EP0803011B1 - Process and device for determining the effect of adjustement of final control elements - Google Patents
Process and device for determining the effect of adjustement of final control elements Download PDFInfo
- Publication number
- EP0803011B1 EP0803011B1 EP96937230A EP96937230A EP0803011B1 EP 0803011 B1 EP0803011 B1 EP 0803011B1 EP 96937230 A EP96937230 A EP 96937230A EP 96937230 A EP96937230 A EP 96937230A EP 0803011 B1 EP0803011 B1 EP 0803011B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- final control
- process according
- control elements
- effect
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G9/00—Other accessories for paper-making machines
- D21G9/0009—Paper-making control systems
- D21G9/0027—Paper-making control systems controlling the forming section
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S162/00—Paper making and fiber liberation
- Y10S162/09—Uses for paper making sludge
- Y10S162/10—Computer control of paper making variables
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S162/00—Paper making and fiber liberation
- Y10S162/09—Uses for paper making sludge
- Y10S162/10—Computer control of paper making variables
- Y10S162/11—Wet end paper making variables
Definitions
- the invention relates to a method and a device to determine the effect of the adjustment of actuators according to the preambles of Claims 1 and 20 (see DE-A-4 238 037, US-A-5 400 247).
- a possible web property cross profile regulation must be switched off during the test.
- the accuracy with which the impact locations of the adjusted actuators are determined is determined by the number of transverse profile measurements are available, or by the distance individual data values. This distance is usually 1 cm to 10 cm. In any case, it is achieved accuracy is not sufficient to get out of determined locations an exact cross-shrink cross profile to determine as the following sample calculation shows:
- the locations of the control elements are exactly known across the width of the production machine. Two actuators that are as far apart as possible are adjusted. The distance x s of these actuators is known. The distance between the profile changes x p can be measured.
- Shrinkage ((x s - x p ) / x s ) 100%.
- the measuring task is, for example, the Clarify question at which point of the paper web the shrinkage is minimal, whether it is symmetrical, how the edges of the paper web compared to the Behave in the middle etc.
- the shrinkage must therefore be as possible small areas on the paper web if possible be measured precisely to create a meaningful cross-shrink cross profile to obtain.
- a paper web becomes several actuators distributed over the web width via a control system in which the individual process impact of each actuator from the process impact of the others Actuators are separated or decoupled, so that a process control is possible via independent channels.
- the Actuators based on a theoretical dynamic model of the Paper machine controlled without coupling effect. Measured via sensors Output signals are generated using a mathematical decoupling model evaluated in the form of an adjustable decoupling matrix. The initial values of the theoretical model of the paper machine without Coupling effect with the output values of the adjustable Decoupling model compared. The decoupling matrix is then in the Continuously adjusted to align these values.
- the calculation of the impact is made using cognitive values about the Behavior of the material web properties.
- the arithmetic Determination of the impact is compared with actually before and after an actuator adjustment Measured values obtained from a web property cross profile, in order to coordinate the knowledge values that the calculation results are as accurate as possible with the measured results on the impact to match.
- a prediction about the Form of impact will be taken, for example about the extent of the impact at the impact location or the amplitude of the change in web properties at the place of impact. This procedure too is relatively easy to carry out and leads to make the prediction about the place of impact is very easy to optimize.
- a method is particularly preferred in which such actuators are taken into account that anyway used to manufacture the material web and for setting the cross profile of the material web properties are needed.
- the process is characterized in that there is none additional devices or actuators needs that the installation space of the facility Enlarge the production of the material web, the construction and increase production costs and if necessary also require additional maintenance.
- the ongoing production of the Material web not through an actuator adjustment disturbed, which is used only for measuring purposes. The ongoing production therefore remains unaffected.
- a method is preferred in which the predictions be gradually modified in such a way that First a general statement about the Behavior of the material web properties met which is particularly characterized by that even with a bad "noise to useful signal Ratio "still with good accuracy can be hit quickly.
- a simple statement could be, for example: The edges of the paper web are a certain amount shifted from the position they are in Machine should have at the measuring point if there is there would be no shrinkage and no lateral running. The two amounts of the shift are to be determined.
- a first refinement of this statement would be, for example:
- the cross shrink is on the edges stronger than in the middle and the resulting Cross shrink cross profile has a bowl-shaped Contour whose amplitude is to be determined.
- a method is particularly preferred, in which an averaging of the results in the determination the cross shrink cross profile for a number of predictions and / or for a number of Actuator adjustments is carried out.
- a such averaging causes the error to occur the mathematical determination of the impact on a Minimum is reduced.
- the above task is also accomplished by a facility solved that mentioned in claim 20 Features includes.
- the fact that the computing unit Predictions or knowledge values about the behavior of the web properties at Adjustment of an actuator processed and based of these knowledge values and by means of an assignment rule calculates the impact, it is possible at any time, the place of change an actuator can be assigned to predict online and an exact cross profile of a material web property to determine and / or a lateral To determine the offset of the path.
- different material web properties can be used be detected, for example the weight per unit area, the moisture, the transverse shrinkage, the fiber layer, the roughness, the strength, the Elasticity, opacity, smoothness, filler content, the thickness, the formation. As a cross section are recorded across the width of the web Called measured values.
- a water-pulp suspension via a headbox which may also include fillers comprises, introduced into a wire section (former) and that the fibrous web formed there -for example paper-web- over a press section Dryer section is fed.
- the headbox can be designed so that actuators intended to influence the material properties are.
- the water-fiber suspension a so-called secondary material flow are supplied, for example from dilution water or from a second type of paper stock, but with a different, preferably less Consists of consistency.
- the transverse distribution in Headbox is through multiple sectional feed lines set, each one as an actuator have designated control valve.
- Actuators of the type mentioned here can also in other places on the paper machine, for example in a steam box in the press or dryer section or in an aftertreatment facility, for example in one Coating machine can be provided.
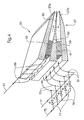
- Figure 1 is a device 1 for determination the effect of actuator adjustments, which here in addition to determining a Cross-shrink cross-profile and to record the lateral course serves.
- the material web 3 is shown from left to right by the representation in Figure 1 directed, which is indicated by an arrow is.
- a headbox is dashed on the left in FIG 5 drawn, the numerous across the Material web 3 has distributed actuators 7, only one of which is shown here. The others are outside the display level of Figure 1.
- the actuators 7 are via a control line 9 connected to a computing unit 11.
- a measuring device 13 for determination of web property cross sections. This can for example at the end of a paper making machine be arranged beyond the dryer section. However, it is also possible to use several such measuring devices inside the paper making machine to provide.
- the measuring device 13 is via a measuring line 15 connected to the computing unit 11. Via an input line 17 can add -bottom more detailed dealt with - information about the cross section the material web 3 into the computing unit 11 can be entered. Be on an output line 19 the calculation results of the computing unit 11 are output.
- FIG. 1 shows a schematic bar diagram 21 are drawn, indicated on the basis of this supposed to be the different across that of the web 3 distributed actuators 7 different Have settings.
- a schematic Diagram 23 reproduces the one from the measuring device reproduces the measured signal. Corresponding the various settings of the actuators 7 and other process parameters result different measurement signals across the web width. The jagged line indicates that the Measurement signal strongly from measurement noise and process disturbances is superimposed.
- FIG. 1 For this purpose, several diagrams are shown one above the other in FIG.
- An actuator 7/1 is located, for example, at a distance x 1 from this reference line 25 and here has a "positive” setting with a corresponding "width effect”.
- Another actuator 7/2 has a distance x 2 from the reference line 25.
- the "width effect” here denotes the width of the effect of the actuator adjustment at the point of impact.
- a local increase in the cross profile, which can be attributed to an adjustment of the actuator 7/1, is recognizable, as is a local decrease in the cross profile, which is based on a change in the actuator 7/2.
- the procedure is refined by a priori knowledge of shrinking behavior, for example and the course of the path in the calculation to incorporate the hypotheses. This can the number of hypotheses to be examined clearly be reduced.
- actuators are taken into account to the usual ongoing setting of the Cross profile are required.
- actuators that affect the headbox. So it can be as Actuator a control valve or a mixing valve in the headbox supply lines become.
- actuators Facilities for example the heating capacity of the dryer section in zones can influence the web width differently.
- the procedure described here or Establishment for determining the impact of a Actuator adjustment is in all cases can be used in the same way. According to what has been said here can therefore also be used actuators that the weight per unit area, the moisture, the density or another property of material respectively Affect paper web.
- a prediction is made where on the one hand only a few sizes can be determined and on the other hand, a lot of manipulated values and profile measurements be available. This applies, for example for a prediction of the total transverse shrinkage the paper web and the cross to the paper web measured- place in the cross profile where shows the change in an actuator. In the Such prediction can be taken into account a reliable determination of the locations very quickly happen, even if the manipulated variables are very small Are compared to process noise.
- the most accurate possible cross-shrink cross-section it is preferred to have the most accurate possible cross-shrink cross-section to be able to calculate after everyone Adjustment of an actuator 7 the cross-shrink cross-section determined with the aid of the computing unit 11, by comparing the predicted impact with the impact actually measured and the knowledge values based on the deviations be modified until there is a better one or best possible match between predicted and calculated impact.
- the calculated results x " n are determined taking into account many actuator adjustments.
- the device shown in Figure 1 only a measuring device 13. However, it is also possible within a manufacturing device respectively Paper machine several measuring points Direction of conveyance of the material web seen - one behind the other to arrange. It can then be the cross-shrink cross-section in several places within the machine can be calculated, so that conclusions can be derived from how the transverse shrinkage changed between different measuring points Has.
- Another application of the invention is the influence of a special treatment of the material web in a suitable after-treatment facility, for example sizing or rewetting a paper web, on the cross shrink on-line to observe. Then are out of the shrinkage change other process variables, for example glue pick-up of the paper, derivable. These process variables can then be used to determine further intervention be used.
- a special treatment of the material web in a suitable after-treatment facility for example sizing or rewetting a paper web
- influencing factors on shrinkage could be adjusted in the area of the wet part, the press, the dryer section.
- Other influencing factors are conceivable. What influencing factors are practically usable, will look after one longer use of the presented method for on-line Measurement of cross-shrink cross-section automatically point out.
- Figure 3 shows a paper making machine 31 with a headbox 33 that matches the headbox 5 according to FIG. 1 is comparable. Furthermore the papermaking machine 31 also has one sieve section 35 referred to as former, a press section 37 and a dryer section 39. This is adjustable with at least one zone Steam box 41 provided, with the help of that Cross profile of the material web 43, for example that Dryness cross profile can be influenced.
- the paper making machine 31 also has a computing unit 45 which corresponds to the one in FIG computing unit 11 shown is comparable.
- the headbox 33 is with the computing unit 45 connected via signal lines 47 and 49, via the on the one hand, for example, the actual position of various Actuators of the headbox 33 detected can be and which on the other hand serve Forward control signals to the actuators.
- the paper making machine 31 is also still provided with a measuring device 51 which the in Figure 1 corresponds to the measuring device 13 shown and the 53 measurement signals via a signal line the computing unit 45 delivers. This can be done with a Monitor 55 be provided on which both measuring and control signals can also be displayed.
- a cross profile of a material web can be influenced because the local Material web properties through a targeted Adjustment of various actuators, be it from Actuators in the headbox or in a steam blower box, can be influenced.
- the special important application of the invention be, namely on the basis weight cross profile control or on the hiring of a predetermined basis weight cross-section of a material web on a headbox.
- Figure 4 shows a two-layer headbox purely by way of example 33, together with a schematic shown line system for feeding various Fibrous suspensions.
- the headbox 33 comprises a nozzle 57 which is known in the art Way by two yourself across the width of the Papermaking machine 31 extending current guiding walls 57a and 57b is limited.
- the power supply walls 57a, 57b are known each Turbulence generator 59 with a medium stationary Partition 61 connected.
- the partition 61 is in turn by means of a joint 63 a slat 65 pivotally attached. Deviating the slat can also be rigidly attached to the partition 61 be attached.
- a first main stream which consists of a first Paper grade exists, passes through a cross distribution line 67 and branched off from one of them Row of sectional feed lines 69 to one of the two turbulence generators 59.
- Deviating from the illustration chosen in FIG. 4 can be in each of the sectional feed lines 69 an actuator designed as a volume flow controller be provided.
