EP0686089B2 - Packing material - Google Patents
Packing material Download PDFInfo
- Publication number
- EP0686089B2 EP0686089B2 EP93907517A EP93907517A EP0686089B2 EP 0686089 B2 EP0686089 B2 EP 0686089B2 EP 93907517 A EP93907517 A EP 93907517A EP 93907517 A EP93907517 A EP 93907517A EP 0686089 B2 EP0686089 B2 EP 0686089B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- paper
- slits
- sheet
- expanded
- slit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0039—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads
- B31D5/0065—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including slitting and expanding flat material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31C—MAKING WOUND ARTICLES, e.g. WOUND TUBES, OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31C5/00—Making tubes or pipes without using mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D3/00—Making articles of cellular structure, e.g. insulating board
- B31D3/04—Making articles of cellular structure, e.g. insulating board cellular packaging articles, e.g. for bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/02—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage
- B65D81/05—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/02—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage
- B65D81/05—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents
- B65D81/09—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents using flowable discrete elements of shock-absorbing material, e.g. pellets or popcorn
Definitions
- the present invention relates in general to dunnage or cushioning materials for use as packaging or packing material and more particularly to a new and improved dunnage material for wrapping articles.
- the instant invention discloses an environmentally safe filling material manufactured from recycled paper in various sizes to meet the user's needs.
- the cushioning effect of the filling paper is achieved through expansion at the time of use and therefore is shipped in an unexpanded form to provide an advantage for shipping and storage.
- US-A-4832228 shows an expandable paper material which, upon expansion, has hexagonal cells and inclined lands between them. Its intended purpose is as a liner for trays for chicks and poults. It provides a good foothold and drainage through the cells for waste matter.
- the expanded layer is permanently bonded to a continuous base sheet.
- US-A-2656291 shows a pad for cushioning objects. It is made of layers of an expanded material which may be paper, plastic, metal foil or the like. The material expands to diamond-shaped openings.
- the pad can be made up into a sleeve with a continuous cover which is then wrapped around an object.
- the present invention provides a method of protecting an object by wrapping that object as described in claim 1.
- the expanded cushioning material is in the form of at least one sheet of recycled paper.
- the use of 0.15 kg/m 2 (30 pound) paper is preferred. Most preferably at least about 0.35 kg/m 2 (70 pound) recycled paper is used.
- Recycled paper having a stiffness greater than that of unrecycled paper and an average fiber length which is substantially less than that of unrecycled paper is preferred.
- the recycled paper has a substantially lower grain orientation than that of unrecycled paper, and consequently a lower orientation memory and less of a tendency to return to the unexpanded configuration than that of unrecycled paper.
- the paper material preferably has a thickness less than about 0.7 mm (0.03 inches) and the thickness can be of the order of about 0.5 mm (0.02 inches).
- Each sheet has, in its unexpanded form, a plurality of spaced parallel rows of individual slits which may be essentially straight lines on the order of about 1.27 cm (about one-half inch) long, extending transversely to the grain of the paper and from one end of the paper material to the opposing end of the paper material.
- Each of the rows is provided with unslit gaps between consecutive slits, with the slits in adjacent rows positioned adjacent the unslit gaps, placing the slits of one row essentially opposite the gaps of the next row.
- the slits are arranged in a consistent, uniformly repeating pattern.
- the flexible sheet paper material can either be expanded prior to the wrapping of the object with the paper or during the wrapping process.
- the sheets are expanded by extending the sheet in a direction transverse to the rows of slits to form an array of openings.
- Each of the openings is generally similar in shape and size and are generally hexagonal in shape.
- the present sheet being for use in expanded form as a cushioning material for protecting an object, the dimensions of the slits, the lands and the spacing between rows, are such that said land areas form an angle with the plane of the unexpanded sheet, of between 45° and less than 90°.
- a preferable angle is about 70°.
- the filling material may have an unexpanded thickness on the order of at least about ten times the unexpanded thickness of the sheet and preferably can be extended the order of twenty times the unexpanded thickness of the sheet.
- the opening action causes the land, or solid, sections between slits to bend in a direction normal to the plane of the paper, providing the paper with an extreme increase in effective thickness.
- the expanded cushioning material may have a minimum load bearing capacity of at least about 732 kgm -2 (150 lb per square foot) of expanded material.
- the load bearing capacity is at least about 1200 kgm -2 (250 Ib per square foot).
- the preferred range for the load bearing capacity is in the from about 1200 kgm -2 (250 lb per square foot) to about 9600 kgm -2 (2000 ob per square foot).
- the expanded cushioning material is too stiff to absorb impacts effectively and can be abrasive rather than giving.
- the filling material When the filling material is wrapped around an article, it is in the form of a plurality of layers of interlocked expanded sheets due to the land areas of adjacent sheets of the layers of sheets nesting and interlocking with each other, thus preventing or at least restricting the contraction of the expanded sheets.
- the filling material can be stored in stacks of sheets. Alternatively, it takes the form of is a single sheet in a continuous roll.
- the roll can be formed of a plurality of layers of sheets, such that upon unrolling, at least a pair of sheets are unrolled together.
- the parallel rows of slits are parallel to the machine direction of the continuous roll, thereby facilitating the rolling of the sheet during manufacture, without expanding after the forming of the slits.
- the grain of the paper is preferably parallel to the machine direction of the continuous roll so as to provide maximum tear resistance, since it is difficult to tear across the grain, rather than between adjacent fibers.
- the sheet is expandable in the direction in which it is unrolled from the continuous roll, thus providing a handling convenience at the time of the wrapping process.
- the packaging material can be restored to it original configuration by applying opposing, contraction forces to the edges of the paper material which are not parallel to the rows of the slits, thus reversing the opening action.
- the contracting force is applied at right angle to the force is was applied to expand the sheet.
- the paper can then be stored in a flat condition for future reuse.
- Stress is related to the force causing deformation. Strain is related to the amount of deformation.
- Energy is a measure of the capacity or ability of the body to perform work. It is a scalar quantity and is measured in the same units as work.
- the energy possessed by a body as a result of its motion is called kinetic energy.
- Energy possessed by a body as a result of its position or configuration is called potential energy.
- the energy is referred to as elastic potential energy.
- the elastic potential energy of the cushioning material is the amount of work the cushioning material can perform in absorbing the energy of the article.
- Hookes Law the deformation of an elastic body is directly proportional to the magnitude of the applied force, provided the elastic limit is not exceeded.
- the expanded material of the instant invention does not exhibit a straight line relationship between the deformation and the magnitude of the applied force. The relationship more nearly follows the curve which is characteristic of rubber, as shown on page 182 of Elements of Physics .
- Elastic body is one that experiences a change in volume or shape when the deforming forces act upon it but resumes its original size or shape when the deforming forces cease to act.
- Elastic force is the force exerted by the body by virtue of its deformation.
- Tear strength is of significance in respect to the ability of the paper to resist having the slits tear during the expanding operation.
- Tear resistance of paper is measured in accordance with TAPPI- T-414 om-88. This method measures the force perpendicular to the plane of the paper required to tear multiple sheets of paper through a specified distance after the tear has been started using an Elmen-dorf-type tearing tester. In the case of tearing a single sheet of paper, the tearing resistance is measured directly. Tear resistance of the slits is greater transverse to the grain direction than in the grain direction. This is due to the fibers having a lower resistance to being separated than to being broken or torn.
- Tensile is the strength it takes to pull paper apart and is always in the opposite direction to the tear strength.
- the tensile strength is measured in accordance with TAPPI-T 494 om-88.
- a paper with a 50% recycled Kraft with 40% virgin material provides a tear strength, with the grain, of 240 grams and a cross direction strength of 120 grams.
- the mullen test showed a 100% mullen.
- a 0.35 kgm -2 (70 pound) paper would, therefore, have a bursting pressure of 0.35 kgm -2 (70 pounds).
- the busting strength of recycled paper with a post consumer content is 50% or 60% mullen.
- the bursting strength would be (.6 x 70) and a grammage of 112 grams per square meter.
- the 0.35 kgm -2 (70 pound) paper provides a tear strength of 96 grams in the machine direction and 120 gram in the cross direction.
- the tensile strength is 6,792 grams per centimeter (38 pounds per inch) in the machine direction and 3,396 grams per centimeter (19 pounds per inch) in the cross direction.
- tear strength is of the great importance for resisting the tendency of the slits to tear under stress. Once the sheet of paper of the instant invention is expanded, the mullen or tensile strength has no impact upon the cushioning effect. Rigidity of the paper however, does have an affect on performance. Have the grain structure orient predominantly normal to the slits, has the advantage of providing optimum tensile strength, tear resistance and rigidity of the inclined land regions.
- a 60% recycled Kraft paper mixed with 40% virgin material was used to produce expandable sheet material.
- the tear strength in the direction of the grain was 108 kg (240 pounds) and in the cross direction 120 grams.
- the paper showed a bursting pressure of 70 grams, (0.35 kgm -2 (70 pound) paper, 100% Mullen).
- the bursting strength of recycled paper with a post consumer content would typically have a 50 to 60% Mullen.
- a 0.35 kgm -2 (70 pound) natural Kraft paper was fed to a slitting unit for simultaneously cutting all of the slits while the sheets are supported on a flat bed.
- the paper had the following characteristics.
- Tensile - dry MD (machine direction) 392 kg/m (50 lbs/in) (44 minimum)
- Tensile - dry CD (transverse to MD) 9.07 kg (20 pounds) (18 minimum) Moisture 5% Tear Strength MD 140 gms (130 minimum) Tear Strength CD 160 gms (140 minimum) Mullen 55 psi (50 minimum) Calendar 0 Nip
- Paper when it is manufactured, is put through a series of calendar rolls, or "nips" to flatten the top surface for printing purposes. Zero to eight nips will yield a bulky, fibrous paper. Eight nips produces a flat, noisy, hard surface paper. The greater the number of nips, the more fibers are crushed and the weaker the tear strength of the paper.
- the instant invention preferably uses a zero nip stock which keeps the fibers bulky and strong. This is advantageous when the paper is being open manually or without the specialized machinery, described hereinafter. For use with the specialized machinery, weaker paper is used, thereby increasing stiffness, overall yield and a more finished product.
- the ability to use lighter paper is due to the fact that the machinery opens the cells smoothly, evenly, and due to the rollers, almost cell by cell, thereby reducing the force needed to open the cells. Once the cells are opened, a variety of paper weights will work well, depending upon the stiffness. Recycled paper, however, does provided the advantage that the shorter fibers have less ability to stretch and are therefore easier to open. Obviously, the more accurate the slitting of the paper, the easier the paper is to open. Recycling of paper results in the breaking of fibers and the reduced orientation of fibers during reprocessing. The breaking of fibers due to the recycling or as a result of embossing can at an extreme, ultimately produce a tissue paper like softness. This degree of softness produces the minimum amount of abrasion, but little cushioning effect.
- An essentially completely recycled paper can be used if the grain of the paper (the direction of strongest strength) was opposite the direction of the slits.
- the grain When the grain is in the same direction of the slits, it is difficult to open the paper and the paper tends to rip before opening. While it would appear that the strength of the paper must be in the direction of expansion, what is actually required is adequate strength at the axis of the slit, so as to prevent tearing of the slits.
- the forces that are placed on the paper are exerted tangentially to the slit and increase as the paper is stretched.
