EP0770493A1 - Support and ink jet recording material containing the same - Google Patents
Support and ink jet recording material containing the same Download PDFInfo
- Publication number
- EP0770493A1 EP0770493A1 EP96117019A EP96117019A EP0770493A1 EP 0770493 A1 EP0770493 A1 EP 0770493A1 EP 96117019 A EP96117019 A EP 96117019A EP 96117019 A EP96117019 A EP 96117019A EP 0770493 A1 EP0770493 A1 EP 0770493A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- ink
- layer
- sheet
- jet recording
- ink jet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/52—Macromolecular coatings
- B41M5/5209—Coatings prepared by radiation-curing, e.g. using photopolymerisable compositions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/502—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording characterised by structural details, e.g. multilayer materials
- B41M5/506—Intermediate layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/502—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording characterised by structural details, e.g. multilayer materials
- B41M5/508—Supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/52—Macromolecular coatings
- B41M5/5218—Macromolecular coatings characterised by inorganic additives, e.g. pigments, clays
Definitions
- the present invention relates to a support useful for an ink jet recording material, having an enhanced gloss, resolution and image sharpness and clarity, and an ink jet recording material containing the support and capable of forming thereon ink images with excellent sharpness and clarity.
- the ink jet recording system refers to a system of recording ink images by jetting, imagewise, droplets of an ink through a printing jet nozzle using a suitable jetting means toward a recording material surface, and adhere-absorbing the jetted droplets on the surface of the recording material to form ink images.
- This recording system is advantageous in that the images can be recorded at a high speed with little noise and in multiple colors.
- the ink jet recording system is considered best, and a new ink jet recording material suitable for the multi-color, i.e. full color recording system is required.
- the conventional ink jet recording material includes non-coated and coated ink jet recording materials.
- the non-coated recording material is produced by coating or impregnating a paper substrate sheet made from a pulp with a small amount of a chemical for enhancing the absorption and fixing of the ink.
- the coated recording sheet comprises a paper substrate sheet and a ink-receiving layer formed on a surface of the paper substrate sheet and comprising an ink-absorbing pigment, for example, a silica or calcium carbonate pigment having an average particle size of about 1 to about 20 ⁇ m and a resinous binder, for example, polyvinyl alcohol, polyvinyl pyrrolidone or gelatin.
- an ink-absorbing pigment for example, a silica or calcium carbonate pigment having an average particle size of about 1 to about 20 ⁇ m
- a resinous binder for example, polyvinyl alcohol, polyvinyl pyrrolidone or gelatin.
- These conventional ink jet recording materials have a substrate formed from a paper sheet comprising pulp fibers, and thus the surface of the recording material has a fine roughness derived from the pulp fibers. Also, the paper-making process causes the resultant paper sheet surface to have an unevenness, and this surface unevenness is difficult to remove.
- the conventional coated ink jet recording material when an aqueous coating liquid containing the pigment and resinous binder is coated on the paper substrate sheet, water in the aqueous coating liquid diffuses into the paper substrate sheet, and causes the paper substrate sheet to be unevenly shrunk or roughened, and thus the resultant coated ink jet recording material surface exhibits an unsatisfactory gloss and smoothness. Even if a surface-smoothing treatment, for example, a calendaring treatment, is applied to the conventional coated ink jet recording material, it is very difficult to remove the above-mentioned uneven shrinkage and roughness completely. Accordingly, when colored images are printed, the conventional ink jet recording materials have had an insufficient gloss, and a low capability of forming ink images with high clarity and sharpness.
- Japanese Unexamined Patent Publication No. 7-25,133 discloses an ink jet recording material in which a resin-coated paper sheet or a polyester film having a center line mean roughness (Ra) of less than 0.4 ⁇ m is employed as the support sheet, and the ink-receiving layer contains 5 to 30 mg/m 2 of fine spherical polymer particles having a particle size of 5 to 15 ⁇ m.
- Japanese Examined Patent Publication No. 3-25,352 discloses an ink jet recording material having a high gloss and characterized in that on a support sheet such as a cast-coated paper sheet having a surface gloss of 80% or more or a plastic sheet having a Hunter whiteness of 80% or more, a coating containing a polyvinyl alcohol having a degree of saponification of 50 to 90 molar % and a cross-linking agent in an amount of 5 to 50% based on the weight of the polyvinyl alcohol, is formed.
- a support sheet such as a cast-coated paper sheet having a surface gloss of 80% or more or a plastic sheet having a Hunter whiteness of 80% or more
- a support sheet such as a cast-coated paper sheet having
- the plastic sheet having a specific whiteness does not always impart a high gloss and resolution to the resultant recording material.
- the plastic sheet is unsatisfactory, as a support sheet, in hand feeling, and thus when a resultant ink jet recording sheet having colored images printed thereon is held by hand to observe the colored images, the hand feeling is different from that of the usual paper sheets and the flexibility thereof is too high.
- Japanese Unexamined Patent Publication No. 2-276,670 discloses an ink jet recording material prepared by applying a corona treatment or a precoat treatment to a film sheet, and forming a coating layer containing a pseudo-boehmite on the film sheet to provide an ink-receiving layer.
- the pseudo-boehmite particles preferably have a radius of 40 to 100 angstroms and a total porosity of 0.1 to 0.4 ml/g.
- This ink jet recording material has the same problems as those mentioned above and is sometimes unsatisfactory in hand feeling.
- Japanese Unexamined Patent Publication No. 7-137,431 discloses an ink jet recording sheet comprising a support sheet consisting of a non-absorbent sheet with a Bekk smoothness of 1000 seconds or more and an ink-receiving layer formed from fine cationic inorganic particles with a particle size of less than 0.1 ⁇ m and a polyvinyl alcohol with a degree of saponification of 85 to 95 molar % and a degree of polymerization of 4000.
- a polyolefin resin-coated paper sheet which was mentioned as an example in the publication, is used as a support sheet, the resultant recording material does not have a satisfactory gloss and image-sharpness.
- the gloss may be enhanced by enhancing the smoothness of the support sheet surface, in other words, by increasing the bekk smoothness of the support sheet, the enhancement of the smoothness does not always result in an enhancement of the gloss, and sometimes the resultant gloss is insufficient.
- Japanese Unexamined Patent Publication No. 62-221,591 discloses a transparent substrate sheet having two ink jet receiving layers, namely a transparent cationic acrylic copolymer layer and an anionic acrylic copolymer layer, formed by an ultra-violet ray-curing technique.
- a transparent substrate sheet having two ink jet receiving layers, namely a transparent cationic acrylic copolymer layer and an anionic acrylic copolymer layer, formed by an ultra-violet ray-curing technique.
- the employment of the ultra-violet ray-curing technique per se could not enhance the smoothness, gloss and resolution of the surface.
- the ink jet recording materials for printing colored images are required to have the same colored image-forming property and hand feeling as those of usual silver salt photographic printing sheet.
- the conventional ink jet recording material does not fully satisfy the requirement.
- An object of the present invention is to provide a support sheet useful for an ink jet recording material, having an enhanced gloss, resolution and image sharpness and clarity, and an ink jet recording sheet including the support, and capable of forming thereon ink images with excellent sharpness and clarity.
- the support sheet of the present invention for an ink jet recording material, which comprises a substrate sheet and a resinous coating layer formed on a surface of the substrate Sheet and comprising, as a principal component, a radiation-curing product of at least one organic unsaturated compound which is curable by applying a radiation thereto.
- a resinous coating layer comprising, as a principal component, a radiation-curing product of at least one organic unsaturated compound curable by applying a radiation thereto, is formed on a surface of a substrate sheet to which an ink-receiving layer is to be formed.
- the substrate sheet usable for the support sheet of the present invention comprises, or consists essentially of, or consists of at least one member selected from, a paper sheet, a synthetic paper sheet, a plastic sheet, a woven or knitted fabric sheet, a nonwoven fabric sheet, a metal sheets or a laminated paper sheet on which a polyolefin resin is melt-coated on a paper sheet, preferably a paper sheet and a laminated paper sheet.
- the paper sheets can be produced from at least one wood pulp selected from, for example, a hard wood pulp, a soft wood pulp, and a mixed soft and hard wood pulp. Also, the paper sheet can be formed from at least one bleached pulp, for example, a bleached kraft pulp, a sulfite pulp and a soda pulp, which are usually employed for paper sheets.
- the pulp for the substrate sheet may contain a synthetic pulp and/or synthetic fibers.
- the pulp paper sheet usable for the substrate sheet optionally contains a conventional additive comprising at least one of dry paper-strengthening agents, for example, cationized starches, cationized polyacrylamides, and anionic polyacrylamides; sizing agents, for example, fatty acid salts, rosin, maleinic acid-modified rosins, cationized sizing agents and reactive sizing agents; fillers, for example, clay, talc and kaolin; wet paper-strengthening agents, for example, melamine-formaldehyde resins and epoxidized polyamide resins; fixing agents, for example, aluminum sulfate and cationized starches; pH-regulaters, for example, sodium hydroxide and sodium carbonate; electroconductive agents; and coloring materials.
- dry paper-strengthening agents for example, cationized starches, cationized polyacrylamides, and anionic polyacrylamides
- sizing agents for example,
- the pulp paper sheet usable for the substrate sheet of the support sheet of the present invention is optionally tub-sized or size-pressed with a treating liquid containing at least one member selected from water-soluble polymeric compounds, a sizing agent, inorganic electrolytic substances, moisture-absorbing materials, pigments, pH-regulators, polyvinyl alcohol and carboxyl-modified polyvinyl alcohols.
- the pulp paper sheet has a basis weight of, preferably, from 50 to 300 g/m 2 , and more preferably 100 to 200 g/m 2 . If the basis weight is too small, the resultant substrate sheet may have an insufficient stiffness and thus the resultant ink jet recording material may have too high a flexibility and an unsatisfactory hand feeling when the printed recording sheet is held by hand to observe the printed ink images thereon, and an unsatisfactory forwarding property through an ink jet printer when it is fed into the printer. If the basis weight is more than 300 g/m 2 , the resultant ink jet recording sheet may be too thick, and difficult in handling, and may have too high a stiffness and an insufficient forwarding property through the ink jet printer.
- the paper sheet for the substrate sheet is compressed by applying thereto a pressing or heat-pressing treatment using a machine calendar, heat calendar, soft calendar, or super calendar to improve the surface smoothness of the paper sheet.
- the paper sheet has a thickness within a range of from 20 to 300 ⁇ m and a bulk density within a range of from 0.7 to 1.2 g/cm 3 .
- a surface of the substrate sheet is coated with a resinous coating layer.
- the resinous coating layer may have a single layer structure or a multi layered structure, namely a two or more layered structure.
- an outermost layer is prefereably formed from a radiation-curing product of at least one organic unsaturated compound curable by applying thereto a radiation treatment.
- the radiation-curable organic unsaturated compounds usable for the present invention include the following groups of compounds.
- the radiation-curable organic unsaturated compounds are selected from, preferably, polyoxyethylene-epichlorohydrin-modified bisphenol A diacrylate, dicyclohexyl acrylate, epichlorohydrin-modified polyethyleneglycol diacrylate, 1,6-hexanediol diacrylate, hydroxypivalic acid ester-neopentylglycol diacrylate, nonylphenoxypolyethyleneglycol acrylate, ethyleneoxide-modified phenoxylatedphosphoric acid acrylate, ethyleneoxide-modified phthalic acid acrylate, polybutadiene acrylate, caprolactam-modified tetrahydrofurfuryl acrylate, tris (acryloxyethyl) isocyanurate, trimethylolpropane triacrylate, pentaerythritol triacrylate, dipentaerythritol hexacrylate, polyethyleneglycol diacrylate, 1,4-buta
- These unsaturated compounds may be employed alone or in a mixture of two or more thereof.
- the viscosity and the coating property of the coating liquid can be adjusted to desired levels by adding at least one radiation curable oligomer or monomer other than those mentioned above.
- the hardness or flexibility of the resinous coating layer can be adjusted by varying the mixing proportion of the other oligomer or monomer. Nevertheless, it should be noted that generally the lower the degree of curing, the higher the flexibility of the resultant resinous coating layer, and a lower degree of curing may result in an insufficient water-resistance and a low mechanical strength of the resultant resinous coating layer.
- the insufficient curing may cause the surface of the resultant resinous coating layer to be undesirably sticky and tacky.
- the coating liquid applied to a surface of the substrate sheet must be fully cured.
- a pigment is preferably contained to enhance the brightness and sharpness of the colored images.
- the pigment preferable for the above-mentioned purposes comprises at least one white pigment selected from anatase type titanium dioxide, rutile type titanium dioxide, barium sulfate, calcium carbonate, zinc oxide, silica, satin white, aluminum oxide, magnesium oxide, and magnesium hydroxide pigments.
- the anatase and rutile type titanum dioxide pigments are more preferably used due to an excellent whiteness and shielding property thereof. These pigments can be used alone or in a mixture of two or more thereof.
- the pigment is dispersed in the radiation curable compound by using a three roll mill, two roll mill, Cowles dissolver, homomixer, sand grinder, ball mill, paint conditioner or ultrasonic disperser.
- the content of the pigment is preferably 250 parts by weight or less, more preferably 180 parts by weight or less, per 100 parts by weight of the radiation curable organic unsaturated compound component.
- the higher the content of the white pigment the higher the whiteness of the coating layer and the resolution property and brightness of the images.
- the resultant coating liquid may exhibit a decreased film-forming property and the resultant radiation-cured coating layer may have a low resistance to cracking, an increased roughness and a reduced gloss.
- the resinous coating layer of the present invention optionally contains an additive, for example, a photo reaction initiater, photosensitizing agent, dispersing agent, colored pigment, dye and stabilizer.
- an additive for example, a photo reaction initiater, photosensitizing agent, dispersing agent, colored pigment, dye and stabilizer.
- the resinous coating layer can be formed by coating a coating liquid prepared from a radiation-curable organic unsaturated compound component optionally mixed with a pigment and optionally with an additive, on a surface of a substrate sheet and radiation curing the coating liquid layer on the substrate sheet.
- the radiation capable of curing the organic unsaturated compound may be an electron beam, ultra-violet rays, ⁇ -rays, ⁇ -rays, ⁇ -rays or X-rays which are ionizing radiations.
- an electron beam is preferably utilized for the present invention.
- the coating liquid contains a pigment and ultraviolet rays are used for the radiation curing of the coating liquid, the ultraviolet rays may not reach the inside of the resultant coating liquid layer and thus the coating liquid layer may be insufficiently cured. Also, when ultraviolet rays are irradiated to the coating liquid layer through a sheet or film, the coating liquid layer may be insufficiently cured.
- a photopolymerization initiater and/or a photosensitizing agent may be added to the coating liquid.
- the electron beam irradiation apparatus is not limited to specific apparatus and thus can be selected from a electrocurtain system and a scanning system.
- the electron beam curing procedure is preferably carried out under an acceleration voltage of 100 kV, or more, more preferably from 100 to 300 kV, at a radiation dose of 0.5 to 15 Mrad.
- the curing of the unsaturated compound may become insufficient, and the resultant resinous coating layer may have an unsatisfactory water resistance and exhibit an undesired tackiness.
- the resultant resinous coating layer may have too high a stiffness, the substrate sheet may be degradated and become brittle, or yellowed and exhibit a reduced whiteness.
- a surface of the coating liquid layer is brought into contact with a smooth casting surface of a casting member, and under this condition, a radiation is applied to the coating liquid layer to cure it.
- the resultant radiation cured resinous coating layer is separated from the casting member surface.
- the smooth surface of the casting member is transferred to the radiation-cured resinous coating layer, and thus the resultant coating layer has an enhanced gloss.
- the casting member can be selected from, for example, a metal plate, roll or drum having a mirror-finished surface, or a plastic film, for example, polyester film, with a smooth surface.
- a radiation-curable coating liquid is coated on a substrate sheet surface, the surface of the coating liquid layer is brought into contact with a casting surface of a casting plate, roll or drum and a radiation is applied to the coating liquid layer through the substrate sheet.