- Each of the feed lines 77 thus carries a controllable one sectional side stream to one Mixing point 81, where it with one of the sectional Main material flows is mixed.
- the method is suitable for prediction on the one hand about the place of impact of an actuator adjustment but also on the other hand about the course of the web properties near the place of impact, so about the form of impact.
- the predictions about the form of the impact i.e. across the width of the Impact at the point of impact and via the amplitude changes in web properties on Impact, are measured by comparison with Values gradually improved. In this way, an overlay of the Effect of an actuator adjustment with the effects neighboring actuator adjustments predicted become. It turns out that the Range of effects of adjusting an actuator is often so wide that it spans several Actuators extends.
- both a cross shrink cross profile a material web can be determined exactly as well the lateral run of the material web within the manufacturing machine.
- the cross shrink cross profile is an important quality parameter the generated web of interest, on the other hand, enables it also draws conclusions about the function of the Production machine.
Abstract
Description
Die Erfindung betrifft ein Verfahren und eine Einrichtung
zur Ermittlung der Auswirkung der Verstellung
von Stellgliedern gemäß der Oberbegriffe der
Ansprüche 1 und 20
(vgl. DE-A-4 238 037, US-A-5 400 247).The invention relates to a method and a device
to determine the effect of the adjustment
of actuators according to the preambles of
Bei der Herstellung von Materialbahnen, beispielsweise von Papier- oder Kartonbahnen, müssen das Querprofil der Materialbahneigenschaften und der Versatz der Materialbahn bestimmt werden, um zur Einstellung eines gewünschten Querprofils bestimmte Stellglieder verstellen zu können, die bei der Herstellung der Materialbahn eingesetzt werden, über die Bahnbreite verteilt angeordnet sind und die Materialbahneigenschaften beeinflussen.In the production of material webs, for example of paper or cardboard webs, must Cross section of the material web properties and the Offset of the web of material to be determined to Certain setting of a desired cross profile Actuators to be able to adjust the manufacturing the material web are used over the web width is distributed and the material web properties influence.
Es ist bekannt, Materialbahnabschnitte der Herstellungsmaschine zu entnehmen und im Labor zu untersuchen, um das Querprofil bestimmter Bahneigenschaften zu ermitteln. Dieses Verfahren ist sehr aufwendig und zeigt den Nachteil, daß unerwünschte Eigenschaften erst sehr spät festgestellt werden können. Eine Vermeidung dieser Eigenschaften kann erst sehr viel später erfolgen, so daß häufig große Teile von Materialbahnen Qualitätsmängel aufweisen oder als Ausschuß wieder aufgearbeitet werden müssen.It is known material web sections of the manufacturing machine to be taken and examined in the laboratory, around the cross section of certain web properties to investigate. This process is very complex and shows the disadvantage that undesirable properties can be determined very late. Avoiding these properties can be very difficult done much later, so often large portions of Material webs have quality defects or as Committee must be worked up again.
Es ist außerdem bekannt, zur Ermittlung eines Querschrumpf-Querprofils einer Papierbahn mit geeigneten Vorrichtungen Markierungen auf die Bahn aufzubringen und diese mit Hilfe geeigneter Einrichtungen, beispielsweise Sensoren, zu erfassen (DE 40 08 282 A1). Die Papiermaschine muß also so ausgelegt sein, daß sowohl die Markierungseinrichtung als auch die geeigneten Erfassungseinrichtungen eingebracht werden können. Häufig ist der dazu erforderliche Bauraum nicht vorhanden oder aus Raumgründen nicht bereitstellbar. Außerdem erhöhen sich die Kosten für eine derartige Papiermaschine. Das Verfahren zur Querschrumpfermittlung ist überdies sehr aufwendig, da zusätzliche Markierungsmittel eingesetzt werden müssen. Zudem ist eine Markierung unerwünscht, da sie die Papierqualität mindert.It is also known to determine a cross shrink cross profile a paper web with suitable Devices to apply markings on the web and this with the help of suitable facilities, For example sensors to detect (DE 40 08 282 A1). The paper machine must therefore be designed in this way be that both the marker and also introduced the appropriate detection devices can be. Often this is necessary Space is not available or for space reasons not available. In addition, the costs increase for such a paper machine. The procedure to determine cross shrinkage is also very expensive because additional markers are used Need to become. Marking is also undesirable, because it reduces paper quality.
Es ist schließlich bekannt, zur Ermittlung der örtlichen Zuordnung von Stellgliedpositionen zu Meßpositionen auf der Papierbahn sogenannte "Bump-Tests" durchzuführen. Es handelt sich dabei um Testverstellungen einzelner weit genug auseinanderliegender Stellglieder mit dem Ziel, anhand von Querprofilmessungen die Orte und die geometrische Form der Auswirkungen dieser Stellglieder auf Papiereigenschaften festzustellen. Derartige Testverstellungen werden dann automatisch zum Beispiel periodisch oder auf Bedienerwunsch ausgeführt, um ein geändertes Prozeßverhalten zu erkennen. Die Testverstellungen müssen so groß gewählt werden, daß sich das Ergebnis der Verstellung im Papier deutlich wiederfindet und sich nach geeigneter Meßwertfilterung aus dem Prozeßrauschen und Meßrauschen abhebt. Die Tests stören also den Produktionsprozeß. Während der Bump-Tests und ihrer Auswertung kann selbstverständlich nicht gleichzeitig mit Hilfe dieser Stellglieder auf den Prozeß eingewirkt werden, um zum Beispiel aktuelle Prozeßstörungen auszugleichen. Eine eventuelle Bahneigenschafts-Querprofilregelung muß während des Tests abgeschaltet werden. Die Genauigkeit mit der die Auswirkungsorte der verstellten Stellglieder bestimmt werden ist bestimmt durch die Anzahl von Querprofilmeßwerten die zur Verfügung stehen, beziehungsweise durch den Abstand einzelner Datenwerte. Dieser Abstand beträgt üblicherweise 1 cm bis 10 cm. In jedem Fall ist die erzielte Genauigkeit nicht ausreichend um aus den ermittelten Orten ein genaues Querschrumpf-Querprofil zu ermitteln, wie folgende Beispielrechnung zeigt:It is finally known to help identify the local area Assignment of actuator positions to measuring positions so-called "bump tests" on the paper web perform. These are test adjustments individual far enough apart Actuators with the aim, based on cross profile measurements the locations and the geometric shape of the Effects of these actuators on paper properties ascertain. Such test adjustments then automatically become periodic, for example or carried out at the operator's request to make a change Recognize process behavior. The test adjustments must be chosen so large that the Finds the result of the adjustment in the paper clearly and after suitable measurement filtering stands out from the process noise and measurement noise. The So tests disrupt the production process. While The bump tests and their evaluation can of course be done not at the same time with the help of this Actuators are acted on the process to for example to compensate for current process disturbances. A possible web property cross profile regulation must be switched off during the test. The accuracy with which the impact locations of the adjusted actuators are determined is determined by the number of transverse profile measurements are available, or by the distance individual data values. This distance is usually 1 cm to 10 cm. In any case, it is achieved accuracy is not sufficient to get out of determined locations an exact cross-shrink cross profile to determine as the following sample calculation shows:
Die Orte der Stellelemente sind über die Breite der Produktionsmaschine exakt bekannt. Zwei möglichst weit auseinanderliegende Stellglieder werden verstellt. Der Abstand xs dieser Stellglieder ist bekannt. Der Abstand der Profiländerungen xp kann gemessen werden.The locations of the control elements are exactly known across the width of the production machine. Two actuators that are as far apart as possible are adjusted. The distance x s of these actuators is known. The distance between the profile changes x p can be measured.
Der prozentuale Querschrumpf beträgt dann:
Bei einer Papierbahnbreite von beispielsweise 5000 mm, einem typischen Schrumpf von 5% = 250 mm und einem Meßdatenabstand von 25 mm ist so eine Gesamt-Schrumpfbestimmung genau genug möglich.With a paper web width of, for example 5000 mm, a typical shrinkage of 5% = 250 mm and a measurement data distance of 25 mm is a total shrinkage determination possible enough.
Die Meßaufgabe lautet jedoch, zum Beispiel die Frage zu klären, an welcher Stelle der Papierbahn der Schrumpf minimal ist, ob er symmetrisch ist, wie sich die Ränder der Papierbahn im Vergleich zur Mitte verhalten etc. Der Schrumpf muß also für möglichst kleine Bereiche auf der Papierbahn möglichst genau gemessen werden, um ein aussagefähiges Querschrumpf-Querprofil zu erhalten.The measuring task is, for example, the Clarify question at which point of the paper web the shrinkage is minimal, whether it is symmetrical, how the edges of the paper web compared to the Behave in the middle etc. The shrinkage must therefore be as possible small areas on the paper web if possible be measured precisely to create a meaningful cross-shrink cross profile to obtain.
Um beispielsweise in einem 500 mm breiten Bereich den Schrumpf auf 0,5% absolute Genauigkeit bestimmen zu können, ist eine Meßgenauigkeit im Papier von 500·0,005 mm = 2,5 mm erforderlich. Bei einem Meßdatenabstand von 25 mm ist das mit einfachen Bump-Tests bei weitem nicht möglich.For example, in a 500 mm wide area determine the shrinkage to 0.5% absolute accuracy To be able to do so is a measuring accuracy in paper 500 x 0.005 mm = 2.5 mm required. At a Measurement data distance of 25 mm is easy Bump testing is nowhere near possible.
Bei einem aus der DE-A-42 38 037 bekannten Verfahren zur Elimination von Restfehlern im Querprofil einer Materialbahn werden für möglichst viele Betriebszustände mittels statistischer Verfahren mathematische Modelle erstellt. Für einen während des Betriebs auftretenden jeweiligen Betriebszustand wird aus diesen mathematischen Modellen das am nächsten kommende ausgewählt. Anhand des ausgewählten Modells wird dann ein Korrekturvektor ermittelt und in den Produktionsprozeß eingebracht. Die die Auswahl eines geeigneten mathematischen Modells sowie die Ermittlung eines Korrekturvektors betreffenden Schritte werden bis zur gewünschten Anpassung wiederholt. Die während des Betriebs gemessenen Ergebnisse können zur Verbesserung der erstellten mathematischen Modelle herangezogen werden.In a method for elimination known from DE-A-42 38 037 of residual errors in the cross section of a material web are as possible many operating states using statistical methods, mathematical models created. For a particular operating state that occurs during operation this becomes the closest from these mathematical models upcoming selected. Based on the selected model, a is then Correction vector is determined and introduced into the production process. The the selection of a suitable mathematical model and the determination steps relating to a correction vector are carried out up to the desired step Repeat adjustment. The measured during operation Results can be used to improve the mathematical models created be used.
Bei einem aus der US-A-5 400 247 bekannten Verfahren zur Herstellung einer Papierbahn werden mehrere über die Bahnbreite verteilte Stellglieder über ein Steuersystem beaufschlagt, in dem die individuelle Prozeßauswirkung eines jeweiligen Stellglieds von den Prozeßauswirkungen der anderen Stellglieder getrennt oder entkoppelt ist, so daß eine Prozeßsteuerung über voneinander unabhängige Kanäle möglich ist. Dabei werden die Stellglieder auf der Basis eines theoretischen dynamischen Modells der Papiermaschine ohne Kopplungseffekt angesteuert. Über Sensoren gemessene Ausgangssignale werden mittels eines mathematischen Entkopplungsmodells in Form einer einstellbaren Entkopplungsmatrix ausgewertet. Die Ausgangswerte des theoretischen Modells der Papiermaschine ohne Kopplungseffekt werden mit den Ausgangswerten des einstellbaren Entkopplungsmodels verglichen. Die Entkopplungsmatrix wird dann im Sinne einer Angleichung dieser Werte kontinuierlich nachgestellt.In a method of manufacture known from US-A-5 400 247 A paper web becomes several actuators distributed over the web width via a control system in which the individual process impact of each actuator from the process impact of the others Actuators are separated or decoupled, so that a process control is possible via independent channels. The Actuators based on a theoretical dynamic model of the Paper machine controlled without coupling effect. Measured via sensors Output signals are generated using a mathematical decoupling model evaluated in the form of an adjustable decoupling matrix. The initial values of the theoretical model of the paper machine without Coupling effect with the output values of the adjustable Decoupling model compared. The decoupling matrix is then in the Continuously adjusted to align these values.
