EP0812782A1 - Composite web of lids for peel-off thermoplastic containers - Google Patents
Composite web of lids for peel-off thermoplastic containers Download PDFInfo
- Publication number
- EP0812782A1 EP0812782A1 EP96401255A EP96401255A EP0812782A1 EP 0812782 A1 EP0812782 A1 EP 0812782A1 EP 96401255 A EP96401255 A EP 96401255A EP 96401255 A EP96401255 A EP 96401255A EP 0812782 A1 EP0812782 A1 EP 0812782A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- thermoplastic
- zones
- intermediate layer
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
- B65D77/2024—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers the cover being welded or adhered to the container
- B65D77/2028—Means for opening the cover other than, or in addition to, a pull tab
- B65D77/2032—Means for opening the cover other than, or in addition to, a pull tab by peeling or tearing the cover from the container
- B65D77/2044—Means for opening the cover other than, or in addition to, a pull tab by peeling or tearing the cover from the container whereby a layer of the container or cover fails, e.g. cohesive failure
- B65D77/2048—Means for opening the cover other than, or in addition to, a pull tab by peeling or tearing the cover from the container whereby a layer of the container or cover fails, e.g. cohesive failure whereby part of the container or cover has been weakened, e.g. perforated or precut
- B65D77/2056—Means for opening the cover other than, or in addition to, a pull tab by peeling or tearing the cover from the container whereby a layer of the container or cover fails, e.g. cohesive failure whereby part of the container or cover has been weakened, e.g. perforated or precut the cover being weakened
- B65D77/206—Means for opening the cover other than, or in addition to, a pull tab by peeling or tearing the cover from the container whereby a layer of the container or cover fails, e.g. cohesive failure whereby part of the container or cover has been weakened, e.g. perforated or precut the cover being weakened so as to uncover one or more preformed openings made through some layers of the cover
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2577/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks, bags
- B65D2577/10—Container closures formed after filling
- B65D2577/20—Container closures formed after filling by applying separate lids or covers
- B65D2577/2075—Lines of weakness or apertures
- B65D2577/2091—Lines of weakness or apertures in cover
Definitions
- the present invention relates to a composite strip for producing lids for thermoplastic containers with a flat edge and peeling opening, said strip being of the type comprising an outer film of aluminum or equivalent material, an inner film made of a thermoplastic material capable of adhering after heat-sealing at the edge of the containers, and an intermediate bonding layer disposed between the outer film and the inner film, the inner film being capable of adhering, after heat-sealing, more to the edge of the thermoplastic containers than to the intermediate layer, in order to allow the subsequent peeling of the external film of the cover subsequently cut and heat-sealed on a container, by exercising a traction on a gripping zone of the cover, and the inner film comprising, at the location of each subsequently cut cover, an incision slot of curved and closed configuration, in order to cause, during the subsequent peeling of the outer film of the seal sealed on a container an opening delimited by the incision slot in the thermoplastic film of said seal.
- Such a strip is known in particular from FR-A-2 503 036. It makes it possible to produce lids for thermoformed containers, in particular on the filling places, which by peeling the outer film of the seal sealed on the edge of the container makes it possible to make an opening in the thermoplastic film of the seal sealed on the container. This arrangement avoids the production of waste during the manufacture of the lids.
- the intermediate layer consists of a very thin film of lacquer or heat-bonded wax, applied over the entire surface of the internal face of the external film.
- the adhesion between the thermoplastic film and the intermediate layer is achieved by hot calendering during the manufacture of the incision slots by fusion.
- the heat used to heat seal the lid on the edge of the container also causes adhesion, difficult to control, between the thermoplastic film and the intermediate layer in the area of the weld bead.
- thermoforming and container filling lines are relatively high.
- the heat released downstream of the heat-sealing station and the heat released in the sterilization stations for the lids can activate the intermediate layer outside the areas of the incision slots and the sealing beads, which can increase, in a manner that is difficult to control, the adhesion between the thermoplastic film and the intermediate layer, and makes more difficult the subsequent peeling of the aluminum film of the cover.
- the intermediate layer comprises a material with strong adhesion inside the zone delimited by the incision slots, and the sealing at the level of the incision slots is ensured by an additional film.
- thermoplastic which adheres firmly to the entire underside of the inner film. This structure therefore requires a fourth layer.
- the object of the present invention is to overcome these drawbacks and to propose a composite strip of the type mentioned above making it possible to produce peelable lids whatever the thermal conditions of use in the packaging lines.
- the intermediate bonding layer is heterogeneous and comprises first zones consisting of a first product sensitive to heat and having a strong affinity for the thermoplastic film by the effect of a calendering to hot, said first zones covering the subsequent openings of the thermoplastic film and projecting slightly outside beyond the incision slots, in order to ensure the sealing of the thermoplastic film.
- the rest of the intermediate layer, outside of the gripping zones of the subsequently cut lids, consists of a heat-resistant product and having an average affinity with the thermoplastic film.
- the zones of the intermediate layer which are opposite the gripping zones of the lids can be made of a non-stick and heat-resistant product or of the first product. In the latter case, additional incision slots are provided in the thermoplastic film in the regions of said gripping zones.
- the adhesion between the first product and the thermoplastic film is preferably greater than 5N / 15mm.
- the adhesion between the heat-resistant product and the thermoplastic film is of the order of 1N / 15mm.