- a first radiation-curable coating liquid is coated on a surface of a radiation-transmissible polyester film, a radiation is applied to the first coating liquid layer to cure the first coating liquid layer and to form a first resinous coating layer, the second radiation curable coating liquid is further coated on the first cured resinous coating layer, a substrate sheet is superposed on the second coating liquid layer, the coating liquid layer is cured by applying a radiation thereto, so that a second cured resin coating layer is formed and simultaneously bound to the first cured resin coating layer to form a two layered resinous coating layer, and finally the polyester film is separated from the resultant composite sheet.
- the resultant composite sheet has an enhanced gloss.
- the casting surface preferably has a center line mean roughness (Ra) of 0.5 ⁇ m or less, more preferably 0.05 ⁇ m or less, determined in accordance with JIS B 0601.
- the radiation-curable coating liquid can be coated by a conventional coating method, for example, a wire bar coating method, a rod coating method, an air-knife coating method, a blade coating method, a gravure coating method, an extrusion coating method, a curtain coating method and a spray coating method.
- a conventional coating method for example, a wire bar coating method, a rod coating method, an air-knife coating method, a blade coating method, a gravure coating method, an extrusion coating method, a curtain coating method and a spray coating method.
- the resinous coating layer of the present invention may be a single layer structure or a multi-layer structure and all the layers may be formed by the radiation-curing method.
- the resultant support sheet has excellent surface smoothness and gloss. Therefore, when an ink-receiving layer is formed on the support sheet, the resultant ink jet recording material has an excellent gloss and resolution property and can form thereon ink images with high sharpness and resolution.
- the polyolefin resin usable for the undercoat is preferably selected from homopolymers of ethylene, ⁇ -olefins, for example, propylene, copolymers of two or more of the above-mentioned monomers, and mixtures of two or more of the homopolymers and copolymers mentioned above.
- the polyolefin resin to be coated on the base paper sheet comprises preferably a member selected from low density polyethylene resins, high density polyethylene resins, linear low density polyethylene resins, polypropylene resins and mixtures of two or more of the above-mentioned resins.
- the polyolefin resins are not limited to those having a specific molecular weight. However, the polyolefin resins having a molecular weight of 20,000 to 200,000 are preferably utilized for the present invention.
- the above-mentioned polyethylene resins can be selected from those commercially available having a density of 0.915 to 0.950 and a melt flow rate of 2 to 20 g/10 minutes measured at a temperature of 190°C under a load of 2160g, in accordance with JIS K 6760.
- the polyolefin resin is preferably mixed with a white pigment.
- the white pigment preferably contains at least one member selected from anatase type titanium dioxide, rutile type titanium dioxide, zinc oxide, talc, calcium carbonate, alumina, silia, synthetic zeolite pigments. These white pigments may be employed alone or in a mixture of two or more thereof, in view of the excellent whiteness and gloss, the anatase and rutile type titanium dioxide pigments are more preferably used for the present invention.
- the surface of the pigment particles may be treated with a surface-modifying agent, for example, a silane coupling agent, titanate coupling agent or aluminum coupling agent.
- a surface-modifying agent for example, a silane coupling agent, titanate coupling agent or aluminum coupling agent.
- the polyolefin resin optionally contains an additive comprising at least one member selected from colored pigments, dyes, fluorescent brightening agents, antioxidants, plasticizers and dispersing agents.
- the polyolefin resin undercoat layer can be formed on a base sheet surface by a melt-extrusion coating method.
- a polyolefin resin is melt-kneaded with a pigment and/or an additive, and the polyolefin resin melt is extruded into a film from through a die lip and coated on the base sheet surface.
- the melt-extrusion temperature is preferably controlled in a range from 250°C to 350°C.
- the melt layer is preferably brought into contact with a cooling roll having a mirror-finished peripheral surface plated with chromium, to enhance the gloss of the resultant polyolefin resin undercoat layer surface of the ink jet recording material.
- the polyolefin resin undercoat layer may contain a white pigment and/or an additive. Also, the polyolefin resin undercoat layer may have a single layer structure or a multi-layered structure.
- the resinous coating layer surface is optionally subjected to a surface-activating treatment, for example, a corona discharge treatment or flame treatment or to coating with a small amount of a hydrophilic resin to form an undercoat layer.
- a surface-activating treatment for example, a corona discharge treatment or flame treatment or to coating with a small amount of a hydrophilic resin to form an undercoat layer.
- an intermediate layer may be formed between the substrate sheet and the radiation-cured resinous coating layer.
- a back resinous coating layer is optionally formed on a back surface (opposite to the front surface on which the radiation cured resinous coating layer is formed) of the substrate sheet.
- the back resinous coating layer is formed from a film-forming synthetic resin. Namely, the back resinous coating layer may be formed from a radiation-curable organic unsaturated compound by a radiation-curing procedure, or from a thermoplastic resin, for example, a polyolefin resin.
- the back resinous coating layer is not necessary to contain the pigment.
- the back resinous coating layer is contributory to enhancing a resistance to curling and a water resistance of the support sheet.
- the back resinous coating layer of the support sheet is optionally coated with a topcoat layer to enhance a blocking resistance of the back surface to the ink-receiving layer of the resultant ink jet recording sheet, to impart a writing property to the back surface, or to improve the feeding and forwarding property and antistatic property of the ink jet recording sheet.
- the radiation-cured resinous coating layer which may be in a single layer structure or a multi-layered structure, is preferably formed in a total amount of 5 to 50 g/m 2 , more preferably 15 to 35 g/m 2 . If the amount of the radiation-cured resinous coating layer is less than 5 g/m 2 , the effect of the present invention may not be realized, and if the amount is more than 50 g/m 2 , not only the effect of the present invention may be saturated but also, the production cost of the resultant support sheet may become too high and the thickness of the support sheet may be too large.
- the ink-receiving layer is preferably coated with an aqueous coating composition and dried to form a topcoat. Also, the ink-receiving layer may have a multi-layered structure.
- the ink-receiving layer can be formed from a water-soluble resin alone, or a composition of an ink-absorbing pigment with a water-soluble resin, or a composition of an inorganic pigment, preferably a fine inorganic pigment with an average particle size of 1 ⁇ m or less, with a binder resin.
- the ink-receiving layer can be formed, for example, by coating a surface of a support sheet with an aqueous solution of a water-soluble resin and optionally a small amount of an additive.
- the water-soluble resin may comprise at least one selected from water-soluble synthetic polymers and water-soluble natural polymers. These polymers may be used alone or in a mixture of two or more thereof.
- the water-soluble synthetic polymers include preferably polyvinyl alcohol, cationized polyvinyl alcohols, silanol-modified polyvinyl alcohols, other modified polyvinyl alcohols, and polyvinyl pyrrolidone.
- the water-soluble natural polymers include gelatin, modified gelatins, caseins, for example, soybean casein and modified soybean casein, starch, starch derivatives, for example, oxidized starches, etherified starches, and phosphoric acid-esterified starches, and cellulose derivatives, for example, carboxymethylcellulose and hydroxyethylcellulose.
- the additives for the ink-receiving layer include cross-linking agents for the water-soluble polymers, cross-linkage-promoting agents, water-proofing agents, cationic polymers, ink dye-fixing agents, surfactants, penetrating agents, preservatives, mildew-proofing agents, antioxidants, ultraviolet ray absorbing agents, fluorescent brightening agents, dyes, coloring pigments, paint viscosity regulaters, softening agents, paintability-enhancing agents, fluidity-enhancing agents, defoaming agents, fade-preventing agents, pH-regulaters, dispersing agents, releasing agents, inorganic pigments and organic pigments.
- the ink-fixing agents include cationic substances having a secondary amine group, tert-amine group or quaternary ammonium salt group which can react with a sulfonic acid group or carboxyl group of water-soluble direct dyes or acid dyes contained as a coloring material in the ink for the ink jet printing and capable of converting the water soluble dyes to corresponding water-insoluble dyes.
- the ink dye-fixing agents By adding the ink dye-fixing agents into the ink-receiving layer, the dyes can be caught and fixed by the ink-receiving layer, and thus the sharpness of the colored images can be enhanced. Also, the formation of the water-insoluble dyes effectively prevents undesirable dissolution, diffusion and blotching of the dye, even when the colored images are wetted with water drops or moisture.
- the ink-absorbing pigment preferably comprises at least one member selected from colorless (white) inorganic and organic pigments.
- the inorganic pigments include synthetic amorphous silica, precipitated calcium carbonate, ground calcium carbonate, magnesium carbonate, kaolin, clay, talc, diatomoceous earth, calcium sulfate, barium sulfate, aluminum silicate, calcium silicate, magnesium silicate, titanium dioxide, magnesium hydroxide, synthetic zeorite, zinc oxide, zinc sulfide, zinc carbonate, lithopone, and satin white.
- the organic pigments include plastic pigments, for example, polystyrene, polyacrylic resins and polyethylene, urea-formaldehyde resins and melamine-formaldehyde resins.
- the plastic pigments may be in the form of microcapsules.
- the above-mentioned pigments may used alone or in a mixture of two or more thereof.
- the ink-receiving layer optionally contains the above-mentioned additives.
- the binder preferably comprises at least one water-soluble polymer as mentioned above.
- water-soluble polymers polyvinyl alcohol, cation-modified polyvinyl alcohols and silanol-modified polyvinyl alcohols are preferably employed in combination with a silica pigment. This specific combination exhibits a good ink-absorbing property.
- the binder may comprise at least one member selected from conjugated diene copolymer latexes, for example, styrene-butadiene copolymer latexes and methyl methacrylate-butadiene copolymers latexes; polyacrylic polymer latexes, for example, acrylic ester and methacrylic ester polymer and copolymer latexes; vinyl polymer latexes, for example, ethylene-vinyl acetate copolymer latexes; latexes of the above-mentioned polymers and copolymers modified with functional groups, for example carboxyl groups or cationic groups; latexes of modified polymers and copolymers containing functional groups, for example, carboxyl groups or cationic groups; thermosetting resins, for example, melamine-formaldehyde resins and urea-formaldehyde resins, the above-mentioned polymers and copolymers being usable as a conjug
- the binder may include maleic anhydride copolymer resins, polyacrylamide, polymethyl methacrylate polymers and copolymers, polyurethane resins, unsaturated polyester resins, vinyl chloride-vinyl acetate copolymers, polyvinyl butyral resins and alkyd resins.
- the binder is employed in an amount of 10 to 150 parts by weight, more preferably 20 to 100 parts by weight, per 100 parts by weight of the pigment. If the amount of the binder is too small, the resultant ink-receiving layer may exhibit too low a mechanical strength. Also, if the binder amount is too large, the resultant ink-receiving layer may exhibit an unsatisfactory ink absorption.
- the ink-receiving layer is formed from a mixture of a binder with fine pigment particles having an average particle size of 1 ⁇ m or less, preferably colloidal pigment particles having a particle size of 300 nm or less, more preferably 10 to 200 nm, the resultant ink jet recording material exhibits an excellent gloss.
- the fine pigment particles can be selected from the above-mentioned ink-absorbing pigment particles having an average particle size of 1 ⁇ m or less.
- the fine pigment particles may be selected from conventional inorganic and organic fine pigment particles having an average size of 1.0 ⁇ m or less, for example, colloidal silica, anionic colloidal silica, cationic colloidal silica, alumina sol, pseudo beomite, gas phase-synthesized silica, synthetic fine particle silica, synthetic fine particle alumina-silicate, zeolite, montmorillonite group, hydrotalcite group, smectites, bentonite clay group, synthetic calcium carbonate pigments, synthetic calcium sulfate pigments, synthetic barium sulfate pigments, synthetic titanium dioxide titanium sol, zinc oxide, zinc carbonate, calcium silicate, magnesium silicate, poly-aluminum hydroxide compounds, alumina hydrate, plastic pigments, urea-formaldehyde resin pigments, grain starch particles, for
- the pigment particles may be surface-treated ones.
- the surface treatment is contributory to preventing an agglomeration of the fine pigment particles, or to enhancing the affinity of the pigment particles to the water-soluble polymer for the ink-receiving layer so as to enhance the mechanical strength of the ink-receiving layer.
- the surface treatments for the pigment particles include alumina treatment, silica treatment, titania-treatment, silane-coupling agent-treatment, polyhydric alcohol-treatment and polysiloxane treatment.
- the clay minerals having a multi-ply structure for example, synthetic smectites
- the clay minerals contain ionized metal located inside of the multi-ply structure of the pigment particles
- the ionized metal may be exchanged with another metal, or exchange-reacted with another ionic substances (namely, an intercalation reaction) or an organic substance may be introduced thereinto to form an organic composite.
- these reactions can be utilized to fix the dyes of the ink or to enhance the affinity of the pigment particles to the various water-soluble polymers.
- the amount of the ink-receiving layer is not limited to a specific value. Usually, the amount of the ink-receiving layer is preferably 5 to 50 g/m 2 , more preferably 10 to 30 g/m 2 . If the amount of the ink-receiving layer is too small, the resultant ink-receiving layer may exhibit an unsatisfactory ink absorption. Also, if the amount of the ink-receiving layer is excessively increased, various disadvantages may occur, for example, the ink absorption of the resultant ink-receiving layer may be saturated, the production cost may be too high, the load for drying the ink-receiving layer may become too high.
- the ink-receiving layer may be formed in a single layer or multiple layers. In the multiple layers, the compositions of the individual layers may be different from each other.
- the ink-receiving layer can be formed by a conventional coating method, for example, wire bar coating method, rod coating method, air knife coating method, blade coating method, gravure coating method, extrusion coating method, curtain coating method, or spray coating method.
- the ink-receiving layer is preferably surface-smoothed by utilizing a smooth casting surface.
- a coating liquid for the ink-receiving layer is coated on a smooth casting surface, and solidified, an intermediate layer having an adhesive or sticking property is formed on a substrate sheet or the ink-receiving layer and laminated on the ink-receiving layer or the substrate sheet, and the resultant laminate is separated from the casting surface.
- the surface-smoothed ink-receiving layer is prepared (1) by forming an ink-receiving layer on a casting surface, forming an intermediate layer on a substrate, laminating the intermediate layer on the ink-receiving layer; and separating the resultant laminate from the casting surface, or (2) by forming an ink-receiving layer on a casting surface, forming an intermediate layer on the ink-receiving layer, laminating a substrate on the intermediate layer, and separating the resultant laminate from the casting surface.
- the ink-receiving layer is formed by utilizing the smooth casting surface, an excellent gloss is obtained on the resultant ink receiving layer surface.
- the formation of the ink-receiving layer on the casting surface can be effected by a conventional laminating method, for example, a dry laminating method, wet laminating method, hot melt laminating method and extrusion laminating method.
- thermoplastic resin or an adhesive is coated on a substrate or an ink-receiving layer to form an intermediate layer, the intermediate layer and the ink-receiving layer or the substrate are laminated on and bonded to each other so that they face each other, then the resultant laminate is peeled off from the casting surface, to provide a target ink jet recording sheet.
- a resin such as a polyethylene resin is melted in an melt-extruder at a temperature of about 280 to 320°C, the resultant resin melt is coated on the substrate surface, the resin layer is laminated on the ink-receiving layer formed on the casting surface or on the substrate surface, the resultant laminate is cooled and press-bonded by a cooling roll, and then separated from the casting surface, to provide the ink jet recording sheet.
- this adhesive is coated on the substrate or ink-receiving layer by using a bar coater, roll coater or lip coater, and dried, the resultant intermediate layer is laminated on the ink-receiving layer or substrate, and the resultant laminate is separated from the casting surface, to provide the ink jet recording sheet.
- the amount of the intermediate layer is not limited to the amount of the intermediate layer as long as the ink receiving layer can be bonded to the substrate therethrough.
- the amount of the intermediate layer is preferably adjusted to 2 to 50 g/m 2 . If the intermediate layer is formed in too small an amount, the bonding strength may be unsatisfactory. Also, if the amount is too large, the bonding effect may be saturated and an economical disadvantage may occur.
- thermoplastic resin (bonding resin) for the intermediate layer is preferably selected from, for example, ethyl cellulose, vinyl acetate resins and derivatives thereof, polyethylene, ethylene-vinyl acetate copolymers, polyvinyl alcohol, acrylic resins, polystyrene, styrene copolymers, polyisobutylene, hydrocarbon resins, polypropylene, polyamide resins, and polyester resins.