Es ist daher Aufgabe der Erfindung, ein Verfahren und eine Einrichtung zur Ermittlung der Auswirkung einer Verstellung von Stellgliedern zu schaffen, die die genannten Nachteile nicht aufweisen.It is therefore an object of the invention to provide a method and a device for determining the impact an adjustment of actuators to accomplish, that do not have the disadvantages mentioned.
Diese Aufgabe wird mit Hilfe eines Verfahrens gelöst,
das die in Anspruch 1 genannten Schritte umfaßt
und das regelungstechnisch im weiteren Sinne
als "Prozeßbeobachter" bezeichnet werden kann. Der
Ort an dem sich die Verstellung eines Stellgliedes
auswirkt, das bei der Herstellung der Materialbahn
eingesetzt wird, kann auf einfache Weise jederzeit
bestimmt werden, ohne daß es des Einsatzes besonderer
Markierungseinrichtungen oder zusätzlicher Sensoren
bedürfte, die diese Markierungen erfassen.
Die Produktion wird nicht durch Testverstellungen
und durch das Abschalten einer eventuell vorhandenen
Querprofilregelung gestört. Durch das iterative
Vorgehen und durch die gleichzeitige Berücksichtigung
vieler Stellgliedverstellungen und zugehöriger
Profilmessungen ist eine wesentlich genauere
örtliche Zuordnung der Stellgliedpositionen
zu Positionen auf der Materialbahn möglich, so daß
eine aussagefähige Schrumpfkurve ermittelt werden
kann.This task is solved with the help of a procedure
comprising the steps mentioned in
Die rechnerische Bestimmung der Auswirkung erfolgt unter Heranziehung von Erkenntniswerten über das Verhalten der Materialbahneigenschaften. Die rechnerische Bestimmung der Auswirkung wird verglichen mit tatsächlich -vor und nach einer Stellgliedverstellung- gewonnenen Meßwerten eines Bahneigenschafts-Querprofils, um die Erkenntniswerte so abzustimmen, daß die Rechenergebnisse möglichst genau mit den gemessenen Ergebnissen über die Auswirkung übereinstimmen.The calculation of the impact is made using cognitive values about the Behavior of the material web properties. The arithmetic Determination of the impact is compared with actually before and after an actuator adjustment Measured values obtained from a web property cross profile, in order to coordinate the knowledge values that the calculation results are as accurate as possible with the measured results on the impact to match.
In dem eine Vorhersage über den Auswirkungsort der Stellgliedverstellung getroffen wird, ist das Verfahren relativ einfach durchführbar und optimierbar. In which a prediction of the place of impact the actuator adjustment is the procedure relatively easy to implement and optimize.
Alternativ oder zusätzlich kann eine Vorhersage über die Form der Auswirkung getroffen werden, beispielsweise über die Weite der Auswirkung am Auswirkungsort oder die Amplitude der Änderung der Materialbahneigenschaften am Auswirkungsort. Auch dieses Verfahren ist relativ einfach durchführbar und führt dazu, daß die Vorhersage über den Auswirkungsort sehr gut optimierbar ist.Alternatively or in addition a prediction about the Form of impact will be taken, for example about the extent of the impact at the impact location or the amplitude of the change in web properties at the place of impact. This procedure too is relatively easy to carry out and leads to make the prediction about the place of impact is very easy to optimize.
Besonders bevorzugt wird ein Verfahren, bei dem solche Stellglieder berücksichtigt werden, die ohnehin zur Herstellung der Materialbahn verwendet und zur Einstellung des Querprofils der Materialbahneigenschaften benötigt werden. Ein derartiges Verfahren zeichnet sich dadurch aus, daß es keiner zusätzlicher Einrichtungen beziehungsweise Stellglieder bedarf, die den Bauraum der Einrichtung zur Herstellung der Materialbahn vergrößern, die Konstruktions- und Produktionskosten erhöhen und gegebenenfalls auch zusätzlichen Wartungsbedarf erfordern. Außerdem wird die laufende Herstellung der Materialbahn nicht durch eine Stellgliedverstellung gestört, die ausschließlich Meßzwecken dient. Die laufende Produktion bleibt also unbeeinträchtigt.A method is particularly preferred in which such actuators are taken into account that anyway used to manufacture the material web and for setting the cross profile of the material web properties are needed. Such a thing The process is characterized in that there is none additional devices or actuators needs that the installation space of the facility Enlarge the production of the material web, the construction and increase production costs and if necessary also require additional maintenance. In addition, the ongoing production of the Material web not through an actuator adjustment disturbed, which is used only for measuring purposes. The ongoing production therefore remains unaffected.
Besonders bevorzugt wird ein Verfahren, bei dem die Stellglieder nur so viel verstellt werden, wie während der Produktion zur Korrektur der Prozeß-Störungen durch eine selbsttätige Querprofilregelung erforderlich ist. Größere Verstellungen würden die Produktion stören und die Papierqualität mindern. A method in which the Actuators are only adjusted as much as during the production to correct the process disturbances through an automatic cross profile control is required. Larger adjustments would Disrupt production and reduce paper quality.
Bevorzugt wird ein Verfahren, bei dem die Vorhersagen schrittweise in der Art abgewandelt werden, daß zunächst eine möglichst allgemeine Aussage über das Verhalten der Materialbahneigenschaften getroffen wird, die sich insbesondere dadurch auszeichnet, daß sie auch bei einem schlechten "Rausch zu Nutz-Signal Verhältnis" noch mit guter Genauigkeit schnell getroffen werden kann.A method is preferred in which the predictions be gradually modified in such a way that First a general statement about the Behavior of the material web properties met which is particularly characterized by that even with a bad "noise to useful signal Ratio "still with good accuracy can be hit quickly.
Eine einfache Aussage könnte zum Beispiel sein: Die Ränder der Papierbahn sind um einen gewissen Betrag verschoben gegenüber der Position die sie in der Maschine an der Meßstelle haben sollten, wenn es keinen Schrumpf und kein seitliches Verlaufen gäbe. Die beiden Beträge der Verschiebung sind zu bestimmen.A simple statement could be, for example: The The edges of the paper web are a certain amount shifted from the position they are in Machine should have at the measuring point if there is there would be no shrinkage and no lateral running. The two amounts of the shift are to be determined.
Eine erste Verfeinerung dieser Aussage wäre beispielsweise: Der Querschrumpf ist an den Rändern stärker als in der Mitte und das sich ergebende Querschrumpf-Querprofil hat eine schüsselförmige Kontur, deren Amplitude zu bestimmen ist.A first refinement of this statement would be, for example: The cross shrink is on the edges stronger than in the middle and the resulting Cross shrink cross profile has a bowl-shaped Contour whose amplitude is to be determined.
Es zeigt sich also, daß mit diesem Verfahren Hilfseinrichtungen zur Messung der Position der Randabschnittseinrichtungen und der Papierränder entfallen können.It can be seen, therefore, that with this method auxiliary devices for measuring the position of the edge section devices and the paper edges are eliminated can.
Weiterhin wird ein Verfahren bevorzugt, bei dem die Vorhersage über die Materialbahneigenschaften eine möglichst genaue Bestimmung des Querschrumpfverhaltens umfaßt. Furthermore, a method is preferred in which the Prediction of web properties determination of the transverse shrinkage behavior as accurate as possible includes.
Besonders bevorzugt wird schließlich ein Verfahren, bei dem eine Mittelung der Ergebnisse bei der Bestimmung des Querschrumpf-Querprofils für eine Anzahl von Vorhersagen und/oder für eine Anzahl von Stellglied-Verstellungen durchgeführt wird. Eine derartige Mittelung führt dazu, daß der Fehler bei der rechnerischen Bestimmung der Auswirkung auf ein Minimum reduziert wird.Finally, a method is particularly preferred, in which an averaging of the results in the determination the cross shrink cross profile for a number of predictions and / or for a number of Actuator adjustments is carried out. A such averaging causes the error to occur the mathematical determination of the impact on a Minimum is reduced.
Weitere Ausführungsformen des Verfahrens ergeben sich aus den übrigen Unteransprüchen.Further embodiments of the method result from the other subclaims.
Die oben genannte Aufgabe wird auch durch eine Einrichtung gelöst, die die in Anspruch 20 genannten Merkmale umfaßt. Dadurch, daß die Recheneinheit Vorhersagen beziehungsweise Erkenntniswerte über das Verhalten der Materialbahneigenschaften bei der Verstellung eines Stellglieds verarbeitet und anhand dieser Erkenntniswerte und mittels einer Zuordnungsregel die Auswirkung rechnerisch bestimmt, ist es jederzeit möglich, den Ort, der der Veränderung eines Stellglieds zuzuordnen ist, on-line vorherzusagen und ein exaktes Querprofil einer Materialbahneigenschaft zu ermitteln und/oder einen seitlichen Versatz der Bahn zu bestimmen.The above task is also accomplished by a facility solved that mentioned in claim 20 Features includes. The fact that the computing unit Predictions or knowledge values about the behavior of the web properties at Adjustment of an actuator processed and based of these knowledge values and by means of an assignment rule calculates the impact, it is possible at any time, the place of change an actuator can be assigned to predict online and an exact cross profile of a material web property to determine and / or a lateral To determine the offset of the path.
Die Erfindung wird im folgenden anhand der Zeichnung näher erläutert. Es zeigen:
Figur 1- ein schematisches Blockschaltbild einer Einrichtung zur Ermittlung der Auswirkung von Stellgliedverstellungen;
Figur 2- Diagramme zur Erläuterung des Verfahrens zur Ermittlung eines Querprofils;
Figur 3- einen schematischen Aufbau einer Papierherstellungsmaschine und
- Figur 4
- einen Zweischichten-Stoffauflauf zur Erzeugung einer Faserstoff-Bahn mit einem schematisch dargestellten Leitungssystem.
- Figure 1
- a schematic block diagram of a device for determining the effect of actuator adjustments;
- Figure 2
- Diagrams for explaining the method for determining a cross profile;
- Figure 3
- a schematic structure of a paper manufacturing machine and
- Figure 4
- a two-layer headbox for producing a fibrous web with a schematically illustrated line system.
Bei einer Materialbahn können verschiedene Materialbahneigenschaften erfaßt werden, beispielsweise das Flächengewicht, die Feuchte, der Querschrumpf, die Faserlage, die Rauhigkeit, die Festigkeit, die Elastizität, die Opazität, die Glätte, der Füllstoffgehalt, die Dicke, die Formation. Als Querprofil werden die über die Breite der Bahn erfaßten Meßwerte bezeichnet.In the case of a material web, different material web properties can be used be detected, for example the weight per unit area, the moisture, the transverse shrinkage, the fiber layer, the roughness, the strength, the Elasticity, opacity, smoothness, filler content, the thickness, the formation. As a cross section are recorded across the width of the web Called measured values.
Unterstellt wird, daß zur Herstellung einer Materialbahn über einen Stoffauflauf eine Wasser-Faserstoff-Suspension, die gegebenenfalls auch Füllstoffe umfaßt, in eine Siebpartie (Former) eingebracht wird und daß die dort gebildete Faserstoff-Bahn -beispielsweise Papier-Bahn- über eine Pressenpartie Trockenpartie zugeführt wird. Der Stoffauflauf kann so ausgebildet sein, daß Stellglieder zur Beeinflussung der Materialeigenschaften vorgesehen sind. Beispielsweise kann der Wasser-Faserstoff-Suspension ein sogenannter Neben-Stoffstrom zugeleitet werden, der beispielsweise aus Verdünnungswasser oder aus einer zweiten Papierstoffsorte, jedoch mit anderer, vorzugsweise geringerer Stoffdichte besteht. Die Querverteilung im Stoffauflauf wird durch mehrere sektionale Zuführleitungen eingestellt, die jeweils ein als Stellglied bezeichnetes Steuerventil aufweisen. An der Zusammenführung der Wasser-Faserstoff-Suspension mit dem Neben-Stoffstrom können wiederum als Stellglieder bezeichnete Mischventile vorgesehen sein. Stellglieder der hier angesprochenen Art können auch an anderen Stellen der Papiermaschine, beispielsweise in einem Dampfblaskasten in der Pressen- oder Trockenpartie oder aber in einer Nachbehandlungseinrichtung, zum Beispiel in einer Streichmaschine, vorgesehen sein.It is assumed that for the production of a material web a water-pulp suspension via a headbox, which may also include fillers comprises, introduced into a wire section (former) and that the fibrous web formed there -for example paper-web- over a press section Dryer section is fed. The headbox can be designed so that actuators intended to influence the material properties are. For example, the water-fiber suspension a so-called secondary material flow are supplied, for example from dilution water or from a second type of paper stock, but with a different, preferably less Consists of consistency. The transverse distribution in Headbox is through multiple sectional feed lines set, each one as an actuator have designated control valve. At the Merging of the water-fiber suspension with the secondary material flow can in turn be used as actuators designated mixing valves may be provided. Actuators of the type mentioned here can also in other places on the paper machine, for example in a steam box in the press or dryer section or in an aftertreatment facility, for example in one Coating machine can be provided.