- Recycled paper has less "stretch-ability" than virgin paper and is subject to ripping before it is fully opened if the direction of the grain is not used 90 degrees to the slit direction, a very weak recycled paper can be used, once it is opened because the hexagonal cells can be very stiff.
- the deformation capacity is the amount which the expanded sheet material compresses under a load.
- a total deformation capacity of at least about 25% of its expanded thickness is preferred.
- the expanded cushioning material can have a deformation capacity of at least about 1.3 mm (a twentieth of an inch) per layer, under a load of about 2400 kg/m 2 (500 pounds) per square foot.
- the expanded cushioning material advantageously has a deformation ratio of at least 800 kgm -2 /mm (40 psf/.01 in) of compression over a deformation of at least 1.27 mm (.05 inch).
- the expanded cushioning material has an average deformation ratio of at least 1600 kgm -2 /1 mm (80 psf/.01 in) of compression during a deformation of at least 2.5 mm (.1 inch.)
- the slit paper 10 is illustrated in Figure 1 as it would come off the machine.
- the flexible sheet 12 is preferably manufactured from exclusively recycled paper with the grain of the paper running in the direction of arrow A.
- the flexible sheet 12 is provided with slits 14 and slits 16 which which are parallel to the edges 22 and 24 of the flexible sheet 12 and perpendicular to the paper grain.
- the slits 14 and slits 16 are placed in rows and separated from one another by land 20.
- the land 20 is a consistent size and provides the support required to prevent the paper from tearing into strips when opened. It is therefor necessary that the land 20 be of sufficient size to prevent tearing.
- the spacing between the individual slits 14 and slits 16 must also be of sufficient size to prevent the paper from tearing.
- the off set positioning of the rows of slits 14 and slits 16 gives the paper resiliency when opened and is discussed in detail further herein.
- the existence of partial slits 14 and 16 at the ends 17 and 18 of the flexible sheet 12 do not hinder the efficiency of the slit paper 10 and allow the flexible sheet 12 to be produced from roll paper which is then cut to the desired size.
- the sheet when flat lies in a first plane.
- the expanded sheet is formed of cells 26 and land 20 areas, as illustrated in Figure 3.
- at least a majority of the land 20 areas lie in a plurality of parallel planes.
- the planes of the land 20 areas form an angle of at least about 45 degrees with the plane of the sheet in flat form.
- the slitting operation in which the slits are cut into the sheet material can take several forms.
- rectangular sheets are provide with its total number of slits in one action.
- the term rectangular should be understood to also include rectangles in which all four sides are equal, that is, square.
- the pressure required for the cutting action is significantly lower that that which is required for the flat bed cut, since essentially only a single row or a few rows of slits are cut simultaneously.
- the slits are oriented in the machine direction, that is parallel to the direction of travel of the sheet material through the rotary cutter, the drawing force does not cause premature expansion.
- expansion contemporaneous with slitting is not desirable.
- the sheet material has an effective thickness which is as much as one twentieth of the thickness of a sheet of expanded material.
- the compact configuration provides for the optimization of shipping and storage.
- Partial cutting of the slits 14 and 16 allows fibers to remain across the slits 14 and 16 and hinders complete opening of the slits 14 and 16 and formation of the hexagons.
- the uncut fibers require greater force to open the cells 26 and will cause the cells to deform by changing the upward lift to a downward one.
- the downward positioning of the land 20 also inhibits the interlocking of the lattice effect when one sheet is placed on the other. This is due to the reverse angle of incline which pushes the sheets away from one another instead of interlocking.
- Figure 2 shows the slit paper 10 cut and piled for shipping. Since the slit paper 10 is produced as flat sheets, a large quantity can be shipped in a relatively compact stack. As an example, paper having a thickness of 0.4 mm (0.015 inches) creates a stack approximately 40 cm (15 inches) in height, weights approximately 22.6 kg (50 pounds) and contains 771 sheets. The compact nature of this material allows for the equivalent of large quantities of other shipping materials to be shipped in very little space. The thickness ratio between the slit sheets 10 as they are shipped and after they are expanded is approximately 20 to 1. This allows a substantial cost saving in shipping and storage. The filling space created by the expansion of the slit sheets 10 is approximately 22 times that of the unexpanded sheet.
- the slit sheet 10 can also be "flattened” after use to approximately its original form and can be then stored and reused several times. This saves not only in the cost of purchasing new materials, but an ecological savings in a time where everyone is conscious of this need.
- the slit sheet 10 is shown in Figure 3, in an expanded state.
- the slit sheet 10 is expandable by simply pulling the opposing ends 22 and 24 in the direction indicated by the arrows B and C.
- the expansion of the slit sheet 12 opens the rows of slits 14 and 16 to form an array of hexagon cells 26.
- the spaces 20 are raised to form the sections 30, 32 and 34 forming the two similar sides of each hexagonal cell 26 rotate upwardly and horizontally to form the raised padding effect.
- the quantity of land 20 between the slits 14 and 16 and the distance between the rows of slits 14 and 16 determine angle of the raised sections 30, 32 and 34. The greater the angle, the greater the support.
- the angle of the cells 26 allow the cells 26 to contact the object without the full abrasive force of a pure vertical ridged due to the ability to flex.
- the angles created by the raised sections 30, 32 and 34 also serve to lock the slit paper 10 onto itself.
- the land 20 assists in retaining the "memory" of the paper, creating a pull affect as the paper tries to return to its original shape.
- a vertical ridge would retain the "memory" for a short period of time before returning to its original position. Once the paper is returned to its original position, it loosens on the item, no longer providing the cushioning.
- the locking affect also allows for easy securing and makes taping optional.
- the incline of the land areas is less than 90 degrees, and thus the object to be protected is subjected to significantly less abrasion than would be encountered if the object rested on a rigid support at 90 degrees to its surface.
- the land areas thus have a capacity to provide resilient, non-abrasive support.
- recycled paper when the strength is property utilized, makes a very strong packaging medium once it is opened.
- Recycled paper has less stretch ability and is subject to tearing before it is opened if the grain A is not placed perpendicular to the rows of slits 14 and 16.
- a recycled paper with a lower bursting strength can be used since once it is opened the hexagon cells can be made stiff enough to compensate for the thinness. This stiffness can be altered at the point of manufacture by the number of calendar rolls.
- Figure 4 illustrates a method of using the slit sheets which is not in accordance with the invention 10 to pack an object 42.
- Slit sheets 10 have been expanded and placed "crumbled" within the container 48, filling the container 48 approximately 1 ⁇ 4 way.
- the object 42 is placed into the container 48 and additional slit sheets 10 are expanded and crumbled, filling the open space 40 around and on top of the object 42.
- the hexagonal cells 26 of the slit sheets 10 trap the air around the object 42 providing additional support.
- the raised sections 30, 32 and 34 provide a non-rigid support which allows the object to remain unaffected by outside influences (recorded in the number of G's).
- the inner packaging of the instant invention although it will not collapse and flatten, does allow some yield, thereby preventing the object 42 from hitting a hard surface.
- the use of the slit sheet 10 according to the present invention is illustrated in Figure 5.
- a longer slit sheet 10 is used which has sufficient length to provide multiple wrappings around the object 42.
- the slit sheet 10 is expanded to allow the raised sections 30, 32 and 34 to form the protective hexagonal cells 26.
- the slit sheet 10 is wrapped around the object 42, in the direction of the arrows B and C, thereby forcing the continued expansion of the hexagonal cells 26 and allowing them overlap the layer below.
- the raised sections 30, 32 and 34 form a cushioning affect and trap the air.
- a sufficient number of sheets are used to fill the empty space 40 in the container 48.
- the interlocking provided by the raised sections 30, 32 and 34 allow the next sheet to lock onto the previously wrapped sheets without the necessity of taping.
- Figures 6, 7 and 8 The preferred progression of opening is illustrated in Figures 6, 7 and 8.
- Figure 6 illustrates the unopened slits 14 and 16.
- the narrower the row spacing 38 the less land 20 which is forced to angle and the more hexagons which are created.
- the greater the row spacing 38 the greater is land area 20 and the fewer the cells 26.
- the degree of the angles is also controlled by the sire of the row spacing 38, with the narrower spacing creating sharper angles.
- the slit spacing 36 has direct effect on the ease of opening and the number of cells 26.
- Figure 7 illustrates the slits 14 and 16 in a partially opened state.
- the cells 26 are narrow and the land 20 is not fully warped.
- the slits 14 and 16 have been fully extended in Figure 8, allowing a slightly less than 90% angling of the land 20.
- the quality of the cut is of greater importance.
- the cells 40 have been stretched to their maximum and form squares or rectangles instead of hexagons. Expansion to this extent provides little or no cushioning effect by the land 42.
- the paper must move 90 degrees to the stretch direction and simultaneously increase in length. This causes a heavy load at each end of the slits 14 and 16 as they try to open in the opposite direction, thereby reinforcing the desireability of placing the grain A of the paper at right angles to the slits 14 and 16.
- the length of the slit and the ratio of the land intervals between slit affects the dimensions of the polygons which are formed during the expansion step.
- the high ratio of sift length to interval length the greater is the maximum angle which can be formed between the plane of the sheet and the planes of the land areas.
- 0.2 mm (.008 inch) thick paper having a slit pattern of a 13 mm (1/2" slit) 1.6 mm (1/16") land by 3.2 mm (1/8" row) spacing can expand to about one quarter of an inch thickness and will have a net effective thickness, when nested, of about 9.5 mm (375 inches).
- a cell dimensioning which results in a maximum expansion to 100 % or more, of the unexpanded length results in excessive weakness of the expanded structure. If the slits are too small, expansion can be severely limited and cushioning can be excessively limited. This does not mean that the dimensions are narrowly critical, but rather that the dimension must be selected relative to the characteristics of the paper, as for example the degree of rigidity, and the cushioning or energy absorbing effects which are required.
- the resistance to expansion increases relative to the increase so the size of the land areas. It should be understood that some resistance to opening is desired. The object rests on, or contacts the edge of the sheet formed by the incline of the land areas which turns the perimeter of the openings into upper and lower edges.
- the slit dimensions can be varied to ease the process of opening.
- a 16 mm (5/8" slit) 5 mm (3/16") land by 5 mm (3/16") row opens very easily since the number of hexagons is reduced.
- the stretched thickness was increased, producing a very viable wrap material.
- This sizing increases the yield of the paper and provides almost the same protection as the 13 mm (1/2") slit This sizing provides a less expensive product utilizing a larger content of post consumer waste while maintaining the integrity of the wrap product.
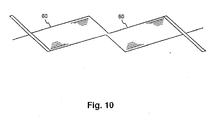
- Figures 10 and 11 illustrate in more detail the raised effect of the slit sheet 10 through an end view.
- the raised portions 60 are at an approximately 30° angle from the original plane.
- the raised portions 60 represent a wider row spacing 38 than the raised portions 64 of Figure 11.
- the wider the row spacing 38 the more land which will be warped and the less the angle.
- the raised portions 64 of Figure 11 are at a greater than 45° angle and are created by use of a narrower row spacing 38. The greater the angle, the greater the warp and the less chance that the cells will close.
- Use of the multiple layers, creating the nesting effect prevents closure of the cells, making the angle of less importance in general use.
- the elastic force created by the resistance of the paper fibers slows the acceleration of the force.
- the work performed by movement of the semi-rigid peaks as a force is applied by an article, is the elastic potential energy of the expanded material.