- the bonding agent usable for the intermediate layer may be selected from thermosetting resins, for example, urea resins, phenol resins, epoxy resins, and polyisocyanate resins; composite polymer bonding agents, for example, polyvinyl acetal/phenol resin composites, rubber/phenol resin composites, epoxy resin/nylon composites; bonding rubber latexes; and natural hydrophilic bonding agents, for example, starch, glue and casein.
- thermosetting resins for example, urea resins, phenol resins, epoxy resins, and polyisocyanate resins
- composite polymer bonding agents for example, polyvinyl acetal/phenol resin composites, rubber/phenol resin composites, epoxy resin/nylon composites
- bonding rubber latexes for example, starch, glue and casein.
- the pressure-sensitive adhesive usable for the intermediate layer can be selected from, for example, solvent type pressure-sensitive adhesives, emulsion type pressure-sensitive adhesives, hot melt type pressure-sensitive adhesives and delayed type pressure-sensitive adhesives.
- the materials usable for the casting surface include films, for example, regenerated cellulose, polyethylene, polypro-pylene, soft polyvinyl chloride, hard polyvinyl chloride and polyester films having a high surface smoothness; paper sheets, for example, polyethylene-laminated paper, glassine paper, impregnated paper, and metallized paper sheets; sheets, for example, metal foils and synthetic paper sheets; sheets plates, and drums having a very smooth surface, for example, inorganic glass, metal and plastic sheets, plates and drums.
- films for example, regenerated cellulose, polyethylene, polypro-pylene, soft polyvinyl chloride, hard polyvinyl chloride and polyester films having a high surface smoothness
- paper sheets for example, polyethylene-laminated paper, glassine paper, impregnated paper, and metallized paper sheets
- sheets for example, metal foils and synthetic paper sheets
- sheets plates, and drums having a very smooth surface, for example, inorganic glass, metal and plastic sheets, plates and drums
- the polymer films polyethylene, polypropylene and polyester films
- the polyethylene-laminated paper sheets the glassine paper sheets, and inorganic glass sheets or plates are preferably used for the present invention.
- the casting surface preferably has a surface roughness of 1.0 ⁇ m or less, more preferably 0.1 ⁇ m or less.
- the casting surface may be used without applying any surface treatment.
- a release resin for example, a silicone resin or fluorine-containing resin may be coated on the casting surface.
- a corona discharge treatment or plasma treatment is contributory to hydrophilizing the casting surface.
- JIS Japanese Industrial Standard
- Ra center line mean roughness
- a Tabar rigidity was measured in each of longitudinal and transverse directions (MD and CD) of the substrate sheet.
- a cyan ink was solid-printed on an ink jet recording sheet by using the Hewlett Packard ink jet color printer (Desk Jet 560J). After printing a non-coated paper was laminated on the printed surface of the ink jet recording sheet. It was checked whether the ink was transferred from the ink jet recording sheet to the non-coated paper sheet.
- the ink drying property was evaluated as below. Class Completely drying time 5 Less than 5 sec. 4 5 sec. or more but less than 10 sec. 3 10 sec. or more but less than 30 sec. 2 30 sec. or more but less than 60 sec. 1 60 sec. or more.
- a pulp slurry was prepared in a concentration of 0.5% by weight from a mixture of a soft wood bleached kraft pulp (NBKP) having a Canadian standard freeness (JIS P 8121) of 250 ml with a hard wood bleached kraft pulp (LBKP) having a Canadian standard freeness of 280 ml in a mixing weight ratio of 2 : 8.
- NNKP soft wood bleached kraft pulp
- LLKP hard wood bleached kraft pulp
- the pulp slurry was mixed with an additive consisting of 2.0% by weight of a cationized starch, 0.4% by weight of an alkylketene dimer, 0.1% by weight of an anionized polyacrylamide resin and 0.7% by weight of a polyamidepolyamine-epichlorohydrin resin based on the total absolute dry weight of the pulp, and the pH value of the pulp slurry was adjusted to 7.5 by adding sodium hydroxide, while fully stirring the slurry.
- an additive consisting of 2.0% by weight of a cationized starch, 0.4% by weight of an alkylketene dimer, 0.1% by weight of an anionized polyacrylamide resin and 0.7% by weight of a polyamidepolyamine-epichlorohydrin resin based on the total absolute dry weight of the pulp, and the pH value of the pulp slurry was adjusted to 7.5 by adding sodium hydroxide, while fully stirring the slurry.
- the pulp slurry was subjected to a paper-making procedure using a Fourdrinier paper machine, a dryer, a sizepress coater and a machine calendar, to produce a pulp paper sheet for a substrate sheet having a basis weight of 170 g/m 2 , a bulk density of 1.0 g/cm 3 and a water content of 8.0% by weight.
- Each of the front and back surfaces of the pulp paper sheet was subjected to a corona discharge treatment, and then, coated in the manner as mentioned below.
- a polyolefin resin composition (1) for the back surface of the paper sheet was prepared by mixing 65 parts by weight of a high density polyethylene resin having a density of 0.954 g/m 3 and a melt flow index of 20 g/10 minutes at a temperature of 190°C under a load of 2160g with 35 parts by weight of a low density polyethylene resin having a density of 0.924 g/m 3 and a melt flow index of 4 g/10 minutes, by using a Banbury mixer.
- the coating resin composition (1) was coated at a coating amount of 25 g/m 2 on the back (wire side) surface of the paper sheet by using a T die melt-extruder at a melting temperature of 320°C.
- Resinous coating composition (2) Component Part by solid weight Hexa-functional polyacrylic oligomer (*) 1 80 Anatase type titanium dioxide pigment (*) 2 20 Note: (*) 1 ... pentaerythritol acrylic oligomer, trademark: Beamset 700, made by Arakawa Kagakukogyo K.K. (*) 2 ... trademark: A 220, made by Ishihara Sangyo K.K.
- Resinous coating composition (3) Component Part by solid weight Tri-functional polyurethane oligomer (*) 3 36 Di-functional acrylate monomer (*) 4 24 Anatase type titanium dioxide pigment (*) 2 40
- the resinous coating composition (2) which was radiation-curable, was stirred and dispersed in a paint conditioner for one hour, and then coated on a chromium-plated upper surface of a casting metal plate by using a wire bar to form a resinous coating composition (2) layer in an amount corresponding to 5 g/m 2 of a radiation cured resin coating layer. Then an electron beam was irradiated to the resinous coating composition (2) layer under an acceleration voltage of 165 kV at a radiation dose of 2 Mrad to cure the composition (2) layer and form an outermost resinous coating layer.
- the resinous coating composition (3) was stirred and dispersed in a paint conditioner for one hour and then coated on the front surface (felt side surface) of the paper sheet (opposite to the polyolefin resin composition (1)-coated surface of the paper sheet), to form a resinous coating composition (3) layer in an amount corresponding to 20 g/m 2 of a radiation-cured resin coating layer.
- the coated paper sheet was superposed on the electron beam-cured resin-coated metal plate in such a manner that the resinous coating composition (3) layer was brought into contact with the electron beam-cured resinous coating composition (2) layer, and an electron beam was irradiated to the resinous coating composition (3) layer through the substrate paper sheet under an acceleration voltage of 175 kV at a radiation dose of 2 Mrad, to cure the resinous coating composition (3) layer, to simultaneously bond the cured resinous coating composition (2) layer to the cured resinous coating composition (3) layer and to provide a cured resinous coating layer with a total weight of 25 g/m 2 and a two layered structure and firmly bonded to the substrate paper sheet.
- the resultant support sheet was peeled out from the upper surface of the casting metal plate.
- the support sheet was subjected to the tests (1) to (5) mentioned above.
- the test results are shown in Table 1.
- An aqueous coating composition (4) for an ink-receiving layer was prepared in the following composition.
- the resultant coating composition (4) was coated on the electron beam-cured resinous coating layer surface of the support sheet by using a mayer bar and dried at a temperature of 110°C, to form an ink-receiving layer with a dry weight of 12 g/m 2 .
- a support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- Example 2 After the back surface of the same substrate pulp paper sheet as in Example 1 was coated with the same polyolefin resin composition (1) in the same amount by the same melt-laminating procedures as those in Example 1, the front surface of the substrate sheet was coated with a resinous coating layer having a two layered structure, by the following procedure.
- a polyolefin resin composition (5) having the following composition was prepared by using a Banbury mixer.
- Polyolefin resin composition (5) Component Part by solid weight Linear low density polyethylene resin (*) 8 35 Low density polyethylene resin (*) 9 50 Anatase titanium dioxide pigment (*) 2 15 Zinc stearate 0.1 Antioxidant (*) 10 0.03 Ultramarine (*) 11 0.09 Fluorescent brightening agent (*) 12 0.3
- the polyolefin resin composition (5) was melt-coated in an amount of 20 g/m 2 on the front surface of the substrate sheet by a melt-extrusion laminating procedure at a melting temperature of 300°C, and the coated resin melt layer was cooled and solidified by bringing it into contact with a mirror-finished peripheral surface of a cooling roll, to form a polyolefin resin undercoat layer.
- the same resinous coating composition (2) as in Example 1 was prepared and coated on a casting surface of a polyester film (available under the trademark of Lumirror T from Toray, thickness: 75 ⁇ m, center line mean roughness (Ra): 0.02 ⁇ m) by using a wire bar.
- the coated resinous composition (2) layer was cured by irradiating an electron beam under an acceleration voltage of 175 kV at a radiation dose of 2 Mrad.
- the resultant cured resin (2) outermost layer had a weight of 10 g/m 2 .
- the same resinous coating composition (3) as in Example 1 was prepared and coated on the surface of the polyolefin resin undercoat layer of the substrate sheet by using a wire bar, to form a coating composition (3) layer in an amount corresponding to 20 g/m 2 of a cured resinous coating layer; the coated substrate sheet was superposed on the coated polyester film in such a manner that the coating composition (3) layer was brought into contact with the cured resin (2) coating layer of the coated polyester film; an electron beam was irradiated toward the coating composition (3) layer through the polyester film under an accelerating voltage of 175 kV at a radiation dose of 2 Mrad, to cure the coating composition (3) layer and to bond the resultant cured resin (3) inside layer to the cured resin (2) coating layer.
- the resultant support sheet was peeled out from the casting surface of the polyester film.
- This support sheet had a substrate paper sheet, a back polyolefin resin (1) layer formed on the back surface of the substrate sheet, a front polyolefin resin (5) undercoat layer formed on the front surface of the substrate sheet and a front resinous coating layer composed of an electron beam-cured resin (3) inside layer formed on the front polyolefin resin (5) undercoat layer and an electron beam-cured resin (2) outermost layer formed on the electron beam-cured resin (3) inside layer.
- a support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 2, except that the resinous coating layer consisting of the electron beam-cured resin (2) and (3) layers were not formed on the front polyolefin resin (5) undercoat layer.
- a support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- the front surface of the substrate sheet was coated with a resinous coating layer having a two layered structure by the following procedures.
- Resinous coating composition (6) Component Part by solid weight Polyurethane resin (*) 13 50 Acryloylmorpholine (*) 14 30 Alkylphenoxypolyethyleneglycol acrylate (*) 15 20 Note: (*) 13 ... di-functional acrylate oligomer with an average molecular weight of 10,000 and an acryl equivalent of 5,000 (*) 14 ... trademark: ACMO, made by Kojin K.K. (*) 15 ... trademark: Newfrontier NP-2, made by Daiichi Kogyoseiyaku K.K.
- composition (6) was free from the white pigment.
- Resinous coating composition (7) Component Part by solid weight Caprolactone-modified pentaerythritol hexacrylate (*) 16 65 Rutile type titanium dioxide pigment (*) 17 35
- the resinous coating composition (6) was stirred and dispersed in a paint conditioner for one hour, and coated on a chromium-plated surface of a casting metal plate by using a wire bar to form a resinous coating composition (6) layer in an amount corresponding to 10 g/m 2 of cured resin (6) layer.
- An electron beam was irradiated toward the composition (6) layer under an acceleration voltage of 165 kV at a radiation dose of 2 Mrad, to convert it to an electron beam-cured resin (6) outermost layer.
- the resinous coating composition (7) was stirred and dispersed in a paint conditioner for one hour, and coated on the front surface of the substrate sheet by using a wire bar to form a resinous coating composition (7) layer in an amount corresponding to 40 g/m 2 of a cured resin layer.
- the coated substrate sheet was superposed on the coated casting metal plate in such a manner that the resinous composition (7) layer was brought into contact with the cured resin (6) outermost layer formed on the casting metal plate.
- the resultant support sheet provided with the resinous coating layer having a total weight of 50 g/m 2 was peeled out from the casting metal plate.
- a support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- the front surface of the substrate sheet was coated with a resinous coating layer having a single layer structure by the following procedures.
- a resinous coating composition (8) was prepared in the following composition.
- the resinous coating composition (8) was stirred and dispersed in a paint conditioner for one hour and coated on the front surface of the substrate sheet by using a wire bar to form a resinous coating composition (8) layer in an amount corresponding to 40 g/m 2 of a cured resin layer.
- a polyester film (trademark: Lumirror T, made by Toray) having a thickness of 75 ⁇ m and a center line mean roughness (Ra) of 0.02 ⁇ m was superposed on the resinous coating composition (8) layer of the substrate sheet in such a manner that no air bubble was formed between the polyester film and the resinous coating composition (8) layer.
- an electron beam was irradiated toward the resinous coating composition (8) layer through the polyester film under an acceleration voltage of 175 kV at a radiation dose of 2 Mrad, to cure the resinous coating composition (8) layer into a resinous coating layer.
- the polyester film was released from the resultant support sheet having an electron beam-cured resinous coating layer.
- a support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- the front surface of the substrate sheet was coated with a polyolefin resin undercoat layer and then with a resinous coating layer having a two layered structure by the following procedures.
- Example 2 The same polyolefin resin composition (5) as in Example 2 was coated in an amount of 30 g/m 2 on the front surface of the substrate sheet by the melt-extrusion laminating procedure and cooled and solidified by using a cooling roll with a mirror-finished peripheral surface, to form a polyolefin resin undercoat layer.
- Resinous coating composition (9) Component Part by solid weight Radiation-curable polyurethane resin (*) 19 50 Lauryl acrylate (*) 20 15 Anatase type titanium dioxide pigment (*) 2 6
- (*) 19 ... di-functional acrylate oligomer trademark: Beamset 505B, made by Arakawa Kagakukogyo K.K. (*) 20 ... trademark: LA, made by Osaka Yukikagaku K.K.
- the resinous coating composition (9) was stirred and dispersed in a paint conditioner for one hour, and coated on the polyolefin resin composition (5) layer formed on the front surface of the substrate sheet by using a wire bar to form a resinous coating composition (9) layer in an amount corresponding to 20 g/m 2 of a cured resin (9) layer.
- the resinous composition (9) layer was cured by an irradiation of an electron beam under an acceleration voltage of 175 kV at a radiation dose of 2 Mrad.
- a support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- An aqueous coating composition (10) for an ink receiving layer, comprising a colloidal pigment particles and a binder was prepared in the following composition.
- Aqueous coating composition (10) Component Part by solid weight Cationic colloidal silica (*) 21 100 Silanol-modified polyvinyl alcohol (*) 22 30 Ink-fixing cationic polymer (*) 6 3
- (*) 6 ... trademark: Sumirase Resin 1001, made by Sumitomo Kagakukogyo K.K.
- the aqueous coating composition was coated on the surface of the electron beam-cured resinous coating layer of the support sheet by using a wire bar, to form an ink receiving layer with a dry weight of 25 g/m 2 .
- a support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- An aqueous coating composition (11) for an ink receiving upper layer, containing a colloidal silica and a binder resin was prepared in the following composition.
- Aqueous coating composition (11) Component Part by solid weight Colloidal silica (*) 21 100 Silanol-modified polyvinyl alcohol (*) 22 8 Note: (*) 21 ...
- Snowtex AK-XL made by Nissan Kagaku K.K.
