EP0805005A2 - Product handling system - Google Patents
Product handling system Download PDFInfo
- Publication number
- EP0805005A2 EP0805005A2 EP97302601A EP97302601A EP0805005A2 EP 0805005 A2 EP0805005 A2 EP 0805005A2 EP 97302601 A EP97302601 A EP 97302601A EP 97302601 A EP97302601 A EP 97302601A EP 0805005 A2 EP0805005 A2 EP 0805005A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- cutting
- receptacle
- platform
- trough
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
- B26D7/32—Means for performing other operations combined with cutting for conveying or stacking cut product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0608—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by pushers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0616—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by carriages, e.g. for slicing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
- B26D7/32—Means for performing other operations combined with cutting for conveying or stacking cut product
- B26D2007/322—Means for performing other operations combined with cutting for conveying or stacking cut product the cut products being sheets, e.g. sheets of paper
Definitions
- This invention relates to a method and apparatus for handling a product when the product is to be cut into portions.
- the invention is particularly applicable to the cutting of foodstuffs and to machines for removing portions of foodstuff from bulk product.
- It is an object of this invention is to provide a product handling system which reduces the risk to the operator when products are portioned by cutting means such as bandsaws.
- a device for fitting to cutting apparatus for holding bulk product to allow portions thereof to be severed by a cutting means of the cutting apparatus when in use, comprising a receptacle carried by a platform, which latter is mountable on the apparatus for sliding relative thereto, to permit bulk product carried in the receptacle to be moved into engagement with the cutting means, a thrust member which is adjustable in position along the receptacle to index the bulk product relative thereto, drive means for adjusting the position of the thrust member to achieve said indexing, and means whereby the platform is movable towards and away from the cutting means, when mounted on the cutting apparatus.
- the drive means may also comprise the means for moving the platform.
- the drive means is operable in one mode to achieve the indexing of the product and in another mode to achieve the said towards and away from movement of the platform.
- apparatus for handling product to be cut by a cutting means comprises a receptacle carried on a platform which latter is movable relative to the cutting means to allow portions to be removed from bulk product carried in the receptacle, a thrust member which is adjustable in position along the receptacle to index the bulk product relative thereto, and drive means for adjusting the position of the thrust member to achieve said indexing, wherein the drive means is also operable to move the receptacle, relative to the cutting means, for severing a portion of the product from the bulk thereof.
- the thrust element progressively urges the product along the receptacle to ensure that the product is correctly located to engage the cutting means.
- the product contained within the receptacle during use may be a fresh or frozen food product, which may or may not contain bone.
- the invention is also applicable to other technical fields where the operator is required to handle a product as part of the cutting process.
- the drive means may be manually operated or powered by a motor.
- the drive means typically comprises an elongate element (eg a handle) pivotally connected to a pulley system which communicates with the thrust member, pivotal movement of the elongate element acting to urge the thrust member against the bulk product and so index the product relative to the receptacle.
- an elongate element eg a handle
- a pulley system which communicates with the thrust member, pivotal movement of the elongate element acting to urge the thrust member against the bulk product and so index the product relative to the receptacle.
- the pivoted element may engage a ratchet mechanism, whose pitch of movement is adjustable and which communicates directly with the thrust member.
- the drive means may be attached to the platform, the platform being provided with horizontal movement means, so that in use movement of the platform, and hence the receptacle, relative to a cutting means is simply achieved by exerting a horizontal force on the elongate element.
- pivotal movement of the elongate element can progressively locate, or index, the product in the desired cutting position and a simple push and pull motion on the element can achieve cutting.
- the invention avoids the need for the operator to manually handle the product as it approaches the cutting means.
- interlock means is provided to prevent indexing of the product unless the receptacle is clear of the cutting means, particularly when the drive means is adapted to be manually operable.
- cutting means with which the invention may be used are a bandsaw, having a plurality of cutting teeth; a band-knife blade; a circular saw; a waterjet; or laser.
- Other cutting means may be used and the cutting means used will depend on the particular product to be processed, with harder products, such as frozen foods or foods containing bones, requiring more robust cutting means.
- the receptacle may be formed from a shorter element and a complementary longer element spaced apart from the shorter element, so that in use the cutting means is free to pass through the receptacle, leaving the uncut bulk product in the longer element and the cut portion in the shorter element.
- This feature is of particular advantage in that the product is properly supported on both sides of the cutting means, such as a blade, during the severing action.
- the shorter element is preferably provided with a movable wall, to permit the effective depth of the second element to be adjusted, to allow for different lengths of product to protrude thereinto, so as to allow different portion thicknesses to be cut from the bulk product.
- the shorter element may be pivotally movable between an upright position for containing the product, and a pivoted position from which the severed portion therein can leave it.
- the cut portion is now free to fall under gravity, and is deposited onto a conveyor to be taken away for subsequent processing such as packaging.
- the shorter element may then be returned to its upright position and, after indexing the bulk product, a further cutting step performed on the product.