- thermoplastic film strongly adheres to the intermediate layer over the entire surface of the orifices. This causes the peel to maintain the thermoplastic pellet torn off the outer film of the cover.
- the adhesion between the intermediate layer and the thermoplastic film is uniform over the entire peeling surface and is invariant to the temperature conditions on the packaging lines, since the product used opposite the peeling surface is heat resistant. .
- the invention also relates to a method of manufacturing the proposed composite strip.
- marks are advantageously distributed longitudinally as a function of the subsequent cuts in the lids and optionally decoration patterns on the external face of said aluminum film or equivalent material.
- the drawings show a hollow container 1 with a flat edge 2 generally obtained by thermoforming a strip of thermoplastic material, which is closed by heat sealing along a sealing bead 3 by a cover 4 drawn from a composite strip.
- the cover 4 comprises an outer film 5 of aluminum or equivalent material, such as paper or a plastic material, an inner film 6 made of a thermoplastic material capable of thermally bonding to the edge 2 of the container 1, and an intermediate layer. bonding disposed between the outer film 5 and the inner film 6.
- the adhesion between the inner film 6 and the intermediate layer 7 is less than the adhesion between the material constituting the edge 2 of the container 1 and the inner film 6, so allow the peeling of the outer film 5 by exerting traction on a gripping area 8 of the cover, a tongue, for example, located outside of the sealing bead 3.
- the inner film 6 has in the opening of the container 1, an incision slot 9, in order to create, during the peeling of the outer film 5, an opening 10 in the lower film 6, the patch 11 corresponding to the opening 10 remaining applied to the outer film 5, as can be clearly seen in FIG. 2.
- the intermediate layer 7 is heterogeneous. It is broken down into at least three areas: a first zone 20 situated opposite the patch 11, a second zone 21 situated in the region of the gripping tab 8, and a third zone 22 covering the rest of the surface of the outer film 5.
- the first zone 20 consists of a first product sensitive to heat and having a strong affinity for the thermoplastic film 6 by the effect of a hot calendering.
- the first zone 20 projects slightly outward beyond the incision slot 9, in order to ensure the sealing of the cover 4, when the latter is heat sealed on the edge 2 of the container 1.
- the adhesion between the first product and the thermoplastic film 6 is greater than 5N / 15mm.
- the second zone 21 consists of a non-stick and heat-resistant product, so that, at this second zone 21, the outer film 5 is not bonded to the thermoplastic film 6.
- This second zone 21 is located outside of the weld bead.
- This second zone 21 can also consist of a product which ensures adhesion between the outer film 5 and the inner film 6.
- a complementary incision slot 25 is formed on the outside of the sealing bead 3 , to form the gripping tab 8.
- the third zone 22 consists of a product with medium peelability and heat resistance, of the varnish type, with the aim of obtaining a peelability of the order of 1N / 15mm.
- the products constituting the zones 20, 21 and 22 are applied by coating on the underside of the outer film 5.
- the cover 4 is pulled by cutting a composite strip 30.
- the composite strip 30 To make the composite strip 30, one starts from a roll 31 of an aluminum film 5 or equivalent material, which is passed continuously through a printing machine 32, in order to coat the lower face 33 of the film 5 by zones. with the various constituent products of the intermediate layer 7.
- marks 34 are printed distributed regularly over the entire length of the film 5 as a function of the subsequent cuts in the covers 4.
- the zones 20, 21 and 22 of the intermediate layer 7 are applied precisely with respect to the marks 34.
- Decorative patterns can advantageously be printed on the upper face of the film 5 when passing through the printer 32.
- thermoplastic film 6 is applied by coating on the intermediate layer 7 at the outlet of the printer 32.
- the temperature of the material of the thermoplastic film 6, during coating ensures adhesion between the thermoplastic film 6 and the first constituent product the first zones 20.
- the incision slots 9 are made by melting the thermoplastic film.
- the composite strip 30 passes between cylinders 40 and 41.
- the upper cylinder 40 is smooth and in contact with the outer film 5 and serves as a support for the composite strip 30.
- the lower cylinder 41 bears against the underside of the thermoplastic film 6 and has on its periphery incision ribs 42 to make the incision slots 9.
- thermoplastic film 6 comes from an extruder 44. This material depends on the constitution of the thermoplastic container 1.
- the film 6 is a polyethylene polyolefin, and the product covering the first zones 20 is either a heat-bonding varnish or Duplyn de Nemours surlyn 1652.
- the film 6 is a polyolefin, for example of polyethylene
- the adhesion promoter applied to the first zones 20 can be a graft copolymer of ethylene and vinyl acetate (EVA), a copolymer grafted with ethylene and butyl acrylate (EBA) or a grafted copolymer of ethylene and methyl acrylate (EMA), the grafting element being an unsaturated monomer comprising at least one carboxylic acid group.
- the film 6 is also made of polypropylene and the adhesion promoter covering the first zones 20 can be made of grafted polypropylene.
- the film 6 is also made of PET, and the adhesion promoter is a PET-based primer.