In Figur 1 ist eine Einrichtung 1 zur Ermittlung
der Auswirkung von Stellgliedverstellungen dargestellt,
die hier zusätzlich zur Ermittlung eines
Querschrumpf-Querprofils und zur Erfassung des
seitlichen Bahnverlaufnes dient. Die Materialbahn 3
wird von links nach rechts durch die Darstellung in
Figur 1 geleitet, was durch einen Pfeil angedeutet
ist. Links in Figur 1 ist gestrichelt ein Stoffauflauf
5 eingezeichnet, der zahlreiche quer über die
Materialbahn 3 verteilte Stellglieder 7 aufweist,
von denen hier lediglich eines dargestellt ist. Die
anderen liegen außerhalb der Darstellungsebene von
Figur 1. Die Stellglieder 7 sind über eine Steuerleitung
9 mit einer Recheneinheit 11 verbunden. In
einem Abstand zum Stoffauflauf 5 ist an einer beliebigen
Stelle der Vorrichtung zur Herstellung der
Materialbahn 3 eine Meßeinrichtung 13 zur Ermittlung
von Bahneigenschafts-Querprofilen. Diese kann
beispielsweise am Ende einer Papierherstellungsmaschine
jenseits der Trockenpartie angeordnet sein.
Es ist jedoch auch möglich, mehrere derartige Meßeinrichtungen
innerhalb der Papierherstellungsmaschine
vorzusehen.In Figure 1 is a
Die Meßeinrichtung 13 ist über eine Meßleitung 15
mit der Recheneinheit 11 verbunden. Über eine Eingabeleitung
17 können zusätzliche -unten noch eingehender
abgehandelte- Informationen über das Querprofil
der Materialbahn 3 in die Recheneinheit 11
eingegeben werden. Auf einer Ausgabeleitung 19 werden
die Rechenergebnisse der Recheneinheit 11 ausgegeben.The measuring
In Figur 1 ist ein schematisches Balkendiagramm 21
eingezeichnet, an Hand dessen angedeutet werden
soll, daß die verschiedenen quer über die der Materialbahn
3 verteilten Stellglieder 7 unterschiedliche
Einstellungen aufweisen.1 shows a schematic bar diagram 21
are drawn, indicated on the basis of this
supposed to be the different across that of the
Neben der Meßeinrichtung 13 ist schematisch ein
Diagramm 23 wiedergegeben, das ein von der Meßeinrichtung
erfaßtes Meßsignal wiedergibt. Entsprechend
der verschiedenen Einstellungen der Stellglieder
7 und weiterer Prozeßparameter ergeben sich
unterschiedliche Meßsignale über die Bahnbreite.
Durch die gezackte Linie wird angedeutet, daß das
Meßsignal stark von Meßrauschen und Prozeßstörungen
überlagert ist. In addition to the measuring
Anhand von Figur 2 soll der Zusammenhang zwischen
der Einstellung verschiedener Stellglieder 7 und
dem Meßsignal im Diagramm 23 näher erläutert werden.The relationship between
the setting of
Dazu sind in Figur 2 mehrere Diagramme übereinander
dargestellt. In dem obersten Diagramm 1 ist der Abstand
x eines Stellglieds 7 zu einer beispielsweise
außerhalb der Papierbahn liegenden, entlang der Papierherstellungsmaschine
verlaufenden, gedachten
Bezugslinie 25 angedeutet, die hier gestrichelt
eingezeichnet ist. In dem darunterliegenden, zweiten
Diagramm von oben ist eine Anzahl von durch
Kreuze angedeuteten Stellgliedern dargestellt. Ein
Stellglied 7/1 befindet sich beispielsweise in einem
Abstand x1 zu dieser Bezugslinie 25 und hat
hier eine "positive" Einstellung mit einer entsprechenden
"Breitenwirkung". Ein weiteres Stellglied
7/2 hat einen Abstand x2 zu der Bezugslinie 25. Es
wird hier rein beispielhaft von einer "negativen"
Einstellung mit einer entsprechenden "Breitenwirkung"
dieses Stellglieds ausgegangen. Mit "Breitenwirkung"
wird hier die Weite der Auswirkung der
Stellgliedverstellung am Auswirkungsort bezeichnet.For this purpose, several diagrams are shown one above the other in FIG. In the uppermost diagram 1, the distance x of an
Unterhalb des zweiten Diagramms, in dem die einzelnen
Stellglieder durch Kreuze gekennzeichnet sind,
ist die erwartete Reaktion im Querprofil der Materialbahn
3 beziehungsweise die vorausgesagte Auswirkung
in dem als Kurve a gekennzeichneten dritten
Diagramm wiedergegeben. Aufgrund der "positiven"
Einstellungen des Stellglieds 7/1 könnte sich im
Querprofil, je nachdem, welche Bahneigenschaft das
Stellglied beeinflußt, eine örtlich erhöhte Feuchtigkeit
oder eine örtlich größere Materialstärke
einstellen, die zu einem örtlich erhöhten auch als
basis weight bezeichneten Flächengewicht führt.
Entsprechend würde sich aufgrund der "negativen"
Einstellung des Stellglieds 7/2 eine reduzierte
Feuchtigkeit beziehungsweise verminderte Materialstärke
an einem Ort einstellen, der diesem zweiten
Stellglied zugeordnet ist. In der Kurve a wird im
Rahmen einer ersten auf Erkenntniswerten beruhenden
Vorhersage beziehungsweise ersten Hypothese davon
ausgegangen, daß die der Einstellung der Stellglieder
7/1 und 7/2 entsprechenden Orte x'1 und x'2 beziehungsweise
Positionen der Antworten beziehungsweise
Auswirkungen in der Materialbahn beziehungsweise
Papierbahn exakt den Stellgliedpositionen x1
und x2 entsprechen. Die erwarteten Antwort-Positionen
beziehungsweise Auswirkungsorte liegen also im
Abstand x'1 beziehungsweise x'2 von der Bezugslinie
25. Dies ist hier durch Pfeile angedeutet.Below the second diagram, in which the individual actuators are marked by crosses, the expected reaction in the transverse profile of the
Durch eine Änderung der Stellglieder 7/1 und 7/2,
die sich gemäß dem ersten Diagramm an den Positionen
x1 und x2 befinden, ergibt sich eine Änderung
des von der in Figur 1 dargestellten Meßeinrichtung
13 erfaßten Querprofils, das in der Kurve b wiedergegeben
ist, und das in Figur 1 im Diagramm 23 dargestellt
wurde. Auch in Figur 2 ist angedeutet, daß
das dem Querprofil entsprechende Meßsignal durch
Meßrauschen und Prozeßstörungen überlagert ist.
Eine örtliche Erhöhung des Querprofils, die auf
eine Verstellung des Stellglieds 7/1 zurückzuführen
ist, ist erkennbar, ebenso eine örtliche Erniedrigung
des Querprofils, die auf einer Änderung des
Stellglieds 7/2 beruht. Es wird jedoch deutlich,
daß zum Beispiel infolge einer beim Trocknen der
Bahn erfolgten Querschrumpfung oder eines seitlichen
Verlaufens der Bahn die Reaktion im Querprofil
gegenüber der Bezugslinie 25 -einmal nach rechts
und einmal nach links- verschoben ist. Die Verlagerung
der Reaktion ist hier durch ▵x1 und ▵x2 angedeutet.A change in the
Es zeigt sich, daß die in der Kurve a wiedergegebene
Vorhersage, daß die Reaktion im Querprofil,
also der Auswirkungsort exakt den Stellgliedpositionen
entspricht, nicht genau zutrifft. Es werden
daher mehrere auf abgewandelten Erkenntniswerten
beruhende weitere Vorhersage bezüglich der erwarteten
Auswirkung im Querprofil getroffen. Die beste
Vorhersage ist in der Kurve c wiedergegeben. Es
zeigt sich, daß die Antwort des Stellglieds 7/1 näherungsweise
an der Stelle x"1 erfolgt und daß die
Antwort auf eine Verstellung des Stellglieds 7/2
näherungsweise an dem Ort x"2 erfolgt. Die zugrundeliegenden
Erkenntniswerte wurden so optimiert,
daß die Übereinstimmung zwischen dem Meßsignal in
der Kurve b und dem aufgrund der Vorhersage berechneten
Ort gemäß der Kurve c optimal ist. Zusätzliche
Erkenntniswerte beziehungsweise Erkenntniswerte
die zur ersten Vorhersage a führten, können dem
Rechner 11, beispielsweise über die in Figur 1 eingezeichnete
Leitung 15, eingegeben werden. Der
Rechner kann die Erkenntniswerte jedoch auch vollständig
automatisch generieren und daraus Voraussagen
bezüglich der Auswirkungen berechnen. Für die
anfänglichen Erkenntniswerte sowie für die Regeln
zur Abstimmung der Erkenntniswerte sind a priori
Kenntnisse verwendbar beziehungsweise in den Rechner
eingebbar.It turns out that the prediction shown in curve a that the reaction in the transverse profile, that is to say the place of impact exactly corresponds to the actuator positions, does not exactly apply. There are therefore made several further predictions based on modified knowledge values with regard to the expected effect in the cross profile. The best prediction is shown in curve c. It can be seen that the response of the
Es ist möglich, daß die Erkenntniswerte über die Orte der Auswirkung von Stellgliedverstellung zunächst nur auf folgenden einfachen Aussagen basieren:
- Es gibt ein seitliches Verlaufen der Bahn, dessen Amplitude zu bestimmen ist.
- Es gibt einen Querschrumpf der Bahn während des Fertigungsprozesses, der zunächst an allen Orten der Bahn als gleich groß (prozentual) angenommen wird, und dessen Größe zu bestimmen ist.
- There is a lateral run of the path, the amplitude of which has to be determined.
- There is a transverse shrinkage of the web during the manufacturing process, which is initially assumed to be the same size (percentage) at all locations on the web, and the size of which has to be determined.
Die Erkenntniswerte können in einem fortgeschrittenem Verfahrensschritt schrittweise verfeinert werden beispielsweise durch Aussagen:
- Der Querschrumpf ist an den Rändern stärker als in der Mitte und das sich ergebende Querschrumpf-Querprofil hat eine schüsselförmige Kontur, deren Amplitude zu bestimmen ist.
- Der Querschrumpf tritt auf der einen Maschinenhälfte stärker auf als auf der anderen. Die Größe des Unsymmetriefaktors ist zu bestimmen.
- The cross-shrink is stronger at the edges than in the middle and the resulting cross-shrink cross-section has a bowl-shaped contour, the amplitude of which has to be determined.
- Cross shrinkage occurs more strongly on one half of the machine than on the other. The size of the asymmetry factor must be determined.
