EP0807515A2 - Method for making a waterproof, water vapour permeable clothing - Google Patents
Method for making a waterproof, water vapour permeable clothing Download PDFInfo
- Publication number
- EP0807515A2 EP0807515A2 EP97106317A EP97106317A EP0807515A2 EP 0807515 A2 EP0807515 A2 EP 0807515A2 EP 97106317 A EP97106317 A EP 97106317A EP 97106317 A EP97106317 A EP 97106317A EP 0807515 A2 EP0807515 A2 EP 0807515A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- adhesion promoter
- laminate
- functional layer
- adhesive
- textile fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/593—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives to layered webs
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/10—Impermeable to liquids, e.g. waterproof; Liquid-repellent
- A41D31/102—Waterproof and breathable
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/52—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by applying or inserting filamentary binding elements
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
Definitions
- the invention relates to a method for producing a waterproof, water-vapor-permeable garment, in which a laminate which contains at least one waterproof, water-vapor-permeable functional layer and a textile fabric which reinforces the functional layer is first produced by connecting the layers forming the laminate at least in sections to the laminate Parts are cut to size, the parts are sewn over seams, and the seams on the side of the laminate, which has the textile fabric reinforcing the functional layer, are sealed with an adhesive tape using an adhesive applied to the adhesive tape.
- a method for producing a waterproof, water-vapor-permeable garment in which first a laminate which contains at least one waterproof, water-vapor-permeable functional layer and a textile fabric reinforcing the functional layer is produced by at least section-wise connecting the layers forming the laminate the laminate is cut into sections, the sections are sewn by means of seams, and the seams on the side of the laminate, which has the functional layer-reinforcing fabric, are sealed with an adhesive tape over an adhesive applied to the adhesive tape, which is thereby is distinguished in that the textile fabric reinforcing the functional layer is impregnated with an adhesion promoter before it is connected to the functional layer in order to produce the laminate.
- the process according to the invention is distinguished in particular by the fact that the textile fabric reinforcing the functional layer is impregnated by immersing the textile fabric in an aqueous emulsion which contains the adhesion promoter or in a solution of the adhesion promoter in an organic solvent.
- the textile fabric is sprayed with an aqueous emulsion which contains the adhesion promoter, or with a solution of the adhesion promoter in an organic solvent.
- the textile fabric can also be formed from filaments, threads or yarns that were coated with the adhesion promoter before the fabric was manufactured.
- the textile fabrics comprise fabrics, nonwovens, knitwear, knitwear etc. made of a suitable material such as polyester, polyamide and in particular also polyaramide, copolymers of the polymers mentioned and of viscose.
- a suitable material such as polyester, polyamide and in particular also polyaramide, copolymers of the polymers mentioned and of viscose.
- the weight of the material used can be, for example, 15 to 90 g / m 2 .
- the method according to the invention can be carried out particularly advantageously if chemically similar polymers are selected for the laminating adhesive, the adhesion promoter and the adhesive of the seam tape.
- the selection of polyurethanes for the laminating adhesive, the adhesion promoter and the adhesive of the seam tape has proven to be very successful here, preferably between 100 and 250 g / m 2 of polyurethane adhesive being applied to the seam tape.
- the lamination is advantageously carried out in that the adhesive is applied at points to the waterproof, water vapor-permeable functional layer and a degree of coverage of the functional layer by the adhesive is between 5 and 30%.
- the laminate preferably has an outer fabric layer on the side of the functional layer facing away from the textile fabric, which layer can be made of any textile material. The outer layer of the laminate is at the same time the visible outer layer of the waterproof, water vapor permeable garment.
- Another preferred embodiment of the method according to the invention is the production of a waterproof, water vapor-permeable garment which is at least part of a footwear.
- This layer of material advantageously also fulfills the function of a lining that increases the comfort of the footwear.
- the waterproof, water vapor permeable functional layer preferably comprises a polyether ester such as e.g. SYMPATEX or a polytetrafluoroethylene or a polyamide or a polyurethane.
- a polyether ester such as e.g. SYMPATEX or a polytetrafluoroethylene or a polyamide or a polyurethane.