- the graphs of Figures 12-17 show the load applied to the expanded sheets by a compression plate, plotted against changes in thickness of the expanded material under load.
- the compression plate applies a force across the surface of the entire expanded sheet.
- the load applied as displayed in the graph is independent of the size of the material to which the load is applied.
- Table II hereinafter shows the conversion from applied load to load in terms of kg per m 2 (pounds per square foot).
- the test results described herein have been converted from total load per sheet to kg per m 2 (pounds per square foot) in order to provide a means for comparison between sheets of different sizes.
- the first column of Table I is the applied load, the second column defines the kg per m 2 (pounds per square feet) of unexpanded material and the third column the kg per m 2 (pounds per square feet) of expanded material.
- the load bearing capacity required to protect an item it can be determined by area of either expanded or unexpanded material.
- the tests were conducted on roughly 48 cm (19.25 in) by 94 cm) (37.25) inch sheets.
- the length of the sheets included about 31 mm (1.25 inches) of uncut material, thus the slit region is slightly under 50 cm (20 inches) by 94 cm (three feet).
- the sheets were expanded to 122 cm (four feet) long, resulting in an expanded surface area of about 0.51 m 2 (5.5 square feet) as compared about 0.46 m 2 (5 square feet) unexpanded.
- Moderate expansion of the sheets yields an overall increase of about 1/3 in length while only yielding about a 10% increase in area due to the decrease in width.
- the sheets were capable of further expansion to roughly 1.5 m (60 inches) but were not tested at maximum expansion.
- the uniqueness in the invention lies in the cushioning results achieved through as little as a 10% expansion in surface area. This surface area increase accompanies the thickness increase. It is the thickness increase of at least about 10 fold which produces the dramatic cushioning effect. In the tests, the sheets were subject to an initial load until stabilization was attained.
- the light weight paper of US-A-4,832,228 has little elastic potential energy due to the weakness of the less than 0.15 kg/m 2 (30 pound) paper used in the invention of the patent it is noted that the weight of paper is in kg of paper per m 2 (pounds of paper per thousand square feet) prior to expansion.
- the slit pattern of this material permits an expansion by an amount greater than 100% of its unexpanded length.
- This material can exert only a slight amount of energy absorption during the deceleration of the article being protected, until the rigid quality of the adhesive material is encountered at which point the deceleration is excessive.
- the material is used in a non-interlocking manner, and relies on adhesive for structural strength.
- a rigid adhesive is antagonistic to the requirements of a cushioning material. It is thus evident that this material cannot be used as a cushioning material. It is further noted that the material would crush under a slight force and thus would not be capable of protecting an article against repeated impact while in transit.
- the expanded paper of used in the instant invention initially deforms thereby absorbing impact.
- This is shown in Figure 16 wherein the chart illustrates the deformation of the packing material using a 1800 kg (4100 pound) load.
- the paper gradually absorbs impact as the load presses downward until it reaches the elastic limit at point A.
- the packaging material After stresses greater than point A have been attained, the packaging material reaches its elastic limit and no longer regains its original form when the distortion forces are removed.
- the material will, once the force reaches the elastic limits, distort.
- the yield point is reached and the fibers break, however, as the elastic limit and yield point are so closely related and difficult to separate, both points will be referred to herein as the elastic limit.
- Paper is comprised of multiple fibers unaligned to one another, providing the equivalent of a nonwoven fabric.
- the nonaligned fibers force the object to engage many more fibers upon impact, distributing the energy along fiber axis to each interlacing point where it is dissipated.
- the binder in the fibers prevents the shock wave from pushing the fibers aside, providing a higher translation efficiency.
- a structure should dissipate impact energy rather than obstructing it.
- an extensive three dimensional effect is achieved as the energy is dissipated simultaneously, in a pattern analogous to the ripple effect of a pebble dropped in water and from layer to layer.
- the wave effect is noted in to exist in each layer.
- the sheets of plastic as tested and shown in Figures 18 - 23, were relative nonelastic and without sufficient elastic force to provide a significant degree of impact absorption.
- the thin plastic film failed to meet the minimum threshold of load bearing capacity.
- the elastic limit and the elastic potential energy of the plastic film was inadequate for the material to have utility as a cushioning material.
- US-A-4,937,131 relates to cushioning dunnage materials.
- cushioning material as employed herein, is consistent with the term as employed in US-A-4,937,131, the disclosure of which is incorporated herein as though recited in full, for the purpose of providing definitions of terms and background as to the requirements of cushioning products, or cushioning dunnage for use as packaging or packing materials.
- dunnage as used in the prior art, as for example US-A-4,937,131 and the patents cited therein, and the term cushioning material as used herein, means a material having sufficient impact absorption capacity to protect an article in transit. Essentially, the cushioning material must be able to absorb the energy of the impact thereby averting damage to the article. The energy of the impact is typically expressed as the elastic potential energy. Material such as disclosed in US-A-4,832,228 and US-A-3,958,751, which have to be used in excessive thickness to provide some degree of cushioning due to low load bearing capacities, are not included within the term cushioning material.
- these later material have such a low elastic limit that it could not be used to absorb repeated impact as would be required to protect an article in transit. For example, if it is necessary to fill a 1.8 m 3 (64 cubic foot) box with a material to protect a 0.45 kg (one pound) article 5 cm (two inches) in diameter by 30 cm (one foot) long, the material is not included by the term dunnage or cushioning material.
- the thickness of the expanded paper Another variable which has an affect upon the results which can be achieved is the thickness of the expanded paper.
- the use of greater expanded thickness per sheet can provide increased elastic force, thereby increasing the resistance to force and raising the elastic limit.
- the use of multiple layers to achieve required thickness is preferred due to the nesting and locking interaction between adjacent layers and the enhanced distribution of impact forces between nested layers.
- the upper limit is not narrowly critical, except of course, excess rigidity is counterproductive. Load bearing capacities in excess of 9700 kgm -2 (2000 lb. psf) per layer, are indicative of rigid materials which typically are excessively abrasive with a low elasticity.
- the load bearing capacity would be in the range of 2400 to 7300 kgm -2 (500 to 1500 psf) to provide optimum elastic force.
- the use of multiple layers increases the amount of dissipation per pound which can obtained from the cushioning system. Additionally, increased effective load bearing capacities can be achieved due to the significant amount of travel which is obtained at high loads.
- an excessive slope is one which represents deceleration which is so severe as to provide inadequate shock absorption.
- Excessively shallow slopes are indicative of a material has too little elastic force, providing little or not resistance to the applied force.
- the material To overcome this lack of elastic force, or excessive elasticity, the material must be excessively thick to produce effect absorption of the force of an impact between object and expanded material.
- Load bearing capacities in the range from about 1200 (250) to about 3600 kgm -2 (1000 lb. psf) should be compatible with the use of a reasonable number of layers of expanded sheets, typically, two to four layers of expanded sheets.
- the expanded sheet may have a total deformation capacity of at least about 25% of its expanded thickness.
- the deformation is preferably at least about 1.3 mm (a twentieth of an inch) under a load of at least about 2400 kgm -2 (500 psf.)
- a deformation of at least 1.3 mm (a twentieth of an inch) under a load of at least about 9700 kgm -2 (2000 psf) provides extremely effective results.
- Load bearing capacities in excess of 14500 kgm -2 (3000 psf) extend the scope of useful applications of the expanded sheet cushioning material.
- the primary deformation takes place over a compression distance of about 4.5 mm (.180 inches) under a load of about 2300 kg (5125 pounds). It is noted that at the load of 2300 kg (5125) the sheet rapidly collapsed, then resumed compressing progressively over a distance of about 1.27 mm (.05 in.) As stated, the second stage of compression tends to be too severe in terms of load kgm -2 per m (psf per inch) of compression and therefore was not considered in evaluating the materials described herein.
- the first stage of compression is defined as the region in which significant load bearing capacity is exhibited.
- test readouts where in total compression force under a platen.
- the total area of a sheet of expandable material changes as the sheet is expanded to its maximum expansion length.
- 10% difference between 4800 kgm -2 (1000 psf) and 4400 kgm -2 (900 psf) is not significant.
- comparing the load bearing capacity between two sheets can be meaningful, even if one sheet is fully expanded and the other sheet is partially expanded.
- Test Numbers 2, 3, 5, 7, 10, 11, 14, 15, 19, 20 and 23 have been included as Figures 12-22, respectively. In order to avoid the use of an excessive number of Figures, all the results of all Test Numbers are identified above. For tests 11 through 24, two sets of numbers are included for the yield strength. The lower value is the point at which the material crushes and the higher value is the maximum load.
- Figure 12-14 illustrate the results of tests performed on unbound paper with a 2 mm (0.078 in) thickness.
- the elastic limit point A is reached at a weight of 1347 kg (2975 pounds) with a displacement of 3.81 mm (0.105 inches) in Figure 13 the elastic limit point A is reached at 1480 kg (3265 pounds) with a displacement of 4.8 mm (0.190 inches) and Figure 14 the elastic limit is (2062 pounds) with a displacement of 4.8 mm (0.130 inches).
- the unbound paper samples tended to return to their previous unstretched condition upon completion of the compression.
- Figures 15 - 17 illustrate tests performed on bound paper with an 2 mm (0.078) thickness.
- the elastic limit point A is reached at a weight of 2321 kg (5125 pounds) with a displacement of 4.6 mm (0.180 inches) in Figure 16 the elastic limit point A is reached at 1857 kg (4100 pounds) with a displacement of 4.8 mm (0.190 inches) and Figure 17 the elastic limit is 1183 kg (2612 pounds) with a displacement of 4.4 mm (0.173) inches.
- the bound paper samples exhibited evidence of deformation upon completion of the compression testing.
- Figures 18 and 19 illustrate test performed on bound plastic with a thickness of 0.76 mm (0.030).
- the elastic limit point A is reached at a weight of 26.3 kg (58 pounds) with a displacement of 4.3 mm (0.170 inches) and in Figure 19 the elastic limit point A is reached at 26.3 kg (58 pounds) with a displacement of 4.06 mm (0.160 inches).
- Figures 20 and 21 illustrate test performed on bound plastic with a thickness of 2.03 mm (0.080).
- the elastic limit point A is reached at a weight of 25.8 kg (57 pounds) with a displacement of 3.56 mm (0.140 inches) and in Figure 21 the elastic limit point A is reached at 26.2 kg (58 pounds) with a displacement of 6.6 mm (0.260 inches).
- Figures 22 and 23 illustrate test performed on bound plastic with a thickness of 1.01 mm (0.040).
- the elastic limit point A is reached at a weight of 24.9 kg (55 pounds) with a displacement of 2.16 mm (0.085) inches and in Figure 23 the elastic limit point A is reached at 28.5 kg (63 pounds) with a displacement of 3.56 mm (0.140 inches).
- Figure 24 illustrates the relationship between Figures 15 and 18. It illustrated clearly herein the cushioning affect of the plastic of line C does not approach the cushioning affect of the instant invention, line D.
- the wrapping of an article can take the following sequence. Sheet material unrolled from a continuous roll of material and expanded as it is used to wrap and enclose an object. The sheet material is then cut or ripped from the roll and the wrapping action is completed. In another embodiment, the material be fed from its roll to a second roll which is rotating at a rate which is higher than the peripheral speed of the first roll, thus stretching and expanding the sheet material as it is being unrolled. This mechanism enables sheet material to be opened to its maximum condition in which the hexagon expands into a rectangular configuration. In the case of essentially cylindrical objects, such as liquor bottles, the sheet material extends beyond the length of the bottle and contours around the top and bottom of the bottle thus fully enclosing the article.