- the pivotal action may be about one or more axes.
- severed portions can be placed differently on a conveyor. This allows for different stacking patterns of portions, and for different layering of portions, known as shingling, to occur on the conveyor, before any further processing occurs.
- the shorter element may be fixed relative to the platform and shaped to engage only the rear of the product, as considered in the direction of movement of the platform towards the cutting means, a downwardly movable separating member being provided at the end of movement of the platform to push a cut portion from the shorter element downwards onto the conveyor.
- the member is preferably pivotably mounted, and may be actuated by movement of the platform.
- the member is disposed at a position behind the cutting means such that it also engages the end of the bulk product during the return stroke past the cutting means, thereby preventing the product from catching against the rear of the cutting means.
- At least the longer element is mounted for movement along a shallow generally rectangular path, such that the clearance between the element and the cutting means is smaller during the cutting stroke than during the return stroke. In this way it is ensured that the cut end of the product is at least initially clear of the member as the latter moves downwards.
- the use of the apparatus according to the invention ensures that no relative motion between the product and the receptacle occurs during cutting. Also the apparatus allows the product to be cut at any temperature.
- a method of cutting portions from a bulk product comprising the steps of mounting the bulk product on a movable supporting trough, moving the trough past a cutter to sever a portion from the bulk product, moving the trough laterally in a direction away from the cutter in order to increase the clearance therefrom, and lowering a separating member into engagement with the cut end of the bulk product so that the latter is held clear of the cutter during the return movement.
- the invention also extends to apparatus for performing the said method.
- the invention also lies in apparatus for holding product to be cut and in cutting apparatus when fitted with such product holding apparatus, and in product when cut by such product cutting apparatus.
- FIG. 1 is a manually operable version of the invention. However it will be readily apparent to a person skilled in the art that only minor modification is required for the apparatus to be automated with an electric motor or other engine.
- Figure 1 illustrates the apparatus when used to cut a product.
- the apparatus as shown in duplicate at two extremes of operation; at position X prior to cutting and at position Y after cutting as a cut portion is transferred to a conveyor.
- a cutting operation is conducted from a position normal to the blade.
- the present invention allows the operator to face the teeth of the blade with a simple push and pull motion of the arms achieving the cutting operation. This results in a more natural and less tiring motion for the operator than before.
- the apparatus includes a receptacle means, or trough, 10 into which the product to be portioned is placed.
- the stainless steel trough 10 comprises two spaced apart elements 12, 14, both having a U-shaped cross section.
- the cross-sectional area of the trough is chosen according to the product, and is typically of the order of 25cm 2 area for handling T-bone steaks.
- the two trough elements 12 and 14 are of different lengths, the second element 14 being shorter than the first element. Typically the total length of the trough formed from these elements is 1m. Contained within the short trough element 14 is a depth stop plate 16. This sets the thickness of the portion of product to be cut. The position of the depth stop plate 16 along the trough element 14 is adjustable by a locking means 18.
- the trough 10 is mounted perpendicular to a bandsaw blade 20 on a platform or trolley plate 22.
- the trolley plate 22 is mounted on wheels 24 which run in tracks 26 allowing the trolley to move fore and aft in the direction indicated by arrow A.
- the two elements 12, 14 are spaced apart to provide a gap 28 which allows the bandsaw blade 20 to pass through as the trolley plate 22 moves along the tracks 26.
- a thrust element, or pusher plate 30 is mounted in the long trough element 12 and is attached to a leadscrew 32 running along the length of the element. Attachment is achieved by a locking device 34 with teeth that engage with the leadscrew 32. By pulling device 34 outwards, the teeth are released from the leadscrew 32 and pusher plate 30 may be quickly moved to the open end of element 12.
- a handle 36 is attached to the trolley plate 22 about pivots 38.
- One pivot is attached to a one-way ratchet 40 which is connected to the leadscrew 32. Movement of the handle 36 about the pivots 38 in the direction of arrow B is transmitted to the leadscrew 32 via one-way ratchet 40. This causes leadscrew 32 to rotate and the pusher plate 30 to travel down the leadscrew in the direction of arrow C.
- pusher plate 30 is moved to the open end of trough element 12 and depth stop 16 is set to provide the required portion thickness.
- a log of product to be portioned is loaded into the trough 10.
- the product is a foodstuff and may be fresh or frozen, boneless or containing bone.
- the product may be cut at any temperature as excess liquid or non-rigid foodstuffs will not limit operation of the apparatus.
- the use of the two trough elements 12, 14 ensures that the product is properly supported on both sides of the blade during cutting.
- the handle 36 is gripped by the operator with both hands and the handle pulled in a downward arc in the direction of arrow B.
- the action of the handle 36 is transmitted to the leadscrew 32 via one-way ratchet 40 so causing leadscrew 32 to rotate.
- Pusher plate 30 moves away from the open end of trough element 12 in the direction of arrow C towards the end stop plate, so indexing, or moving, the product along the trough towards the cutting means 20.