- a laminate was produced in which a waterproof, water vapor-permeable membrane, such as is available on the market under the brand name SYMPATEX, for example, is laminated with a polyamide charmeuse.
- This polyamide charmeuse was impregnated on the one hand and on the other hand so impregnated that it was immersed in an anionic aliphatic polyester-polyurethane emulsion and then dried at a temperature of about 140 ° C.
- the lamination was carried out in both cases in the following way: An adhesive was applied point by point to the waterproof, water vapor-permeable functional layer (SYMPATEX), after which an outer fabric was applied.
- SYMPATEX waterproof, water vapor-permeable functional layer
- the impregnated polyamide charmeuse was laminated onto the other side of the functional layer as a textile reinforcement layer.
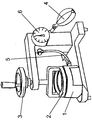
- Both laminates were subjected to a leak test with the aid of the measuring apparatus shown in the figure.
- the laminate was cut and then sewn together again with a seam.
- an adhesive tape was applied to the seam, which contained a polyurethane adhesive in a quantity of 160 g / m showed, ironed on.
- a piece of the laminate provided with the taped seam covering the opening of the lower container 1 was now placed on a lower container 1 filled to the brim with water, the seam tape being arranged upwards (not shown in the figure).
- the ring lid 2 was then pressed onto the laminate by means of the handwheel 3, so that the laminate between the lower container 1 and the ring lid 2 was sealed.
- Laminate showed no drops even after a load of 1 bar even after 24 hours and did not feel damp.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
- Laminated Bodies (AREA)
- Treatment Of Fiber Materials (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Herstellen eines wasserdichten, wasserdampfdurchlässigen Kleidungsstücks, bei dem zunächst ein Laminat, welches zumindest eine wasserdichte, wasserdampfdurchlässige Funktionsschicht und ein die Funktionsschicht verstärkendes textiles Flächengebilde enthält, durch zumindest abschnittweises Verbinden der das Laminat bildenden Schichten hergestellt wird, das Laminat zu Teilstücken zugeschnitten wird, die Teilstücke über Nähte vernäht werden, und die Nähte auf der Seite des Laminats, welche das die Funktionsschicht verstärkende textile Flächengebilde aufweist, mit einem Klebeband über einen auf das Klebeband aufgetragenen Kleber abgedichtet werden.The invention relates to a method for producing a waterproof, water-vapor-permeable garment, in which a laminate which contains at least one waterproof, water-vapor-permeable functional layer and a textile fabric which reinforces the functional layer is first produced by connecting the layers forming the laminate at least in sections to the laminate Parts are cut to size, the parts are sewn over seams, and the seams on the side of the laminate, which has the textile fabric reinforcing the functional layer, are sealed with an adhesive tape using an adhesive applied to the adhesive tape.
Ein derartiges Verfahren ist zum Beispiel in WO-A-91/07278 beschrieben. Dort wird ausgeführt, daß die Dicke der auf das Klebeband aufgetragenen Kleberschicht an die Dicke des die Funktionsschicht verstärkenden textilen Flächengebildes angepasst werden muß. Bei der Herstellung der Kleidungsstücke muß also jeweils ein an das die Funktionsschicht verstärkende textile Flächengebilde angepasstes Klebeband eingesetzt werden.Such a method is described for example in WO-A-91/07278. There it is stated that the thickness of the adhesive layer applied to the adhesive tape must be adapted to the thickness of the textile fabric reinforcing the functional layer. In the manufacture of the items of clothing, an adhesive tape must be used that is adapted to the textile fabric reinforcing the functional layer.
Bei der Herstellung von Kleidungsstücken ist man darauf bedacht, daß die zur Herstellung erforderlichen Hilfsmittel möglichst für alle Kleidungsstücke gleichermaßen geeignet sind, sodaß die Durchführung des bekannten Verfahrens Probleme mit sich bringt. Außerdem weist ein solches Verfahren die Gefahr auf, daß nicht immer das entsprechend angepasste Klebeband eingesetzt wird, was zu Undichtigkeiten führen kann.In the manufacture of garments, care is taken to ensure that the aids required for the manufacture are as suitable as possible for all garments, so that the implementation of the known method involves problems. In addition, such a method has the risk that the correspondingly adapted adhesive tape is not always used, which can lead to leaks.