Abstract
Description
La présente invention concerne une bande composite pour réaliser des opercules pour récipients thermoplastiques à bord plat et à ouverture par pelage, ladite bande étant du type comportant un film extérieur en aluminium ou matière équivalente, un film intérieur réalisé en un matériau thermoplastique susceptible d'adhérer après thermoscellement au bord des récipients, et une couche intermédiaire de liaison disposée entre le film extérieur et le film intérieur,
le film intérieur étant susceptible d'adhérer, après thermoscellement, davantage au bord des récipients thermoplastiques qu'à la couche intermédiaire, afin de permettre le pelage ultérieur du film extérieur de l'opercule ultérieurement découpé et scellé par thermoscellement sur un récipient, en exerçant une traction sur une zone de préhension de l'opercule, et le film intérieur comportant, à l'emplacement de chaque opercule ultérieurement découpé, une fente d'incision de configuration courbe et fermée, afin de provoquer, lors du pelage ultérieur du film extérieur de l'opercule scellé sur un récipient une ouverture délimitée par la fente d'incision dans le film thermoplastique dudit opercule.The present invention relates to a composite strip for producing lids for thermoplastic containers with a flat edge and peeling opening, said strip being of the type comprising an outer film of aluminum or equivalent material, an inner film made of a thermoplastic material capable of adhering after heat-sealing at the edge of the containers, and an intermediate bonding layer disposed between the outer film and the inner film,
the inner film being capable of adhering, after heat-sealing, more to the edge of the thermoplastic containers than to the intermediate layer, in order to allow the subsequent peeling of the external film of the cover subsequently cut and heat-sealed on a container, by exercising a traction on a gripping zone of the cover, and the inner film comprising, at the location of each subsequently cut cover, an incision slot of curved and closed configuration, in order to cause, during the subsequent peeling of the outer film of the seal sealed on a container an opening delimited by the incision slot in the thermoplastic film of said seal.
Une telle bande est connue notamment par FR-A-2 503 036. Elle permet de réaliser des opercules pour des récipients thermoformés notamment sur les lieux de remplissage, qui par pelage du film extérieur de l'opercule scellé sur le bord du récipient permet de pratiquer une ouverture dans le film thermoplastique de l'opercule scellé sur le récipient. Cette disposition évite la production de déchets lors de la fabrication des opercules.Such a strip is known in particular from FR-A-2 503 036. It makes it possible to produce lids for thermoformed containers, in particular on the filling places, which by peeling the outer film of the seal sealed on the edge of the container makes it possible to make an opening in the thermoplastic film of the seal sealed on the container. This arrangement avoids the production of waste during the manufacture of the lids.
Dans ce document, il est prévu que la couche intermédiaire est constituée d'un film très mince de laque ou de cire thermocollante, appliqué sur toute la surface de la face interne du film extérieur. L'adhérence entre le film thermoplastique et la couche intermédiaire est réalisée par calandrage à chaud lors de la fabrication des fentes d'incision par fusion.In this document, it is provided that the intermediate layer consists of a very thin film of lacquer or heat-bonded wax, applied over the entire surface of the internal face of the external film. The adhesion between the thermoplastic film and the intermediate layer is achieved by hot calendering during the manufacture of the incision slots by fusion.
La chaleur utilisée pour thermosceller l'opercule sur le bord du récipient provoque également une adhérence, difficile à maîtriser, entre le film thermoplastique et la couche intermédiaire dans la zone du cordon de soudure.The heat used to heat seal the lid on the edge of the container also causes adhesion, difficult to control, between the thermoplastic film and the intermediate layer in the area of the weld bead.
En outre, les températures mises en oeuvre dans les chaînes de thermoformage et de remplissage des récipients sont relativement élevées. Les chaleurs dégagées en aval du poste de thermoscellement et les chaleurs dégagées dans les postes de stérilisation des opercules peuvent activer la couche intermédiaire en dehors des zones des fentes d'incision et des cordons de scellement, ce qui peut augmenter, de manière difficilement maîtrisable, l'adhérence entre le film thermoplastique et la couche intermédiaire, et rend plus difficile le pelage ultérieur du film en aluminium de l'opercule.In addition, the temperatures used in the thermoforming and container filling lines are relatively high. The heat released downstream of the heat-sealing station and the heat released in the sterilization stations for the lids can activate the intermediate layer outside the areas of the incision slots and the sealing beads, which can increase, in a manner that is difficult to control, the adhesion between the thermoplastic film and the intermediate layer, and makes more difficult the subsequent peeling of the aluminum film of the cover.
Dans FR-A-2 585 986, la couche intermédiaire comporte un matériau à forte adhérence à l'intérieur de la zone délimitée par les fentes d'incision, et l'étanchéité au niveau des fentes d'incision est assurée par une pellicule supplémentaire thermoplastique qui adhère fermement sur toute la face inférieure du film intérieur. Cette structure nécessite donc une quatrième couche.In FR-A-2 585 986, the intermediate layer comprises a material with strong adhesion inside the zone delimited by the incision slots, and the sealing at the level of the incision slots is ensured by an additional film. thermoplastic which adheres firmly to the entire underside of the inner film. This structure therefore requires a fourth layer.
Le but de la présente invention est de pallier ces inconvénients et de proposer une bande composite du type mentionné ci-dessus permettant de réaliser des opercules pelables quelles que soient les conditions thermiques de mise en oeuvre dans les chaînes de conditionnement.The object of the present invention is to overcome these drawbacks and to propose a composite strip of the type mentioned above making it possible to produce peelable lids whatever the thermal conditions of use in the packaging lines.