- the one-way ratchet 40 ensures that repeated pivotal action on handle 36 can be used until the product has moved a sufficient distance along trough element 12, across the saw gap 28 into trough element 14, and into contact with depth stop 16. The product is then ready for a portion to be cut from it.
- the pivotal movement of trough element 14 may be arranged to include rotation about more than one axis to provide for different shingling and stacking patterns of portion on the take-off conveyor 50.
- plunger 46 impacts on stop bar 64. Further rearward travel of the trolley 22 causes plunger 46 to move inwards rotating pinion 54 by means of rack 52. This moves trough element 14 back to its upright position. The inward motion of plunger 46 also allows 58 to drop clear of the boss 60, which permits rotation of boss 60 by handle 36, and in the fully home position locking pin 42 can engage hole 66. Handle 36 is now free to move in an arc in the direction of arrow B, and when so moved, causes leadscrew 32 to rotate, feeding (i.e. indexing) the product forward to the endstop plate 16 ready for the next cut to be made.
- the operating cycle is repeated until all the product in trough 10 is portioned.
- stop bars 48 and 64 may be adjusted to set the stroke length of the apparatus appropriately for the cross-sectional size of the product being cut in order to optimise production speed.
- the rack and pinion 52, 54 and the plunger 46 of the trolley 22 are omitted, and the shorter trough element carried by the trolley is instead in the shape of a pusher 70, so that it engages only the rear side of the product 80A which is furthest from the bandsaw blade 20.
- the product is of circular section, and the end to be cut rests on a fixed surface 71 which is level with the bottom of the trough of the longer element.
- actuating rod 72 whose remote end is connected to a bellcrank lever 74 which in turn actuates a vertical rod 76 connected to a pivotal separator 78. Movement of the separator is limited by a pair of stops 79 which are engaged by a lever 81 fixed to the opposite end of the separator.
- the rod 72 is actuated by movement of the trolley 22, such that initial movement to the left, as viewed in Figure 5, moves up the separator 78 into the upper position, whilst movement towards the end of its travel past the blade 20 causes the separator to descend.
- the product is shown chain-dotted in three positions. At position 88A the product is resting within the longer element of the trough and partly on the surface 71 and against the rear of the shorter element or pusher 70. At position 80B the product portion has been fully cut by the blade 20 and meets the separator 78 as it begins to descend and push the portion down a ramp 73 (which is a continuation of the fixed surface 71) and onto a conveyor 84 (see Figure 6) which is similar to the conveyor 50 of Figure 1. During the return stroke of the longer element part the blade 20, the separator 78 engages the freshly cut end of the product 80C, as shown by the separator at position 78'.
- the separator thus prevents the product from catching the rear of the blade 20, due to the product expanding subsequent to the cutting operation. Furthermore the separation also ensures that any small piece of bulk product is held in the longer trough element in its correct orientation against the pusher plate 30 ( Figure 1), so preventing the product from tilting and becoming jammed against the back of the blade 20.
- the longer trough element is moved along a shallow generally rectangular path, such that at the end of its travel it moves in a direction laterally away from the blade 20, typically by about 5mm, and then returns to its original alignment at the opposite end, i.e. at the end of its return stroke where the product is back at position 80A.
- Movement along the generally rectangular path is achieved by mounting the trolley 22 on a pair of pivotal mechanisms (not shown) such that the clearance between the blade 20 and the edge of the longer element is about 5mm greater during the return stroke than during the forward cutting stroke.
- FIG. 6 there is shown a conveyor 84 which runs in the same direction as the trolley 22 i.e. unlike the conveyor 50 of Figure 1 which runs perpendicular thereto.
- the conveyor 84 passes over an end roller 86 which is driven by a pivotal lever 88 through a ratchet or sprag clutch (not shown).
- the lever 88 is actuated by forward and rearward pins 90, 91 respectively connected to a plate 92 mounted on the trolley 22.
- the forward pin 90 returns the lever to its position towards the right, as viewed in Figure 6, while the rearward pin 91 advances the lever to the left during the cutting stroke, thereby moving the conveyor 88 by a pre-determined and adjustable distance. It will be seen that the distance between the pins 90 and 91 is greater than the linear distance moved by the relevant part of the lever 88, so that some lost motion occurs during movement of the trolley, when no actuation of the lever occurs.
- the invention when manually operated, provides an ergonomically sound method of allowing the operator to handle and move the product through the machine whilst maintaining a safe distance between the blade and the operator's hands.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Confectionery (AREA)
- Crushing And Pulverization Processes (AREA)
Abstract
Description
- This invention relates to a method and apparatus for handling a product when the product is to be cut into portions. The invention is particularly applicable to the cutting of foodstuffs and to machines for removing portions of foodstuff from bulk product.
- Many product handling operations in the food industry have been automated in order to improve production rates and to remove human operators from hazardous areas. Successful automation has yet to be achieved for many operations where portions are to be cut from a product such as a foodstuff.