Aus Figur 2 wird also das Grundprinzip des hier angesprochenen
Verfahrens zur Ermittlung eines Querschrumpf-Querprofils
deutlich. Zunächst wird also
bei einer Verstellung eines Stellglieds, hier des
Stellglieds 7/1 beziehungsweise 7/2, an Hand einer
ersten Vorhersage die erwartete Reaktion im Querprofil
berechnet (siehe Kurve a). In der Kurve a
wird beispielsweise die Vorhersage getroffen, daß
die Position der Antworten im Querprofil exakt an
den Orten erfolgt, die auch den Stellgliedpositionen
entspricht. Es zeigt sich, daß hier eine Abweichung
zwischen dem berechneten Wert der Kurve a und
dem tatsächlichen Meßwert der Kurve b gegeben ist,
die durch das Querschrumpfen oder seitliche Verlaufen
der Bahn hervorgerufen wird.The basic principle of that addressed here is therefore from FIG
Procedure for determining a cross-shrink cross profile
clear. So first of all
when adjusting an actuator, here the
Es werden daher die Erkenntniswerte beziehungsweise
die Vorhersage abgewandelt und die erwartete Reaktion
neu berechnet. Die unter Heranziehung der besten
Vorhersage getroffene Berechnung ist in der
Kurve c wiedergegeben. Die hier vorliegende Vorhersage
geht davon aus, daß die Antwort der Verstellung
des Stellglieds 7/1 an der Stelle x"1 erfolgt
und daß die Antwort von dem Stellglied 7/2 an dem
Ort x"2 erfolgt. Dabei wird von folgender Beziehung
ausgegangen: x" = x' + ▵ x. Es zeigt sich, daß bei
der hier gewählten Vorhersage c die Abweichung zwischen
dem in Kurve b gezeigten Meßsignal und dem
berechneten Signal der Kurve c sehr gering ist.The knowledge values or the prediction are therefore modified and the expected reaction is recalculated. The calculation made using the best prediction is shown in curve c. The present prediction assumes that the response to the adjustment of the
Ein Weg, um zu der dieser Vorhersage entsprechenden Kurve c zu gelangen, wäre es, viele Hypothesen über die Orte x"1 und x"2, die sich nur geringfügig unterscheiden, zu prüfen und die Hypothese mit der besten Übereinstimmung zu dem in Kurve b dargestellten Meßsignal auszuwählen.One way to get to curve c corresponding to this prediction would be to test many hypotheses about locations x " 1 and x" 2 that differ only slightly and to find the hypothesis that best matches the curve b select the measurement signal shown.
Eine Verfeinerung der Vorgehensweise besteht darin, a priori Kenntnisse zum Beispiel über das Schrumpfverhalten und das Bahnverlaufen in die Berechnung der Hypothesen einfließen zu lassen. Dadurch kann die Anzahl der zu untersuchenden Hypothesen deutlich reduziert werden.The procedure is refined by a priori knowledge of shrinking behavior, for example and the course of the path in the calculation to incorporate the hypotheses. This can the number of hypotheses to be examined clearly be reduced.
Aus dem zu Figur 2 Gesagtem ergibt sich folgendes:
Wenn man an der Stelle x"1 eine Abweichung beispielsweise
des örtlichen Flächengewichts von einem
geforderten Maß feststellt, so muß man die aus der
Abweichung resultierende Stellgröße demjenigen
Stellglied 7 zuführen, das sich im Abstand x1 = x"1
-Δx1 von der Bezugslinie 25 befindet. Es ist also
auf einfache Weise möglich, eine lokale Materialbahneigenschaft
einem Stellglied zuzuordnen und damit
ein Querschrumpf oder auch ein seitliches Verlaufen
der Bahn zu berücksichtigen.The following results from what has been said for FIG. 2: If a deviation, for example, of the local basis weight from a required dimension, is found at point x " 1 , then the manipulated variable resulting from the deviation must be supplied to the
Es ist offensichtlich, daß sich das beschriebene Verfahren auch zu einer on-line Bestimmung eines seitlichen Verlaufens der Papierbahn eignet.It is obvious that this is described Procedure for an online determination of a lateral course of the paper web is suitable.
Als besonders geeignetes Berechnungsverfahren zur rechnerischen Bestimmung des Grades der Übereinstimmung der Kurven b und c hat sich das Verfahren der Korrelationsrechnung erwiesen. Ein anderes Maß wäre die mittlere quadratische Abweichung der beiden Kurven. As a particularly suitable calculation method for arithmetical determination of the degree of agreement the curve b and c has the procedure the correlation calculation. Another measure would be the mean square deviation of the two Curves.
Vorzugsweise werden bei dem hier beschriebenen Verfahren lediglich solche Stellglieder berücksichtigt, die zur üblichen laufenden Einstellung des Querprofils benötigt werden. Somit kann es sich hier beispielsweise um Stellglieder handeln, die den Stoffauflauf beeinflussen. Es kann also als Stellglied ein Steuerventil oder ein Mischventil in den Zufuhrleitungen des Stoffauflaufs verwendet werden. Denkbar ist aber auch, daß als Stellglieder Einrichtungen verwendet werden, die beispielsweise die Heizleistung der Trockenpartie zonenweise über die Bahnbreite unterschiedlich beeinflussen können. Das hier beschriebene Verfahren beziehungsweise die Einrichtung zur Ermittlung der Auswirkung einer Stellgliedverstellung sind in allen Fällen auf gleiche Weise einsetzbar. Nach dem hier Gesagten können also auch Stellglieder verwendet werden, die das Flächengewicht, die Feuchte, die Dichte oder eine andere Eigenschaft der Material- beziehungsweise Papierbahn beeinflussen.Preferably in the method described here only such actuators are taken into account to the usual ongoing setting of the Cross profile are required. So it can here, for example, are actuators that affect the headbox. So it can be as Actuator a control valve or a mixing valve in the headbox supply lines become. But it is also conceivable that as actuators Facilities are used, for example the heating capacity of the dryer section in zones can influence the web width differently. The procedure described here or Establishment for determining the impact of a Actuator adjustment is in all cases can be used in the same way. According to what has been said here can therefore also be used actuators that the weight per unit area, the moisture, the density or another property of material respectively Affect paper web.
Bei der Wahl der Vorhersagen beziehungsweise Hypothesen zur Bestimmung der verschiedenen Kurven in Figur 2 wird vorzugsweise schrittweise vorgegangen. Zunächst wird eine Vorhersage getroffen, bei der einerseits nur wenige Größen zu bestimmen sind und andererseits sehr viele Stellwerte und Profilmeßwerte zur Verfügung stehen. Dies gilt beispielsweise für eine Vorhersage über den Gesamt-Querschrumpf der Papierbahn und den -quer zur Papierbahn gemessenen- Ort im Querprofil, an dem sich die Veränderung eines Stellglieds zeigt. Bei der Berücksichtigung einer derartigen Vorhersage kann eine zuverlässige Bestimmung der Orte sehr schnell geschehen, auch wenn die Stellgrößen sehr klein im Vergleich zum Prozeßrauschen sind.When choosing the predictions or hypotheses to determine the different curves in Figure 2 is preferably carried out step by step. First, a prediction is made where on the one hand only a few sizes can be determined and on the other hand, a lot of manipulated values and profile measurements be available. This applies, for example for a prediction of the total transverse shrinkage the paper web and the cross to the paper web measured- place in the cross profile where shows the change in an actuator. In the Such prediction can be taken into account a reliable determination of the locations very quickly happen, even if the manipulated variables are very small Are compared to process noise.
Bei einer weiteren Vorhersage kann eine etwas genauere Bestimmung des Schrumpfverhaltens getroffen werden. Beispiel: Angenommen es stehen bei einer Produktionsmaschine 50 Querprofilstellglieder 150 gemessenen Querprofildatenwerten gegenüber. Bei jedem Eingriff einer Querprofilregelung werden normalerweise alle Stellglieder um einen kleinen Betrag verstellt, um die Prozeßstörungen auszugleichen. Nach der Verstellung und nach dem Vergleich der Querprofile vor und nach der Verstellung stehen also 150 + 50 Informationen zur Verfügung, die ausgewertet werden können. Soll zum Beispiel nur eine Aussage über den Gesamtschrumpf und über den Betrag des seitlichen Verlaufens der Bahn eine Aussage gemacht werden, sind nur zwei Informationen beziehungsweise zwei Zahlenwerte aus den zur Verfügung stehenden 200 Informationen zu ermitteln. Das ist auch bei einem sehr großen Prozeß- und Meßrauschen noch gut möglich. Je mehr Aussagen getroffen werden müssen, zum Beispiel zusätzlich über die Weite der Prozeßantwort auf eine Stellgliedverstellung, desto ungünstiger wird das "Rausch zu Nutz-Signal Verhältnis", so daß auch die Informationen beziehungsweise Zahlenwerte die ermittelt werden mit einem Fehler behaftet sind.A further prediction can be a little more accurate Determination of the shrinkage behavior made become. Example: Assume that there is a Production machine 50 cross-section actuators 150 measured cross-profile data values. With everyone Intervention of a cross profile control are usually all actuators by a small amount adjusted to compensate for the process disturbances. After the adjustment and after comparing the Stand cross profiles before and after the adjustment So 150 + 50 information is available to be evaluated can be. For example, only one Statement about the total shrinkage and the amount made a statement about the lateral course of the web are only two pieces of information respectively two numerical values from the available standing 200 information to determine. This is even with a very large process and measurement noise still possible. The more statements are made must, for example, additionally over the width of the Process response to an actuator adjustment, the more the "noise to useful signal ratio" becomes less favorable, so that the information too Numerical values that are determined with a Errors.
Vorzugsweise wird, um ein möglichst genaues Querschrumpf-Querprofil
berechnen zu können, nach jeder
Verstellung eines Stellglieds 7 das Querschrumpf-Querprofil
mit Hilfe der Recheneinheit 11 ermittelt,
indem ein Vergleich der vorhergesagten Auswirkung
mit der tatsächlich gemessenen Auswirkung
erfolgt und anhand der Abweichungen die Erkenntniswerte
abgewandelt werden, bis sich eine bessere
oder möglichst gute Übereinstimmung zwischen vorhergesagter
und berechneter Auswirkung ergibt.It is preferred to have the most accurate possible cross-shrink cross-section
to be able to calculate after everyone
Adjustment of an
Um die Genauigkeit des Verfahrens zusätzlich zu erhöhen sind spezielle Verfahren zur Aufbereitung der Querprofilmessungen vor und nach der Verstellung denkbar. Gängige Verfahren wären zum Beispiel der Einsatz von Filteralgorithmen um den Rauschanteil zu reduzieren. Wenn eine Aussage über den zeitlichen Verlauf des Rauschens oder statistischer Kenngrößen getroffen werden kann, zum Beispiel unter Verwendung gemessener Größen, die das Rauschen verursachen, oder die nebenbei entstehen, ist es möglich, das gemessene Querprofil nachträglich teilweise vom bekannten Teil des Rauschens wieder zu befreien, oder die Filter optimal darauf abzustimmen.To further increase the accuracy of the process are special processes for the preparation of the Cross-section measurements before and after the adjustment conceivable. Common procedures would be, for example Use of filter algorithms around the noise component to reduce. If a statement about the temporal Course of the noise or statistical parameters can be taken, for example under Using measured quantities that cause the noise or which arise on the side, it is possible the measured cross profile subsequently partially from the known part of the noise again free, or to adjust the filter optimally.
Aussichtsreich sind auch örtliche Transformationen und Gewichtungen der gemessenen Profile mit dem Ziel, diejenigen Anteile im gemessenen Profil zu dämpfen, die für die Ermittlung der Auswirkung der Stellglieder wenig gewinnbringend sind.Local transformations are also promising and weights of the measured profiles with the Aim to add those proportions in the measured profile dampen that for determining the impact of Actuators are not very profitable.
Um die auf Meßrauschen und Prozeßstörungen beruhenden Fehler auf ein Minimum reduzieren zu können, werden die berechneten Ergebnisse x"n, wie sie beispielsweise in den Kurven a und c in Figur 2 dargestellt sind, unter Berücksichtigung vieler Stellgliedverstellungen ermittelt. Dadurch, daß eine Anzahl von Vorhersagen und auch eine Vielzahl von Stellgliedverstellungen berücksichtigt werden, ist es möglich, die Meßfehler weitestgehend zu eliminieren, auch wenn die Amplitude der Stellgliedverstellungen sehr klein ist.In order to be able to reduce the errors based on measurement noise and process disturbances to a minimum, the calculated results x " n , as shown, for example, in curves a and c in FIG. 2, are determined taking into account many actuator adjustments. The fact that a number of Predictions and a large number of actuator adjustments are taken into account, it is possible to largely eliminate the measurement errors, even if the amplitude of the actuator adjustments is very small.