- the slit sheets are manufactured at high speed by utilizing a modified rotary cutter in combination with conventional unwind and re-wind conventional.
- the rotary cutter utilizes two steel cylinders, the upper containing a flywheel which contains the cutting edges.
- the wooden cutting die has been modified to contain knives mounted within precut slits found within the wood.
- the upper cylinder is machined with a series of threaded holes to accommodate machined screws.
- a blocking mechanism is affixed to the cylinder, through use of the screws, which holds the cutting knife in place.
- the lower cylinder is modified by adding a flexible surface referred to as a blanket. The blanket allows the knife from the upper cylinder to pass through the paper and penetrate the surface of the blanket. This guarantees a cut through the paper and prevents the necessity of the cylinders having to be perfectly matched with even roundness and pressure.
- the unwind and re-wind equipment allows the rolls of paper to be directly used, in a continuous process, directly from the paper mill.
- the unwind allows the paper roll to maintain constant tension as the roll reduces its diameter.
- a registered skid path is used on both sides of the rotary die cutter to maintain the paper in an even path.
- the re-wind uses tension to properly reroll the finished goods or can be by-passed to a sheeter that cuts the roll stock into the desired length.
- filling material sheets of the present invention may be formed of any desirable and suitable dimensions depending upon the hollow spaces to be filled in packaging materials.
Abstract
Description
- The present invention relates in general to dunnage or cushioning materials for use as packaging or packing material and more particularly to a new and improved dunnage material for wrapping articles.
- Materials for use in filling hollow spaces in packaging or wrapping objects for protection in moving are well known in the prior art. However, to date, such materials have been either ineffective, such as newsprint, or ecologically unsound, such as styrofoam or plastic bubbles. Production of the styrofoam and plastic bubbles causes toxic waste as well as creates disposal problems. Although recycling of these products is possible, storage of the products for reuse is bulky and not generally feasible for home owners or some industries. Another disadvantage of existing filling materials is that they cannot be shipped in an unexpanded form thereby creating shipping cost based on bulk.
- While the prior art devices provide improvements in the areas intended, none of the prior art overcomes the problems associated with general shipping. None of the prior art patents disclose an environmentally safe material which can be wrapped around, and conform to, a delicate item.
- The instant invention discloses an environmentally safe filling material manufactured from recycled paper in various sizes to meet the user's needs. The cushioning effect of the filling paper is achieved through expansion at the time of use and therefore is shipped in an unexpanded form to provide an advantage for shipping and storage.
- US-A-4832228 shows an expandable paper material which, upon expansion, has hexagonal cells and inclined lands between them. Its intended purpose is as a liner for trays for chicks and poults. It provides a good foothold and drainage through the cells for waste matter. The expanded layer is permanently bonded to a continuous base sheet.
- US-A-2656291 shows a pad for cushioning objects. It is made of layers of an expanded material which may be paper, plastic, metal foil or the like. The material expands to diamond-shaped openings. The pad can be made up into a sleeve with a continuous cover which is then wrapped around an object.
- The present invention provides a method of protecting an object by wrapping that object as described in
claim 1. - The expanded cushioning material is in the form of at least one sheet of recycled paper. The use of 0.15 kg/m2 (30 pound) paper is preferred. Most preferably at least about 0.35 kg/m2 (70 pound) recycled paper is used. Recycled paper having a stiffness greater than that of unrecycled paper and an average fiber length which is substantially less than that of unrecycled paper is preferred. The recycled paper has a substantially lower grain orientation than that of unrecycled paper, and consequently a lower orientation memory and less of a tendency to return to the unexpanded configuration than that of unrecycled paper. The paper material preferably has a thickness less than about 0.7 mm (0.03 inches) and the thickness can be of the order of about 0.5 mm (0.02 inches).
- Each sheet has, in its unexpanded form, a plurality of spaced parallel rows of individual slits which may be essentially straight lines on the order of about 1.27 cm (about one-half inch) long, extending transversely to the grain of the paper and from one end of the paper material to the opposing end of the paper material. Each of the rows is provided with unslit gaps between consecutive slits, with the slits in adjacent rows positioned adjacent the unslit gaps, placing the slits of one row essentially opposite the gaps of the next row. Preferably, the slits are arranged in a consistent, uniformly repeating pattern.
- The flexible sheet paper material can either be expanded prior to the wrapping of the object with the paper or during the wrapping process.
- The sheets are expanded by extending the sheet in a direction transverse to the rows of slits to form an array of openings. Each of the openings is generally similar in shape and size and are generally hexagonal in shape.
- The present sheet being for use in expanded form as a cushioning material for protecting an object, the dimensions of the slits, the lands and the spacing between rows, are such that said land areas form an angle with the plane of the unexpanded sheet, of between 45° and less than 90°. A preferable angle is about 70°.
- The filling material may have an unexpanded thickness on the order of at least about ten times the unexpanded thickness of the sheet and preferably can be extended the order of twenty times the unexpanded thickness of the sheet. The opening action causes the land, or solid, sections between slits to bend in a direction normal to the plane of the paper, providing the paper with an extreme increase in effective thickness.
- The expanded cushioning material may have a minimum load bearing capacity of at least about 732 kgm-2 (150 lb per square foot) of expanded material. Preferably, the load bearing capacity is at least about 1200 kgm-2 (250 Ib per square foot). At a load bearing capacity of at least about 2000 kgm-2 (400 lb per square foot) greater universality of application is achieved and optimum cushioning can be achieved in typical applications with the use of two or three layers of expanded sheets.
- The preferred range for the load bearing capacity is in the from about 1200 kgm-2 (250 lb per square foot) to about 9600 kgm-2 (2000 ob per square foot). At excessively high load bearing capacities, the expanded cushioning material is too stiff to absorb impacts effectively and can be abrasive rather than giving.
- When the filling material is wrapped around an article, it is in the form of a plurality of layers of interlocked expanded sheets due to the land areas of adjacent sheets of the layers of sheets nesting and interlocking with each other, thus preventing or at least restricting the contraction of the expanded sheets.
- The filling material can be stored in stacks of sheets. Alternatively, it takes the form of is a single sheet in a continuous roll. The roll can be formed of a plurality of layers of sheets, such that upon unrolling, at least a pair of sheets are unrolled together. The parallel rows of slits are parallel to the machine direction of the continuous roll, thereby facilitating the rolling of the sheet during manufacture, without expanding after the forming of the slits.
- The grain of the paper is preferably parallel to the machine direction of the continuous roll so as to provide maximum tear resistance, since it is difficult to tear across the grain, rather than between adjacent fibers.
- Where the parallel rows of slits are transverse to the machine direction of the continuous roll, the sheet is expandable in the direction in which it is unrolled from the continuous roll, thus providing a handling convenience at the time of the wrapping process.
- The packaging material can be restored to it original configuration by applying opposing, contraction forces to the edges of the paper material which are not parallel to the rows of the slits, thus reversing the opening action. The contracting force is applied at right angle to the force is was applied to expand the sheet. The paper can then be stored in a flat condition for future reuse.
- The objects and advantages of the instant invention will become apparent when the specification is read in conjunctions with the drawings, wherein:
- FIGURE 1 is a top view of the slit sheet used in the instant invention;
- FIGURE 2 is a perspective view of a stack of the slit sheets of FIGURE 1;
- FIGURE 3 is a top view of the expanded slit sheet of FIGURE 1;
- FIGURE 4 is a cross-sectional view of a container utilizing the slit sheets of FIGURE 1 not in accordance with the invention
- FIGURE 5 is a cross-sectional view of a container using the slit sheets of FIGURE 1 wrapped around an item;
- FIGURE 6 is an enlarged, fragmentary top view of a slit sheet of paper;
- FIGURE 7 is an enlarged, fragmentary top view of the slit sheet of Figure 6 partially opened:
- FIGURE 8 is an enlarged, fragmentary top view of the slit sheet of Figure 6 opened;
- FIGURE 9 is an enlarged, fragmentary top view of the slit sheet of Figure 6 opened to approximately 180 degrees;
- FIGURE 10 is a side view of two of the raised cells of the instant invention;
- FIGURE 11 is a side view of an alternate embodiment of two of the raised cells of the instant invention:
- FIGURE 12 illustrates the load v. deformation test on unbound paper with a 2mm (0.078 inch) thickness
- FIGURE 13 illustrates the load v. deformation test on unbound paper with a 2mm (0.078 inch) thickness
- FIGURE 14 illustrates the load v. deformation test on unbound paper with a 2mm (0.078 inch) thickness
- FIGURE 15 illustrates the load v. deformation test on bound paper with a 2mm (0.078 inch) thickness
- FIGURE 16 illustrates the load v. deformation test on bound paper with a 2mm (0.078 inch) thickness
- FIGURE 17 illustrates the load v. deformation test on bound paper with a 2mm (0.078 inch) thickness
- FIGURE 18 illustrates the load v. deformation test on bound plastic with a 0.75mm (0.03 inch) thickness
- FIGURE 19 illustrates the load v. deformation test on bound plastic with a 0.75mm (0.03 inch) thickness
- FIGURE 20 illustrates the load v. deformation test on bound plastic with a 2mm (0.08 inch) thickness
- FIGURE 21 illustrates the load v. deformation test on bound plastic with a 2mm (0.08 inch) thickness
- FIGURE 22 illustrates the load v. deformation test on bound plastic with a 1 mm (0.04 inch) thickness
- FIGURE 23 illustrates the load v. deformation test on bound plastic with a 1 mm (0.04 inch) thickness
- FIGURE 24 illustrates the relationship between FIGURES 15 and 18;
- In order to maintain clarity within the instant disclosure, the definitions of specific terms have been included herein. The definitions were obtained from Elements of Physics, G. Shortley and D. Williams, Second Edition, Prenlice-Hall. Inc., Englewood Cliffs, N.J., 1955.
- Stress is related to the force causing deformation. Strain is related to the amount of deformation.
- Work is used in its technical definition. It is necessary for a force to act on a body and for the body to experience a displacement that has a component parallel to the direction in which the force is acting.
- Energy is a measure of the capacity or ability of the body to perform work. It is a scalar quantity and is measured in the same units as work. The energy possessed by a body as a result of its motion is called kinetic energy. Energy possessed by a body as a result of its position or configuration is called potential energy. When referring to an elastic body, the energy is referred to as elastic potential energy. The elastic potential energy of the cushioning material is the amount of work the cushioning material can perform in absorbing the energy of the article.
- Hookes Law - the deformation of an elastic body is directly proportional to the magnitude of the applied force, provided the elastic limit is not exceeded. The expanded material of the instant invention does not exhibit a straight line relationship between the deformation and the magnitude of the applied force. The relationship more nearly follows the curve which is characteristic of rubber, as shown on page 182 of Elements of Physics.
- Elastic body is one that experiences a change in volume or shape when the deforming forces act upon it but resumes its original size or shape when the deforming forces cease to act.
- Elastic force is the force exerted by the body by virtue of its deformation.
- Yeld point, the point beyond stress when a large increase in strain occurs with almost no increase in stress.