L'invention atteint son but par le fait que la couche intermédiaire de liaison est hétérogène et comporte des premières zones constituées d'un premier produit sensible à la chaleur et ayant une forte affinité pour le film thermoplastique par l'effet d'un calandrage à chaud, lesdites premières zones recouvrant les ouvertures ultérieures du film thermoplastique et débordant légèrement à l'extérieur au-delà des fentes d'incision, afin d'assurer l'étanchéité du film thermoplastique.The invention achieves its object by the fact that the intermediate bonding layer is heterogeneous and comprises first zones consisting of a first product sensitive to heat and having a strong affinity for the thermoplastic film by the effect of a calendering to hot, said first zones covering the subsequent openings of the thermoplastic film and projecting slightly outside beyond the incision slots, in order to ensure the sealing of the thermoplastic film.
Le reste de la couche intermédiaire, en dehors des zones de préhension des opercules ultérieurement découpés, est constitué d'un produit thermorésistant et ayant une affinité moyenne avec le film thermoplastique.The rest of the intermediate layer, outside of the gripping zones of the subsequently cut lids, consists of a heat-resistant product and having an average affinity with the thermoplastic film.
Les zones de la couche intermédiaire qui sont en regard des zones de préhension des opercules peuvent être constituées d'un produit anti-adhérent et thermorésistant ou du premier produit. Dans ce dernier cas, des fentes d'incision supplémentaires sont prévues dans le film thermoplastique dans les régions desdites zones de préhension.The zones of the intermediate layer which are opposite the gripping zones of the lids can be made of a non-stick and heat-resistant product or of the first product. In the latter case, additional incision slots are provided in the thermoplastic film in the regions of said gripping zones.
L'adhérence entre le premier produit et le film thermoplastique est de préférence supérieure à 5N/15mm. L'adhérence entre le produit thermorésistant et le film thermoplastique est de l'ordre de 1N/15mm.The adhesion between the first product and the thermoplastic film is preferably greater than 5N / 15mm. The adhesion between the heat-resistant product and the thermoplastic film is of the order of 1N / 15mm.
Grâce à cette disposition le film thermoplastique adhère fortement à la couche intermédiaire sur toute la surface des orifices. Ceci provoque au pelage le maintien de la pastille thermoplastique arrachée sur le film extérieur de l'opercule.Thanks to this arrangement, the thermoplastic film strongly adheres to the intermediate layer over the entire surface of the orifices. This causes the peel to maintain the thermoplastic pellet torn off the outer film of the cover.
En revanche, l'adhérence entre la couche intermédiaire et le film thermoplastique est uniforme sur toute la surface de pelage et est invariante des conditions de température sur les chaînes de conditionnement, du fait que le produit utilisé en regard de la surface de pelage est thermorésistant.On the other hand, the adhesion between the intermediate layer and the thermoplastic film is uniform over the entire peeling surface and is invariant to the temperature conditions on the packaging lines, since the product used opposite the peeling surface is heat resistant. .
L'invention concerne aussi un procédé de fabrication de la bande composite proposée.The invention also relates to a method of manufacturing the proposed composite strip.
Pour la fabrication d'une telle bande, on part d'un film en aluminium ou matière semblable sur la face interne duquel on applique la couche intermédiaire hétérogène en continu dans une machine à imprimer et on applique par couchage le film thermoplastique sur la couche intermédiaire.For the manufacture of such a strip, one starts with an aluminum film or similar material on the internal face of which the heterogeneous intermediate layer is applied continuously in a printing machine and the thermoplastic film is applied by coating on the intermediate layer. .
Au cours du passage du film en aluminium ou matière équivalente dans la machine à imprimer, on imprime avantageusement des repères répartis longitudinalement en fonction des découpes ultérieures des opercules et éventuellement des motifs de décoration sur la face externe dudit film en aluminium ou matière équivalente.During the passage of the aluminum or equivalent material film in the printing machine, marks are advantageously distributed longitudinally as a function of the subsequent cuts in the lids and optionally decoration patterns on the external face of said aluminum film or equivalent material.
D'autres avantages et caractéristiques de l'invention ressortiront à la lecture de la description suivante faite à titre d'exemple et en référence aux dessins annexés dans lesquels :
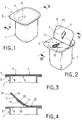
- La figure 1 est une vue en perspective d'un récipient thermoplastique fermé par un opercule thermoscellé sur le bord du récipient, ledit opercule étant tiré d'une bande composite conforme à l'invention ;
- la figure 2 est une vue en perspective du récipient de la figure 1 en cours de pelage ;
- les figures 3 et 4 sont des vues en coupe transversale de l'opercule scellé sur le bord du récipient, avant et pendant le pelage, selon les lignes III III de la figure 1 et IV IV de la figure 2 ;
- la figure 5 est une vue schématique d'une chaîne de fabrication de la bande composite selon l'invention, et
- la figure 6 montre la disposition des produits constitutifs de la couche intermédiaire à la sortie de l'imprimeuse, avant recouvrement par le film thermoplastique, les lignes de découpe ultérieure des opercules étant représentées en pointillé.