- Thus many portion cutting operations still rely on an operator holding the product and manually feeding it through an open bandsaw, with consequent risks to the hands of the operator.
- It is an object of this invention is to provide a product handling system which reduces the risk to the operator when products are portioned by cutting means such as bandsaws.
- According to one aspect of the invention, there is provided a device for fitting to cutting apparatus, for holding bulk product to allow portions thereof to be severed by a cutting means of the cutting apparatus when in use, comprising a receptacle carried by a platform, which latter is mountable on the apparatus for sliding relative thereto, to permit bulk product carried in the receptacle to be moved into engagement with the cutting means, a thrust member which is adjustable in position along the receptacle to index the bulk product relative thereto, drive means for adjusting the position of the thrust member to achieve said indexing, and means whereby the platform is movable towards and away from the cutting means, when mounted on the cutting apparatus.
- The drive means may also comprise the means for moving the platform.
- In a preferred arrangement the drive means is operable in one mode to achieve the indexing of the product and in another mode to achieve the said towards and away from movement of the platform.
- According to another aspect of the invention, apparatus for handling product to be cut by a cutting means comprises a receptacle carried on a platform which latter is movable relative to the cutting means to allow portions to be removed from bulk product carried in the receptacle, a thrust member which is adjustable in position along the receptacle to index the bulk product relative thereto, and drive means for adjusting the position of the thrust member to achieve said indexing, wherein the drive means is also operable to move the receptacle, relative to the cutting means, for severing a portion of the product from the bulk thereof.
- With both aspects of the invention, as successive portions are cut from the bulk product, the thrust element progressively urges the product along the receptacle to ensure that the product is correctly located to engage the cutting means.
- The product contained within the receptacle during use may be a fresh or frozen food product, which may or may not contain bone. The invention is also applicable to other technical fields where the operator is required to handle a product as part of the cutting process.
- The drive means may be manually operated or powered by a motor.
- Where the drive means is manually operated, it typically comprises an elongate element (eg a handle) pivotally connected to a pulley system which communicates with the thrust member, pivotal movement of the elongate element acting to urge the thrust member against the bulk product and so index the product relative to the receptacle.
- Alternatively the pivoted element may engage a ratchet mechanism, whose pitch of movement is adjustable and which communicates directly with the thrust member.
- The drive means may be attached to the platform, the platform being provided with horizontal movement means, so that in use movement of the platform, and hence the receptacle, relative to a cutting means is simply achieved by exerting a horizontal force on the elongate element. Thus for example pivotal movement of the elongate element can progressively locate, or index, the product in the desired cutting position and a simple push and pull motion on the element can achieve cutting. The invention avoids the need for the operator to manually handle the product as it approaches the cutting means.
- Preferably interlock means is provided to prevent indexing of the product unless the receptacle is clear of the cutting means, particularly when the drive means is adapted to be manually operable.
- Examples of cutting means with which the invention may be used are a bandsaw, having a plurality of cutting teeth; a band-knife blade; a circular saw; a waterjet; or laser. Other cutting means may be used and the cutting means used will depend on the particular product to be processed, with harder products, such as frozen foods or foods containing bones, requiring more robust cutting means.
- In accordance with another feature of the invention, the receptacle may be formed from a shorter element and a complementary longer element spaced apart from the shorter element, so that in use the cutting means is free to pass through the receptacle, leaving the uncut bulk product in the longer element and the cut portion in the shorter element. This feature is of particular advantage in that the product is properly supported on both sides of the cutting means, such as a blade, during the severing action.
- The shorter element is preferably provided with a movable wall, to permit the effective depth of the second element to be adjusted, to allow for different lengths of product to protrude thereinto, so as to allow different portion thicknesses to be cut from the bulk product.
- The shorter element may be pivotally movable between an upright position for containing the product, and a pivoted position from which the severed portion therein can leave it. Typically as the second element reaches the pivoted position, the cut portion is now free to fall under gravity, and is deposited onto a conveyor to be taken away for subsequent processing such as packaging. The shorter element may then be returned to its upright position and, after indexing the bulk product, a further cutting step performed on the product.
- The pivotal action may be about one or more axes. By providing movement around more than one axis, severed portions can be placed differently on a conveyor. This allows for different stacking patterns of portions, and for different layering of portions, known as shingling, to occur on the conveyor, before any further processing occurs.
- Alternatively the shorter element may be fixed relative to the platform and shaped to engage only the rear of the product, as considered in the direction of movement of the platform towards the cutting means, a downwardly movable separating member being provided at the end of movement of the platform to push a cut portion from the shorter element downwards onto the conveyor.
- The member is preferably pivotably mounted, and may be actuated by movement of the platform.
- Preferably the member is disposed at a position behind the cutting means such that it also engages the end of the bulk product during the return stroke past the cutting means, thereby preventing the product from catching against the rear of the cutting means.