- The strength of paper is measured by bursting, tear and tensile strength. Tear strength is of significance in respect to the ability of the paper to resist having the slits tear during the expanding operation. Tear resistance of paper is measured in accordance with TAPPI- T-414 om-88. This method measures the force perpendicular to the plane of the paper required to tear multiple sheets of paper through a specified distance after the tear has been started using an Elmen-dorf-type tearing tester. In the case of tearing a single sheet of paper, the tearing resistance is measured directly. Tear resistance of the slits is greater transverse to the grain direction than in the grain direction. This is due to the fibers having a lower resistance to being separated than to being broken or torn. Long fibers or highly oriented fibers will exhibit high transverse tear strengths but exhibit "memory" or a tendency to return to their initial position when bent. Thus, a long fiber virgin paper can provide high tear resistance, but an excessive tendency for the paper to reclose after the expansion step, that is, to exhibit memory.
- Tensile is the strength it takes to pull paper apart and is always in the opposite direction to the tear strength. The tensile strength is measured in accordance with TAPPI-T 494 om-88. A paper with a 50% recycled Kraft with 40% virgin material provides a tear strength, with the grain, of 240 grams and a cross direction strength of 120 grams. The mullen test showed a 100% mullen. A 0.35 kgm-2 (70 pound) paper would, therefore, have a bursting pressure of 0.35 kgm-2 (70 pounds). The busting strength of recycled paper with a post consumer content is 50% or 60% mullen. In a 0.35 kgm-2 (70 pound) sample the bursting strength would be (.6 x 70) and a grammage of 112 grams per square meter. The 0.35 kgm-2 (70 pound) paper provides a tear strength of 96 grams in the machine direction and 120 gram in the cross direction. The tensile strength is 6,792 grams per centimeter (38 pounds per inch) in the machine direction and 3,396 grams per centimeter (19 pounds per inch) in the cross direction. For used with the instant invention, tear strength is of the great importance for resisting the tendency of the slits to tear under stress. Once the sheet of paper of the instant invention is expanded, the mullen or tensile strength has no impact upon the cushioning effect. Rigidity of the paper however, does have an affect on performance. Have the grain structure orient predominantly normal to the slits, has the advantage of providing optimum tensile strength, tear resistance and rigidity of the inclined land regions.
- In one example a 60% recycled Kraft paper mixed with 40% virgin material was used to produce expandable sheet material. The tear strength in the direction of the grain was 108 kg (240 pounds) and in the cross direction 120 grams. The paper showed a bursting pressure of 70 grams, (0.35 kgm-2 (70 pound) paper, 100% Mullen). The bursting strength of recycled paper with a post consumer content would typically have a 50 to 60% Mullen.
- A 0.35 kgm-2 (70 pound) natural Kraft paper was fed to a slitting unit for simultaneously cutting all of the slits while the sheets are supported on a flat bed. The paper had the following characteristics.
Weight 0.35 kgm-2 (70 lb) (about 68-74 wt range) thickness (caliper) 7.6 mils (range from 7.4 to 8.0 mils) Tensile - dry MD (machine direction) 392 kg/m (50 lbs/in) (44 minimum) Tensile - dry CD (transverse to MD) 9.07 kg (20 pounds) (18 minimum) Moisture 5% Tear Strength MD 140 gms (130 minimum) Tear Strength CD 160 gms (140 minimum) Mullen 55 psi (50 minimum) Calendar 0 Nip - Paper, when it is manufactured, is put through a series of calendar rolls, or "nips" to flatten the top surface for printing purposes. Zero to eight nips will yield a bulky, fibrous paper. Eight nips produces a flat, noisy, hard surface paper. The greater the number of nips, the more fibers are crushed and the weaker the tear strength of the paper. The instant invention preferably uses a zero nip stock which keeps the fibers bulky and strong. This is advantageous when the paper is being open manually or without the specialized machinery, described hereinafter. For use with the specialized machinery, weaker paper is used, thereby increasing stiffness, overall yield and a more finished product. The ability to use lighter paper is due to the fact that the machinery opens the cells smoothly, evenly, and due to the rollers, almost cell by cell, thereby reducing the force needed to open the cells. Once the cells are opened, a variety of paper weights will work well, depending upon the stiffness. Recycled paper, however, does provided the advantage that the shorter fibers have less ability to stretch and are therefore easier to open. Obviously, the more accurate the slitting of the paper, the easier the paper is to open. Recycling of paper results in the breaking of fibers and the reduced orientation of fibers during reprocessing. The breaking of fibers due to the recycling or as a result of embossing can at an extreme, ultimately produce a tissue paper like softness. This degree of softness produces the minimum amount of abrasion, but little cushioning effect.
- An essentially completely recycled paper can be used if the grain of the paper (the direction of strongest strength) was opposite the direction of the slits. When the grain is in the same direction of the slits, it is difficult to open the paper and the paper tends to rip before opening. While it would appear that the strength of the paper must be in the direction of expansion, what is actually required is adequate strength at the axis of the slit, so as to prevent tearing of the slits. As the paper is expanded the forces that are placed on the paper are exerted tangentially to the slit and increase as the paper is stretched. Recycled paper has less "stretch-ability" than virgin paper and is subject to ripping before it is fully opened if the direction of the grain is not used 90 degrees to the slit direction, a very weak recycled paper can be used, once it is opened because the hexagonal cells can be very stiff.
- One means for measuring the ability of the expanded cushioning material to provide the required cushioning effect is the deformation capacity. That is, the amount which the expanded sheet material compresses under a load. A total deformation capacity of at least about 25% of its expanded thickness is preferred. Stated in another way, the expanded cushioning material can have a deformation capacity of at least about 1.3 mm (a twentieth of an inch) per layer, under a load of about 2400 kg/m2 (500 pounds) per square foot. In terms of the ratio of load to deformation, the expanded cushioning material advantageously has a deformation ratio of at least 800 kgm-2/mm (40 psf/.01 in) of compression over a deformation of at least 1.27 mm (.05 inch). Preferably, the expanded cushioning material has an average deformation ratio of at least 1600 kgm-2/1 mm (80 psf/.01 in) of compression during a deformation of at least 2.5 mm (.1 inch.)
- The
slit paper 10 is illustrated in Figure 1 as it would come off the machine. Theflexible sheet 12 is preferably manufactured from exclusively recycled paper with the grain of the paper running in the direction of arrow A. Theflexible sheet 12 is provided withslits 14 and slits 16 which which are parallel to theedges flexible sheet 12 and perpendicular to the paper grain. Theslits 14 and slits 16 are placed in rows and separated from one another byland 20. Theland 20 is a consistent size and provides the support required to prevent the paper from tearing into strips when opened. It is therefor necessary that theland 20 be of sufficient size to prevent tearing. The spacing between theindividual slits 14 and slits 16 must also be of sufficient size to prevent the paper from tearing. The off set positioning of the rows ofslits 14 and slits 16 gives the paper resiliency when opened and is discussed in detail further herein. The existence ofpartial slits ends 17 and 18 of theflexible sheet 12 do not hinder the efficiency of theslit paper 10 and allow theflexible sheet 12 to be produced from roll paper which is then cut to the desired size. The sheet when flat, lies in a first plane. When expanded the expanded sheet is formed ofcells 26 andland 20 areas, as illustrated in Figure 3. Preferably, at least a majority of theland 20 areas lie in a plurality of parallel planes. The planes of theland 20 areas form an angle of at least about 45 degrees with the plane of the sheet in flat form. - The slitting operation in which the slits are cut into the sheet material can take several forms. In one embodiment, rectangular sheets are provide with its total number of slits in one action. The term rectangular should be understood to also include rectangles in which all four sides are equal, that is, square. Where the sheet material is subjected to rotary cutting or slitting, the pressure required for the cutting action is significantly lower that that which is required for the flat bed cut, since essentially only a single row or a few rows of slits are cut simultaneously. Where the slits are oriented in the machine direction, that is parallel to the direction of travel of the sheet material through the rotary cutter, the drawing force does not cause premature expansion. Unlike prior art structures and systems, expansion contemporaneous with slitting is not desirable. In this fashion, the sheet material has an effective thickness which is as much as one twentieth of the thickness of a sheet of expanded material. The compact configuration provides for the optimization of shipping and storage.
- It is critical for optimum strength to place the rows of
slits slits slits slits land 20, theslits slits slits slits cells 26 and will cause the cells to deform by changing the upward lift to a downward one. The downward positioning of theland 20 also inhibits the interlocking of the lattice effect when one sheet is placed on the other. This is due to the reverse angle of incline which pushes the sheets away from one another instead of interlocking. - Figure 2 shows the
slit paper 10 cut and piled for shipping. Since theslit paper 10 is produced as flat sheets, a large quantity can be shipped in a relatively compact stack. As an example, paper having a thickness of 0.4 mm (0.015 inches) creates a stack approximately 40 cm (15 inches) in height, weights approximately 22.6 kg (50 pounds) and contains 771 sheets. The compact nature of this material allows for the equivalent of large quantities of other shipping materials to be shipped in very little space. The thickness ratio between theslit sheets 10 as they are shipped and after they are expanded is approximately 20 to 1. This allows a substantial cost saving in shipping and storage. The filling space created by the expansion of theslit sheets 10 is approximately 22 times that of the unexpanded sheet. - The
slit sheet 10 can also be "flattened" after use to approximately its original form and can be then stored and reused several times. This saves not only in the cost of purchasing new materials, but an ecological savings in a time where everyone is conscious of this need. - The
slit sheet 10 is shown in Figure 3, in an expanded state. Theslit sheet 10 is expandable by simply pulling the opposing ends 22 and 24 in the direction indicated by the arrows B and C. The expansion of theslit sheet 12 opens the rows ofslits hexagon cells 26. As the slit sheet is expanded, thespaces 20 are raised to form thesections hexagonal cell 26 rotate upwardly and horizontally to form the raised padding effect. The quantity ofland 20 between theslits slits sections cells 26 allow thecells 26 to contact the object without the full abrasive force of a pure vertical ridged due to the ability to flex. The angles created by the raisedsections slit paper 10 onto itself. Theland 20 assists in retaining the "memory" of the paper, creating a pull affect as the paper tries to return to its original shape. A vertical ridge would retain the "memory" for a short period of time before returning to its original position. Once the paper is returned to its original position, it loosens on the item, no longer providing the cushioning. The locking affect also allows for easy securing and makes taping optional. The incline of the land areas is less than 90 degrees, and thus the object to be protected is subjected to significantly less abrasion than would be encountered if the object rested on a rigid support at 90 degrees to its surface. The land areas thus have a capacity to provide resilient, non-abrasive support. - The utilization of recycled paper, when the strength is property utilized, makes a very strong packaging medium once it is opened. Recycled paper has less stretch ability and is subject to tearing before it is opened if the grain A is not placed perpendicular to the rows of
slits - Figure 4 illustrates a method of using the slit sheets which is not in accordance with the
invention 10 to pack anobject 42. Slitsheets 10 have been expanded and placed "crumbled" within the container 48, filling the container 48 approximately 1\4 way. Theobject 42 is placed into the container 48 andadditional slit sheets 10 are expanded and crumbled, filling theopen space 40 around and on top of theobject 42. Thehexagonal cells 26 of theslit sheets 10 trap the air around theobject 42 providing additional support. The raisedsections object 42 from hitting a hard surface. The use of theslit sheet 10 according to the present invention is illustrated in Figure 5. Alonger slit sheet 10 is used which has sufficient length to provide multiple wrappings around theobject 42. Theslit sheet 10 is expanded to allow the raisedsections hexagonal cells 26. Theslit sheet 10 is wrapped around theobject 42, in the direction of the arrows B and C, thereby forcing the continued expansion of thehexagonal cells 26 and allowing them overlap the layer below. The raisedsections empty space 40 in the container 48. The interlocking provided by the raisedsections - The preferred progression of opening is illustrated in Figures 6, 7 and 8. Figure 6 illustrates the
unopened slits less land 20 which is forced to angle and the more hexagons which are created. Conversely, the greater the row spacing 38, the greater island area 20 and the fewer thecells 26. The degree of the angles is also controlled by the sire of the row spacing 38, with the narrower spacing creating sharper angles. The slit spacing 36 has direct effect on the ease of opening and the number ofcells 26. Figure 7 illustrates theslits cells 26 are narrow and theland 20 is not fully warped. Theslits land 20. - As the
cell 26 sizes increase, the quality of the cut is of greater importance. The larger thecell 26, the greater the deformity, until the deformity is to the point that theland 20 will lie flat around the edges of the grain instead of forming raised hexagons, as illustrated in Figure 9. Thecells 40 have been stretched to their maximum and form squares or rectangles instead of hexagons. Expansion to this extent provides little or no cushioning effect by theland 42. The greater the desired height, the cleaner and more complete the cut must be. To provide the proper warpage, the paper must move 90 degrees to the stretch direction and simultaneously increase in length. This causes a heavy load at each end of theslits slits - The length of the slit and the ratio of the land intervals between slit affects the dimensions of the polygons which are formed during the expansion step. The high ratio of sift length to interval length the greater is the maximum angle which can be formed between the plane of the sheet and the planes of the land areas. The greater the uniformity of the shape and size of the formed polygonal shaped open areas and the angle to which the land areas incline relative to the flat sheet, the greater is the degree to which interlocking of land areas can be achieved. Interlocking of land areas, that is, the nesting of layers of sheets, reduces the effective thickness of the sheets. However, the net effect is still a dramatic increase in effective sheet thickness. For example, 0.2 mm (.008 inch) thick paper having a slit pattern of a 13 mm (1/2" slit) 1.6 mm (1/16") land by 3.2 mm (1/8" row) spacing can expand to about one quarter of an inch thickness and will have a net effective thickness, when nested, of about 9.5 mm (375 inches).