- Figure 1 is a perspective view of a thermoplastic container closed by a heat-sealed cover on the edge of the container, said cover being drawn from a composite strip according to the invention;
- Figure 2 is a perspective view of the container of Figure 1 during peeling;
- Figures 3 and 4 are cross-sectional views of the seal sealed on the edge of the container, before and during peeling, according to lines III III of Figure 1 and IV IV of Figure 2;
- FIG. 5 is a schematic view of a production line for the composite strip according to the invention, and
- FIG. 6 shows the arrangement of the products constituting the intermediate layer at the outlet of the printer, before covering with the thermoplastic film, the lines for subsequent cutting of the covers being shown in dotted lines.
Les dessins montrent un récipient 1 creux à bord plat 2 obtenu généralement par thermoformage d'une bande de matière thermoplastique, qui est obturé par thermoscellement le long d'un cordon de scellement 3 par un opercule 4 tiré d'une bande composite.The drawings show a
L'opercule 4 comporte un film extérieur 5 en aluminium ou matière équivalente, telle que le papier ou une matière plastique, un film intérieur 6 réalisé en une matière thermoplastique susceptible d'adhérer par thermoscellement au bord 2 du récipient 1, et une couche intermédiaire de liaison disposée entre le film extérieur 5 et le film intérieur 6. L'adhérence entre le film intérieur 6 et la couche intermédiaire 7 est inférieure à l'adhérence entre le matériau constituant le bord 2 du récipient 1 et le film intérieur 6, afin de permettre le pelage du film extérieur 5 en exerçant une traction sur une zone de préhension 8 de l'opercule, une languette, par exemple, située à l'extérieur du cordon de scellement 3.The
Le film intérieur 6 présente dans l'ouverture du récipient 1, une fente d'incision 9, afin de créer, lors du pelage du film extérieur 5, une ouverture 10 dans le film inférieur 6, la pastille 11 correspondant à l'ouverture 10 restant appliquée sur le film extérieur 5, comme on le voit clairement sur la figure 2.The
Selon la présente invention, la couche intermédiaire 7 est hétérogène. Elle est décomposée en au moins trois zones :
une première zone 20 située en regard de la pastille 11, une deuxième zone 21 située dans la région de la languette de préhension 8, et une troisième zone 22 recouvrant le reste de la surface du film extérieur 5.According to the present invention, the
a
La première zone 20 est constituée d'un premier produit sensible à la chaleur et ayant une forte affinité pour le film thermoplastique 6 par l'effet d'un calandrage à chaud. La première zone 20 déborde légèrement vers l'extérieur au delà de la fente d'incision 9, afin d'assurer l'étanchéité de l'opercule 4, lorsque ce dernier est scellé par thermoscellage sur le bord 2 du récipient 1. L'adhérence entre le premier produit et le film thermoplastique 6 est supérieure à 5N/15mm.The
La deuxième zone 21 est constitué d'un produit anti-adhérent et thermorésistant, afin que, au niveau de cette deuxième zone 21, le film extérieur 5 ne soit pas lié au film thermoplastique 6. Cette deuxième zone 21 est située à l'extérieur du cordon de soudure. Cette deuxième zone 21 peut également être constituée d'un produit qui assure l'adhérence entre le film extérieur 5 et le film intérieur 6. Dans ce cas, une fente d'incision complémentaire 25 est formée à l'extérieur du cordon de scellement 3, afin de former la languette de préhension 8.The
La troisième zone 22 est constituée d'un produit à pelabilité moyenne et thermorésistant, du type vernis, dans le but d'obtenir une pelabilité de l'ordre de 1N/15mm.The
Les produits constituant les zones 20, 21 et 22 sont appliqués par enduction sur la face inférieure du film extérieur 5.The products constituting the
L'opercule 4 est tiré par découpe d'une bande composite 30.The
Pour réaliser la bande composite 30, on part d'un rouleau 31 d'un film en aluminium 5 ou matière équivalente, que l'on passe en continu dans une imprimeuse 32, afin d'enduire par zones la face inférieure 33 du film 5 avec les différents produits constitutifs de la couche intermédiaire 7.To make the
Dans l'un des postes de l'imprimeuse 32, on imprime des repères 34 répartis régulièrement sur toute la longueur du film 5 en fonction des découpes ultérieures des opercules 4.In one of the stations of the
Les zones 20, 21 et 22 de la couche intermédiaire 7 sont appliquées précisément par rapport aux repères 34. Des motifs décoratifs peuvent être avantageusement imprimés sur la face supérieure du film 5 lors du passage dans l'imprimeuse 32.The
Le film thermoplastique 6 est appliqué par couchage sur la couche intermédiaire 7 à la sortie de l'imprimeuse 32. La température du matériau constitutif du film thermoplastique 6, lors du couchage, assure l'adhérence entre le film thermoplastique 6 et le premier produit constituant les premières zones 20.The
Les fentes d'incision 9 sont réalisées par fusion du film thermoplastique. La bande composite 30 passe entre des cylindres 40 et 41. Le cylindre supérieur 40 est lisse et en contact avec le film extérieur 5 et sert d'appui à la bande composite 30. Le cylindre inférieur 41 porte contre la face inférieure du film thermoplastique 6 et comporte sur son pourtour des nervures d'incision 42 pour réaliser les fentes d'incision 9.The
La matière constitutive du film thermoplastique 6 est issue d'une extrudeuse 44. Cette matière dépend de la constitution du récipient thermoplastique 1.The material of the
Pour les récipients 1 en polyéthylène à basse densité, le film 6 est une polyoléfine de polyéthylène, et le produit recouvrant les premières zones 20 est soit un vernis de thermocollage soit du surlyn 1652 de Dupont de Nemours.For the
Pour les récipients en polystyrène, le film 6 est une polyoléfine, par exemple de polyéthylène, et le promoteur d'adhérence appliqué sur les premières zones 20 peut être un copolymère greffé d'éthylène et d'acétate de vinyle (EVA), un copolymère greffé d'éthylène et d'acrylate de butyle (EBA) ou un copolymère greffé d'éthylène et d'acrylate de méthyle (EMA), l'élément de greffage étant un monomère insaturé comportant au moins un groupe acide carboxylique.For polystyrene containers, the
Pour les récipients en polypropylène, le film 6 est également en polypropylène et le promoteur d'adhérence recouvrant les premières zones 20 peut être constitué d'un polypropylène greffé.For polypropylene containers, the
Pour les récipients en polyéthylène téréphtalate (PET), le film 6 est également en PET, et le promoteur d'adhérence est un primaire à base de PET.For polyethylene terephthalate (PET) containers, the
Claims (11)
caractérisée par le fait que la couche intermédiaire (7) est hétérogène et comporte des premières zones (20) constituées d'un premier produit sensible à la chaleur et ayant une forte affinité pour le film thermoplastique (6) par l'effet d'un calandrage à chaud, lesdites premières zones (20) recouvrant les ouvertures (10) ultérieures du film thermoplastique (6) et débordant légèrement à l'extérieur au-delà des fentes d'incision (9), afin d'assurer l'étanchéité du film thermoplastique (6).