- In a particularly advantageous arrangement, at least the longer element is mounted for movement along a shallow generally rectangular path, such that the clearance between the element and the cutting means is smaller during the cutting stroke than during the return stroke. In this way it is ensured that the cut end of the product is at least initially clear of the member as the latter moves downwards.
- The use of the apparatus according to the invention ensures that no relative motion between the product and the receptacle occurs during cutting. Also the apparatus allows the product to be cut at any temperature.
- According to another aspect of the invention there is provided a method of cutting portions from a bulk product, comprising the steps of mounting the bulk product on a movable supporting trough, moving the trough past a cutter to sever a portion from the bulk product, moving the trough laterally in a direction away from the cutter in order to increase the clearance therefrom, and lowering a separating member into engagement with the cut end of the bulk product so that the latter is held clear of the cutter during the return movement.
- The invention also extends to apparatus for performing the said method.
- The invention also lies in apparatus for holding product to be cut and in cutting apparatus when fitted with such product holding apparatus, and in product when cut by such product cutting apparatus.
- A preferred embodiment of the invention and a modification thereof will now be described by way of example, with reference to the accompanying drawings, in which:
- Figure 1 is a perspective view of an apparatus for handling products on cutting, the apparatus including a receptacle means for holding the product. Position X shows the apparatus before cutting starts, position Y shows the apparatus when a portion has been cut;
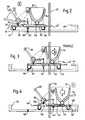
- Figure 2 is a detailed end view of the apparatus at position X;
- Figure 3 is a detailed end view of the apparatus as a cutting means passes through the receptacle means;
- Figure 4 is a detailed end view of the apparatus at position Y;
- Figure 5 is an end view of a modification of the apparatus, as viewed from the end opposite to that of Figures 2 to 4; and
- Figure 6 is an end view similar to Figure 5, but drawn to a larger scale, showing a modified take-off conveyor.
- The apparatus shown in Figure 1 is a manually operable version of the invention. However it will be readily apparent to a person skilled in the art that only minor modification is required for the apparatus to be automated with an electric motor or other engine.
- Figure 1 illustrates the apparatus when used to cut a product. The apparatus as shown in duplicate at two extremes of operation; at position X prior to cutting and at position Y after cutting as a cut portion is transferred to a conveyor.
- In many manual bandsaw operations where the operator holds the product, a cutting operation is conducted from a position normal to the blade. However the present invention allows the operator to face the teeth of the blade with a simple push and pull motion of the arms achieving the cutting operation. This results in a more natural and less tiring motion for the operator than before.
- The apparatus includes a receptacle means, or trough, 10 into which the product to be portioned is placed. The
stainless steel trough 10 comprises two spacedapart elements - The two
trough elements second element 14 being shorter than the first element. Typically the total length of the trough formed from these elements is 1m. Contained within theshort trough element 14 is adepth stop plate 16. This sets the thickness of the portion of product to be cut. The position of thedepth stop plate 16 along thetrough element 14 is adjustable by a locking means 18. - The
trough 10 is mounted perpendicular to abandsaw blade 20 on a platform ortrolley plate 22. Thetrolley plate 22 is mounted onwheels 24 which run intracks 26 allowing the trolley to move fore and aft in the direction indicated by arrow A. The twoelements gap 28 which allows thebandsaw blade 20 to pass through as thetrolley plate 22 moves along thetracks 26. - A thrust element, or
pusher plate 30, is mounted in thelong trough element 12 and is attached to aleadscrew 32 running along the length of the element. Attachment is achieved by alocking device 34 with teeth that engage with theleadscrew 32. By pullingdevice 34 outwards, the teeth are released from theleadscrew 32 andpusher plate 30 may be quickly moved to the open end ofelement 12. - A
handle 36 is attached to thetrolley plate 22 aboutpivots 38. One pivot is attached to a one-way ratchet 40 which is connected to theleadscrew 32. Movement of thehandle 36 about thepivots 38 in the direction of arrow B is transmitted to theleadscrew 32 via one-way ratchet 40. This causesleadscrew 32 to rotate and thepusher plate 30 to travel down the leadscrew in the direction of arrow C. - In use,
pusher plate 30 is moved to the open end oftrough element 12 anddepth stop 16 is set to provide the required portion thickness. A log of product to be portioned is loaded into thetrough 10. Typically the product is a foodstuff and may be fresh or frozen, boneless or containing bone. As the product is held within the trough, the product may be cut at any temperature as excess liquid or non-rigid foodstuffs will not limit operation of the apparatus. The use of the twotrough elements - The