- The longer the slit relative to the rigidity of the sheet material, the weaker is the interlocking effect and the cushioning effect due to the weakness of the expanded structure. A cell dimensioning which results in a maximum expansion to 100 % or more, of the unexpanded length results in excessive weakness of the expanded structure. If the slits are too small, expansion can be severely limited and cushioning can be excessively limited. This does not mean that the dimensions are narrowly critical, but rather that the dimension must be selected relative to the characteristics of the paper, as for example the degree of rigidity, and the cushioning or energy absorbing effects which are required. The resistance to expansion increases relative to the increase so the size of the land areas. It should be understood that some resistance to opening is desired. The object rests on, or contacts the edge of the sheet formed by the incline of the land areas which turns the perimeter of the openings into upper and lower edges.
- Paper, unlike metal does not flow under pressure. That is to say that metal is ductile or malleable and can be slit and expanded without necessarily resulting in land areas to rise to form an incline with respect to the plane of the metal sheet in this regard, attention is invited to US-A-4,089,090 which discloses the forming of an expanded metal sheet without a concomitant decrease in the width of the sheet :
- As heretofore mentioned, the slit dimensions can be varied to ease the process of opening. A 16 mm (5/8" slit) 5 mm (3/16") land by 5 mm (3/16") row opens very easily since the number of hexagons is reduced. When the size of the hexagons are increased and the numbers decreased, the stretched thickness was increased, producing a very viable wrap material. This sizing increases the yield of the paper and provides almost the same protection as the 13 mm (1/2") slit This sizing provides a less expensive product utilizing a larger content of post consumer waste while maintaining the integrity of the wrap product. The 13 mm (1/2") slit, 1.6 mm (1/16") land by 3.2 mm (1/8") row pattern produces a more protective wrap due to the greater number of wraps that can be made within the same volume. Thus, a 1.1 kg (2 1/2 pound) vase can be protected from a 76 cm (thirty inch) height with only 12 mm (1/2") of land round the vase can be protected with the 12 mm (1/2") slit pattern.
- Figures 10 and 11 illustrate in more detail the raised effect of the
slit sheet 10 through an end view. The raisedportions 60 are at an approximately 30° angle from the original plane. The raisedportions 60 represent a wider row spacing 38 than the raisedportions 64 of Figure 11. The wider the row spacing 38, the more land which will be warped and the less the angle. The raisedportions 64 of Figure 11 are at a greater than 45° angle and are created by use of a narrower row spacing 38. The greater the angle, the greater the warp and the less chance that the cells will close. Use of the multiple layers, creating the nesting effect, prevents closure of the cells, making the angle of less importance in general use. - The paper, once expanded creates semi-rigid peaks or lands. These peaks are similar to a spring in that once force is applied and removed, they will return to their original positioning, providing their elastic limit is not exceeded. The elastic force created by the resistance of the paper fibers slows the acceleration of the force. The work performed by movement of the semi-rigid peaks as a force is applied by an article, is the elastic potential energy of the expanded material.
- The graphs of Figures 12-17 show the load applied to the expanded sheets by a compression plate, plotted against changes in thickness of the expanded material under load. The compression plate applies a force across the surface of the entire expanded sheet. The load applied as displayed in the graph is independent of the size of the material to which the load is applied. Table II hereinafter shows the conversion from applied load to load in terms of kg per m2 (pounds per square foot). The test results described herein have been converted from total load per sheet to kg per m2 (pounds per square foot) in order to provide a means for comparison between sheets of different sizes. The first column of Table I is the applied load, the second column defines the kg per m2 (pounds per square feet) of unexpanded material and the third column the kg per m2 (pounds per square feet) of expanded material. As evident from Table I, when determining the load bearing capacity required to protect an item, it can be determined by area of either expanded or unexpanded material.
- The tests were conducted on roughly 48 cm (19.25 in) by 94 cm) (37.25) inch sheets. The length of the sheets included about 31 mm (1.25 inches) of uncut material, thus the slit region is slightly under 50 cm (20 inches) by 94 cm (three feet). The sheets were expanded to 122 cm (four feet) long, resulting in an expanded surface area of about 0.51 m2 (5.5 square feet) as compared about 0.46 m2 (5 square feet) unexpanded. Moderate expansion of the sheets yields an overall increase of about 1/3 in length while only yielding about a 10% increase in area due to the decrease in width. The sheets were capable of further expansion to roughly 1.5 m (60 inches) but were not tested at maximum expansion. The uniqueness in the invention lies in the cushioning results achieved through as little as a 10% expansion in surface area. This surface area increase accompanies the thickness increase. It is the thickness increase of at least about 10 fold which produces the dramatic cushioning effect. In the tests, the sheets were subject to an initial load until stabilization was attained.
- In analyzing the significance of the cushioning data, it should be understood that a block of concrete has a great load bearing capacity but not the capacity to cushion impact, or very minimal elasticity. To cushion impact, the object being protected must have its momentum gradually absorbed by the elasticity of the cushioning material as a abrupt stop will cause damage. Thus, there must be a significant, progressive deceleration of the object caused by the elastic force of the cushioning material's resistance to distortion. The greater the amount of work expended in continually absorbing the impact the greater the effectiveness of the cushioning. The work expended is directly rotated to the elastic force of the cushioning material. The light weight paper of US-A-4,832,228 has little elastic potential energy due to the weakness of the less than 0.15 kg/m2 (30 pound) paper used in the invention of the patent it is noted that the weight of paper is in kg of paper per m2 (pounds of paper per thousand square feet) prior to expansion. The slit pattern of this material permits an expansion by an amount greater than 100% of its unexpanded length. This material can exert only a slight amount of energy absorption during the deceleration of the article being protected, until the rigid quality of the adhesive material is encountered at which point the deceleration is excessive. Furthermore, the material is used in a non-interlocking manner, and relies on adhesive for structural strength. The presence of a rigid adhesive is antagonistic to the requirements of a cushioning material. It is thus evident that this material cannot be used as a cushioning material. It is further noted that the material would crush under a slight force and thus would not be capable of protecting an article against repeated impact while in transit.
- The expanded paper of used in the instant invention initially deforms thereby absorbing impact. This is shown in Figure 16 wherein the chart illustrates the deformation of the packing material using a 1800 kg (4100 pound) load. The paper gradually absorbs impact as the load presses downward until it reaches the elastic limit at point A. After stresses greater than point A have been attained, the packaging material reaches its elastic limit and no longer regains its original form when the distortion forces are removed. The material will, once the force reaches the elastic limits, distort. As the stress is increased beyond the elastic limit, the yield point is reached and the fibers break, however, as the elastic limit and yield point are so closely related and difficult to separate, both points will be referred to herein as the elastic limit. Additional force serves to crush the structure and the paper will reset itself at point B, providing some additional cushioning until point C is reached, at which point little or no additional compression is produced with increasing load. Typically, once the load/deformation point A is reached any absorption thereafter is generally too rigid to provide required cushioning. Although the resetting, point B, can provide additional support or cushion, in the test described herein, this factor was discounted. As previously noted, once the elastic limit of the material is exceeded, the material loses its ability to provide further cushioning.
- When used in multi-layers, additional benefits are encountered as the layers nest within each under the load, providing increased distribution of the impact forces or energy absorption. The nesting of the layers tends to affect the absorption characteristics of each layer synergistically. In multiple layer systems, the cushioning effects of the curve region A-B can be substantial and each layer can have its load/deformation point A modified differently or independently. The use of multiple layers, therefore, provides maximum cushioning effects.
- The benefit from the design of the expanded paper can be further appreciated when viewed from the perspective of the dissipation of impact forces. The ever expanding network of strands within the paper absorbs and dissipates the energy of the article whose movement is being decelerated. Paper is comprised of multiple fibers unaligned to one another, providing the equivalent of a nonwoven fabric. The nonaligned fibers force the object to engage many more fibers upon impact, distributing the energy along fiber axis to each interlacing point where it is dissipated. The binder in the fibers prevents the shock wave from pushing the fibers aside, providing a higher translation efficiency. Ideally, a structure should dissipate impact energy rather than obstructing it. Fiber friction assist in absorbing energy by transferring the force created along the fibers. When used in multi-layers, an extensive three dimensional effect is achieved as the energy is dissipated simultaneously, in a pattern analogous to the ripple effect of a pebble dropped in water and from layer to layer. The wave effect is noted in to exist in each layer. The sheets of plastic as tested and shown in Figures 18 - 23, were relative nonelastic and without sufficient elastic force to provide a significant degree of impact absorption. Essentially, the thin plastic film failed to meet the minimum threshold of load bearing capacity. Restated in technical terms, the elastic limit and the elastic potential energy of the plastic film was inadequate for the material to have utility as a cushioning material. Specifically, a load bearing capacity of less than 480 kgm-2 (100 lb. per square foot (psf)) is inadequate to provide the minimum required results. The use of multiple layers can offset or mitigate the problems encountered with the low load bearing capacity, but at this level, an impractical number of layers would be required, thus totally nullifying the utility of the expanded plastic material as a cushioning material. Thus, the expanded plastic sheets of the type disclosed in US-A-3,958,751 are inadequate to function as a packing or packaging material for cushion articles during shipping. At the other extreme, the expanded reinforcing sheet material of US-A-4,259,358, is far too rigid to function as a cushioning material. The material disclosed in US-A-4,259,358 provides little elasticity, thereby having minimal elastic potential energy to cushion the article. US-A-4,937,131 relates to cushioning dunnage materials. The term cushioning material, as employed herein, is consistent with the term as employed in US-A-4,937,131, the disclosure of which is incorporated herein as though recited in full, for the purpose of providing definitions of terms and background as to the requirements of cushioning products, or cushioning dunnage for use as packaging or packing materials.