Im Sinne der vorgeschlagenen Abstufung ist es sinnvoll nur jeweils so viele zeitlich aufeinanderfolgende Stellvorgänge zu benützen, wie nötig sind um für die gewünschte Aussage eine ausreichende Genauigkeit zu erzielen.It makes sense in the sense of the proposed gradation only as many consecutive in time To use positioning operations as necessary to sufficient accuracy for the desired statement to achieve.
Beispielsweise sind für die Ermittlung des Gesamtschrumpfes nur wenige oder gar keine Mittelungen erforderlich. Der Gesamtschrumpf wird also innerhalb weniger Verstellungen aller Stellglieder sehr genau ermittelt. Eine feinere Auflösung des Querschrumpf-Querprofils benötigt entsprechend mehr Informationen aus mehr Verstellungen. Die Ermittlung dauert also entsprechend länger.For example, for the determination of the total shrinkage little or no averaging required. So the total shrinkage is within very few adjustments of all actuators determined exactly. A finer resolution of the cross-shrink cross profile accordingly needs more information from more pretenses. The investigation accordingly takes longer.
Anstelle von Mittelungen, wie sie hier vorgeschlagen wurden, können natürlich auch komplexere Filter- oder Schätzalgorithmen eingesetzt werden.Instead of averaging, as suggested here of course, more complex filter or estimation algorithms can be used.
Die in Figur 1 dargestellte Einrichtung weist nur
eine Meßeinrichtung 13 auf. Es ist jedoch auch möglich,
innerhalb einer Herstellungsvorrichtung beziehungsweise
Papiermaschine mehrere Meßstellen -in
Förderrichtung der Materialbahn gesehen- hintereinanderliegend
anzuordnen. Es kann dann das Querschrumpf-Querprofil
an mehreren Stellen innerhalb
der Maschine berechnet werden, so daß sich Rückschlüsse
darauf ableiten lassen, wie sich der Querschrumpf
zwischen verschiedenen Meßstellen verändert
hat.The device shown in Figure 1 only
a measuring
Eine weitere Anwendung der Erfindung besteht darin, den Einfluß einer speziellen Behandlung der Materialbahn in einer geeigneten Nachbehandlungseinrichtung, beispielsweise die Leimung oder Nachbefeuchtung einer Papierbahn, auf den Querschrumpf on-line zu beobachten. Aus der Schrumpfänderung sind dann weitere Prozeßgrößen, beispielsweise die Leimaufnahme des Papiers, ableitbar. Diese Prozeßgrößen können dann für die Bestimmung weiterer Stelleingriffe herangezogen werden.Another application of the invention is the influence of a special treatment of the material web in a suitable after-treatment facility, for example sizing or rewetting a paper web, on the cross shrink on-line to observe. Then are out of the shrinkage change other process variables, for example glue pick-up of the paper, derivable. These process variables can then be used to determine further intervention be used.
Aus der Beschreibung der Figuren 1 und 2 ist ohne weiteres ersichtlich, daß sich durch das Verfahren zur Ermittlung eines Querschrumpf-Querprofils einer Materialbahneigenschaft bei der Herstellung einer Faserstoffbahn aus einer Wasser-Faserstoff-Suspension große Vorteile ergeben: Es ist ohne weiteres möglich, an verschiedenen Punkten einer Papierherstellungsmaschine über die Breite einer Materialbahn verschiedene Eigenschaften zu erfassen und gezielt bestimmte Stellglieder der Papierherstellungsmaschine anzusprechen, um die Materialbahneigenschaften gezielt zu beeinflussen. Auf diese Weise können Querprofile für das Flächengewicht, die Feuchte, des Querschrumpfs und/oder der Dicke der Bahn genau eingestellt und beeinflusst werden, beispielsweise kann sogar das Querschrumpf-Querprofil durch örtliches Befeuchten der Bahn gezielt verändert werden.From the description of Figures 1 and 2 is without further apparent that the procedure to determine a cross-shrink cross profile Material web property in the manufacture of a Fiber web from a water-fiber suspension great advantages result: It is straightforward possible at various points on a paper making machine across the width of a web of material capture and target different properties certain actuators of the paper making machine to address the web properties to influence specifically. To this Cross sections for the basis weight, the moisture, the transverse shrinkage and / or the thickness the path is precisely adjusted and influenced, for example, even the cross-shrink cross profile targeted by moistening the web locally to be changed.
Andere Einflußgrößen auf den Schrumpf, die gezielt verstellt werden könnten sind beispielsweise Produktions-Prozeßparameter im Bereich des Naßteils, der Presse, der Trockenpartie. Exemplarisch seien hier genannt: örtliche Temperaturverteilung der Papierbahn während des Trocknungsprozesses, das Feuchtequerprofil innerhalb des Trocknungsprozesses oder direkt nach der Presse, die Faserorientierung, örtlich unterschiedlich starke Behinderung des Schrumpfvorganges durch geeignete unterschiedlich starke Fixierung der Bahn in Bahn-Querrichtung. Weitere Einflußgrößen sind denkbar. Welche Einflußgrößen praktisch nutzbar sind, wird sich nach einem längeren Einsatz der vorgestellten Methode zur on-line Messung des Querschrumpf-Querprofils automatisch herausstellen.Other influencing factors on shrinkage that are targeted Production process parameters, for example, could be adjusted in the area of the wet part, the press, the dryer section. Be exemplary called here: local temperature distribution of the paper web during the drying process that Moisture cross profile within the drying process or right after the press, the fiber orientation, locally varying degrees of disability Shrinking process by suitable different strong fixation of the web in the web transverse direction. Other influencing factors are conceivable. What influencing factors are practically usable, will look after one longer use of the presented method for on-line Measurement of cross-shrink cross-section automatically point out.
In modernen Papierherstellungsmaschinen sind die Stellglieder, insbesondere die Steuerventile zum Einstellen des spezifischen Flächengewichts in großer Anzahl in sehr geringem Abstand zueinander vorgesehen. Es ist daher überaus wichtig, genau vorhersagen zu können, welches Stellglied zur Beeinflussung einer lokalen Materialbahneigenschaft angesprochen werden muß. Gerade dies ist mit dem hier beschriebenen Verfahren und der im einzelnen dargestellten Einrichtung ohne weiteres möglich. In modern papermaking machines they are Actuators, especially the control valves for Setting the specific basis weight in large number at a very short distance from each other intended. It is therefore extremely important, exactly to be able to predict which actuator to influence a local web property must be addressed. This is exactly what with the The procedures described here and the details shown facility possible without further notice.
Anwendungsmöglichkeiten der Erfindung werden im folgenden anhand der Figuren 3 und 4 näher erläutert.Applications of the invention are in following explained with reference to Figures 3 and 4.
Figur 3 zeigt eine Papierherstellungsmaschine 31
mit einem Stoffauflauf 33, der mit dem Stoffauflauf
5 gemäß Figur 1 vergleichbar ist. Darüber hinaus
weist die Papierherstellungsmaschine 31 eine auch
als Former bezeichnete Siebpartie 35, eine Pressenpartie
37 sowie eine Trockenpartie 39 auf. Diese
ist mit mindestens einem zonenweise regulierbaren
Dampfblaskasten 41 versehen, mit dessen Hilfe das
Querprofil der Materialbahn 43, beispielsweise das
Trockengehalts-Querprofil beeinflußbar ist.Figure 3 shows a
Die Papierherstellungsmaschine 31 weist außerdem
eine Recheneinheit 45 auf, die mit der in Figur 1
dargestellten Recheneinheit 11 vergleichbar ist.
Der Stoffauflauf 33 ist mit der Recheneinheit 45
über Signalleitungen 47 und 49 verbunden, über die
einerseits beispielsweise die Ist-Stellung verschiedener
Stellglieder des Stoffauflaufs 33 erfaßt
werden können und die andererseits dazu dienen,
Steuersignale an die Stellglieder weiterzuleiten.The
Die Papierherstellungsmaschine 31 ist außerdem noch
mit einer Meßeinrichtung 51 versehen, die der in
Figur 1 dargestellten Meßeinrichtung 13 entspricht
und die über eine Signalleitung 53 Meßsignale an
die Recheneinheit 45 abgibt. Diese kann mit einem
Monitor 55 versehen sein, auf dem sowohl Meß- als
auch Steuersignale darstellbar sind. The
Aus Figur 3 wird deutlich, daß mit Hilfe der Meßeinrichtung
51 Querprofile der Materialbahn 43 erfaßt
werden können. Ein besonders wichtiges Anwendungsfeld
der Erfindung ist die sogenannte Flächengewichts-Querprofilregelung,
mit deren Hilfe eine
möglichst gleichmäßige flächenbezogene Masseverteilung
der Materialbahn eingestellt werden soll. Wenn
also mit Hilfe der Meßeinrichtung 51 Abweichungen
im gewünschten Flächengewicht der Materialbahn,
also Abweichungen im Flächengewichts-Querprofil,
festgestellt werden, können über die Recheneinheit
45 bestimmte Stellglieder des Stoffauflaufs 33 so
angesteuert werden, daß sich die gewünschte Dicke
der Materialbahn beziehungsweise das gewünschte
Flächengewicht einstellt. Es ist also eine örtliche
Beeinflussung der Fasermenge möglich, die über den
Stoffauflauf 33 abgegeben wird.From Figure 3 it is clear that with the help of the measuring
Ebenso ist es mit Hilfe der Recheneinheit 45 möglich,
den Dampfblaskasten 41 so anzusteuern, daß
einzelne Zonen der Materialbahn 43 mehr oder weniger
erwärmt werden. Auf diese Weise läßt sich ein
bestimmtes Feuchtigkeits-Querprofil der Materialbahn
43 einstellen und damit letztlich auch das
Querschrumpf-Querprofil gezielt beeinflussen.It is also possible with the aid of the
Es wird nach allem deutlich, daß mit Hilfe der hier beschriebenen Erfindung ein Querprofil einer Materialbahn gezielt beeinflußbar ist, weil die örtlichen Materialbahneigenschaften durch eine gezielte Verstellung verschiedener Stellglieder, sei es von Stellgliedern im Stoffauflauf oder in einem Dampfblaskasten, beeinflußbar sind. It becomes clear after all that with the help of here described invention a cross profile of a material web can be influenced because the local Material web properties through a targeted Adjustment of various actuators, be it from Actuators in the headbox or in a steam blower box, can be influenced.
Anhand von Figur 4 soll noch einmal auf die besonders wichtige Anwendung der Erfindung eingegangen werden, nämlich auf die Flächengewichts-Querprofilregelung beziehungsweise auf die Einstellung eines vorbestimmten Flächengewichts-Querprofils einer Materialbahn an einem Stoffauflauf.With the help of FIG. 4, the special important application of the invention be, namely on the basis weight cross profile control or on the hiring of a predetermined basis weight cross-section of a material web on a headbox.
Figur 4 zeigt rein beispielhaft einen Zweischichten-Stoffauflauf 33, zusammen mit einem schematisch dargestellten Leitungssystem zum Zuführen von verschiedenen Faserstoff-Suspensionen.Figure 4 shows a two-layer headbox purely by way of example 33, together with a schematic shown line system for feeding various Fibrous suspensions.