handle 36 is gripped by the operator with both hands and the handle pulled in a downward arc in the direction of arrow B. The action of thehandle 36 is transmitted to theleadscrew 32 via one-way ratchet 40 so causingleadscrew 32 to rotate.Pusher plate 30 moves away from the open end oftrough element 12 in the direction of arrow C towards the end stop plate, so indexing, or moving, the product along the trough towards the cutting means 20. The one-way ratchet 40 ensures that repeated pivotal action onhandle 36 can be used until the product has moved a sufficient distance alongtrough element 12, across thesaw gap 28 intotrough element 14, and into contact withdepth stop 16. The product is then ready for a portion to be cut from it. - For cutting to occur, the operator pushes horizontally on
handle 36 to move the apparatus toward the blade teeth of thesaw 20. Initially thetrolley 22 will not move because lockingpeg 42 acts as a brake, see Figure 2. Initial forward over travel of thehandle 36releases locking peg 42 and allows the trolley to start moving from position X in the direction of arrow A toward position Y. During this transit, the bandsaw blade (moving in the direction of arrow D) passes through thegap 28 betweentrough elements cut portion 44 is contained intrough element 14 and the remainder of the product remains intrough element 12. During cutting there is no relative motion between the product and the troughs nor between the product and the end-stop plate. - The operator continues pushing on handle 36 so that the trolley continues toward position Y as shown in Figure 3. As position Y is reached, a
plunger 46 impacts onstop bar 48. As the operator continues pushing thetrolley plate 22 to position Y, the leading end 46' of theplunger 46 is moved inwards. The movement ofplunger 46 causestrough element 14 to pivot in the direction of arrow E and deposit thecut portion 44 onto a take-offconveyor 50. - The pivotal movement of
trough element 14 may be arranged to include rotation about more than one axis to provide for different shingling and stacking patterns of portion on the take-offconveyor 50. - The action that results in movement of the
trough element 14 is shown in detail in Figure 4. As the plunger 46' hits thestop bar 48, the plunger moves inwards actuatingrack 52 which rotatespinion 54. This causes thetrough element 14 to rotate in the direction of arrow E. Theplunger 46moves cam 56 causing lockingpin 58 to rise into the hole in ahandle boss 60. This locks thehandle 36 into an upright position. - At the same time a nut on
pusher plate 30 is disengaged fromleadscrew 32 allowing apusher 62 to displace the remaining product back into thetrough element 12 to ensure clearance of thebandsaw 20 during the return stroke. - Once the
portion 44 has been deposited on theconveyor 50, the operator pulls on the handle 36 (which had been locked in the upright position as a result of the engagement ofpin 58 due to the movement of plunger 46). By pulling on the handle thetrolley plate 22 is returned to the starting position X, of Figure 1. - As the
trolley plate 22 approaches position X, theother end 46" ofplunger 46 impacts onstop bar 64. Further rearward travel of thetrolley 22 causes plunger 46 to move inwards rotatingpinion 54 by means ofrack 52. This movestrough element 14 back to its upright position. The inward motion ofplunger 46 also allows 58 to drop clear of theboss 60, which permits rotation ofboss 60 byhandle 36, and in the fully homeposition locking pin 42 can engagehole 66.Handle 36 is now free to move in an arc in the direction of arrow B, and when so moved, causes leadscrew 32 to rotate, feeding (i.e. indexing) the product forward to theendstop plate 16 ready for the next cut to be made. - The operating cycle is repeated until all the product in
trough 10 is portioned. - The position of stop bars 48 and 64 may be adjusted to set the stroke length of the apparatus appropriately for the cross-sectional size of the product being cut in order to optimise production speed.
- Referring now to the modified apparatus shown in Figure 5, here the rack and
pinion plunger 46 of thetrolley 22 are omitted, and the shorter trough element carried by the trolley is instead in the shape of apusher 70, so that it engages only the rear side of theproduct 80A which is furthest from thebandsaw blade 20. The product is of circular section, and the end to be cut rests on a fixedsurface 71 which is level with the bottom of the trough of the longer element. - Mounted beneath the
trolley 22 is an actuatingrod 72 whose remote end is connected to abellcrank lever 74 which in turn actuates avertical rod 76 connected to apivotal separator 78. Movement of the separator is limited by a pair ofstops 79 which are engaged by alever 81 fixed to the opposite end of the separator. - The
rod 72 is actuated by movement of thetrolley 22, such that initial movement to the left, as viewed in Figure 5, moves up theseparator 78 into the upper position, whilst movement towards the end of its travel past theblade 20 causes the separator to descend. - Operation of the modified apparatus is as follows:
- The product is shown chain-dotted in three positions. At position 88A the product is resting within the longer element of the trough and partly on the
surface 71 and against the rear of the shorter element orpusher 70. Atposition 80B the product portion has been fully cut by theblade 20 and meets theseparator 78 as it begins to descend and push the portion down a ramp 73 (which is a continuation of the fixed surface 71) and onto a conveyor 84 (see Figure 6) which is similar to theconveyor 50 of Figure 1. During the return stroke of the longer element part theblade 20, theseparator 78 engages the freshly cut end of theproduct 80C, as shown by the separator at position 78'. - The separator thus prevents the product from catching the rear of the