- The term dunnage as used in the prior art, as for example US-A-4,937,131 and the patents cited therein, and the term cushioning material as used herein, means a material having sufficient impact absorption capacity to protect an article in transit. Essentially, the cushioning material must be able to absorb the energy of the impact thereby averting damage to the article. The energy of the impact is typically expressed as the elastic potential energy. Material such as disclosed in US-A-4,832,228 and US-A-3,958,751, which have to be used in excessive thickness to provide some degree of cushioning due to low load bearing capacities, are not included within the term cushioning material. Moreover, these later material have such a low elastic limit that it could not be used to absorb repeated impact as would be required to protect an article in transit. For example, if it is necessary to fill a 1.8 m3 (64 cubic foot) box with a material to protect a 0.45 kg (one pound)
article 5 cm (two inches) in diameter by 30 cm (one foot) long, the material is not included by the term dunnage or cushioning material. - At a minimum, a load bearing capacity of 732 kgm-2 (150 lb. per square foot) multiple layer is normally required to produce the minimum required results. When light objects are being packaged or minimal handling problems are anticipated, at least two or three layers of expanded sheet material would be used.
- At a load bearing capacity of 1200 kgm-2 (250 lb. psf) moderately delicate objects can be protected by a reasonable number of layers of expanded sheets. Typically, at least three layers are required for delicate objects, at this minimum level of layers.
- At a load bearing capacity of about 1460 kgm-2 (300 lb. psf) an increase of applicability is noted. That is, the 300 lb. psf level has significantly general applicability.
- At the load bearing capacity of about 1950 kgm-2 (400 lb. psf) essentially universal applicability is reached, particularly due to the multiplier effect achieved with the use of a plurality of layers.
- Another variable which has an affect upon the results which can be achieved is the thickness of the expanded paper. The use of greater expanded thickness per sheet can provide increased elastic force, thereby increasing the resistance to force and raising the elastic limit. The use of multiple layers to achieve required thickness is preferred due to the nesting and locking interaction between adjacent layers and the enhanced distribution of impact forces between nested layers. The upper limit is not narrowly critical, except of course, excess rigidity is counterproductive. Load bearing capacities in excess of 9700 kgm-2 (2000 lb. psf) per layer, are indicative of rigid materials which typically are excessively abrasive with a low elasticity. In the preferred embodiment, the load bearing capacity would be in the range of 2400 to 7300 kgm-2 (500 to 1500 psf) to provide optimum elastic force. The use of multiple layers increases the amount of dissipation per pound which can obtained from the cushioning system. Additionally, increased effective load bearing capacities can be achieved due to the significant amount of travel which is obtained at high loads.
- Another way of evaluating the effectiveness of the cushioning effect relates to the slope of the curve of the line which represents load plotted against travel. When the curve is excessively steep minimal shock absorption is present as the material shows little elasticity. Load bearing capacity is the maximum load which an expanded sheet can support before the slope becomes excessively severe. In the following tests, load bearing capacity is indicated as being the maximum load which can sustained before the elastic limit is reached.
- Expressed another way, an excessive slope is one which represents deceleration which is so severe as to provide inadequate shock absorption. Excessively shallow slopes are indicative of a material has too little elastic force, providing little or not resistance to the applied force. To overcome this lack of elastic force, or excessive elasticity, the material must be excessively thick to produce effect absorption of the force of an impact between object and expanded material. Load bearing capacities in the range from about 1200 (250) to about 3600 kgm-2 (1000 lb. psf) should be compatible with the use of a reasonable number of layers of expanded sheets, typically, two to four layers of expanded sheets.
- In terms of travel of material, the expanded sheet may have a total deformation capacity of at least about 25% of its expanded thickness. The deformation is preferably at least about 1.3 mm (a twentieth of an inch) under a load of at least about 2400 kgm-2 (500 psf.) A deformation of at least 1.3 mm (a twentieth of an inch) under a load of at least about 9700 kgm-2 (2000 psf) provides extremely effective results.
- Load bearing capacities in excess of 14500 kgm-2 (3000 psf) extend the scope of useful applications of the expanded sheet cushioning material.
- As shown in the graph of Figure 15, the primary deformation takes place over a compression distance of about 4.5 mm (.180 inches) under a load of about 2300 kg (5125 pounds). It is noted that at the load of 2300 kg (5125) the sheet rapidly collapsed, then resumed compressing progressively over a distance of about 1.27 mm (.05 in.) As stated, the second stage of compression tends to be too severe in terms of load kgm-2 per m (psf per inch) of compression and therefore was not considered in evaluating the materials described herein. The first stage of compression is defined as the region in which significant load bearing capacity is exhibited.
- Compression tests were performed on the following five (5) types of packaging cushioning materials: It is stressed that only the paper packaging cushioning materials are embodiments of the current invention. All others are included for composition only.
Quantity Description Thickness (mm) Mounting Means 5 Paper 2 Unbound 5 Paper 2 Bound 4 Plastic 0.76 Bound 5 Plastic 2.03 Bound 5 Plastic 1.02 Bound Preconditioning temperature: +23 +/- 3°C Preconditioning relative humidity: 50 +/- 5% Preconditioning duration: 24 hours (minimum) Applicable specification: ASTM D642-90 Test machine: Fixed platen Direction of applied load: Top to bottom Machine speed: 0.2 mm/sec (0.5 inch/minute) Test date recorded: Load deflection cm (inches) at yield strength kg (pounds) Equipment Manufacturer Model Compression Tester LAB 5250 Temperature/Humidity ATL Walk-in External Equipment Chamber Sling Psychrometer Taylor N/A - The test readouts where in total compression force under a platen. The total area of a sheet of expandable material changes as the sheet is expanded to its maximum expansion length. However, with respect to the scope of the invention the 10% difference between 4800 kgm-2 (1000 psf) and 4400 kgm-2 (900 psf) is not significant. Thus, comparing the load bearing capacity between two sheets can be meaningful, even if one sheet is fully expanded and the other sheet is partially expanded.
- A summary of the testing results are shown below in Table I.
TABLE I Test Number Yield Strength Displacement kg (Pounds) mm (Inches) 1 1122 2475 3.9 0.155 2 1349 2975 2.7 0.105 3 1480 3265 4.8 0.190 4 1093 2412 3.5 0.140 5 935 2062 3.3 0.130 6 2335 5150 4.8 0.190 7 2324 5125 4.5 0.180 8 2244 4950 5.2 0.205 9 1859 4100 4.8 0.190 10 1184 2612 4.4 0.173 11 26.3/118 58/260 4.3 0.170 12 24.9/102 55/225 3.7 0.145 13 26.3/79.4 58/175 4.1 0.160 14 25.8/68 57/150 3.5 0.140 15 24.9/79.3 55/175 5.5 0.215 16 24.9/86.1 55/190 5.8 0.230 17 25.8/79.4 57/175 6.6 0.260 18 24.9/95.2 55/210 5.8 0.230 19 26.3/90.7 58/200 6.6 0.260 20 24.9/56.7 55/125 2.16 0.085 21 26.7/56.7 59/125 3.0 0.120 22 27.2/68 60/150 3.5 0.140 23 28.6/70.3 63/155 3.5 0.140 24 27.2/81.6 60/180 3.5 0.140 -
Test Numbers - Figure 12-14 illustrate the results of tests performed on unbound paper with a 2 mm (0.078 in) thickness. In Figure 12, the elastic limit point A is reached at a weight of 1347 kg (2975 pounds) with a displacement of 3.81 mm (0.105 inches) in Figure 13 the elastic limit point A is reached at 1480 kg (3265 pounds) with a displacement of 4.8 mm (0.190 inches) and Figure 14 the elastic limit is (2062 pounds) with a displacement of 4.8 mm (0.130 inches). The unbound paper samples tended to return to their previous unstretched condition upon completion of the compression.
- Figures 15 - 17 illustrate tests performed on bound paper with an 2 mm (0.078) thickness. In Figure 15, the elastic limit point A is reached at a weight of 2321 kg (5125 pounds) with a displacement of 4.6 mm (0.180 inches) in Figure 16 the elastic limit point A is reached at 1857 kg (4100 pounds) with a displacement of 4.8 mm (0.190 inches) and Figure 17 the elastic limit is 1183 kg (2612 pounds) with a displacement of 4.4 mm (0.173) inches. The bound paper samples exhibited evidence of deformation upon completion of the compression testing.
- Figures 18 and 19 illustrate test performed on bound plastic with a thickness of 0.76 mm (0.030). In Figure 18, the elastic limit point A is reached at a weight of 26.3 kg (58 pounds) with a displacement of 4.3 mm (0.170 inches) and in Figure 19 the elastic limit point A is reached at 26.3 kg (58 pounds) with a displacement of 4.06 mm (0.160 inches).
- Figures 20 and 21 illustrate test performed on bound plastic with a thickness of 2.03 mm (0.080). In Figure 20, the elastic limit point A is reached at a weight of 25.8 kg (57 pounds) with a displacement of 3.56 mm (0.140 inches) and in Figure 21 the elastic limit point A is reached at 26.2 kg (58 pounds) with a displacement of 6.6 mm (0.260 inches).
- Figures 22 and 23 illustrate test performed on bound plastic with a thickness of 1.01 mm (0.040). In Figure 22, the elastic limit point A is reached at a weight of 24.9 kg (55 pounds) with a displacement of 2.16 mm (0.085) inches and in Figure 23 the elastic limit point A is reached at 28.5 kg (63 pounds) with a displacement of 3.56 mm (0.140 inches).
- The foregoing graphs of Figure 12-23 provide curves similar to those produced by rubber. The results which many materials produce, according to Hooke's law, do not apply with the slit materials in that it is not a straight line relationship between elastic expansion and force applied. This decrease of elastic force must, therefore, be counteracted by the material used. As shown in the Figures, plastic has little elastic force, or resistance, to the pressure exerted. The paper of the instant invention, counteracts the decreased elastic force, slowing the deceleration of the object through material resistance.
- Figure 24 illustrates the relationship between Figures 15 and 18. It illustrated clearly herein the cushioning affect of the plastic of line C does not approach the cushioning affect of the instant invention, line D.
- The correlation between the total load in kg to load per m2 of expanded material and load per m2 unexpanded, is provide in the following table.