- Aqueous coating composition (12) Component Part by solid weight Colloidal silica (*) 23 100 Silanol-modified polyvinyl alcohol (*) 22 15 Note: (*) 22 ... Trademark: R-2105, made by Kuraray, Polymerization degree: 500, Saponification degree: 98.5 (*) 23 ... Trademark: Snowtex AL-ZL made by Nissan Kagaku K.K. A cationic colloid having an average particle size of 85 nm
- PET polyester
- Ra center line mean roughness
- the aqueous coating composition (12) was coated on the ink-receiving upper layer on the casting surface by using a wire bar and dried to form an ink-receiving under layer having a dry weight of 15 g/m 2 .
- An ink-receiving composite layer was formed on the casting surface.
- a coating composition (13) was prepared by dissolving 100 parts by weight of a polyester binding agent (trademark: AD-578, made by Toyo Morton K.K.) and 15 parts by weight of a poly-isocyanate cross-linking agent (trademark: CAT-50, made by Toyo Morton K.K.) in ethyl acetate.
- the coating composition had a solid content of 10% by weight.
- the coating composition (13) was coated on a surface of the same support sheet as in Example 1 by using a wire bar and dried to form a bonding layer having a dry weight of 15 g/m 2 .
- the binder-coated support sheet was laminated on the ink-receiving composite layer so as to bring the biding layer of the support sheet into contact with the ink-receiving under layer of the ink-receiving composite layer, and the laminate was pressed by using a pair of metallic rolls under a linear pressure of 15 kg/cm, to provide an ink jet recording sheet.
- the resultant ink jet recording sheet was separated from the casting polyester film surface.
- a support sheet was produced by the same procedures as in Example 2, and an ink jet recording sheet was produced from the support sheet by the same procedures as in Example 7.
- the resultant support sheet and ink jet recording sheet were tested by the same procedures as mentioned above.
- Table 1 clearly shows that the support sheets of Examples 1 to 7 in accordance with the present invention exhibited satisfactory gloss, image clarity, smoothness (Ra and Bekk smoothness) and Tabar rigidity, whereas the support sheet of Comparative Example 1 exhibited an insufficient gloss, an unsatisfactory image clarity, poor smoothness and low Tabar rigidity.
- the ink jet recording sheets of Examples 1 to 7 were satisfactory in gloss, image sharpness and image clarity, whereas the comparative ink jet recording sheet was unsatisfactory in the above-mentioned properties.
- the support sheet of the present invention has an excellent gloss, smoothness and rigidity and is useful for an ink jet recording material which can form thereon ink images having enhanced sharpness and clarity comparative with those of conventional silver halide photographic images.
- a surface of a pulp paper substrate sheet is coated with a radiation-cured resinous coating layer which has a high surface smoothness and thus enables the resultant ink-receiving layer formed thereon to exhibit the above-mentioned excellent image sharpness and clarity.
- the radiation-cured resinous coating layer has a high smoothness, and this high smoothness can be further enhanced by forming it on a mirror-finished casting surface or a thermoplastic film surface, or by pressing it toward the above-mentioned smooth surface so that the smooth surface is transferred to the radiation-cured resinous coating layer.
- the resultant undercoat layer is surface-smoothed by using a mirror-finished cooling roll, and then the radiation-cured resinous coating layer is formed on the smoothed surface of the undercoat layer, the resultant ink-receiving layer formed on the radiation-cured resinous coating layer exhibits enhanced gloss, image sharpness and image clarity.
- the interface or interfaces between the plurality of layers is very smooth and thus the light scattering within the multi-layered resinous coating layer is restricted so as to enhance the image sharpness and clarity.
- addition of a white pigment to the resinous coating layer advantageously enhance the whiteness and opacity of support sheet and thus further improves the image sharpness and clarity.
Landscapes
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
- Paper (AREA)
Abstract
Description
- The present invention relates to a support useful for an ink jet recording material, having an enhanced gloss, resolution and image sharpness and clarity, and an ink jet recording material containing the support and capable of forming thereon ink images with excellent sharpness and clarity.
- The ink jet recording system refers to a system of recording ink images by jetting, imagewise, droplets of an ink through a printing jet nozzle using a suitable jetting means toward a recording material surface, and adhere-absorbing the jetted droplets on the surface of the recording material to form ink images. This recording system is advantageous in that the images can be recorded at a high speed with little noise and in multiple colors. Currently, due to a significant progress in the performance of personal computers and a popularization of multi-media communication system, there is a strong requirement of printing images or pictures in plurality of colors at home or office. For this requirement, the ink jet recording system is considered best, and a new ink jet recording material suitable for the multi-color, i.e. full color recording system is required.
- The conventional ink jet recording material includes non-coated and coated ink jet recording materials. The non-coated recording material is produced by coating or impregnating a paper substrate sheet made from a pulp with a small amount of a chemical for enhancing the absorption and fixing of the ink.
- The coated recording sheet comprises a paper substrate sheet and a ink-receiving layer formed on a surface of the paper substrate sheet and comprising an ink-absorbing pigment, for example, a silica or calcium carbonate pigment having an average particle size of about 1 to about 20 µm and a resinous binder, for example, polyvinyl alcohol, polyvinyl pyrrolidone or gelatin.
- These conventional ink jet recording materials have a substrate formed from a paper sheet comprising pulp fibers, and thus the surface of the recording material has a fine roughness derived from the pulp fibers. Also, the paper-making process causes the resultant paper sheet surface to have an unevenness, and this surface unevenness is difficult to remove.
- In the conventional coated ink jet recording material, when an aqueous coating liquid containing the pigment and resinous binder is coated on the paper substrate sheet, water in the aqueous coating liquid diffuses into the paper substrate sheet, and causes the paper substrate sheet to be unevenly shrunk or roughened, and thus the resultant coated ink jet recording material surface exhibits an unsatisfactory gloss and smoothness. Even if a surface-smoothing treatment, for example, a calendaring treatment, is applied to the conventional coated ink jet recording material, it is very difficult to remove the above-mentioned uneven shrinkage and roughness completely. Accordingly, when colored images are printed, the conventional ink jet recording materials have had an insufficient gloss, and a low capability of forming ink images with high clarity and sharpness.
- Namely, when colored images taken by a digital still camera, supplied through a recording media, for example, CD-ROM, or prepared by a graphic softwear are printed by an ink jet printing system, the resultant ink images are unsatisfactory in clarity and sharpness and thus could not satisfy the commercial demand.
- Japanese Unexamined Patent Publication No. 7-25,133 discloses an ink jet recording material in which a resin-coated paper sheet or a polyester film having a center line mean roughness (Ra) of less than 0.4 µm is employed as the support sheet, and the ink-receiving layer contains 5 to 30 mg/m2 of fine spherical polymer particles having a particle size of 5 to 15 µm.
- Also, Japanese Examined Patent Publication No. 3-25,352 discloses an ink jet recording material having a high gloss and characterized in that on a support sheet such as a cast-coated paper sheet having a surface gloss of 80% or more or a plastic sheet having a Hunter whiteness of 80% or more, a coating containing a polyvinyl alcohol having a degree of saponification of 50 to 90 molar % and a cross-linking agent in an amount of 5 to 50% based on the weight of the polyvinyl alcohol, is formed. In this recording material, when the plastic sheet is employed as a support sheet, it is easy to obtain a higher gloss than that obtained by using the pulp paper sheet. Generally speaking, the whiteness, gloss and resolution do not primarily relate to each other. Namely, the plastic sheet having a specific whiteness does not always impart a high gloss and resolution to the resultant recording material. Also, the plastic sheet is unsatisfactory, as a support sheet, in hand feeling, and thus when a resultant ink jet recording sheet having colored images printed thereon is held by hand to observe the colored images, the hand feeling is different from that of the usual paper sheets and the flexibility thereof is too high.
- Japanese Unexamined Patent Publication No. 2-276,670 discloses an ink jet recording material prepared by applying a corona treatment or a precoat treatment to a film sheet, and forming a coating layer containing a pseudo-boehmite on the film sheet to provide an ink-receiving layer. The pseudo-boehmite particles preferably have a radius of 40 to 100 angstroms and a total porosity of 0.1 to 0.4 mℓ/g. This ink jet recording material has the same problems as those mentioned above and is sometimes unsatisfactory in hand feeling.
- Japanese Unexamined Patent Publication No. 7-137,431 discloses an ink jet recording sheet comprising a support sheet consisting of a non-absorbent sheet with a Bekk smoothness of 1000 seconds or more and an ink-receiving layer formed from fine cationic inorganic particles with a particle size of less than 0.1 µm and a polyvinyl alcohol with a degree of saponification of 85 to 95 molar % and a degree of polymerization of 4000. However, when a polyolefin resin-coated paper sheet, which was mentioned as an example in the publication, is used as a support sheet, the resultant recording material does not have a satisfactory gloss and image-sharpness. Namely, although the gloss may be enhanced by enhancing the smoothness of the support sheet surface, in other words, by increasing the bekk smoothness of the support sheet, the enhancement of the smoothness does not always result in an enhancement of the gloss, and sometimes the resultant gloss is insufficient.
- As an attempt of application of a curing technique using ionizing radiation for an ink jet recording material, Japanese Unexamined Patent Publication No. 62-221,591 discloses a transparent substrate sheet having two ink jet receiving layers, namely a transparent cationic acrylic copolymer layer and an anionic acrylic copolymer layer, formed by an ultra-violet ray-curing technique. However, the employment of the ultra-violet ray-curing technique per se could not enhance the smoothness, gloss and resolution of the surface.
- The ink jet recording materials for printing colored images, are required to have the same colored image-forming property and hand feeling as those of usual silver salt photographic printing sheet. However, the conventional ink jet recording material does not fully satisfy the requirement.
- An object of the present invention is to provide a support sheet useful for an ink jet recording material, having an enhanced gloss, resolution and image sharpness and clarity, and an ink jet recording sheet including the support, and capable of forming thereon ink images with excellent sharpness and clarity.
- The above-mentioned object can be attained by the support sheet of the present invention for an ink jet recording material, which comprises a substrate sheet and a resinous coating layer formed on a surface of the substrate Sheet and comprising, as a principal component, a radiation-curing product of at least one organic unsaturated compound which is curable by applying a radiation thereto.
- In the support sheet of the present invention for an ink jet recording material, a resinous coating layer comprising, as a principal component, a radiation-curing product of at least one organic unsaturated compound curable by applying a radiation thereto, is formed on a surface of a substrate sheet to which an ink-receiving layer is to be formed.
- The substrate sheet usable for the support sheet of the present invention comprises, or consists essentially of, or consists of at least one member selected from, a paper sheet, a synthetic paper sheet, a plastic sheet, a woven or knitted fabric sheet, a nonwoven fabric sheet, a metal sheets or a laminated paper sheet on which a polyolefin resin is melt-coated on a paper sheet, preferably a paper sheet and a laminated paper sheet.
- The paper sheets can be produced from at least one wood pulp selected from, for example, a hard wood pulp, a soft wood pulp, and a mixed soft and hard wood pulp. Also, the paper sheet can be formed from at least one bleached pulp, for example, a bleached kraft pulp, a sulfite pulp and a soda pulp, which are usually employed for paper sheets. The pulp for the substrate sheet may contain a synthetic pulp and/or synthetic fibers.
- The pulp paper sheet usable for the substrate sheet optionally contains a conventional additive comprising at least one of dry paper-strengthening agents, for example, cationized starches, cationized polyacrylamides, and anionic polyacrylamides; sizing agents, for example, fatty acid salts, rosin, maleinic acid-modified rosins, cationized sizing agents and reactive sizing agents; fillers, for example, clay, talc and kaolin; wet paper-strengthening agents, for example, melamine-formaldehyde resins and epoxidized polyamide resins; fixing agents, for example, aluminum sulfate and cationized starches; pH-regulaters, for example, sodium hydroxide and sodium carbonate; electroconductive agents; and coloring materials.
- Also, the pulp paper sheet usable for the substrate sheet of the support sheet of the present invention is optionally tub-sized or size-pressed with a treating liquid containing at least one member selected from water-soluble polymeric compounds, a sizing agent, inorganic electrolytic substances, moisture-absorbing materials, pigments, pH-regulators, polyvinyl alcohol and carboxyl-modified polyvinyl alcohols.
- The pulp paper sheet has a basis weight of, preferably, from 50 to 300 g/m2, and more preferably 100 to 200 g/m2. If the basis weight is too small, the resultant substrate sheet may have an insufficient stiffness and thus the resultant ink jet recording material may have too high a flexibility and an unsatisfactory hand feeling when the printed recording sheet is held by hand to observe the printed ink images thereon, and an unsatisfactory forwarding property through an ink jet printer when it is fed into the printer. If the basis weight is more than 300 g/m2, the resultant ink jet recording sheet may be too thick, and difficult in handling, and may have too high a stiffness and an insufficient forwarding property through the ink jet printer.
- There is no limitation to the thickness and the bulk density of the pulp paper sheet. Preferably, the paper sheet for the substrate sheet is compressed by applying thereto a pressing or heat-pressing treatment using a machine calendar, heat calendar, soft calendar, or super calendar to improve the surface smoothness of the paper sheet. Preferably, the paper sheet has a thickness within a range of from 20 to 300 µm and a bulk density within a range of from 0.7 to 1.2 g/cm3.
- A surface of the substrate sheet is coated with a resinous coating layer. The resinous coating layer may have a single layer structure or a multi layered structure, namely a two or more layered structure. In the multi-layered resinous coating layer, an outermost layer is prefereably formed from a radiation-curing product of at least one organic unsaturated compound curable by applying thereto a radiation treatment.
- The radiation-curable organic unsaturated compounds usable for the present invention include the following groups of compounds.
- (1) Acrylate compounds of mono- to hexa-valent aliphatic, cycloaliphatic and aromatic alcohols and polyalkyleneglycols
- (2) Acrylate compounds of addition reaction products of mono- to hexa-valent aliphatic, cycloaliphatic and aromatic alcohols with alkylene oxides
- (3) Ester compounds of polyacryloylalkyl phosphic acids
- (4) Reaction products of carboxylic acids with polyols and acrylic acid
- (5) Reaction products of isocyanate compounds with polyols and acrylic acid
- (6) Reaction products of epoxy compounds with acrylic acid
- (7) Reaction products of epoxy compounds with polyols and acrylic acid.
- More particularly, the radiation-curable organic unsaturated compounds are selected from, preferably, polyoxyethylene-epichlorohydrin-modified bisphenol A diacrylate, dicyclohexyl acrylate, epichlorohydrin-modified polyethyleneglycol diacrylate, 1,6-hexanediol diacrylate, hydroxypivalic acid ester-neopentylglycol diacrylate, nonylphenoxypolyethyleneglycol acrylate, ethyleneoxide-modified phenoxylatedphosphoric acid acrylate, ethyleneoxide-modified phthalic acid acrylate, polybutadiene acrylate, caprolactam-modified tetrahydrofurfuryl acrylate, tris (acryloxyethyl) isocyanurate, trimethylolpropane triacrylate, pentaerythritol triacrylate, dipentaerythritol hexacrylate, polyethyleneglycol diacrylate, 1,4-butadienediol diacrylate, neopentylglycol diacrylate and neopentylglycol-modified trimethylolpropane diacrylate.
- These unsaturated compounds may be employed alone or in a mixture of two or more thereof.
- In the preparation of a coating liquid containing the radiation-curable organic unsaturated compound for the resinous coating layer, the viscosity and the coating property of the coating liquid can be adjusted to desired levels by adding at least one radiation curable oligomer or monomer other than those mentioned above. Also, the hardness or flexibility of the resinous coating layer can be adjusted by varying the mixing proportion of the other oligomer or monomer. Nevertheless, it should be noted that generally the lower the degree of curing, the higher the flexibility of the resultant resinous coating layer, and a lower degree of curing may result in an insufficient water-resistance and a low mechanical strength of the resultant resinous coating layer.
Further, the insufficient curing may cause the surface of the resultant resinous coating layer to be undesirably sticky and tacky. To make sure that the radiation cured resinous coating layer exhibits a sufficient water-resistance and no tackiness, the coating liquid applied to a surface of the substrate sheet must be fully cured. When the other oligomer or monomer is mixed, the type and amount of the other oligomer or monomer should be established in consideration of the above-mentioned items. - In the radiation-cured resinous coating layer of the present invention, a pigment is preferably contained to enhance the brightness and sharpness of the colored images.