blade 20, due to the product expanding subsequent to the cutting operation. Furthermore the separation also ensures that any small piece of bulk product is held in the longer trough element in its correct orientation against the pusher plate 30 (Figure 1), so preventing the product from tilting and becoming jammed against the back of theblade 20. - In order to ensure that the cut end of the product is clear of the
separator 78 as it descends, the longer trough element is moved along a shallow generally rectangular path, such that at the end of its travel it moves in a direction laterally away from theblade 20, typically by about 5mm, and then returns to its original alignment at the opposite end, i.e. at the end of its return stroke where the product is back atposition 80A. - Movement along the generally rectangular path is achieved by mounting the
trolley 22 on a pair of pivotal mechanisms (not shown) such that the clearance between theblade 20 and the edge of the longer element is about 5mm greater during the return stroke than during the forward cutting stroke. - Referring now to Figure 6 there is shown a
conveyor 84 which runs in the same direction as thetrolley 22 i.e. unlike theconveyor 50 of Figure 1 which runs perpendicular thereto. - The
conveyor 84 passes over anend roller 86 which is driven by apivotal lever 88 through a ratchet or sprag clutch (not shown). - The
lever 88 is actuated by forward and rearward pins 90, 91 respectively connected to aplate 92 mounted on thetrolley 22. Theforward pin 90 returns the lever to its position towards the right, as viewed in Figure 6, while therearward pin 91 advances the lever to the left during the cutting stroke, thereby moving theconveyor 88 by a pre-determined and adjustable distance. It will be seen that the distance between thepins lever 88, so that some lost motion occurs during movement of the trolley, when no actuation of the lever occurs. - By actuating the
conveyor 84 in this manner, the machine is considerably simplified by not requiring a separate drive motor to index the conveyor. - The foregoing describes a manually operated version of the apparatus, but the system may be automated to cycle continuously without the intervention of an operator, allowing one person to supervise a number of bandsaws equipped with the device.
- The invention, when manually operated, provides an ergonomically sound method of allowing the operator to handle and move the product through the machine whilst maintaining a safe distance between the blade and the operator's hands.
Claims (10)
- A device for fitting to cutting apparatus, for holding bulk product to allow portions thereof to be severed by a cutting means of the cutting apparatus when in use, characterised by a receptacle carried by a platform, which platform is mountable on the apparatus for sliding relative thereto, to permit bulk product carried in the receptacle to be moved into engagement with the cutting means, a thrust member which is adjustable in position along the receptacle to index the bulk product relative thereto, drive means for adjusting the position of the thrust member to achieve said indexing, and means whereby the platform is movable towards and away from the cutting means, when mounted on the cutting apparatus.
- A device according to Claim 1, characterised in that the drive means also comprises the means for moving the platform.
- A device according to Claim 2, characterised in that the drive means is operable in one mode to achieve the indexing of the product and in another mode to achieve the said towards and away from movement of the platform.
- Apparatus for handling product to be cut by a cutting means, characterised by the combination of a receptacle carried on a platform which latter is movable relative to the cutting means to allow portions to be removed from bulk product carried in the receptacle, a thrust member which is adjustable in position along the receptacle to index the bulk product relative thereto, and drive means for adjusting the position of the thrust member to achieve said indexing, and for moving the receptacle relative to the cutting means for severing a portion of the product from the bulk thereof.
- Apparatus according to Claim 4, characterised in that the drive means is manually operable.
- Apparatus according to 4 or 5, characterised in fact the drive means is attached to the platform, the platform being provided with horizontal movement means, so that in use movement of the platform, and hence the receptacle, relative to a cutting means, is simply achieved by exerting a horizontal force on the elongate element.
- Apparatus according to Claim 6, characterised in that pivotal movement of the elongate element progressively indexes the product in the desired cutting position, and a push and pull motion on the element enables cutting.
- Apparatus according to any of Claims 4 to 7, characterised in that interlock means is provided to prevent indexing of the product unless the receptacle is clear of the cutting means.
- A method of cutting portions from a bulk product, characterised by the steps of mounting the bulk product on a movable supporting trough, moving the trough past a cutter to sever a portion from the bulk product, moving the trough laterally in a direction away from the cutter in order to increase the clearance therefrom, and lowering a separating member into engagement with the cut end of the bulk product so that the latter is held clear of the cutter during the return movement of the trough.