Der Stoffauflauf 33 umfaßt eine Düse 57, die in bekannter
Weise durch zwei sich über die Breite der
Papierherstellungsmaschine 31 erstreckende Stromführungswände
57a und 57b begrenzt wird. Die Stromführungswände
57a, 57b sind über je einen bekannten
Turbulenzgenerator 59 mit einer mittleren stationären
Trennwand 61 verbunden. Am auslaufseitigen Ende
der Trennwand 61 ist wiederum mittels eines Gelenks
63 eine Lamelle 65 schwenkbar befestigt. Abweichend
hiervon kann die Lamelle auch starr an der Trennwand
61 befestigt sein.The
Ein erster Hauptstoffstrom, der aus einer ersten
Papierstoffsorte besteht, gelangt über eine Quer-Verteilleitung
67 und über eine davon abgezweigte
Reihe von sektionalen Zuführleitungen 69 zu einem
der beiden Turbulenzgeneratoren 59.A first main stream, which consists of a first
Paper grade exists, passes through a
Abweichend von der in Figur 4 gewählten Darstellung
kann in jeder der sektionalen Zuführleitungen 69
ein als Volumenstromregler ausgebildetes Stellglied
vorgesehen werden.Deviating from the illustration chosen in FIG. 4
can be in each of the
Ein zweiter Hauptstoffstrom, bestehend aus einer
anderen Papierstoffsorte, gelangt über eine Quer-Verteilleitung
71 und über eine davon abgezweigte
Reihe von sektionalen Zuführleitungen 73 zu dem anderen
Turbulenzgenerator. Damit, falls erforderlich,
daß Flächengewichts-Querprofil der herzustellenden
Papier- beziehungsweise Materialbahn korrigiert
werden kann, ist eine dritte Quer-Verteilleitung
75 vorgesehen, über die ein sogenannter Neben-Stoffstrom
zugeführt wird. Dieser besteht zum Beispiel
aus Verdünnungswasser oder aus einer zweiten
Papierstoffsorte, jedoch mit anderer, vorzugsweise
geringerer Stoffdichte. Von der Quer-Verteilleitung
75 sind mehrere sektionale Zuführleitungen 77 mit
je einem als Steuerventil 79 ausgebildeten Stellglied
abgezweigt.A second main stream consisting of one
other paper stock, comes through a
Jede der Zuführleitungen 77 führt somit einen steuerbaren
sektionalen Neben-Stoffstrom zu einer
Mischstelle 81, wo er mit einem der sektionalen
Hauptstoffströme vermischt wird.Each of the
Im Falle eines Dreischicht-Stoffauflaufes wird man
das Leitungssystem 71 bis 77 mit dem Steuerventil
79 und den Mischstellen 81 vorzugsweise der mittleren
Schicht zuordnen.In the case of a three-layer headbox you will
the
Abweichend von der Darstellung in Figur 4 könnte
zusätzlich noch folgendes vorgesehen werden: Weitere
Zuführleitungen für einzeln steuerbare sektionale
Neben-Stoffströme könnten in die sektionale
Zuführleitungen 69 für den ersten Hauptstoffstrom
einmünden.Deviating from the illustration in Figure 4 could
In addition, the following are also provided: Others
Feed lines for individually controllable sectional
Secondary material flows could be in the
Bereits aus der in Figur 4 darstellten Prinzipskizze wird deutlich, daß die Stellglieder in relativ geringem Abstand zueinander angeordnet sein können. Während bei herkömmlichen Typen eines Stoffauflaufs, deren Blendenverstellung insbesondere mit Stellspindeln vorgenommen wird, der Einfluß der Verstellung einer Stellspindel auf das Flächengewichts-Querprofil mehr als den vierfachen Stellgliedabstand entspricht, wirkt sich die Verstellung eines den Neben-Stoffstrom beeinflussenden Stellglieds auf das Flächengewichts-Querprofil etwa im Bereich des zweieinhalbfachen Stellgliedabstandes aus.Already from the schematic diagram shown in Figure 4 it becomes clear that the actuators in be arranged relatively close to each other can. While with conventional types of headbox, their aperture adjustment in particular is made with adjusting spindles, the influence of Adjustment of an adjusting spindle to the basis weight cross section more than four times the actuator distance corresponds, the adjustment affects of an actuator influencing the secondary material flow on the basis weight cross section in about Range of two and a half times the actuator distance out.
Mit Hilfe der Erfindung ist es möglich, trotz des geringen Abstands der Stellglieder, bei einer örtlichen Abweichung des Querprofils der Materialbahn, genau das Stellglied anzusprechen, mit dessen Hilfe sich das gewünschte Querprofil einstellen läßt. Dabei kann aufgrund der relativ hohen Dichte der Stellglieder eine wesentlich verbesserte Papierqualität erreicht werden.With the help of the invention it is possible, despite the short distance of the actuators, at a local Deviation of the cross section of the material web, to address exactly the actuator with its help the desired cross profile can be set. there due to the relatively high density of the Actuators a significantly improved paper quality can be achieved.
Aus der Beschreibung ergibt sich insgesamt, daß das Verfahren zur Ermittlung der Auswirkung einer Stellgliedverstellung einfach durchführbar ist, und daß dabei der Prozeß zur Herstellung einer Materialbahn in keiner Weise gestört wird, insbesondere keine allein auf der Messung beruhenden Nachteile für die Bahneigenschaften eintreten. Es bedarf lediglich der Vorhersage der erwarteten Auswirkung anhand von Erkenntniswerten. Durch den Vergleich der theoretisch vorhergesagten Auswirkung mit gemessenen Bahneigenschafts-Querprofil-Werten kann eine Verbesserung der Erkenntniswerte vorgenommen werden, bis die Vorhersage mit dem gemessenen Werten weitgehend übereinstimmt.Overall, it follows from the description that the Procedure for determining the impact of a Actuator adjustment is easy to carry out, and that doing the process of making a web of material is not disturbed in any way, in particular no disadvantages based solely on the measurement stand up for the web properties. It only needs predicting the expected impact based on knowledge. By comparison the theoretically predicted impact with measured Railway Properties Cross Profile Values Can made an improvement in knowledge until the prediction with the measured values largely coincides.
Das Verfahren eignet sich zur Vorhersage einerseits über den Auswirkungsort einer Stellgliedverstellung aber auch andererseits über den Verlauf der Bahneigenschaften in der Nähe des Auswirkungsortes,also über die Form der Auswirkung. Die Vorhersagen über die Form der Auswirkung, also über die Weite der Auswirkung am Auswirkungsort und über die Amplitude der Änderungen der Materialbahneigenschaften am Auswirkungsort, werden durch Vergleich mit gemessenen Werten schrittweise immer weiter verbessert. Auf diese Weise kann auch eine Überlagerung der Auswirkung einer Stellgliedverstellung mit den Auswirkungen benachbarter Stellgliedverstellungen vorhergesagt werden. Es zeigt sich nämlich, daß die Weite der Auswirkung der Verstellung eines Stellgliedes oft so breit ist, daß sie sich über mehrere Stellglieder hinweg erstreckt.The method is suitable for prediction on the one hand about the place of impact of an actuator adjustment but also on the other hand about the course of the web properties near the place of impact, so about the form of impact. The predictions about the form of the impact, i.e. across the width of the Impact at the point of impact and via the amplitude changes in web properties on Impact, are measured by comparison with Values gradually improved. In this way, an overlay of the Effect of an actuator adjustment with the effects neighboring actuator adjustments predicted become. It turns out that the Range of effects of adjusting an actuator is often so wide that it spans several Actuators extends.
Mit Hilfe des Verfahrens zur Ermittlung der Auswirkung der Stellgliedverstellungen kann, nach dem Obengesagten, sowohl ein Querschrumpf-Querprofil einer Materialbahn exakt bestimmt werden als auch das seitliche Verlaufen der Materialbahn innerhalb der Herstellungsmaschine. Das Querschrumpf-Querprofil ist einerseits als wichtiger Qualitätsparameter der erzeugten Bahn von Interesse, andererseits ermöglicht es auch Rückschlüsse auf die Funktion der Produktionsmaschine.Using the procedure to determine the impact the actuator adjustments can, according to The above, both a cross shrink cross profile a material web can be determined exactly as well the lateral run of the material web within the manufacturing machine. The cross shrink cross profile is an important quality parameter the generated web of interest, on the other hand, enables it also draws conclusions about the function of the Production machine.
Es zeigt sich, daß die Auswirkung anhand von Erkenntniswerten zunächst ungefähr vorausgesagt werden kann und daß bei der Verstellung mehrerer Spindeln und bei der Ermittlung der Auswirkung der Verstellungen die Vorhersage über die Auswirkung so abgestimmt werden kann, daß sowohl ein Querschrumpf-Querprofil als auch ein seitliches Verlaufen der Bahn erfaßt können.It shows that the impact is based on knowledge be roughly predicted first can and that when adjusting several spindles and in determining the impact of the adjustments the prediction about the impact so can be coordinated that both a cross-shrink cross-section as well as a sideways run the web can be detected.
Insbesondere dadurch, daß nach jeder Verstellung eine Stellgliedes die Auswirkung vorherbestimmt und durch Messung geprüft wird, erhält man eine Fülle von Meßwerten, so daß die Erkenntniswerte optimal abgestimmt werden können. Die Vielzahl der Ermittlungen der Auswirkungen läßt sich am besten durch eine automatische Durchführung des Verfahrens realisieren, so daß schließlich auch eine on-line Bestimmung der Auswirkungen möglich ist.In particular, that after each adjustment an actuator pre-determines the impact and is checked by measurement, you get an abundance of measured values so that the knowledge values are optimal can be coordinated. The multitude of investigations the best way to understand the effects implement an automatic execution of the method, so that finally an online determination the impact is possible.
Aus dem Obengesagten werden die Ziele der beschriebenen Querschrumpfmessung deutlich: Erstens soll eine Querprofilregelung ermöglicht werden, mit deren Hilfe die Zuordnung der Stellgliedpositonen zu den Meßgliedpositonen gegeben ist, so daß die für die optimale Beeinflussung des Querprofils anzusprechenden Stellglieds geortet werden können. From the above, the goals of the described Cross shrinkage measurement clear: First, should a cross profile control are made possible with their Help assign the actuator positions to the measuring element positions is given, so that the for the optimal influencing of the cross profile to be addressed actuator can be located.
Außerdem soll eine technologische Prozeßbeurteilung möglich sein, beispielsweise in der Trockenpartie eine gleichmäßige Trocknung über die Bahnbreite oder in der Naßpartie eine gleichmäßige Faserorientierung und ein gleichmäßiges Längs- zu Quer-Reißfestigkeits-Verhältnis über die Bahnbreite oder dergleichen.In addition, a technological process assessment should be possible, for example in the dryer section uniform drying across the web width or even fiber orientation in the wet end and an even longitudinal to transverse tensile strength ratio over the web width or the like.
Bei der technologischen Prozeßbeurteilung ist die exakte Kurvenform des Querschrumpf-Querprofils bedeutsam. Bei der Realisierung einer Querprofilregelung muß der Fehler an jeder Stellgliedposition kleiner als der 0,5-fache Stellgliedabstand sein, damit eine Regelung möglich ist. Bei einem Fehler, der kleiner als der 0,2-fache Stellgliedabstand ist, kann eine sinnvolle Regelung realisiert werden.When it comes to technological process assessment, the exact curve shape of the cross-shrink cross-section is significant. When realizing a cross profile control the error must be at every actuator position be less than 0.5 times the actuator distance, so that regulation is possible. In the event of an error, less than 0.2 times the actuator distance a sensible regulation can be realized.
Claims (23)
- Process for determining the effect of an adjustment to final control elements (7) which are employed in the production of a material web (3), are arranged distributed over the web width and influence the properties of the material web, where, during the adjustment of at least one final control element (7), a prediction is made about the effect of the adjustment to the final control element, derived from empirical values relating to the behaviour of the web property transverse profile in the case of a change to final control elements (7), at least one web property transverse profile is measured before and after the adjustment to the final control elements (7), the prediction relating to the effect of the adjustments to the final control elements is compared with the measured effect and the existing empirical values are modified until the result is better agreement between predicted and measured effects, characterized in that a prediction is made about the effect locations of adjustments to final control elements and/or a prediction is made about the geometric shape of the effects.
- Process according to Claim 1, characterized in that a prediction is made about the geometric shape of the effects, and the width of the effect at the respective effect location is predicted.
- Process according to Claim 1 or 2, characterized in that a prediction is made about the geometric shape of the effects, and the amplitude of the change in the material web properties at the respective effect location is predicted.
- Process according to one of the preceding claims, characterized in that the transverse shrinkage transverse profile is determined from the effect locations.
- Process according to one of the preceding claims, characterized in that the lateral course of the material web (3) from the effect locations is determined.
- Process according to one of the preceding claims, characterized in that account is taken only of the adjustment to the final control elements (7) which are needed for the continuous setting of the web property transverse profiles.
- Process according to one of the preceding claims, characterized in that the adjustment to the final control elements (7) is selected only in the manner which is needed for the continuous setting of the web property transverse profiles.
- Process according to one of the preceding claims, characterized in that the final control elements (7) are adjusted by means of an automatic web property transverse profile control system.
- Process according to one of the preceding claims, characterized in that the process is carried out automatically by a control computer (11).