Es ist aber auch nicht möglich, die Dicke der Kleberschicht des Klebebandes für alle Laminate dick genug auszubilden, da dann bei einer dünnen textilen Verstärkungssschicht der Kleber bei dem üblicherweise vorgenommenen Aufbüglen des Klebebandes seitlich aus dem Klebeband herausquillt, wodurch das Bügeleisen verschmutzt wird und häufig gereinigt werden muß.However, it is also not possible to make the thickness of the adhesive layer of the adhesive tape thick enough for all laminates, since then, in the case of a thin textile reinforcement layer, the adhesive swells out of the adhesive tape laterally when the adhesive tape is ironed on, as a result of which the iron is soiled and frequently cleaned must become.
Auch hat sich herausgestellt, daß durch starke mechanische Belastung der Naht, wie es sich beispielsweise bei Verwendung des Laminats im Schuh- oder Handschuhbereich, oder beim Tragen eines Rucksackes auf einem das Laminat enthaltenden Anorak ergibt, und/oder durch häufiges chemisches Reinigen oder Waschen des Kleidungsstückes die die Naht abdichtende, am Klebeband anhaftende Klebeschicht aufbricht und somit die Naht nicht mehr dicht ist.It has also been found that strong mechanical stress on the seam, such as occurs when using the laminate in the shoe or glove area, or when wearing a backpack on an anorak containing the laminate, and / or by frequent chemical cleaning or washing of the Garment that breaks open the adhesive layer that seals the seam and adheres to the adhesive tape and thus the seam is no longer tight.
Das der Erfindung zugrundeliegende Problem lag somit darin, die oben genannten Nachteile zumindest zu verringern.The problem underlying the invention was therefore to at least reduce the disadvantages mentioned above.
Gelöst wird das erfindungsgemäß zugrundeliegende Problem durch ein Verfahren zum Herstellen eines wasserdichten, wasserdampfdurchlässigen Kleidungsstücks, bei dem zunächst ein Laminat, welches zumindest eine wasserdichte, wasserdampfdurchlässige Funktionsschicht und ein die Funktionsschicht verstärkendes textiles Flächengebilde enthält, durch zumindest abschnittweises Verbinden der das Laminat bildenden Schichten hergestellt wird, das Laminat zu Teilstücken zugeschnitten wird, die Teilstücke über Nähte vernäht werden, und die Nähte auf der Seite des Laminats, welche das die Funktionsschicht verstärkende textile Flächengebilde aufweist, mit einem Klebeband über einen auf das Klebeband aufgetragenen Kleber abgedichtet werden, welches sich dadurch auszeichnet, daß das die Funktionsschicht verstärkende textile Flächengebilde mit einem Haftvermittler imprägniert wird, bevor es zur Herstellung des Laminats mit der Funktionsschicht verbunden wird.The problem underlying the invention is solved by a method for producing a waterproof, water-vapor-permeable garment, in which first a laminate which contains at least one waterproof, water-vapor-permeable functional layer and a textile fabric reinforcing the functional layer is produced by at least section-wise connecting the layers forming the laminate the laminate is cut into sections, the sections are sewn by means of seams, and the seams on the side of the laminate, which has the functional layer-reinforcing fabric, are sealed with an adhesive tape over an adhesive applied to the adhesive tape, which is thereby is distinguished in that the textile fabric reinforcing the functional layer is impregnated with an adhesion promoter before it is connected to the functional layer in order to produce the laminate.