characterized in that the intermediate layer (7) is heterogeneous and comprises first zones (20) made of a first product sensitive to heat and having a strong affinity for the thermoplastic film (6) by the effect of a hot calendering, said first zones (20) covering the subsequent openings (10) of the thermoplastic film (6) and projecting slightly outside beyond the incision slots (9), in order to seal the thermoplastic film (6).
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9505758A FR2734243B1 (en) | 1995-05-16 | 1995-05-16 | COMPOSITE TAPE WITH RESILIENCE FOR THERMOPLASTIC CONTAINERS WITH PEEL OPENING |
| DE1996602257 DE69602257T2 (en) | 1996-06-11 | 1996-06-11 | Composite sheet of removable lids for thermoplastic containers |
| AT96401255T ATE179381T1 (en) | 1996-06-11 | 1996-06-11 | COMPOSITE METHOD OF REMOVABLE LIDS FOR THERMOPLASTIC CONTAINERS |
| EP96401255A EP0812782B1 (en) | 1995-05-16 | 1996-06-11 | Composite web of lids for peel-off thermoplastic containers |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9505758A FR2734243B1 (en) | 1995-05-16 | 1995-05-16 | COMPOSITE TAPE WITH RESILIENCE FOR THERMOPLASTIC CONTAINERS WITH PEEL OPENING |
| EP96401255A EP0812782B1 (en) | 1995-05-16 | 1996-06-11 | Composite web of lids for peel-off thermoplastic containers |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0812782A1 true EP0812782A1 (en) | 1997-12-17 |
| EP0812782B1 EP0812782B1 (en) | 1999-04-28 |
Family
ID=26144051
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96401255A Expired - Lifetime EP0812782B1 (en) | 1995-05-16 | 1996-06-11 | Composite web of lids for peel-off thermoplastic containers |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0812782B1 (en) |
| FR (1) | FR2734243B1 (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0978460A1 (en) * | 1998-08-07 | 2000-02-09 | Danisco Flexible France | Laminated packaging film and reclosable package fitted with same |
| EP1318010A1 (en) * | 2001-12-07 | 2003-06-11 | BP Europack S.P.A. | Sheet composed of multiple films for producing peel-off lids for plastic containers with preset opening formed by tearing of at least one film |
| EP1475223A1 (en) | 2003-05-08 | 2004-11-10 | Nordenia Deutschland Gronau GmbH | Laminated sheet for tearable packagings and method of obtention |
| WO2006113951A1 (en) | 2005-04-28 | 2006-11-02 | Teich Aktiengesellschaft | Method for producing a lid comprising a removal opening |
| AT500343B1 (en) * | 2004-04-15 | 2007-03-15 | Teich Ag | LID WITH REMOVAL OPENING FOR CLOSING CONTAINERS |
| EP2138421A1 (en) | 2008-06-27 | 2009-12-30 | Teich Aktiengesellschaft | Board for sealing a container |
| EP2292524A1 (en) | 2009-09-07 | 2011-03-09 | Constantia Teich GmbH | Container with disk and lid |
| EP2423123A1 (en) | 2010-08-25 | 2012-02-29 | Constantia Teich GmbH | Medicine bottles for dispensing pelletised material |
| EP2423122A1 (en) | 2010-08-25 | 2012-02-29 | Constantia Teich GmbH | Medicine bottles for removing pelletised bulk material |
| DE202012104985U1 (en) | 2011-12-28 | 2013-01-15 | Constantia Teich Gmbh | Resealable board |
| EP2712823A3 (en) * | 2012-09-27 | 2014-06-18 | Come vending s.r.o. | Drinking cup with drink film |
| CN111619915A (en) * | 2019-02-28 | 2020-09-04 | 精工爱普生株式会社 | Liquid container |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5168569B2 (en) * | 2008-09-05 | 2013-03-21 | 凸版印刷株式会社 | Refill container |
| LT5932B (en) * | 2012-03-27 | 2013-04-25 | Uab Mantinga | Container with double lid |
| US20150122673A1 (en) * | 2013-11-04 | 2015-05-07 | Blessed Holdings, LLC | Multi-component dispenser |
| EP3034169A1 (en) * | 2014-12-15 | 2016-06-22 | Euroimmun Medizinische Labordiagnostika AG | Supply holder for fluids |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2503036A1 (en) * | 1981-04-01 | 1982-10-08 | Erca | Composite foil covers for thermoplastic containers - with substrate layer precut to provide a small opening in the cover |
| FR2585986A2 (en) * | 1981-04-01 | 1987-02-13 | Erca | Composite strip for lids of thermoplastic containers - has different strength glues about cut zone which form opening in lid |
| DE3706962A1 (en) * | 1986-03-06 | 1987-09-10 | Toyo Aluminium Kk | LID FOR HOT SEALABLE CONTAINERS |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2551031B1 (en) * | 1983-08-24 | 1986-07-04 | Alsacienne Aluminium | CONTAINER WITH PELING OPENING AND PROCESS FOR PRODUCING CLOSING ELEMENTS OF SUCH CONTAINERS |