- The pigment preferable for the above-mentioned purposes comprises at least one white pigment selected from anatase type titanium dioxide, rutile type titanium dioxide, barium sulfate, calcium carbonate, zinc oxide, silica, satin white, aluminum oxide, magnesium oxide, and magnesium hydroxide pigments. Among the above-mentioned pigments, the anatase and rutile type titanum dioxide pigments are more preferably used due to an excellent whiteness and shielding property thereof. These pigments can be used alone or in a mixture of two or more thereof.
- In the preparation of a coating liquid containing the pigment in addition to the radiation-curable organic unsaturated compound, the pigment is dispersed in the radiation curable compound by using a three roll mill, two roll mill, Cowles dissolver, homomixer, sand grinder, ball mill, paint conditioner or ultrasonic disperser.
- In the formation of the radiation cured resinous coating layer comprising a pigment, the content of the pigment is preferably 250 parts by weight or less, more preferably 180 parts by weight or less, per 100 parts by weight of the radiation curable organic unsaturated compound component. Generally the higher the content of the white pigment, the higher the whiteness of the coating layer and the resolution property and brightness of the images. However, if the content of the pigment is too high, the resultant coating liquid may exhibit a decreased film-forming property and the resultant radiation-cured coating layer may have a low resistance to cracking, an increased roughness and a reduced gloss.
- The resinous coating layer of the present invention optionally contains an additive, for example, a photo reaction initiater, photosensitizing agent, dispersing agent, colored pigment, dye and stabilizer.
- The resinous coating layer can be formed by coating a coating liquid prepared from a radiation-curable organic unsaturated compound component optionally mixed with a pigment and optionally with an additive, on a surface of a substrate sheet and radiation curing the coating liquid layer on the substrate sheet.
- The radiation capable of curing the organic unsaturated compound may be an electron beam, ultra-violet rays, α-rays, β-rays, γ-rays or X-rays which are ionizing radiations. In consideration of radiation-curability and handling ease, an electron beam is preferably utilized for the present invention. When the coating liquid contains a pigment and ultraviolet rays are used for the radiation curing of the coating liquid, the ultraviolet rays may not reach the inside of the resultant coating liquid layer and thus the coating liquid layer may be insufficiently cured. Also, when ultraviolet rays are irradiated to the coating liquid layer through a sheet or film, the coating liquid layer may be insufficiently cured. When ultraviolet rays are used for the radiation curing, a photopolymerization initiater and/or a photosensitizing agent may be added to the coating liquid.
- The electron beam irradiation apparatus is not limited to specific apparatus and thus can be selected from a electrocurtain system and a scanning system. The electron beam curing procedure is preferably carried out under an acceleration voltage of 100 kV, or more, more preferably from 100 to 300 kV, at a radiation dose of 0.5 to 15 Mrad.
- If the radiation dose is too small, the curing of the unsaturated compound may become insufficient, and the resultant resinous coating layer may have an unsatisfactory water resistance and exhibit an undesired tackiness. Also, if the radiation dose is too large, the resultant resinous coating layer may have too high a stiffness, the substrate sheet may be degradated and become brittle, or yellowed and exhibit a reduced whiteness.
- In the preferable procedure of forming the resinous coating layer, a surface of the coating liquid layer is brought into contact with a smooth casting surface of a casting member, and under this condition, a radiation is applied to the coating liquid layer to cure it. The resultant radiation cured resinous coating layer is separated from the casting member surface. The smooth surface of the casting member is transferred to the radiation-cured resinous coating layer, and thus the resultant coating layer has an enhanced gloss.
- The casting member can be selected from, for example, a metal plate, roll or drum having a mirror-finished surface, or a plastic film, for example, polyester film, with a smooth surface.
- In this transfer procedure, for example, a radiation-curable coating liquid is coated on a substrate sheet surface, the surface of the coating liquid layer is brought into contact with a casting surface of a casting plate, roll or drum and a radiation is applied to the coating liquid layer through the substrate sheet.
- Alternatively, a first radiation-curable coating liquid is coated on a surface of a radiation-transmissible polyester film, a radiation is applied to the first coating liquid layer to cure the first coating liquid layer and to form a first resinous coating layer, the second radiation curable coating liquid is further coated on the first cured resinous coating layer, a substrate sheet is superposed on the second coating liquid layer, the coating liquid layer is cured by applying a radiation thereto, so that a second cured resin coating layer is formed and simultaneously bound to the first cured resin coating layer to form a two layered resinous coating layer, and finally the polyester film is separated from the resultant composite sheet. The resultant composite sheet has an enhanced gloss.
- Generally, the higher the smoothness of the casting surface, the higher the gloss of the resultant radiation-cured resinous coating layer surface. For example, the casting surface preferably has a center line mean roughness (Ra) of 0.5 µm or less, more preferably 0.05 µm or less, determined in accordance with JIS B 0601.
- The radiation-curable coating liquid can be coated by a conventional coating method, for example, a wire bar coating method, a rod coating method, an air-knife coating method, a blade coating method, a gravure coating method, an extrusion coating method, a curtain coating method and a spray coating method.
- The resinous coating layer of the present invention may be a single layer structure or a multi-layer structure and all the layers may be formed by the radiation-curing method.
- In an embodiment where a laminate paper sheet prepared by melt-laminating a polyolefin resin on a base paper sheet to form an undercoat layer is used as a substrate sheet, and a radiation-cured resinous coating layer is formed on the polyolefin resin undercoat layer surface of the substrate sheet, the resultant support sheet has excellent surface smoothness and gloss. Therefore, when an ink-receiving layer is formed on the support sheet, the resultant ink jet recording material has an excellent gloss and resolution property and can form thereon ink images with high sharpness and resolution.
- The polyolefin resin usable for the undercoat is preferably selected from homopolymers of ethylene, α-olefins, for example, propylene, copolymers of two or more of the above-mentioned monomers, and mixtures of two or more of the homopolymers and copolymers mentioned above.
- The polyolefin resin to be coated on the base paper sheet comprises preferably a member selected from low density polyethylene resins, high density polyethylene resins, linear low density polyethylene resins, polypropylene resins and mixtures of two or more of the above-mentioned resins. The polyolefin resins are not limited to those having a specific molecular weight. However, the polyolefin resins having a molecular weight of 20,000 to 200,000 are preferably utilized for the present invention.
- The above-mentioned polyethylene resins can be selected from those commercially available having a density of 0.915 to 0.950 and a melt flow rate of 2 to 20 g/10 minutes measured at a temperature of 190°C under a load of 2160g, in accordance with JIS K 6760.
- To enhance the whiteness, sharpness and resolution property of the resultant ink jet recording material, the polyolefin resin is preferably mixed with a white pigment. The white pigment preferably contains at least one member selected from anatase type titanium dioxide, rutile type titanium dioxide, zinc oxide, talc, calcium carbonate, alumina, silia, synthetic zeolite pigments. These white pigments may be employed alone or in a mixture of two or more thereof, in view of the excellent whiteness and gloss, the anatase and rutile type titanium dioxide pigments are more preferably used for the present invention.
- To enhance the disperability of the pigment particles in a matrix consisting of the polyolefin resin, the surface of the pigment particles may be treated with a surface-modifying agent, for example, a silane coupling agent, titanate coupling agent or aluminum coupling agent.
- Also, the polyolefin resin optionally contains an additive comprising at least one member selected from colored pigments, dyes, fluorescent brightening agents, antioxidants, plasticizers and dispersing agents.
- The polyolefin resin undercoat layer can be formed on a base sheet surface by a melt-extrusion coating method. To carry out the melt-extrusion coating method, a polyolefin resin is melt-kneaded with a pigment and/or an additive, and the polyolefin resin melt is extruded into a film from through a die lip and coated on the base sheet surface. Usually, the melt-extrusion temperature is preferably controlled in a range from 250°C to 350°C. When the coated polyolefin resin melt layer is cooled and solidified, the melt layer is preferably brought into contact with a cooling roll having a mirror-finished peripheral surface plated with chromium, to enhance the gloss of the resultant polyolefin resin undercoat layer surface of the ink jet recording material. The polyolefin resin undercoat layer may contain a white pigment and/or an additive. Also, the polyolefin resin undercoat layer may have a single layer structure or a multi-layered structure.
- To enhance the adhesion of the resultant support sheet to the ink-receiving layer, before the coating procedure with the ink-receiving layer, the resinous coating layer surface is optionally subjected to a surface-activating treatment, for example, a corona discharge treatment or flame treatment or to coating with a small amount of a hydrophilic resin to form an undercoat layer.
- To enhance the adhesion of the substrate sheet with the radiation-cured resinous coating layer, an intermediate layer may be formed between the substrate sheet and the radiation-cured resinous coating layer.
- Further, a back resinous coating layer is optionally formed on a back surface (opposite to the front surface on which the radiation cured resinous coating layer is formed) of the substrate sheet. The back resinous coating layer is formed from a film-forming synthetic resin. Namely, the back resinous coating layer may be formed from a radiation-curable organic unsaturated compound by a radiation-curing procedure, or from a thermoplastic resin, for example, a polyolefin resin. The back resinous coating layer is not necessary to contain the pigment. The back resinous coating layer is contributory to enhancing a resistance to curling and a water resistance of the support sheet.
- Furthermore, the back resinous coating layer of the support sheet is optionally coated with a topcoat layer to enhance a blocking resistance of the back surface to the ink-receiving layer of the resultant ink jet recording sheet, to impart a writing property to the back surface, or to improve the feeding and forwarding property and antistatic property of the ink jet recording sheet.
- In the support sheet of the present invention, the radiation-cured resinous coating layer, which may be in a single layer structure or a multi-layered structure, is preferably formed in a total amount of 5 to 50 g/m2, more preferably 15 to 35 g/m2. If the amount of the radiation-cured resinous coating layer is less than 5 g/m2, the effect of the present invention may not be realized, and if the amount is more than 50 g/m2, not only the effect of the present invention may be saturated but also, the production cost of the resultant support sheet may become too high and the thickness of the support sheet may be too large.
- To improve the ink adsorption, the ink-receiving layer is preferably coated with an aqueous coating composition and dried to form a topcoat. Also, the ink-receiving layer may have a multi-layered structure.
- The ink-receiving layer can be formed from a water-soluble resin alone, or a composition of an ink-absorbing pigment with a water-soluble resin, or a composition of an inorganic pigment, preferably a fine inorganic pigment with an average particle size of 1 µm or less, with a binder resin.
- The ink-receiving layer can be formed, for example, by coating a surface of a support sheet with an aqueous solution of a water-soluble resin and optionally a small amount of an additive.
- The water-soluble resin may comprise at least one selected from water-soluble synthetic polymers and water-soluble natural polymers. These polymers may be used alone or in a mixture of two or more thereof. The water-soluble synthetic polymers include preferably polyvinyl alcohol, cationized polyvinyl alcohols, silanol-modified polyvinyl alcohols, other modified polyvinyl alcohols, and polyvinyl pyrrolidone. The water-soluble natural polymers include gelatin, modified gelatins, caseins, for example, soybean casein and modified soybean casein, starch, starch derivatives, for example, oxidized starches, etherified starches, and phosphoric acid-esterified starches, and cellulose derivatives, for example, carboxymethylcellulose and hydroxyethylcellulose.
- The additives for the ink-receiving layer include cross-linking agents for the water-soluble polymers, cross-linkage-promoting agents, water-proofing agents, cationic polymers, ink dye-fixing agents, surfactants, penetrating agents, preservatives, mildew-proofing agents, antioxidants, ultraviolet ray absorbing agents, fluorescent brightening agents, dyes, coloring pigments, paint viscosity regulaters, softening agents, paintability-enhancing agents, fluidity-enhancing agents, defoaming agents, fade-preventing agents, pH-regulaters, dispersing agents, releasing agents, inorganic pigments and organic pigments.
- The ink-fixing agents include cationic substances having a secondary amine group, tert-amine group or quaternary ammonium salt group which can react with a sulfonic acid group or carboxyl group of water-soluble direct dyes or acid dyes contained as a coloring material in the ink for the ink jet printing and capable of converting the water soluble dyes to corresponding water-insoluble dyes. By adding the ink dye-fixing agents into the ink-receiving layer, the dyes can be caught and fixed by the ink-receiving layer, and thus the sharpness of the colored images can be enhanced. Also, the formation of the water-insoluble dyes effectively prevents undesirable dissolution, diffusion and blotching of the dye, even when the colored images are wetted with water drops or moisture.
- In the ink-receiving layer comprising a composition of an ink-absorbing pigment and a water-soluble polymer, the ink-absorbing pigment preferably comprises at least one member selected from colorless (white) inorganic and organic pigments. The inorganic pigments include synthetic amorphous silica, precipitated calcium carbonate, ground calcium carbonate, magnesium carbonate, kaolin, clay, talc, diatomoceous earth, calcium sulfate, barium sulfate, aluminum silicate, calcium silicate, magnesium silicate, titanium dioxide, magnesium hydroxide, synthetic zeorite, zinc oxide, zinc sulfide, zinc carbonate, lithopone, and satin white. The organic pigments include plastic pigments, for example, polystyrene, polyacrylic resins and polyethylene, urea-formaldehyde resins and melamine-formaldehyde resins. The plastic pigments may be in the form of microcapsules. The above-mentioned pigments may used alone or in a mixture of two or more thereof. Also, the ink-receiving layer optionally contains the above-mentioned additives.
- When the ink-receiving layer is formed from a composition of a pigment and a binder, the binder preferably comprises at least one water-soluble polymer as mentioned above. Among these water-soluble polymers, polyvinyl alcohol, cation-modified polyvinyl alcohols and silanol-modified polyvinyl alcohols are preferably employed in combination with a silica pigment. This specific combination exhibits a good ink-absorbing property.
- Also, the binder may comprise at least one member selected from conjugated diene copolymer latexes, for example, styrene-butadiene copolymer latexes and methyl methacrylate-butadiene copolymers latexes; polyacrylic polymer latexes, for example, acrylic ester and methacrylic ester polymer and copolymer latexes; vinyl polymer latexes, for example, ethylene-vinyl acetate copolymer latexes; latexes of the above-mentioned polymers and copolymers modified with functional groups, for example carboxyl groups or cationic groups; latexes of modified polymers and copolymers containing functional groups, for example, carboxyl groups or cationic groups; thermosetting resins, for example, melamine-formaldehyde resins and urea-formaldehyde resins, the above-mentioned polymers and copolymers being usable as aqueous binders. Also, the binder may include maleic anhydride copolymer resins, polyacrylamide, polymethyl methacrylate polymers and copolymers, polyurethane resins, unsaturated polyester resins, vinyl chloride-vinyl acetate copolymers, polyvinyl butyral resins and alkyd resins.
- There is no limitation to the mixing ratio of the pigment with the binder. Preferably, the binder is employed in an amount of 10 to 150 parts by weight, more preferably 20 to 100 parts by weight, per 100 parts by weight of the pigment. If the amount of the binder is too small, the resultant ink-receiving layer may exhibit too low a mechanical strength. Also, if the binder amount is too large, the resultant ink-receiving layer may exhibit an unsatisfactory ink absorption.
- When the ink-receiving layer is formed from a mixture of a binder with fine pigment particles having an average particle size of 1 µm or less, preferably colloidal pigment particles having a particle size of 300 nm or less, more preferably 10 to 200 nm, the resultant ink jet recording material exhibits an excellent gloss.
- The fine pigment particles can be selected from the above-mentioned ink-absorbing pigment particles having an average particle size of 1 µm or less. Also, the fine pigment particles may be selected from conventional inorganic and organic fine pigment particles having an average size of 1.0 µm or less, for example, colloidal silica, anionic colloidal silica, cationic colloidal silica, alumina sol, pseudo beomite, gas phase-synthesized silica, synthetic fine particle silica, synthetic fine particle alumina-silicate, zeolite, montmorillonite group, hydrotalcite group, smectites, bentonite clay group, synthetic calcium carbonate pigments, synthetic calcium sulfate pigments, synthetic barium sulfate pigments, synthetic titanium dioxide titanium sol, zinc oxide, zinc carbonate, calcium silicate, magnesium silicate, poly-aluminum hydroxide compounds, alumina hydrate, plastic pigments, urea-formaldehyde resin pigments, grain starch particles, for example, corn starch particles, potato starch particles, processed starch particles, crystallized cellulose particles and amorphous cellulose particles.