Auf diese einfache Weise ist es möglich, für alle Laminate mit unterschiedlich dicken verstärkenden textilen Flächengebilden, jeweils das gleiche Klebeband einzusetzen. Überraschenderweise hat es sich hierbei gezeigt, daß nach Durchführung des erfindungsgemäßen Verfahrens die Kleidungsstücke auch nach extremer mechanischer Belastung noch wasserdicht sind. Auch kann ein nach dem erfindungsgemäßen Verfahren hergestelltes Kleidungsstück deutlich häufiger chemisch gereinigt oder gewaschen werden als die nach bisher bekannten Verfahren hergestellten Kleidungsstücke.In this simple way, it is possible to use the same adhesive tape for all laminates with reinforcing textile fabrics of different thicknesses. Surprisingly, it has been shown here that after the method according to the invention has been carried out, the clothing items are still waterproof even after extreme mechanical stress. A garment produced by the process according to the invention can also be chemically cleaned or washed significantly more frequently than the garments produced by previously known processes.
Das erfindungsgemäße Verfahren zeichnet sich insbesondere dadurch aus, daß die Imprägnierung des die Funktionsschicht verstärkenden textilen Flächengebildes durch Tauchen des textilen Flächengebildes in eine wässrige Emulsion, die den Haftvermittler enthält, oder in eine Lösung des Haftvermittlers in einem organischen Lösungsmittel erfolgt.The process according to the invention is distinguished in particular by the fact that the textile fabric reinforcing the functional layer is impregnated by immersing the textile fabric in an aqueous emulsion which contains the adhesion promoter or in a solution of the adhesion promoter in an organic solvent.
In einer weiteren günstigen Ausführungsform wird das textile Flächengebilde mit einer wässrigen Emulsion, die den Haftvermittler enthält, oder mit einer Lösung des Haftvermittlers in einem organischen Lösungsmittel besprüht. Auch kann das textile Flächengebilde aus Filamenten, Fäden oder Garnen ausgebildet sein, die vor der Fertigung des textilen Flächengebildes mit dem Haftvermittler beschichtet wurden.In a further advantageous embodiment, the textile fabric is sprayed with an aqueous emulsion which contains the adhesion promoter, or with a solution of the adhesion promoter in an organic solvent. The textile fabric can also be formed from filaments, threads or yarns that were coated with the adhesion promoter before the fabric was manufactured.
Die textilen Flächengebilde umfassen Gewebe, Vliesstoffe, Strickwaren, Wirkwaren etc. aus einem geeigneten Material wie Polyester, Polyamid und insbesondere auch Polyaramid, aus Copolymeren der genannten Polymere und aus Viskose. Das Gewicht des eingesetzten Materials kann dabei beispielsweise 15 bis 90 g/m2 betragen.The textile fabrics comprise fabrics, nonwovens, knitwear, knitwear etc. made of a suitable material such as polyester, polyamide and in particular also polyaramide, copolymers of the polymers mentioned and of viscose. The weight of the material used can be, for example, 15 to 90 g / m 2 .
Günstig ist es, wenn die Verbindung des textilen Flächengebildes über einen Laminierkleber erfolgt.It is favorable if the textile fabric is connected using a laminating adhesive.
Besonders vorteilhaft läßt sich das erfindungsgemäße Verfahren durchführen, wenn für den Laminierkleber, den Haftvermittler und den Kleber des Nahtbandes chemisch ähnliche Polymere ausgewählt werden. Die Auswahl von Polyurethanen für den Laminierkleber, den Haftvermittler und den Kleber des Nahtbandes hat sich hierbei bestens bewährt, wobei auf das Nahtband bevorzugt zwischen 100 und 250 g/m2 Polyurethan-Kleber aufgetragen werden.The method according to the invention can be carried out particularly advantageously if chemically similar polymers are selected for the laminating adhesive, the adhesion promoter and the adhesive of the seam tape. The selection of polyurethanes for the laminating adhesive, the adhesion promoter and the adhesive of the seam tape has proven to be very successful here, preferably between 100 and 250 g / m 2 of polyurethane adhesive being applied to the seam tape.