- Apparatus for cutting portions from a bulk product, characterised by the combination of means for mounting the bulk product on a moveable supporting trough, means for moving the trough laterally in a direction away from a cutter in order to increase clearance therefrom, and means for lowering a separating member into engagement with the cut end of the bulk product to hold the latter clear of the cutter during the return movement of the trough.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9609009 | 1996-05-01 | ||
| GBGB9609009.7A GB9609009D0 (en) | 1996-05-01 | 1996-05-01 | Product handling system |
| GB9621719 | 1996-10-18 | ||
| GBGB9621719.5A GB9621719D0 (en) | 1996-10-18 | 1996-10-18 | Product handling system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0805005A2 true EP0805005A2 (en) | 1997-11-05 |
| EP0805005A3 EP0805005A3 (en) | 1998-08-19 |
Family
ID=26309235
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97302601A Withdrawn EP0805005A3 (en) | 1996-05-01 | 1997-04-16 | Product handling system |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0805005A3 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998053965A1 (en) * | 1997-05-29 | 1998-12-03 | John Arthur Whitehouse | Product handling system |
| FR3019080A1 (en) * | 2014-03-26 | 2015-10-02 | Roger Orfevre | MANUAL MACHINE FOR CUTTING SLICED FOODSTUFFS |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB202902A (en) * | 1922-12-19 | 1923-08-30 | Berkel Patent Nv | Improvements in slicing machines |
| GB293030A (en) * | 1927-06-30 | 1928-10-11 | Berkel Patent Nv | Improvements in or relating to slicing machines |
| US1793461A (en) * | 1931-02-24 | Meat ottteb | ||
| US1878020A (en) * | 1925-06-25 | 1932-09-20 | Us Slicing Machine Co | Slicing machine |
| US1977463A (en) * | 1929-09-10 | 1934-10-16 | Us Slicing Machine Co | Feeding mechanism for slicing machines |
| US2305177A (en) * | 1939-03-17 | 1942-12-15 | John R Litty | Slicing machine |
| US3736829A (en) * | 1971-09-10 | 1973-06-05 | M Pedi | Slicer having automatic materials feed |
| US3797353A (en) * | 1972-02-18 | 1974-03-19 | Creative Inc | Meat feeding machine |
| US4208936A (en) * | 1977-10-17 | 1980-06-24 | Aew Engineering Co. Ltd. | Machines for cutting meat and the like |
-
1997
- 1997-04-16 EP EP97302601A patent/EP0805005A3/en not_active Withdrawn
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1793461A (en) * | 1931-02-24 | Meat ottteb | ||
| GB202902A (en) * | 1922-12-19 | 1923-08-30 | Berkel Patent Nv | Improvements in slicing machines |
| US1878020A (en) * | 1925-06-25 | 1932-09-20 | Us Slicing Machine Co | Slicing machine |
| GB293030A (en) * | 1927-06-30 | 1928-10-11 | Berkel Patent Nv | Improvements in or relating to slicing machines |
| US1977463A (en) * | 1929-09-10 | 1934-10-16 | Us Slicing Machine Co | Feeding mechanism for slicing machines |
| US2305177A (en) * | 1939-03-17 | 1942-12-15 | John R Litty | Slicing machine |
| US3736829A (en) * | 1971-09-10 | 1973-06-05 | M Pedi | Slicer having automatic materials feed |
| US3797353A (en) * | 1972-02-18 | 1974-03-19 | Creative Inc | Meat feeding machine |
| US4208936A (en) * | 1977-10-17 | 1980-06-24 | Aew Engineering Co. Ltd. | Machines for cutting meat and the like |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998053965A1 (en) * | 1997-05-29 | 1998-12-03 | John Arthur Whitehouse | Product handling system |
| FR3019080A1 (en) * | 2014-03-26 | 2015-10-02 | Roger Orfevre | MANUAL MACHINE FOR CUTTING SLICED FOODSTUFFS |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0805005A3 (en) | 1998-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5492502A (en) | Device for processing flat fish | |
| US3842698A (en) | Slicing machine for slicing a food product or the like | |
| JPH08257982A (en) | Food slicer | |
| EP1749445B1 (en) | Meat slicing machine | |
| JPH08118288A (en) | Device and method for slicing at least two food lump | |
| WO2006096519A2 (en) | Loaf seam synchronization device for continuous loaf feed slicing machine | |
| EP2142019B1 (en) | Device for filling cigarette tubes with tobacco | |
| EP0245419B1 (en) | A tobacco block slicing machine | |
| US4457194A (en) | Slicing method and apparatus | |
| US4523501A (en) | Slicer feed mechanism | |
| EP0282676A1 (en) | Medium-speed power-feed bread slicer | |
| EP1647374A2 (en) | Bread slicer | |
| US20130205960A1 (en) | Method for operating a slicing device with multi-lane drives | |
| EP0805005A2 (en) | Product handling system | |
| WO2001082706A2 (en) | Meat deboning apparatus and method | |
| EP2039483B1 (en) | Bread slicer | |
| EP0047603B1 (en) | Apparatus for portioning meat | |
| JPH10501041A (en) | Oil filter canister recycling equipment | |
| WO1998053965A1 (en) | Product handling system | |
| GB2312829A (en) | Product Handling System | |
| US4856398A (en) | Countertop bread slicer with manually actuated cradle | |
| US4552049A (en) | Automatic feeding of elongated products | |
| EP0586721B1 (en) | Cutting method | |
| US5749777A (en) | Slabbing apparatus and method | |
| WO2015112345A1 (en) | Side loading pendulum slicer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FI FR GR IE IT LI NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19980421 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GR IE IT LI NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 19981225 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: AEW ENGINEERING CO. LIMITED |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: WHITEHOUSE, JOHN ARTHUR |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20010623 |