- The pigment particles may be surface-treated ones. The surface treatment is contributory to preventing an agglomeration of the fine pigment particles, or to enhancing the affinity of the pigment particles to the water-soluble polymer for the ink-receiving layer so as to enhance the mechanical strength of the ink-receiving layer. The surface treatments for the pigment particles include alumina treatment, silica treatment, titania-treatment, silane-coupling agent-treatment, polyhydric alcohol-treatment and polysiloxane treatment.
- When the clay minerals having a multi-ply structure, for example, synthetic smectites, are employed as pigment particles, since the clay minerals contain ionized metal located inside of the multi-ply structure of the pigment particles, the ionized metal may be exchanged with another metal, or exchange-reacted with another ionic substances (namely, an intercalation reaction) or an organic substance may be introduced thereinto to form an organic composite. These reactions can be utilized to fix the dyes of the ink or to enhance the affinity of the pigment particles to the various water-soluble polymers.
- In the ink jet recording material of the present invention, the amount of the ink-receiving layer is not limited to a specific value. Usually, the amount of the ink-receiving layer is preferably 5 to 50 g/m2, more preferably 10 to 30 g/m2. If the amount of the ink-receiving layer is too small, the resultant ink-receiving layer may exhibit an unsatisfactory ink absorption. Also, if the amount of the ink-receiving layer is excessively increased, various disadvantages may occur, for example, the ink absorption of the resultant ink-receiving layer may be saturated, the production cost may be too high, the load for drying the ink-receiving layer may become too high.
- The ink-receiving layer may be formed in a single layer or multiple layers. In the multiple layers, the compositions of the individual layers may be different from each other.
- In the present invention, the ink-receiving layer can be formed by a conventional coating method, for example, wire bar coating method, rod coating method, air knife coating method, blade coating method, gravure coating method, extrusion coating method, curtain coating method, or spray coating method.
- The ink-receiving layer is preferably surface-smoothed by utilizing a smooth casting surface. In the preparation of the surface-smoothed ink-receiving layer, a coating liquid for the ink-receiving layer is coated on a smooth casting surface, and solidified, an intermediate layer having an adhesive or sticking property is formed on a substrate sheet or the ink-receiving layer and laminated on the ink-receiving layer or the substrate sheet, and the resultant laminate is separated from the casting surface.
- Namely, the surface-smoothed ink-receiving layer is prepared (1) by forming an ink-receiving layer on a casting surface, forming an intermediate layer on a substrate, laminating the intermediate layer on the ink-receiving layer; and separating the resultant laminate from the casting surface, or (2) by forming an ink-receiving layer on a casting surface, forming an intermediate layer on the ink-receiving layer, laminating a substrate on the intermediate layer, and separating the resultant laminate from the casting surface. When the ink-receiving layer is formed by utilizing the smooth casting surface, an excellent gloss is obtained on the resultant ink receiving layer surface.
- The procedures wherein the ink-receiving layer is formed on a casting surface and transferred to the substrate through the intermediate layer, will be further explained below.
- The formation of the ink-receiving layer on the casting surface can be effected by a conventional laminating method, for example, a dry laminating method, wet laminating method, hot melt laminating method and extrusion laminating method.
- In the wet laminating method, dry laminating method and hot melt laminating method, a thermoplastic resin or an adhesive is coated on a substrate or an ink-receiving layer to form an intermediate layer, the intermediate layer and the ink-receiving layer or the substrate are laminated on and bonded to each other so that they face each other, then the resultant laminate is peeled off from the casting surface, to provide a target ink jet recording sheet. In the extrusion laminating method, a resin such as a polyethylene resin is melted in an melt-extruder at a temperature of about 280 to 320°C, the resultant resin melt is coated on the substrate surface, the resin layer is laminated on the ink-receiving layer formed on the casting surface or on the substrate surface, the resultant laminate is cooled and press-bonded by a cooling roll, and then separated from the casting surface, to provide the ink jet recording sheet.
- When a pressure-sensitive adhesive is used to form the intermediate layer, this adhesive is coated on the substrate or ink-receiving layer by using a bar coater, roll coater or lip coater, and dried, the resultant intermediate layer is laminated on the ink-receiving layer or substrate, and the resultant laminate is separated from the casting surface, to provide the ink jet recording sheet.
- There is no limitation to the amount of the intermediate layer as long as the ink receiving layer can be bonded to the substrate therethrough. Usually, when the intermediate layer is formed from a thermoplastic resin, a bonding agent or a pressure-sensitive adhesive, the amount of the intermediate layer is preferably adjusted to 2 to 50 g/m2. If the intermediate layer is formed in too small an amount, the bonding strength may be unsatisfactory. Also, if the amount is too large, the bonding effect may be saturated and an economical disadvantage may occur.
- The thermoplastic resin (bonding resin) for the intermediate layer is preferably selected from, for example, ethyl cellulose, vinyl acetate resins and derivatives thereof, polyethylene, ethylene-vinyl acetate copolymers, polyvinyl alcohol, acrylic resins, polystyrene, styrene copolymers, polyisobutylene, hydrocarbon resins, polypropylene, polyamide resins, and polyester resins.
- The bonding agent usable for the intermediate layer may be selected from thermosetting resins, for example, urea resins, phenol resins, epoxy resins, and polyisocyanate resins; composite polymer bonding agents, for example, polyvinyl acetal/phenol resin composites, rubber/phenol resin composites, epoxy resin/nylon composites; bonding rubber latexes; and natural hydrophilic bonding agents, for example, starch, glue and casein.
- The pressure-sensitive adhesive usable for the intermediate layer can be selected from, for example, solvent type pressure-sensitive adhesives, emulsion type pressure-sensitive adhesives, hot melt type pressure-sensitive adhesives and delayed type pressure-sensitive adhesives.
- The materials usable for the casting surface include films, for example, regenerated cellulose, polyethylene, polypro-pylene, soft polyvinyl chloride, hard polyvinyl chloride and polyester films having a high surface smoothness; paper sheets, for example, polyethylene-laminated paper, glassine paper, impregnated paper, and metallized paper sheets; sheets, for example, metal foils and synthetic paper sheets; sheets plates, and drums having a very smooth surface, for example, inorganic glass, metal and plastic sheets, plates and drums. In consideration of the coating property and release property between the casting surface and the ink receiving layers the polymer films (polyethylene, polypropylene and polyester films), the polyethylene-laminated paper sheets the glassine paper sheets, and inorganic glass sheets or plates are preferably used for the present invention. The casting surface preferably has a surface roughness of 1.0 µm or less, more preferably 0.1 µm or less.
- The casting surface may be used without applying any surface treatment. However, to enhance the release property between the casting surface and the ink receiving layer, a release resin, for example, a silicone resin or fluorine-containing resin may be coated on the casting surface. Also, to improve the writing property and printing property, a corona discharge treatment or plasma treatment is contributory to hydrophilizing the casting surface.
- The present invention will be further explained by the following examples which are merely representative and are not intended to restrict the scope of the present invention in any way.
- In the examples and comparative examples, the following tests were carried out.
- In accordance with Japanese Industrial Standard (JIS) K 7150, a gloss at an incidence angle of 60 degrees was measured in each of longitudinal and transverse directions (MD and CD) of the substrate sheet, and an average of the measured gloss values was calculated.
- In accordance with JIS K 7150, an image clarity was measured at an optical comb width of 2.0 mm.
- In accordance with JIS B 0601, a center line mean roughness (Ra) was measured in each of the longitudinal and transverse directions (MD and CD) of the substrate sheet. An average of the measured Ra values was calculated.
- In accordance with JIS P 8119, a Bekk smoothness was measured.
- In accordance with JIS P 1125, a Tabar rigidity was measured in each of longitudinal and transverse directions (MD and CD) of the substrate sheet.
- An ink jet recording sheet was subjected to an ink jet printing using an ink jet color printer (trademark: Desk Jet 560J, made by Hewlett Packard), and the sharpness of the printed colored ink images was evaluated by naked eye observation as follows.
Class Image clarity 4 The same as that of conventional silver halide photograph 3 Slightly lower than that of conventional silver halide photograph and higher than that required for practical use 2 Lower than that of conventional silver halide photograph and practically satisfactory 1 Significantly lower than that of conventional silver halide photograph and unsatisfactory. - A cyan ink was solid-printed on an ink jet recording sheet by using the Hewlett Packard ink jet color printer (Desk Jet 560J). After printing a non-coated paper was laminated on the printed surface of the ink jet recording sheet. It was checked whether the ink was transferred from the ink jet recording sheet to the non-coated paper sheet.
- A time necessary to completely fix the ink on the ink jet recording sheet so that no ink was transferred to the non-coated paper sheet, was determined. The ink drying property was evaluated as below.
Class Completely drying time 5 Less than 5 sec. 4 5 sec. or more but less than 10 sec. 3 10 sec. or more but less than 30 sec. 2 30 sec. or more but less than 60 sec. 1 60 sec. or more. - A pulp slurry was prepared in a concentration of 0.5% by weight from a mixture of a soft wood bleached kraft pulp (NBKP) having a Canadian standard freeness (JIS P 8121) of 250 mℓ with a hard wood bleached kraft pulp (LBKP) having a Canadian standard freeness of 280 mℓ in a mixing weight ratio of 2 : 8. The pulp slurry was mixed with an additive consisting of 2.0% by weight of a cationized starch, 0.4% by weight of an alkylketene dimer, 0.1% by weight of an anionized polyacrylamide resin and 0.7% by weight of a polyamidepolyamine-epichlorohydrin resin based on the total absolute dry weight of the pulp, and the pH value of the pulp slurry was adjusted to 7.5 by adding sodium hydroxide, while fully stirring the slurry.
- The pulp slurry was subjected to a paper-making procedure using a Fourdrinier paper machine, a dryer, a sizepress coater and a machine calendar, to produce a pulp paper sheet for a substrate sheet having a basis weight of 170 g/m2, a bulk density of 1.0 g/cm3 and a water content of 8.0% by weight. In the sizepress coater, a sizing solution prepared by mixing a carboxyl-modified polyvinyl alcohol with sodium chloride in a mixing weight ratio of 2 : 1 and heat-dissolving the mixture in water to provide an aqueous solution having a solid concentration of 5% by weight, was applied onto both the front and back surfaces of the paper sheets at a total undried amount of the sizing solution of 25 g/m2.
- Each of the front and back surfaces of the pulp paper sheet was subjected to a corona discharge treatment, and then, coated in the manner as mentioned below.
- A polyolefin resin composition (1) for the back surface of the paper sheet was prepared by mixing 65 parts by weight of a high density polyethylene resin having a density of 0.954 g/m3 and a melt flow index of 20 g/10 minutes at a temperature of 190°C under a load of 2160g with 35 parts by weight of a low density polyethylene resin having a density of 0.924 g/m3 and a melt flow index of 4 g/10 minutes, by using a Banbury mixer.
- The coating resin composition (1) was coated at a coating amount of 25 g/m2 on the back (wire side) surface of the paper sheet by using a T die melt-extruder at a melting temperature of 320°C.
- Separately, two resinous coating compositions (2) and (3) for the front surface of the paper sheet were prepared in the following compositions.
Resinous coating composition (2) Component Part by solid weight Hexa-functional polyacrylic oligomer (*)1 80 Anatase type titanium dioxide pigment (*)2 20 Note:
(*)1 ... pentaerythritol acrylic oligomer, trademark: Beamset 700, made by Arakawa Kagakukogyo K.K.(*)2 ... trademark: A 220, made by Ishihara Sangyo K.K. -
Resinous coating composition (3) Component Part by solid weight Tri-functional polyurethane oligomer (*)3 36 Di-functional acrylate monomer (*)4 24 Anatase type titanium dioxide pigment (*)2 40 Note:
(*)2 ... trademark: A 220, made by Ishihara Sangyo K.K.(*)3 ... polyurethane acrylate oligomer with a molecular weight of 1200, trademark: Beamset 550B, made by Arakawa Kagakukogyo K.K. (*)4 ... tripropyleneglycol diacrylate, trademark: M-220, made by Toa Gosei K.K. - The resinous coating composition (2), which was radiation-curable, was stirred and dispersed in a paint conditioner for one hour, and then coated on a chromium-plated upper surface of a casting metal plate by using a wire bar to form a resinous coating composition (2) layer in an amount corresponding to 5 g/m2 of a radiation cured resin coating layer. Then an electron beam was irradiated to the resinous coating composition (2) layer under an acceleration voltage of 165 kV at a radiation dose of 2 Mrad to cure the composition (2) layer and form an outermost resinous coating layer.
- The resinous coating composition (3) was stirred and dispersed in a paint conditioner for one hour and then coated on the front surface (felt side surface) of the paper sheet (opposite to the polyolefin resin composition (1)-coated surface of the paper sheet), to form a resinous coating composition (3) layer in an amount corresponding to 20 g/m2 of a radiation-cured resin coating layer. Then, the coated paper sheet was superposed on the electron beam-cured resin-coated metal plate in such a manner that the resinous coating composition (3) layer was brought into contact with the electron beam-cured resinous coating composition (2) layer, and an electron beam was irradiated to the resinous coating composition (3) layer through the substrate paper sheet under an acceleration voltage of 175 kV at a radiation dose of 2 Mrad, to cure the resinous coating composition (3) layer, to simultaneously bond the cured resinous coating composition (2) layer to the cured resinous coating composition (3) layer and to provide a cured resinous coating layer with a total weight of 25 g/m2 and a two layered structure and firmly bonded to the substrate paper sheet.
- The resultant support sheet was peeled out from the upper surface of the casting metal plate. The support sheet was subjected to the tests (1) to (5) mentioned above. The test results are shown in Table 1.
- An aqueous coating composition (4) for an ink-receiving layer was prepared in the following composition.
Component Part by solid weight Polyvinyl alcohol (*)5 100 Ink-fixing cationic polymer (*)6 10 Cross-linking resin (*)7 5 Note:
(*)5 ... trademark: Kuraray Poval 117, made by Kuraray(*)6 ... trademark: Sumirase Resin 1001, made by Sumitomo Kagakukogyo K.K. (*)7 ... Melamine-formaldehyde resin, trademark: Sumitex Resin M-3, made by Sumitomo Kagakukogyo K.K. - The resultant coating composition (4) was coated on the electron beam-cured resinous coating layer surface of the support sheet by using a mayer bar and dried at a temperature of 110°C, to form an ink-receiving layer with a dry weight of 12 g/m2.
- The resultant ink jet recording sheet was subjected to the above-mentioned tests (1), (2), (6) and (7). The test results are shown in Table 1.
- A support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- After the back surface of the same substrate pulp paper sheet as in Example 1 was coated with the same polyolefin resin composition (1) in the same amount by the same melt-laminating procedures as those in Example 1, the front surface of the substrate sheet was coated with a resinous coating layer having a two layered structure, by the following procedure.
- A polyolefin resin composition (5) having the following composition was prepared by using a Banbury mixer.
Polyolefin resin composition (5) Component Part by solid weight Linear low density polyethylene resin (*)8 35 Low density polyethylene resin (*)9 50 Anatase titanium dioxide pigment (*)2 15 Zinc stearate 0.1 Antioxidant (*)10 0.03 Ultramarine (*)11 0.09 Fluorescent brightening agent (*)12 0.3 Note:
(*)2 ... trademark: A 220, made by Ishihara Sangyo K.K.(*)8 ... density: 0.926, melt flow index: (*)9 ... density: 0.919, melt flow index: 2 g/10 minutes (*)10 ... trademark: Irganox 1010, made by Ciba Geigy (*)11 ... trademark: Aoguchi Gunjo No. 2000, made by Daiichi Kasei K.K. (*)12 ... trademark: Uvitex OB, made by Ciba Geigy - The polyolefin resin composition (5) was melt-coated in an amount of 20 g/m2 on the front surface of the substrate sheet by a melt-extrusion laminating procedure at a melting temperature of 300°C, and the coated resin melt layer was cooled and solidified by bringing it into contact with a mirror-finished peripheral surface of a cooling roll, to form a polyolefin resin undercoat layer.