Die Laminierung erfolgt vorteilhafterweise dadurch, daß der Kleber punktweise auf die wasserdichte, wasserdampfdurchlässige Funktionsschicht aufgebracht und ein Bedeckungsgrad der Funktionschicht durch den Kleber zwischen 5 und 30 % ausgebildet wird. Das Laminat weist bevorzugt auf der dem textilen Flächengebilde abgewandten Seite der Funktionsschicht eine Oberstoffschicht auf, die aus einem beliebigen textilen Material gefertigt sein kann. Die Oberstoffschicht des Laminates ist gleichzeitig die nach außen liegende, sichtbare Stoffschicht des wasserdichten, wasserdampfdurchlässigen Kleidungsstücks.The lamination is advantageously carried out in that the adhesive is applied at points to the waterproof, water vapor-permeable functional layer and a degree of coverage of the functional layer by the adhesive is between 5 and 30%. The laminate preferably has an outer fabric layer on the side of the functional layer facing away from the textile fabric, which layer can be made of any textile material. The outer layer of the laminate is at the same time the visible outer layer of the waterproof, water vapor permeable garment.
Eine weitere bevorzugte Ausführungsform des erfindungsgemäßen Verfahrens ist die Herstellung eines wasserdichten, wasserdampfdurchlässigen Kleidungsstücks, das zumindest Teil eines Schuhwerks ist. Bei dieser Ausführungsform befindet sich die Oberstoffschicht auf der zum Schuhinneren liegenden Seite des Laminates. Dabei erfüllt diese Stoffschicht vorteilhafterweise zugleich die Funktion eines den Tragekomfort des Schuhwerks erhöhenden Futters.Another preferred embodiment of the method according to the invention is the production of a waterproof, water vapor-permeable garment which is at least part of a footwear. In this embodiment, the Outer fabric layer on the inside of the laminate on the inside of the shoe. This layer of material advantageously also fulfills the function of a lining that increases the comfort of the footwear.
Die wasserdichte, wasserdampfdurchlässige Funktionsschicht umfasst bevorzugt einen Polyetherester wie z.B. SYMPATEX oder ein Polytetrafluorethylen oder ein Polyamid oder ein Polyurethan.The waterproof, water vapor permeable functional layer preferably comprises a polyether ester such as e.g. SYMPATEX or a polytetrafluoroethylene or a polyamide or a polyurethane.
Zum Nachweis der durch das erfindungsgemäße Verfahren erreichten Vorteile wurde ein Laminat hergestellt, bei dem eine wasserdichte, wasserdampfdurchlässige Membran, wie sie beispielsweise unter dem Markennamen SYMPATEX auf dem Markt erhältlich ist, mit einem Polyamid-Charmeuse laminiert. Dieses Polyamid-Charmeuse war zum einen ohne Imprägnierung und zum anderen dergestalt imprägniert, daß dieses in eine anionische aliphatische Polyester-Polyurethan-Emulsion getaucht und danach bei einer Temperatur von etwa 140°C getrocknet wurde. Die Laminierung erfolgte in beiden Fällen auf folgende Weise: Ein Kleber wurde punktweise auf die wasserdichte, wasserdampfdurchlässige Funktionsschicht (SYMPATEX) aufgebracht, wonach ein Oberstoff aufgetragen wurde. Auf dieselbe Weise wurde auf die andere Seite der Funktionsschicht das imprägnierte Polyamid-Charmeuse als textile Verstärkungsschicht auflaminiert.To demonstrate the advantages achieved by the method according to the invention, a laminate was produced in which a waterproof, water vapor-permeable membrane, such as is available on the market under the brand name SYMPATEX, for example, is laminated with a polyamide charmeuse. This polyamide charmeuse was impregnated on the one hand and on the other hand so impregnated that it was immersed in an anionic aliphatic polyester-polyurethane emulsion and then dried at a temperature of about 140 ° C. The lamination was carried out in both cases in the following way: An adhesive was applied point by point to the waterproof, water vapor-permeable functional layer (SYMPATEX), after which an outer fabric was applied. In the same way, the impregnated polyamide charmeuse was laminated onto the other side of the functional layer as a textile reinforcement layer.