-
1995
- 1995-05-16 FR FR9505758A patent/FR2734243B1/en not_active Expired - Lifetime
-
1996
- 1996-06-11 EP EP96401255A patent/EP0812782B1/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2503036A1 (en) * | 1981-04-01 | 1982-10-08 | Erca | Composite foil covers for thermoplastic containers - with substrate layer precut to provide a small opening in the cover |
| FR2585986A2 (en) * | 1981-04-01 | 1987-02-13 | Erca | Composite strip for lids of thermoplastic containers - has different strength glues about cut zone which form opening in lid |
| DE3706962A1 (en) * | 1986-03-06 | 1987-09-10 | Toyo Aluminium Kk | LID FOR HOT SEALABLE CONTAINERS |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0978460A1 (en) * | 1998-08-07 | 2000-02-09 | Danisco Flexible France | Laminated packaging film and reclosable package fitted with same |
| FR2782066A1 (en) * | 1998-08-07 | 2000-02-11 | Danisco Flexible France | LAMINATE PACKAGING SHEET AND RECLOSABLE PACKAGE COMPRISING SAME |
| EP1318010A1 (en) * | 2001-12-07 | 2003-06-11 | BP Europack S.P.A. | Sheet composed of multiple films for producing peel-off lids for plastic containers with preset opening formed by tearing of at least one film |
| US6790508B2 (en) | 2001-12-07 | 2004-09-14 | Bp Europack S.P.A. | Multiple film sheet for containers with peel-off lids |
| EP1475223A1 (en) | 2003-05-08 | 2004-11-10 | Nordenia Deutschland Gronau GmbH | Laminated sheet for tearable packagings and method of obtention |
| AT500343B1 (en) * | 2004-04-15 | 2007-03-15 | Teich Ag | LID WITH REMOVAL OPENING FOR CLOSING CONTAINERS |
| WO2006113951A1 (en) | 2005-04-28 | 2006-11-02 | Teich Aktiengesellschaft | Method for producing a lid comprising a removal opening |
| AT501789A1 (en) * | 2005-04-28 | 2006-11-15 | Teich Ag | METHOD FOR PRODUCING A COVER WITH REMOVAL OPENING |
| AT501789B1 (en) * | 2005-04-28 | 2007-07-15 | Teich Ag | METHOD FOR PRODUCING A COVER WITH REMOVAL OPENING |
| EP2327636A1 (en) | 2008-06-27 | 2011-06-01 | Constantia Teich GmbH | bottle for pharmaceuticals closed with a lid |
| US8652644B2 (en) | 2008-06-27 | 2014-02-18 | Constantia Teich Gmbh | Lid for closing a cup |
| EP2138422A1 (en) | 2008-06-27 | 2009-12-30 | Teich Aktiengesellschaft | Board for sealing a container |
| WO2009155630A3 (en) * | 2008-06-27 | 2010-02-25 | Teich Aktiengesellschaft | Lid for closing a cup |
| EP2138421A1 (en) | 2008-06-27 | 2009-12-30 | Teich Aktiengesellschaft | Board for sealing a container |
| EP2327635A1 (en) | 2008-06-27 | 2011-06-01 | Constantia Teich GmbH | method of manufacturing a lid for a container |
| US20110152821A1 (en) * | 2008-06-27 | 2011-06-23 | Constantia Teich Gmbh | Lid for closing a cup |
| WO2009155630A2 (en) | 2008-06-27 | 2009-12-30 | Teich Aktiengesellschaft | Lid for closing a cup |
| US8905251B2 (en) | 2008-06-27 | 2014-12-09 | Constantia Teich Gmbh | Lid for closing a cup |
| US8816248B2 (en) | 2008-06-27 | 2014-08-26 | Constantia Teich Gmbh | Lid for closing a cup |
| EP2292524A1 (en) | 2009-09-07 | 2011-03-09 | Constantia Teich GmbH | Container with disk and lid |
| DE202010017237U1 (en) | 2009-09-07 | 2011-08-30 | Constantia Teich Gmbh | Container with circuit board and lid |
| EP2423123A1 (en) | 2010-08-25 | 2012-02-29 | Constantia Teich GmbH | Medicine bottles for dispensing pelletised material |
| WO2012024707A1 (en) | 2010-08-25 | 2012-03-01 | Constantia Teich Gmbh | Bottle for withdrawing goods that are in the form of pieces |
| WO2012024706A1 (en) | 2010-08-25 | 2012-03-01 | Constantia Teich Gmbh | Pharmaceutical bottle for withdrawing goods that are in the form of pieces |
| EP2423122A1 (en) | 2010-08-25 | 2012-02-29 | Constantia Teich GmbH | Medicine bottles for removing pelletised bulk material |
| DE202012104985U1 (en) | 2011-12-28 | 2013-01-15 | Constantia Teich Gmbh | Resealable board |
| EP2712823A3 (en) * | 2012-09-27 | 2014-06-18 | Come vending s.r.o. | Drinking cup with drink film |
| CN111619915A (en) * | 2019-02-28 | 2020-09-04 | 精工爱普生株式会社 | Liquid container |
| CN111619915B (en) * | 2019-02-28 | 2023-10-03 | 精工爱普生株式会社 | liquid container |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2734243A1 (en) | 1996-11-22 |
| FR2734243B1 (en) | 1997-08-08 |
| EP0812782B1 (en) | 1999-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0812782B1 (en) | Composite web of lids for peel-off thermoplastic containers | |