- Separately, the same resinous coating composition (2) as in Example 1 was prepared and coated on a casting surface of a polyester film (available under the trademark of Lumirror T from Toray, thickness: 75 µm, center line mean roughness (Ra): 0.02 µm) by using a wire bar. The coated resinous composition (2) layer was cured by irradiating an electron beam under an acceleration voltage of 175 kV at a radiation dose of 2 Mrad. The resultant cured resin (2) outermost layer had a weight of 10 g/m2.
- The same resinous coating composition (3) as in Example 1 was prepared and coated on the surface of the polyolefin resin undercoat layer of the substrate sheet by using a wire bar, to form a coating composition (3) layer in an amount corresponding to 20 g/m2 of a cured resinous coating layer; the coated substrate sheet was superposed on the coated polyester film in such a manner that the coating composition (3) layer was brought into contact with the cured resin (2) coating layer of the coated polyester film; an electron beam was irradiated toward the coating composition (3) layer through the polyester film under an accelerating voltage of 175 kV at a radiation dose of 2 Mrad, to cure the coating composition (3) layer and to bond the resultant cured resin (3) inside layer to the cured resin (2) coating layer. The resultant support sheet was peeled out from the casting surface of the polyester film.
- This support sheet had a substrate paper sheet, a back polyolefin resin (1) layer formed on the back surface of the substrate sheet, a front polyolefin resin (5) undercoat layer formed on the front surface of the substrate sheet and a front resinous coating layer composed of an electron beam-cured resin (3) inside layer formed on the front polyolefin resin (5) undercoat layer and an electron beam-cured resin (2) outermost layer formed on the electron beam-cured resin (3) inside layer.
- The test results are shown in Table 1.
- A support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 2, except that the resinous coating layer consisting of the electron beam-cured resin (2) and (3) layers were not formed on the front polyolefin resin (5) undercoat layer.
- The test results are shown in Table 1.
- A support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- After the same pulp paper sheet for the substrate sheet as in Example 1 was produced and the back surface of the paper sheet was coated by the same polyolefin resin composition (1) as in Example 1 by the melt-extrusion laminating procedure, the front surface of the substrate sheet was coated with a resinous coating layer having a two layered structure by the following procedures.
- Two radiation-curable resinous coating compositions (6) and (7) were prepared in the following compositions.
Resinous coating composition (6) Component Part by solid weight Polyurethane resin (*)13 50 Acryloylmorpholine (*)14 30 Alkylphenoxypolyethyleneglycol acrylate (*)15 20 Note:
(*)13 ... di-functional acrylate oligomer with an average molecular weight of 10,000 and an acryl equivalent of 5,000(*)14 ... trademark: ACMO, made by Kojin K.K. (*)15 ... trademark: Newfrontier NP-2, made by Daiichi Kogyoseiyaku K.K. - The composition (6) was free from the white pigment.
Resinous coating composition (7) Component Part by solid weight Caprolactone-modified pentaerythritol hexacrylate (*)16 65 Rutile type titanium dioxide pigment (*)17 35 Note:
(*)16 ... with three caprolactone-modified acryloyl groups, trademark: Kayarado DPCA-30, made by Nihon Kayaku K.K.(*)17 ... trademark: CR-58, made by Ishihara Sangyo K.K. - The resinous coating composition (6) was stirred and dispersed in a paint conditioner for one hour, and coated on a chromium-plated surface of a casting metal plate by using a wire bar to form a resinous coating composition (6) layer in an amount corresponding to 10 g/m2 of cured resin (6) layer. An electron beam was irradiated toward the composition (6) layer under an acceleration voltage of 165 kV at a radiation dose of 2 Mrad, to convert it to an electron beam-cured resin (6) outermost layer.
- Separately, the resinous coating composition (7) was stirred and dispersed in a paint conditioner for one hour, and coated on the front surface of the substrate sheet by using a wire bar to form a resinous coating composition (7) layer in an amount corresponding to 40 g/m2 of a cured resin layer. The coated substrate sheet was superposed on the coated casting metal plate in such a manner that the resinous composition (7) layer was brought into contact with the cured resin (6) outermost layer formed on the casting metal plate. Then, electron beam was irradiated toward the resinous composition 7 layer through the substrate sheet under an acceleration voltage of 175 kV at a radiation dose of 2 Mrad, so that the composition (7) layer was cured and the resultant resin (7) inside layer was bonded to the cured resin (6) outermost layer to form a resinous coating layer having a two layered structure.
- The resultant support sheet provided with the resinous coating layer having a total weight of 50 g/m2 was peeled out from the casting metal plate.
- The test results are shown in Table 1.
- A support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- After the same pulp paper sheet for the substrate sheet as in Example 1 was produced and the back surface of the paper sheet was coated by the same polyolefin resin composition (1) as in Example 1 by the melt-extrusion laminating procedure, the front surface of the substrate sheet was coated with a resinous coating layer having a single layer structure by the following procedures.
- A resinous coating composition (8) was prepared in the following composition.
Component Part by solid weight Pentaerythritol tetraacrylate (*)18 100 Anatase type titanium dioxide pigment (*)2 60 Note:
(*)2 ... trademark: A 220, made by Ishihara Sangyo K.K.(*)18 ... trademark: Beamset 710, made by Arakawa Kagakukogyo K.K. - The resinous coating composition (8) was stirred and dispersed in a paint conditioner for one hour and coated on the front surface of the substrate sheet by using a wire bar to form a resinous coating composition (8) layer in an amount corresponding to 40 g/m2 of a cured resin layer. A polyester film (trademark: Lumirror T, made by Toray) having a thickness of 75 µm and a center line mean roughness (Ra) of 0.02 µm was superposed on the resinous coating composition (8) layer of the substrate sheet in such a manner that no air bubble was formed between the polyester film and the resinous coating composition (8) layer. Then, an electron beam was irradiated toward the resinous coating composition (8) layer through the polyester film under an acceleration voltage of 175 kV at a radiation dose of 2 Mrad, to cure the resinous coating composition (8) layer into a resinous coating layer. The polyester film was released from the resultant support sheet having an electron beam-cured resinous coating layer.
- The test results are shown in Table 1.
- A support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- After the same pulp paper sheet for the substrate sheet as in Example 1 was produced and the back surface of the paper sheet was coated by the same polyolefin resin composition (1) as in Example 1 by the melt-extrusion laminating procedure, the front surface of the substrate sheet was coated with a polyolefin resin undercoat layer and then with a resinous coating layer having a two layered structure by the following procedures.
- The same polyolefin resin composition (5) as in Example 2 was coated in an amount of 30 g/m2 on the front surface of the substrate sheet by the melt-extrusion laminating procedure and cooled and solidified by using a cooling roll with a mirror-finished peripheral surface, to form a polyolefin resin undercoat layer.
- Separately, a resinous coating composition (9) was prepared in the following composition.
Resinous coating composition (9) Component Part by solid weight Radiation-curable polyurethane resin (*)19 50 Lauryl acrylate (*)20 15 Anatase type titanium dioxide pigment (*)2 6 Note:
(*)2 ... trademark: A 220, made by Ishihara Sangyo K.K.(*)19 ... di-functional acrylate oligomer, trademark: Beamset 505B, made by Arakawa Kagakukogyo K.K. (*)20 ... trademark: LA, made by Osaka Yukikagaku K.K. - The resinous coating composition (9) was stirred and dispersed in a paint conditioner for one hour, and coated on the polyolefin resin composition (5) layer formed on the front surface of the substrate sheet by using a wire bar to form a resinous coating composition (9) layer in an amount corresponding to 20 g/m2 of a cured resin (9) layer. The resinous composition (9) layer was cured by an irradiation of an electron beam under an acceleration voltage of 175 kV at a radiation dose of 2 Mrad.
- The test results are shown in Table 1.
- A support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- An aqueous coating composition (10) for an ink receiving layer, comprising a colloidal pigment particles and a binder was prepared in the following composition.
Aqueous coating composition (10) Component Part by solid weight Cationic colloidal silica (*)21 100 Silanol-modified polyvinyl alcohol (*)22 30 Ink-fixing cationic polymer (*)6 3 Note:
(*)6 ... trademark: Sumirase Resin 1001, made by Sumitomo Kagakukogyo K.K.(*)21 ... Trademark: Snowtex AK-XL, made by Nissan Kagaku K.K.
A cationic colloid having an average particle size of 45 nm(*)22 Trademark: R-2105, made by Kuraray, Polymerization degree: 500, Saponification degree: 98.5 - The aqueous coating composition was coated on the surface of the electron beam-cured resinous coating layer of the support sheet by using a wire bar, to form an ink receiving layer with a dry weight of 25 g/m2.
- The test results are shown in Table 1.
- A support sheet and an ink jet recording sheet were produced and tested by the same procedures as in Example 1, with the following exceptions.
- An aqueous coating composition (11) for an ink receiving upper layer, containing a colloidal silica and a binder resin was prepared in the following composition.
Aqueous coating composition (11) Component Part by solid weight Colloidal silica (*)21 100 Silanol-modified polyvinyl alcohol (*)22 8 Note:
(*)21 ... Trademark: Snowtex AK-XL, made by Nissan Kagaku K.K.
A cationic colloid having an average particle size of 45 nm(*)22 Trademark: R-2105, made by Kuraray, Polymerization degree: 500, Saponification degree: 98.5 -
Aqueous coating composition (12) Component Part by solid weight Colloidal silica (*)23 100 Silanol-modified polyvinyl alcohol (*)22 15 Note:
(*)22 ... Trademark: R-2105, made by Kuraray, Polymerization degree: 500, Saponification degree: 98.5(*)23 ... Trademark: Snowtex AL-ZL made by Nissan Kagaku K.K.
A cationic colloid having an average particle size of 85 nm - The aqueous coating composition (11) was coated on a casting surface of a polyester (PET) film (trademark: Lumirror T. center line mean roughness (Ra) = 0.02 µm) by using a wire bar, and dried to form an ink-receiving upper layer having a dry weight of 8 g/m2.
- Then, the aqueous coating composition (12) was coated on the ink-receiving upper layer on the casting surface by using a wire bar and dried to form an ink-receiving under layer having a dry weight of 15 g/m2. An ink-receiving composite layer was formed on the casting surface.
- Separately, a coating composition (13) was prepared by dissolving 100 parts by weight of a polyester binding agent (trademark: AD-578, made by Toyo Morton K.K.) and 15 parts by weight of a poly-isocyanate cross-linking agent (trademark: CAT-50, made by Toyo Morton K.K.) in ethyl acetate. The coating composition had a solid content of 10% by weight.
- The coating composition (13) was coated on a surface of the same support sheet as in Example 1 by using a wire bar and dried to form a bonding layer having a dry weight of 15 g/m2. The binder-coated support sheet was laminated on the ink-receiving composite layer so as to bring the biding layer of the support sheet into contact with the ink-receiving under layer of the ink-receiving composite layer, and the laminate was pressed by using a pair of metallic rolls under a linear pressure of 15 kg/cm, to provide an ink jet recording sheet.
- The resultant ink jet recording sheet was separated from the casting polyester film surface.
- The test results are shown in Table 1.
- A support sheet was produced by the same procedures as in Example 2, and an ink jet recording sheet was produced from the support sheet by the same procedures as in Example 7.
- The resultant support sheet and ink jet recording sheet were tested by the same procedures as mentioned above.
- The test results are shown in Table 1.
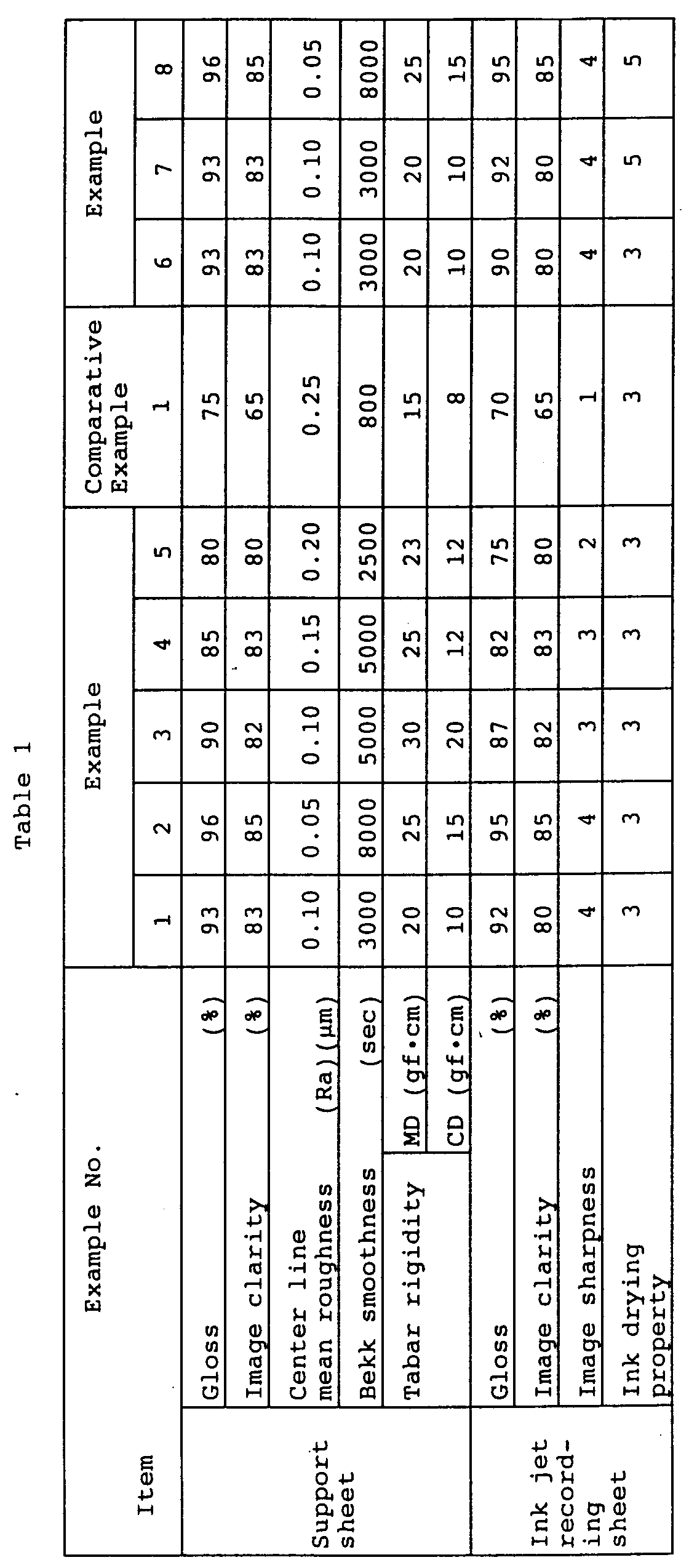
- Table 1 clearly shows that the support sheets of Examples 1 to 7 in accordance with the present invention exhibited satisfactory gloss, image clarity, smoothness (Ra and Bekk smoothness) and Tabar rigidity, whereas the support sheet of Comparative Example 1 exhibited an insufficient gloss, an unsatisfactory image clarity, poor smoothness and low Tabar rigidity.
- Also, the ink jet recording sheets of Examples 1 to 7 were satisfactory in gloss, image sharpness and image clarity, whereas the comparative ink jet recording sheet was unsatisfactory in the above-mentioned properties.
- The support sheet of the present invention has an excellent gloss, smoothness and rigidity and is useful for an ink jet recording material which can form thereon ink images having enhanced sharpness and clarity comparative with those of conventional silver halide photographic images.
- In the support sheet of the present invention, a surface of a pulp paper substrate sheet is coated with a radiation-cured resinous coating layer which has a high surface smoothness and thus enables the resultant ink-receiving layer formed thereon to exhibit the above-mentioned excellent image sharpness and clarity.