Beide Laminate wurden einer Dichtigkeitsprüfung unter Zuhilfenahme der in der Figur dargestellten Meßapparatur unterzogen. Hierzu wurde das Laminat geschnitten und danach mit einer Naht wieder zusammengenäht. Auf die Naht wurde von der Seite her, welche das verstärkende Polyamid-Charmeuse aufwies, ein Klebeband, welches einen Kleber aus Polyurethan in einer Menge von 160 g/m![]()
![]()
Auf einen randvoll mit Wasser gefüllten unteren Behälter 1 wurde nun ein die Öffnung des unteren Behälters 1 abdeckendes Stück des mit der abgeklebten Naht versehenen Laminats aufgelegt, wobei das Nahtband nach oben angeordnet war (in der Figur nicht dargestellt). Danach wurde der Ringdeckel 2 über das Handrad 3 auf das aufgelegte Laminat aufgepreßt, sodaß das Laminat zwischen unterem Behälter 1 und Ringdeckel 2 abgedichtet war. Über die Handpumpe 4 und den Schlauch 5 wurde im unteren Behälter 1 ein definierter Druck erzeugt, welcher über den Druckmesser 6 abgelesen wurde. Beide Laminate wurden zunächst eine Minute lang einem Druck von 0,4 bar und danach 24 Stunden einem Druck von 1 bar ausgesezt.A piece of the laminate provided with the taped seam covering the opening of the lower container 1 was now placed on a lower container 1 filled to the brim with water, the seam tape being arranged upwards (not shown in the figure). The
Während das aus dem unimprägnierten Polyamid-Charmeuse hergestellte Laminat zwar bei 0,4 bar dicht war, zeigten sich bei 1 bar bereits nach 5 Minuten erste Wassertropfen an der Außenkante des Klebebandes, welches innerhalb des Ringdeckels sichtbar war, während das nach dem erfindungemäßen Verfahren hergestellte Laminat auch bei einer Belastung von 1 bar sogar nach 24 Stunden keine Tropfen aufwies und sich auch nicht feucht anfühlte.While the laminate made from the unimpregnated polyamide charmeuse was dense at 0.4 bar, at 1 bar the first drops of water appeared on the outside edge of the adhesive tape, which was visible inside the ring cover, after 5 minutes, while that produced by the process according to the invention Laminate showed no drops even after a load of 1 bar even after 24 hours and did not feel damp.
Claims (9)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19616472 | 1996-04-25 | ||
| DE19616472 | 1996-04-25 | ||
| DE19653301 | 1996-12-20 | ||
| DE19653301A DE19653301A1 (en) | 1996-04-25 | 1996-12-20 | Process for the manufacture of a waterproof, water vapor permeable garment |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0807515A2 true EP0807515A2 (en) | 1997-11-19 |
| EP0807515A3 EP0807515A3 (en) | 2000-06-21 |
| EP0807515B1 EP0807515B1 (en) | 2002-01-16 |
Family
ID=26025115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97106317A Expired - Lifetime EP0807515B1 (en) | 1996-04-25 | 1997-04-17 | Method for making a waterproof, water vapour permeable clothing |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0807515B1 (en) |
| JP (1) | JPH10121312A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1308186A3 (en) * | 2001-11-02 | 2003-05-28 | Texplorer GmbH | Protective clothing against chemical and biological substances that are detrimental to health |
| WO2017125250A1 (en) * | 2016-01-20 | 2017-07-27 | Lohmann & Rauscher Gmbh | Method for producing a tubular film |
| CN110343478A (en) * | 2019-07-30 | 2019-10-18 | 河北筑恒科技有限公司 | A kind of water-proof air-permeable membrane adhesive tape and preparation method thereof |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102431765B1 (en) * | 2021-08-24 | 2022-08-16 | (주)브리즈텍스 | Method of collectively preparing clothing having a moist permeable and water proof properties and clothing prepared thereby |
| TW202325174A (en) | 2021-12-21 | 2023-07-01 | 美商百美貼有限公司 | Waterproof seams and methods of making the same |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB979829A (en) * | 1963-04-24 | 1965-01-06 | Siebe Gorman & Co Ltd | Improvements in or relating to seams |
| WO1991007278A1 (en) * | 1989-11-17 | 1991-05-30 | W.L. Gore & Associates, Inc. | Thin seam sealing tape |
| IT1255570B (en) * | 1992-10-06 | 1995-11-09 | Alcantara Spa | SYNTHETIC FLAME-RESISTANT MICROFIBROUS NON-FABRIC AND PROCEDURE FOR ITS PREPARATION |