- Process according to one of the preceding claims, characterized in that the process is carried out online.
- Process according to one of the preceding claims, characterized in that account is taken of the adjustment to the final control elements (7) in order to influence grammage, moisture content and/or density of the material web (3).
- Process according to one of the preceding claims, characterized in that the empirical values relating to the behaviour of the material web properties are initially obtained on the basis of general, simple statements about the behaviour of the material web properties.
- Process according to one of the preceding claims, characterized in that the empirical values are modified step by step, first of all the most general, simple statement about the behaviour of the material web properties being made and subsequently a prediction being made which reproduces the actual transverse profile of the material web (3) as accurately as possible.
- Process according to one of the preceding claims, characterized in that following each adjustment to the final control elements (7), the process according to one of Claims 1 to 13 is carried out.
- Process according to one of the preceding claims, characterized in that averaging or filtering of the results is carried out when determining the effect for a number of predictions and/or for a number of chronologically successive adjustments to final control elements and/or for a number of individual transverse profile measurements.
- Process according to one of the preceding claims, characterized in that the degree of agreement of measurement and prediction is determined by computation, preferably by means of a correlation calculation or by evaluating the mean square deviation.
- Process according to one of the preceding claims, characterized in that the determined effects of adjustments to final control elements are taken into account during the production of a material web (3), such as in particular a paper or board web, from a water/fibrous material suspension, in which a number of final control elements (7) which are arranged distributed over the web width and influence at least one of the web properties (for example the specific grammage) are employed, and in which, by means of a measuring device (13), the transverse profile of the aforementioned web properties is measured and the measured values are used to obtain final control variables which act on the final control elements (7) in such a way that the desired web property transverse profile is established.
- Process according to Claim 17, characterized in that the determined transverse shrinkage transverse profile is the basis for online monitoring and influencing the transverse shrinkage transverse profile itself.
- Process according to Claim 17, characterized in that the transverse grammage profile is regulated by means of a sectionally adjustable quantity of fibrous material in a headbox (5).
- Device (1) for determining the effect of the adjustment to final control elements (7) which are employed in the production of a material web (3), are arranged distributed over the web width and influence the properties of the material web, in particular for carrying out a process according to one of Claims 1 to 18, having a measuring device (13) for registering the transverse profile of a material web property, having final control elements (7) for influencing the transverse profile of the material web property, and having a computing unit (11) for determining the effect of an adjustment to a final control element, characterized in that, in the computing unit (11), empirical values relating to the behaviour of the material web properties during adjustment of a final control element (7) are processed in order to make a prediction about the effect locations of adjustments to final control elements and/or to make a prediction about the geometric shape of the effects.
- Device according to Claim 20, characterized in that the computing unit (11) determines the effect online by using the empirical values.
- Device according to Claim 20, characterized in that a number of measuring devices (13) are provided one behind another in the running direction of the material web.
- Device according to one of the preceding claims, characterized in that the final control elements (7) are provided for the production of a material web (3) such as, in particular, a paper or board web.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19542448 | 1995-11-14 | ||
| DE19542448A DE19542448A1 (en) | 1995-11-14 | 1995-11-14 | Method and device for determining the effect of adjusting actuators |
| PCT/EP1996/004639 WO1997018349A1 (en) | 1995-11-14 | 1996-10-25 | Process and device for determining the effect of adjustement of final control elements |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0803011A1 EP0803011A1 (en) | 1997-10-29 |
| EP0803011B1 true EP0803011B1 (en) | 2001-04-25 |
Family
ID=7777440
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96937230A Revoked EP0803011B1 (en) | 1995-11-14 | 1996-10-25 | Process and device for determining the effect of adjustement of final control elements |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6207017B1 (en) |
| EP (1) | EP0803011B1 (en) |
| AT (1) | ATE200810T1 (en) |
| CA (1) | CA2210200A1 (en) |
| DE (2) | DE19542448A1 (en) |
| NO (1) | NO973248D0 (en) |
| WO (1) | WO1997018349A1 (en) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19733454A1 (en) * | 1997-08-02 | 1999-02-04 | Voith Sulzer Papiermasch Gmbh | Method and device for detecting and correcting a fiber orientation cross profile change |
| US6080278A (en) * | 1998-01-27 | 2000-06-27 | Honeywell-Measurex Corporation | Fast CD and MD control in a sheetmaking machine |
| DE19806402A1 (en) * | 1998-02-17 | 1999-08-19 | Voith Sulzer Papiertech Patent | Process for merging two suspension layers and thickening device |
| DE19843729A1 (en) | 1998-09-24 | 2000-03-30 | Voith Sulzer Papiertech Patent | Control of the lateral shrinkage profile of a running paper or cardboard web uses on-line mapping to set the composition of the fiber suspension flows by sections at the stock inlet across the machine width |
| DE19911395A1 (en) | 1999-03-15 | 2000-09-21 | Voith Sulzer Papiertech Patent | Device for determining properties of a running material web and / or a machine for its production and / or refinement |
| DE19911394A1 (en) * | 1999-03-15 | 2000-09-21 | Voith Sulzer Papiertech Patent | Method for operating a machine for the production and / or finishing of material webs |
| FI107964B (en) | 1999-12-31 | 2001-10-31 | Metso Paper Automation Oy | Method and apparatus for identifying paper machine actuator alignment |
| DE10011067A1 (en) * | 2000-03-07 | 2001-09-13 | Voith Paper Patent Gmbh | During paper web production a system measures and monitors the shrinkage and other characteristics with data to be used by customers to set their processes easily and with reduced wastage |
| DE10305606A1 (en) * | 2003-02-11 | 2004-08-19 | Voith Paper Patent Gmbh | Machine used in the manufacture of paper and cardboard comprises a drying arrangement consisting of a drying cylinder, a rolling unit lying in the running direction of the machine and a transfer belt for transferring a fibrous strip |
| DE102006003637A1 (en) * | 2006-01-26 | 2007-08-02 | Voith Patent Gmbh | Process for producing or treating a fibrous web |
| FI119441B (en) * | 2007-08-20 | 2008-11-14 | Runtech Systems Oy | Method for compensating deformation of a paper web |
| US8594828B2 (en) * | 2008-09-30 | 2013-11-26 | Rockwell Automation Technologies, Inc. | System and method for optimizing a paper manufacturing process |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3622448A (en) * | 1968-02-16 | 1971-11-23 | Industrial Nucleonics Corp | System and method of process control, particularly papermaking processes in response to fraction defective measurements |
| EP0307076B1 (en) * | 1987-07-17 | 1992-10-21 | Toray Industries, Inc. | Method for controlling the thickness of a sheet material |
| US5400247A (en) * | 1992-06-22 | 1995-03-21 | Measurex Corporation, Inc. | Adaptive cross-directional decoupling control systems |
| DE4238037A1 (en) * | 1992-11-11 | 1993-04-08 | Voith Gmbh J M | Paper web profile fault correction - uses mathematical model for current operation to eliminate residual faults on the lateral profile |
| DE4239270A1 (en) * | 1992-11-23 | 1994-05-26 | Siemens Ag | Process for actuator identification in the cross-profile control of a continuously generated material web |
| US5603806A (en) * | 1995-06-01 | 1997-02-18 | Valmet Corporation | Method and apparatus for lateral alignment of the cross-direction quality profile of a web in a paper machine |
| US5658432A (en) * | 1995-08-24 | 1997-08-19 | Measurex Devron Inc. | Apparatus and method of determining sheet shrinkage or expansion characteristics |
-
1995
- 1995-11-14 DE DE19542448A patent/DE19542448A1/en not_active Withdrawn
-
1996
- 1996-10-25 AT AT96937230T patent/ATE200810T1/en not_active IP Right Cessation
- 1996-10-25 US US08/860,833 patent/US6207017B1/en not_active Expired - Fee Related
- 1996-10-25 CA CA002210200A patent/CA2210200A1/en not_active Abandoned
- 1996-10-25 DE DE59606824T patent/DE59606824D1/en not_active Expired - Fee Related
- 1996-10-25 EP EP96937230A patent/EP0803011B1/en not_active Revoked
- 1996-10-25 WO PCT/EP1996/004639 patent/WO1997018349A1/en not_active Application Discontinuation
-
1997
- 1997-07-11 NO NO973248A patent/NO973248D0/en not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| ATE200810T1 (en) | 2001-05-15 |
| WO1997018349A1 (en) | 1997-05-22 |
| DE59606824D1 (en) | 2001-05-31 |
| CA2210200A1 (en) | 1997-05-22 |
| US6207017B1 (en) | 2001-03-27 |
| NO973248L (en) | 1997-07-11 |
| EP0803011A1 (en) | 1997-10-29 |
| DE19542448A1 (en) | 1997-05-15 |
| NO973248D0 (en) | 1997-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69936038T2 (en) | CONTROL OF THE WET PARTY OF A PAPER MACHINE | |
| DE19634997C2 (en) | Control device with a plurality of sensors | |
| EP0803011B1 (en) | Process and device for determining the effect of adjustement of final control elements | |
| DE69911187T2 (en) | METHOD FOR DETERMINING AN IRREVERSIBLE EXPANSION AND A DYNAMIC ELASTICITY MODULE | |
| EP0894895B1 (en) | Process and apparatus for detecting and correcting changes in the transvers fibre orientation profile | |
| DE19901211B4 (en) | Fast control or control of a basis weight for paper machines | |
| EP0898014B1 (en) | Process and apparatus for controlling or regulating the basis weight of a paper- or board web | |
| DE60025356T2 (en) | METHOD AND DEVICE FOR CONTROLLING A MOVING PAPER WEB | |
| DE10296378B4 (en) | Method and arrangement for controlling a short circulation in a paper machine or the like | |
| AT413111B (en) | METHOD AND ARRANGEMENT RELATED TO A PAPER MACHINE OR DEVICE FOR PROCESSING A PAPER WEB | |
| DE60309376T2 (en) | Method for regulating the quality of a paper web | |
| DE19913926A1 (en) | Manufacture and control of quality in band of paper, requires sensors at headbox discharge, and locations throughout plant, measurements being computer coordinated and used in control model | |
| EP1785526A2 (en) | Method for determining a strength characteristic of a fibrous web during manufacture thereof | |
| DE19736048A1 (en) | Device and method for controlling or regulating a web property profile | |
| EP1255103B1 (en) | Method and apparatus for calibrating density sensors | |
| DE102005062304A1 (en) | Method and plant for producing a fibrous web | |
| EP1780333B1 (en) | Method and machine for manufacturing a fibrous web | |
| DE60223491T2 (en) | Method and system for controlling the paper formation | |
| EP2418321B1 (en) | Method and device for regulating the moisture of a material web | |
| WO2000055421A1 (en) | Method for operating a machine for producing and/or improving material webs | |
| DE102006045786A1 (en) | Method and device for controlling at least one quality feature of a moving material web | |
| EP2276886A2 (en) | Device for online control and/or regulation of a fibre-orientation cross-section | |
| DE10358216A1 (en) | Method and device for controlling at least one process-relevant property during the production of a fibrous web | |
| DE102019103254A1 (en) | Regulated train slump | |
| EP3683355A1 (en) | Method and device for treating a sheet of fibrous material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FI FR GB IE IT LI NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19971124 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOITH SULZER PAPIERTECHNIK PATENT GMBH |
|
| 17Q | First examination report despatched |
Effective date: 19990927 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOITH PAPER PATENT GMBH |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FI FR GB IE IT LI NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20010425 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20010425 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20010425 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20010425 |
|
| REF | Corresponds to: |
Ref document number: 200810 Country of ref document: AT Date of ref document: 20010515 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59606824 Country of ref document: DE Date of ref document: 20010531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| ITF | It: translation for a ep patent filed |
Owner name: JACOBACCI & PERANI S.P.A. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20010726 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20010726 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20010425 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011031 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011031 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: METSO PAPER AUTOMATION OY Effective date: 20020125 |
|
| BERE | Be: lapsed |
Owner name: VOITH PAPER PATENT G.M.B.H. Effective date: 20011031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20021018 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20021021 Year of fee payment: 7 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20021029 Year of fee payment: 7 |
|
| RDAH | Patent revoked |
Free format text: ORIGINAL CODE: EPIDOS REVO |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 20030522 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: ECNC |