- Namely, the radiation-cured resinous coating layer has a high smoothness, and this high smoothness can be further enhanced by forming it on a mirror-finished casting surface or a thermoplastic film surface, or by pressing it toward the above-mentioned smooth surface so that the smooth surface is transferred to the radiation-cured resinous coating layer.
- When a polyolefin resin under coat layer is formed on a surface of the substrate sheet, the resultant undercoat layer is surface-smoothed by using a mirror-finished cooling roll, and then the radiation-cured resinous coating layer is formed on the smoothed surface of the undercoat layer, the resultant ink-receiving layer formed on the radiation-cured resinous coating layer exhibits enhanced gloss, image sharpness and image clarity.
- As mentioned above, when the resinous coating layer is formed in a multi-layered structure as mentioned above, the interface or interfaces between the plurality of layers is very smooth and thus the light scattering within the multi-layered resinous coating layer is restricted so as to enhance the image sharpness and clarity. Further, addition of a white pigment to the resinous coating layer advantageously enhance the whiteness and opacity of support sheet and thus further improves the image sharpness and clarity.
Claims (10)
- A support for an ink jet recording material, comprising a substrate sheet and a resinous coating layer formed on a surface of the substrate sheet and comprising, as a principal component, a radiation-cured product of at least one radiation-curable organic unsaturated compound.
- The support as claimed in claim 1, wherein the substrate sheet comprises a natural pulp-containing paper sheet.
- The support as claimed in claim 1, wherein the substrate sheet comprises a base sheet comprising a natural pulp-containing paper sheet and a resinous undercoat layer formed by melt-laminating a polyolefin resin on a surface of the base sheet.
- The support as claimed in claim 1, wherein the resinous coating layer comprises, as an additional component, a white pigment.
- The support as claimed in claim 1, wherein the resinous coating layer has a smooth surface transferred from a smooth casting surface.
- An ink jet recording material comprising the support as claimed in claim 1, and an ink-receiving layer formed at least one surface of the support sheet.
- The ink jet recording material as claimed in claim 6, wherein the ink-receiving layer is coated by a dried aqueous coating composition.
- The ink jet recording material as claimed in claim 6, wherein the ink-receiving layer contains a water-soluble resin.
- The ink jet recording material as claimed in claim 6, wherein the ink-receiving layer contains a colloidal pigment particles having an average particle size of 300 nm or less.
- The ink jet recording material as claimed in claim 6, wherein the ink-receiving layer is one formed on a casting surface and transferred and bonded to at least one surface of the support sheet.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP7275808A JPH09119093A (en) | 1995-10-24 | 1995-10-24 | Substrate and ink-jet recording material using the same |
| JP27580895 | 1995-10-24 | ||
| JP275808/95 | 1995-10-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0770493A1 true EP0770493A1 (en) | 1997-05-02 |
| EP0770493B1 EP0770493B1 (en) | 2000-01-12 |
Family
ID=17560708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19960117019 Expired - Lifetime EP0770493B1 (en) | 1995-10-24 | 1996-10-23 | Support and ink jet recording material containing the same |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0770493B1 (en) |
| JP (1) | JPH09119093A (en) |
| DE (1) | DE69606138T2 (en) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001010640A1 (en) * | 1999-08-05 | 2001-02-15 | Rexam Graphics Inc. | Uv cured glossy support for ink jet recording material |
| US6326415B1 (en) | 1999-08-05 | 2001-12-04 | Rexam Graphics Inc. | UV cured glossy support for ink jet recording material |
| WO2002094574A1 (en) * | 2001-05-23 | 2002-11-28 | Arkwright, Inc. | Ink-jet recording media and method of preparation |
| EP1278604A1 (en) * | 2000-04-27 | 2003-01-29 | Madison Oslin Research | Process for coating paperboard with a water-dispersible polyester polymer |
| EP1371778A1 (en) * | 2002-06-10 | 2003-12-17 | Oji Paper Co., Ltd. | Coated paper sheet |
| EP1398168A1 (en) * | 2002-09-10 | 2004-03-17 | Konica Corporation | Ink jet recording sheet and image forming method |
| WO2006037085A2 (en) | 2004-09-27 | 2006-04-06 | Arkwright, Inc. A Rhode Island Corporation | Ink-jet media having an ink-vehicle permeable coating and a microporous coating |
| EP1805038A1 (en) * | 2004-10-04 | 2007-07-11 | Fuji Photo Film Co., Ltd. | Ink jet recording medium |
| WO2007140992A1 (en) * | 2006-06-06 | 2007-12-13 | Ciba Holding Inc. | Composition for improving the printability of coated paper |
| EP1892112A1 (en) * | 2006-08-22 | 2008-02-27 | M-real Oyj | Glossy ink-jet recording medium |
| US7615266B2 (en) | 2005-03-22 | 2009-11-10 | Eiko Epson Corporation | Ink jet recording material |
| US8202624B2 (en) | 2006-05-23 | 2012-06-19 | M-Real Oyj | Coated papers having improved labelling properties |
| EP2655076A1 (en) * | 2010-12-23 | 2013-10-30 | Hewlett-Packard Development Company, L.P. | Recording media |
| EP2470718B1 (en) | 2009-08-24 | 2015-07-29 | BASF Corporation | Novel treated mineral pigments for aqueous based barrier coatings |
| US9803088B2 (en) | 2009-08-24 | 2017-10-31 | Basf Corporation | Enhanced performance of mineral based aqueous barrier coatings |
| US20210114967A1 (en) * | 2018-06-29 | 2021-04-22 | Kaneka Corporation | Resist composition for pattern printing and pattern forming method |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3918291B2 (en) * | 1998-04-08 | 2007-05-23 | 王子製紙株式会社 | Inkjet recording sheet |
| US7906218B2 (en) * | 2004-11-30 | 2011-03-15 | Hewlett-Packard Development Company, L.P. | System and a method for inkjet image supporting medium |
| JP4499023B2 (en) * | 2005-11-28 | 2010-07-07 | ダイセル化学工業株式会社 | Resin composition for ink recording medium and ink recording medium |
| FR2954361B1 (en) * | 2009-12-23 | 2012-06-15 | Arjo Wiggins Fine Papers Ltd | ULTRA SMOOTH AND RECYCLABLE PRINTING SHEET AND METHOD OF MANUFACTURING THE SAME |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2078236A (en) * | 1980-06-18 | 1982-01-06 | Schoeller F Jun Gmbh Co Kg | Waterproof photographic paper and method of producing same |
| JPS62221591A (en) | 1986-03-24 | 1987-09-29 | Oji Paper Co Ltd | Transparent ink jet recording sheet |
| JPH02276670A (en) | 1988-12-16 | 1990-11-13 | Asahi Glass Co Ltd | Recording sheet |
| JPH0325352A (en) | 1989-06-23 | 1991-02-04 | Hitachi Ltd | Flame tomographic measuring method |
| EP0492887A1 (en) * | 1990-12-21 | 1992-07-01 | New Oji Paper Co., Ltd. | Support sheet for photographic printing sheet |
| EP0650850A2 (en) * | 1993-10-27 | 1995-05-03 | Eastman Kodak Company | Ink-jet recording medium |
| JPH07137431A (en) | 1993-11-15 | 1995-05-30 | Mitsubishi Paper Mills Ltd | Ink jet recording sheet |
| EP0671282A2 (en) * | 1994-03-10 | 1995-09-13 | Xerox Corporation | Recording sheets for ink jet printing processes |
-
1995
- 1995-10-24 JP JP7275808A patent/JPH09119093A/en active Pending
-
1996
- 1996-10-23 EP EP19960117019 patent/EP0770493B1/en not_active Expired - Lifetime
- 1996-10-23 DE DE1996606138 patent/DE69606138T2/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2078236A (en) * | 1980-06-18 | 1982-01-06 | Schoeller F Jun Gmbh Co Kg | Waterproof photographic paper and method of producing same |
| JPS62221591A (en) | 1986-03-24 | 1987-09-29 | Oji Paper Co Ltd | Transparent ink jet recording sheet |
| JPH02276670A (en) | 1988-12-16 | 1990-11-13 | Asahi Glass Co Ltd | Recording sheet |
| JPH0325352A (en) | 1989-06-23 | 1991-02-04 | Hitachi Ltd | Flame tomographic measuring method |
| EP0492887A1 (en) * | 1990-12-21 | 1992-07-01 | New Oji Paper Co., Ltd. | Support sheet for photographic printing sheet |
| EP0650850A2 (en) * | 1993-10-27 | 1995-05-03 | Eastman Kodak Company | Ink-jet recording medium |
| JPH07137431A (en) | 1993-11-15 | 1995-05-30 | Mitsubishi Paper Mills Ltd | Ink jet recording sheet |
| EP0671282A2 (en) * | 1994-03-10 | 1995-09-13 | Xerox Corporation | Recording sheets for ink jet printing processes |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 12, no. 81 (M - 676) 15 March 1988 (1988-03-15) * |
Cited By (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6326415B1 (en) | 1999-08-05 | 2001-12-04 | Rexam Graphics Inc. | UV cured glossy support for ink jet recording material |
| WO2001010640A1 (en) * | 1999-08-05 | 2001-02-15 | Rexam Graphics Inc. | Uv cured glossy support for ink jet recording material |
| EP1278604A1 (en) * | 2000-04-27 | 2003-01-29 | Madison Oslin Research | Process for coating paperboard with a water-dispersible polyester polymer |
| EP1278604A4 (en) * | 2000-04-27 | 2010-03-17 | Madison Oslin Res | Process for coating paperboard with a water-dispersible polyester polymer |
| WO2002094574A1 (en) * | 2001-05-23 | 2002-11-28 | Arkwright, Inc. | Ink-jet recording media and method of preparation |
| US6610388B2 (en) | 2001-05-23 | 2003-08-26 | Arkwright, Inc. | Ink-jet recording media comprising a radiation-cured coating layer and a continuous in-line process for making such media |
| US6936308B2 (en) * | 2001-05-23 | 2005-08-30 | Arkwright, Inc. | Continuous in-line process for making ink-jet recording media comprising a radiation-cured coating layer |
| EP1371778A1 (en) * | 2002-06-10 | 2003-12-17 | Oji Paper Co., Ltd. | Coated paper sheet |
| US7255918B2 (en) | 2002-06-10 | 2007-08-14 | Oji Paper Co., Ltd. | Coated paper sheet |
| US7387381B2 (en) | 2002-09-10 | 2008-06-17 | Konica Corporation | Ink jet recording sheet and image forming method |
| EP1398168A1 (en) * | 2002-09-10 | 2004-03-17 | Konica Corporation | Ink jet recording sheet and image forming method |
| CN100411881C (en) * | 2002-09-10 | 2008-08-20 | 柯尼卡株式会社 | Ink jet recording sheet and imaging method |
| WO2006037085A2 (en) | 2004-09-27 | 2006-04-06 | Arkwright, Inc. A Rhode Island Corporation | Ink-jet media having an ink-vehicle permeable coating and a microporous coating |
| EP1805036B1 (en) * | 2004-09-27 | 2010-02-24 | Arkwright, Inc. | Ink-jet media having an ink-vehicle permeable coating and a microporous coating |
| EP1805036A2 (en) * | 2004-09-27 | 2007-07-11 | Arkwright, Inc. | Ink-jet media having an ink-vehicle permeable coating and a microporous coating |
| US7972665B2 (en) | 2004-10-04 | 2011-07-05 | Fujifilm Corporation | Ink jet recording medium |
| EP1805038A1 (en) * | 2004-10-04 | 2007-07-11 | Fuji Photo Film Co., Ltd. | Ink jet recording medium |
| EP1805038A4 (en) * | 2004-10-04 | 2009-01-07 | Fujifilm Corp | Ink jet recording medium |
| US7615266B2 (en) | 2005-03-22 | 2009-11-10 | Eiko Epson Corporation | Ink jet recording material |
| US8202624B2 (en) | 2006-05-23 | 2012-06-19 | M-Real Oyj | Coated papers having improved labelling properties |
| US8129033B2 (en) | 2006-06-06 | 2012-03-06 | Basf Se | Composition for improving the printability of coated paper |
| US20100015459A1 (en) * | 2006-06-06 | 2010-01-21 | Ciba Corporation | Composition for Improving the Printability of Coated Paper |
| WO2007140992A1 (en) * | 2006-06-06 | 2007-12-13 | Ciba Holding Inc. | Composition for improving the printability of coated paper |
| CN101460679B (en) * | 2006-06-06 | 2013-06-19 | 西巴控股有限公司 | Composition for improving the printability of coated paper |
| EP1892112A1 (en) * | 2006-08-22 | 2008-02-27 | M-real Oyj | Glossy ink-jet recording medium |
| WO2008022721A1 (en) * | 2006-08-22 | 2008-02-28 | M-Real Oyj | Cast-coating-like inkjet printing material |
| EP2470718B1 (en) | 2009-08-24 | 2015-07-29 | BASF Corporation | Novel treated mineral pigments for aqueous based barrier coatings |
| US9803088B2 (en) | 2009-08-24 | 2017-10-31 | Basf Corporation | Enhanced performance of mineral based aqueous barrier coatings |
| US10513617B2 (en) | 2009-08-24 | 2019-12-24 | Basf Corporation | Enhanced performance of mineral based aqueous barrier coatings |
| EP2655076A1 (en) * | 2010-12-23 | 2013-10-30 | Hewlett-Packard Development Company, L.P. | Recording media |
| EP2655076A4 (en) * | 2010-12-23 | 2014-06-11 | Hewlett Packard Development Co | Recording media |
| US8927073B2 (en) | 2010-12-23 | 2015-01-06 | Hewlett-Packard Development Company, L.P. | Recording media |
| US20210114967A1 (en) * | 2018-06-29 | 2021-04-22 | Kaneka Corporation | Resist composition for pattern printing and pattern forming method |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69606138T2 (en) | 2000-09-28 |
| EP0770493B1 (en) | 2000-01-12 |
| DE69606138D1 (en) | 2000-02-17 |
| JPH09119093A (en) | 1997-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0770493B1 (en) | Support and ink jet recording material containing the same | |
| EP1048479B1 (en) | Ink jet recording material and process for producing same | |
| US5472757A (en) | Ink jet recording sheet | |
| US5576088A (en) | Ink jet recording sheet and process for its production | |
| US6187430B1 (en) | Ink jet recording sheet and process for producing same | |
| US6773770B1 (en) | Ink jet recording material and recording method | |
| US6139940A (en) | Inkjet recording sheet | |
| US6514598B1 (en) | Ink jet recording sheet and method | |
| JPH07179078A (en) | Thermal transfer image receiving sheet | |
| EP0767071B1 (en) | Ink-jet recording sheet | |
| JPH06183131A (en) | Ink jet recording sheet | |
| JP2000062314A (en) | Ink jet recording paper and manufacture thereof | |
| JP3791030B2 (en) | Method for producing ink jet recording material | |
| US6235397B1 (en) | High gloss printing sheet | |
| JP3988581B2 (en) | Method for producing ink jet recording sheet | |
| JPH0971035A (en) | Ink jet recording sheet and its manufacture | |
| JP3139889B2 (en) | Thermal transfer image receiving sheet | |
| JPH06247036A (en) | Ink-jet recording paper | |
| JPH11334224A (en) | Thermal transfer acceptive sheet | |
| JPH10258481A (en) | Paper processed article | |
| US6565951B1 (en) | Ink jet recording sheet | |
| JPS6357277A (en) | Ink jet recording sheet | |
| JP2004181935A (en) | Sheet for inkjet recording | |
| JP2001205927A (en) | Ink jet recording sheet, its manufacturing method, and preparing method for recorded article | |
| JP3078425B2 (en) | Inkjet recording sheet for labels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: NAGASAKI, SHINICHI Inventor name: IKEZAWA, HIDEO Inventor name: NEMOTO, HIROYUKI |
|
| 17P | Request for examination filed |
Effective date: 19970630 |
|
| 17Q | First examination report despatched |
Effective date: 19980724 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 69606138 Country of ref document: DE Date of ref document: 20000217 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20081016 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20081014 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20081022 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091102 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091023 |