| DE19510315A1 (en) * | 1995-03-22 | 1996-09-26 | Huels Chemische Werke Ag | Hotmelt adhesive composition for coating of deposit material |
-
1997
- 1997-04-17 EP EP97106317A patent/EP0807515B1/en not_active Expired - Lifetime
- 1997-04-21 JP JP9102905A patent/JPH10121312A/en active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1308186A3 (en) * | 2001-11-02 | 2003-05-28 | Texplorer GmbH | Protective clothing against chemical and biological substances that are detrimental to health |
| US6792625B2 (en) | 2001-11-02 | 2004-09-21 | Texplorer Gmbh | Protective suit for protection against harmful chemical and biological substances |
| WO2017125250A1 (en) * | 2016-01-20 | 2017-07-27 | Lohmann & Rauscher Gmbh | Method for producing a tubular film |
| CN110343478A (en) * | 2019-07-30 | 2019-10-18 | 河北筑恒科技有限公司 | A kind of water-proof air-permeable membrane adhesive tape and preparation method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0807515A3 (en) | 2000-06-21 |
| EP0807515B1 (en) | 2002-01-16 |
| JPH10121312A (en) | 1998-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60003546T2 (en) | OF CLOTHING | |
| DE69332660T2 (en) | WATER RESISTANT BREATHABLE WORK PIECE | |
| DE69704278T2 (en) | Vapor-permeable composite material | |
| DE68911643T2 (en) | Fireproof, impermeable composite textile and clothing and armchairs with such a textile. | |
| EP2203078A1 (en) | Stitched seam structure, item of clothing comprising a stitched seam structure and method for producing a stitched seam structure | |
| DE3345640A1 (en) | INSOLE AND THEIR PRODUCTION | |
| EP1212953B1 (en) | Watertight shoe | |
| EP0862867A2 (en) | Watertight shoe with insole and sock | |
| WO1992017332A1 (en) | Inner lining and process for making it | |
| EP0807515B1 (en) | Method for making a waterproof, water vapour permeable clothing | |
| DE4400739A1 (en) | Foot wear, esp. working boot | |
| EP2445368B2 (en) | Shoe and item of clothing with improved respiration | |
| DE69207986T2 (en) | Nuclear, biological and chemical protective clothing | |
| DE19653301A1 (en) | Process for the manufacture of a waterproof, water vapor permeable garment | |
| EP0894442B1 (en) | Article of clothing | |
| DE2543047A1 (en) | Waterproof polyurethane-coated textile clothing - with watertight seams and resistance to chemical cleaning agents | |
| EP1223823B1 (en) | Inner shoe | |
| EP1124458B1 (en) | Footwear having a lasting fold sealing and a method for the production thereof | |
| DE202019105659U1 (en) | Improved shoe upper | |
| DE68902833T2 (en) | BREATHING, BENDABLE LAMINATES STICKED WITH A BREATHING ADHESIVE AND METHOD FOR THEIR PRODUCTION. | |
| DE1560774C (en) | Process for the production of water vapor permeable, abrasion and kink resistant synthetic leather | |
| DE880131C (en) | Item of laundry with stiffening insert, in particular collars | |
| DE102008052962A1 (en) | A method of making a preformed gas-permeable membrane or a composite material for a garment comprising the same | |
| US288726A (en) | Method of producing compound felted and textile fabrics | |
| AT150078B (en) | Process for forming an elastic trim on garments. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE ES FR IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE ES FR IT |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7B 32B 5/24 A, 7A 41D 31/00 B, 7B 32B 5/28 B |
|
| 17P | Request for examination filed |
Effective date: 20001206 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SYMPATEX TECHNOLOGIES GMBH |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7B 32B 5/28 A, 7B 32B 5/24 B, 7A 41D 31/00 B |
|
| 17Q | First examination report despatched |
Effective date: 20010423 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20020116 |
|
| REF | Corresponds to: |
Ref document number: 59705984 Country of ref document: DE Date of ref document: 20020221 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020730 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090922 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20101230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101103 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090928 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100430 |