| EP1544127B1 (en) | Package with perforable lid | |
| EP0135431A1 (en) | Manufacturing process for container lids to be opened by peeling, and lids obtained by the realisation of this method | |
| EP2230190A1 (en) | Membrane seal provided with a pull tab for sealing a container | |
| FR2574051A1 (en) | HERMETIC PACKAGING OF PLASTIC MATERIAL, METHOD OF MANUFACTURE AND CORRESPONDING TOOL | |
| FR2504846A1 (en) | METHOD FOR SEALING AND OPENING PACKAGING IN THERMOPLASTIC FILM AND PACKAGES HAVING EASILY REMOVABLE JOINTS | |
| WO1991000228A1 (en) | Thermoplastic container opened by partially peeling back a multi-layered top which has been heat-sealed to its edge, and film for multi-layer tops | |
| EP0197073B1 (en) | Sealed package, method for manufacturing and utilization of said package | |
| EP0424251B1 (en) | Multilayer plastic foil for making containers to be closed by means of a welded lid, and containers made thereof | |
| FR2762304A1 (en) | PLASTIC SLEEVE CAPSULE | |
| FR2503036A1 (en) | Composite foil covers for thermoplastic containers - with substrate layer precut to provide a small opening in the cover | |
| EP0998415B1 (en) | Sealing and tamper-proof element for container | |
| EP0440550B1 (en) | Method for manufacturing containers having a peelable closure | |
| FR2895982A1 (en) | METHOD FOR MANUFACTURING AN ASSEMBLY COMPRISING A FLEXIBLE CONTAINER AND A DOSE OF SPREADED FOOD PRODUCT CONDITIONED IN THE CONTAINER. | |
| EP0314673B1 (en) | Multi-layer complex forming decoration, essentially made of thermoretractable thermoplastic material, for packages, method for setting in place such a complex and package thus obtained | |
| FR2585986A2 (en) | Composite strip for lids of thermoplastic containers - has different strength glues about cut zone which form opening in lid | |
| FR2616375A1 (en) | Method for banding containers made of thermoplastic material, bands for implementing the method and banded containers | |
| FR2545470A1 (en) | METHOD FOR SEALING PLASTIC CONTAINERS AND CONTAINERS OBTAINED ACCORDING TO THIS PROCESS | |
| EP1767458A1 (en) | Method for preparing a moldable food item, preferably a dairy product, and the package for the same | |
| EP1773683B1 (en) | Package comprising a plastic container closed with a peelable inner seal heat-sealed to said container | |
| FR2636606A1 (en) | CONTAINER FOR RECEIVING STERILIZED SUBSTANCES AND PROCESS FOR OBTAINING SAME | |
| FR2801571A1 (en) | RECLOSABLE PACKAGE SHEET AND RECLOSABLE PACKAGE COMPRISING SAME | |
| CA2179840A1 (en) | Composite strip of lids for peel-open thermoplastic receptacles | |
| EP3283277B1 (en) | Method for producing a packaged portion of a food product | |
| EP1963202B1 (en) | Peel-off films for closing sterilizable containers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI GB IT LI NL SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17P | Request for examination filed |
Effective date: 19980430 |
|
| 17Q | First examination report despatched |
Effective date: 19980622 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990428 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19990428 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19990428 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19990428 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990428 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990428 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19990428 |
|
| REF | Corresponds to: |
Ref document number: 179381 Country of ref document: AT Date of ref document: 19990515 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69602257 Country of ref document: DE Date of ref document: 19990602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19990728 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19990428 |
|
| BERE | Be: lapsed |
Owner name: SOC. ALSACIENNE D' ALUMINIUM Effective date: 19990630 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: TEICH AKTIENGESELLSCHAFT Effective date: 20000126 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000630 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| R26 | Opposition filed (corrected) |
Opponent name: TEICH AKTIENGESELLSCHAFT Effective date: 20000126 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20020728 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040609 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060103 |