton-wrapping packets of cigarettes | |
| EP1145958A1 (en) | Method and machine for producing hinged-lid packets of cigarettes | |
| US4161093A (en) | Method and apparatus for wrapping groups of cigarettes | |
| US4708706A (en) | Apparatus for shaping wrappers for packages | |
| US5822954A (en) | Method and unit for folding packing blanks along preformed bend lines | |
| ITGE950044A1 (en) | METHOD AND DEVICE FOR PACKING PRODUCTS, IN PARTICULAR ASTIFORM, SUCH AS CIGARETTES, OR SIMILAR IN A PACKING SHEET | |
| RU2191116C2 (en) | Method and machine for making rigid packets with hinged cover | |
| US7111441B2 (en) | Method and device for producing a container | |
| EP4046921A1 (en) | Packer machine and wrapping method to produce a pack of smoking articles | |
| AU744423B2 (en) | Guide mechanism for a packaging machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19980923 |
|
| AKX | Designation fees paid |
Free format text: DE FR GB IT |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19990715 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 69704829 Country of ref document: DE Date of ref document: 20010621 |
|
| ITF | It: translation for a ep patent filed |
Owner name: BUGNION S.P.A. |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20060918 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20060925 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060930 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20061031 Year of fee payment: 10 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20070915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20080531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070915 |