CONVERSION TABLE ABSOLUTE LOAD LOAD/SQ. FT. UNEXPANDED LOAD/SQ. FT. EXPANDED kg (Ib) (Ib) kg/m2 (Ib) kg/m2 2718 6000 1200 5858 1091 5326 2265 5000 1000 4882 909 4437 1812 4000 800 3905 727 3549 1359 3000 600 2929 545 2660 906 2000 400 1952 364 1777 453 1000 200 976 182 888 407 900 180 878 164 800 362 800 160 781 145 707 317 700 140 683 127 620 271 600 120 585 109 532 226 500 100 488 91 444 181 400 80 390 73 356 136 300 60 293 55 268 90 200 40 195 36 175 45 100 20 97 18 87.8 - Commercially the wrapping of an article can take the following sequence. Sheet material unrolled from a continuous roll of material and expanded as it is used to wrap and enclose an object. The sheet material is then cut or ripped from the roll and the wrapping action is completed. In another embodiment, the material be fed from its roll to a second roll which is rotating at a rate which is higher than the peripheral speed of the first roll, thus stretching and expanding the sheet material as it is being unrolled. This mechanism enables sheet material to be opened to its maximum condition in which the hexagon expands into a rectangular configuration. In the case of essentially cylindrical objects, such as liquor bottles, the sheet material extends beyond the length of the bottle and contours around the top and bottom of the bottle thus fully enclosing the article.
- The slit sheets are manufactured at high speed by utilizing a modified rotary cutter in combination with conventional unwind and re-wind conventional. The rotary cutter utilizes two steel cylinders, the upper containing a flywheel which contains the cutting edges. The wooden cutting die has been modified to contain knives mounted within precut slits found within the wood. In order to facilitate the addition of the modified wooden cutting die, and to make changing the damages knives easier, the upper cylinder is machined with a series of threaded holes to accommodate machined screws. A blocking mechanism is affixed to the cylinder, through use of the screws, which holds the cutting knife in place. The lower cylinder is modified by adding a flexible surface referred to as a blanket. The blanket allows the knife from the upper cylinder to pass through the paper and penetrate the surface of the blanket. This guarantees a cut through the paper and prevents the necessity of the cylinders having to be perfectly matched with even roundness and pressure.
- The unwind and re-wind equipment allows the rolls of paper to be directly used, in a continuous process, directly from the paper mill. The unwind allows the paper roll to maintain constant tension as the roll reduces its diameter. A registered skid path is used on both sides of the rotary die cutter to maintain the paper in an even path. The re-wind uses tension to properly reroll the finished goods or can be by-passed to a sheeter that cuts the roll stock into the desired length.
- It is to be understood that the filling material sheets of the present invention may be formed of any desirable and suitable dimensions depending upon the hollow spaces to be filled in packaging materials.
Claims (6)
- A method of protecting an object by wrapping that object using a flat expandable recycled paper sheet material (10) comprising:at least one sheet of a slit paper (12);each of said at least one sheet of paper having, in its unexpanded form, a slit pattern of a plurality of parallel spaced rows of consecutive slits (14,16) and unslit gaps, extending transversely to the grain of the paper and from one edge (18,17) of said sheet of paper to the opposing edge (17,18) of said sheet of paper, each of said rows having its slits (14,16) positioned adjacent unslit gaps of the adjacent parallel row of slits forming land areas (20) ;the method comprising expanding the material by extending the sheet in a direction (A) transverse to said rows of slits, said unslit gaps and said space between rows of slits having dimensions whereby the slits form an array of hexagonal openings (26), the dimensions of the slits (14,16), the lands (20) and the spacing (38) between rows, are such that said land areas (20) form an angle with the plane of the unexpanded sheet, of between 45 degrees and less than 90 degrees;the method further comprising wrapping the expanded material around the object to overlie itself, with the lands (20) of one layer of wrapping interlocking with those of an adjacent layer such that contraction of the expanded sheet is restricted.
- The method according to claim 1, wherein said paper material (10) has an expanded thickness on the order of at least about ten times the unexpanded thickness of said paper sheet material when expanded to about 130% of its unexpanded length, said slits (14,16) are essentially straight lines on the order of about 10mm long, said interval space between the ends of each adjacent slits (14,16) being on the order of about one-fourth the quarter length of a slit and the space between the parallel rows being of the order of about 3mm.
- The method according to claim 1, wherein said at least one sheet (10) is a single sheet in an unexpanded continuous roll.
- The method according to claim 1, wherein the said angle is about 70°.
- The method according to claim 3, wherein the grain of the paper sheet material is parallel to the machine direction of said continuous roll.
- The method according to any one of the preceding claims, wherein said expandable sheet material (10) has a resistance to tear at each slit (14,16) of a tensile strength perpendicular to each slit (14,16) on the order of at least about 18 kg.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US85191192A | 1992-03-16 | 1992-03-16 | |
| US851911 | 1992-03-16 | ||
| US93660892A | 1992-08-27 | 1992-08-27 | |
| US96294492A | 1992-10-19 | 1992-10-19 | |
| US936608 | 1992-10-19 | ||
| US962944 | 1992-10-19 | ||
| PCT/US1993/002369 WO1993018911A1 (en) | 1992-03-16 | 1993-03-16 | Packing material |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP0686089A4 EP0686089A4 (en) | 1995-08-30 |
| EP0686089A1 EP0686089A1 (en) | 1995-12-13 |
| EP0686089B1 EP0686089B1 (en) | 1998-12-09 |
| EP0686089B2 true EP0686089B2 (en) | 2006-10-25 |
Family
ID=27420359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93907517A Expired - Lifetime EP0686089B2 (en) | 1992-03-16 | 1993-03-16 | Packing material |
Country Status (11)
| Country | Link |
|---|---|
| EP (1) | EP0686089B2 (en) |
| JP (1) | JP2759846B2 (en) |
| AT (1) | ATE174261T1 (en) |
| AU (1) | AU668148B2 (en) |
| BR (1) | BR9306097A (en) |
| CA (1) | CA2131713C (en) |
| CZ (1) | CZ223694A3 (en) |
| DE (1) | DE69322524T3 (en) |
| ES (1) | ES2128421T5 (en) |
| HU (1) | HUT68990A (en) |
| WO (1) | WO1993018911A1 (en) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0717714B1 (en) * | 1993-09-10 | 2000-03-22 | Geopax, Ltd. | Method and apparatus for producing individual rolls of packing material |
| DE29506078U1 (en) * | 1995-04-13 | 1995-09-21 | Rudig Joerg | Packaging material and device for producing the packaging material |
| JPH09315463A (en) * | 1996-05-27 | 1997-12-09 | Oogaki Cellophane Kogyo Kk | Packing material |
| US5906569A (en) * | 1997-09-30 | 1999-05-25 | Ranpak Corp. | Conversion machine and method for making folded strips |
| JP2003062074A (en) | 2001-08-29 | 2003-03-04 | Tomohiko Hashiba | Aspiration unit |
| US11834240B2 (en) | 2013-09-06 | 2023-12-05 | David P. Goodrich | Expanded slit sheet cushioning products with novel alternating expansion patterns |
| JP6579035B2 (en) * | 2016-04-14 | 2019-09-25 | 王子ホールディングス株式会社 | Package |
| JP7213826B2 (en) * | 2017-04-10 | 2023-01-27 | ランパク コーポレーション | Expandable slit sheet stock material, dunnage conversion system and expansion method |
| KR20230074620A (en) * | 2017-06-26 | 2023-05-30 | 데이비드 폴 굿리치 | Extensible paper and its use in the production of expanded slit packaging wrap and void fill products |
| US11401090B2 (en) | 2017-06-26 | 2022-08-02 | David Paul Goodrich | Expanded slit sheet cushioning products with novel slit pattern and paper properties |
| US11440305B2 (en) * | 2017-06-26 | 2022-09-13 | David Paul Goodrich | Embossed paper in combination with paper cushioning for shipping envelopes |
| US11702261B2 (en) | 2017-06-26 | 2023-07-18 | David Paul Goodrich | Expanded slit sheet cushioning products with novel reduced dimension slit patterns |
| JP7032691B2 (en) * | 2017-12-13 | 2022-03-09 | 王子ホールディングス株式会社 | Fixing sheet |
| KR102137417B1 (en) * | 2019-02-15 | 2020-07-24 | 임수혁 | Sheet with regular pattern of slits and grooves |
| CN110116854A (en) * | 2019-06-05 | 2019-08-13 | 东莞市银滨实业有限公司 | A kind of box buffering box structure |
| JP7204040B2 (en) * | 2020-02-10 | 2023-01-13 | 三菱電機株式会社 | Cushioning material, packaging cushioning device and manufacturing method thereof |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3807868A (en) † | 1971-03-23 | 1974-04-30 | Valmet Oy | Method for determining the fibre orientation in paper or equivalent by the aid of light reflected by the paper |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US265291A (en) * | 1882-10-03 | Running-gear for wagons | ||
| US2382400A (en) * | 1943-10-16 | 1945-08-14 | American Viscose Corp | Wrapper for wound filamentary masses |
| US2656291A (en) * | 1951-04-02 | 1953-10-20 | Spaugh Paper Company Inc | Pad |
| FR2080256A5 (en) * | 1970-02-27 | 1971-11-12 | Durand Jean | |
| BE794901A (en) * | 1972-02-03 | 1973-08-02 | Cellu Prod Co | Apparatus for manufacturing an expandable tubular packaging material |
| GB1470196A (en) * | 1974-11-13 | 1977-04-14 | Cooling Dev Ltd | Contact packing |
| JPS57148649A (en) * | 1981-03-09 | 1982-09-14 | Toyoda Boshoku Kk | Manufacture of shape made of paper |
| AT389658B (en) * | 1987-09-04 | 1990-01-10 | Gass Helmut | METHOD AND DEVICE FOR THE PRODUCTION OF FILLING MATERIAL FOR CAVITY ROOMS AND SUCH A FILLING MATERIAL |
| US4832228A (en) * | 1987-09-08 | 1989-05-23 | Hickey David J | Poultry tray liner |
| ES2048705T3 (en) * | 1988-12-06 | 1997-07-16 | Ghaleb Mohammad Yassin Shaikh | MATERIAL COMPOSITIONS TO STOP FIRE, EXPLOSIONS AND OXIDATIONS OF MATERIALS AND FORM ELECTROSTATIC CHARGES AND METHOD AND APPARATUS FOR THEIR OBTAINING. |
| US5001017A (en) * | 1988-12-06 | 1991-03-19 | Alhamad Shaikh G M Y | Compositions of matter for stopping fires, explosions and oxidations of materials and build up of electrostatic charges and method and apparatus for making same |
| US4937131A (en) * | 1989-03-15 | 1990-06-26 | Ranpak Corp. | Cushioning dunnage pad with stitching perforations |
| US5151312A (en) * | 1990-10-18 | 1992-09-29 | Boeri John L | Hollow, non-nestable packing peanuts of recycled newspaper |
-
1993
- 1993-03-16 AT AT93907517T patent/ATE174261T1/en not_active IP Right Cessation
- 1993-03-16 CA CA002131713A patent/CA2131713C/en not_active Expired - Lifetime
- 1993-03-16 EP EP93907517A patent/EP0686089B2/en not_active Expired - Lifetime
- 1993-03-16 AU AU38094/93A patent/AU668148B2/en not_active Ceased
- 1993-03-16 CZ CZ942236A patent/CZ223694A3/en unknown
- 1993-03-16 ES ES93907517T patent/ES2128421T5/en not_active Expired - Lifetime
- 1993-03-16 WO PCT/US1993/002369 patent/WO1993018911A1/en not_active Application Discontinuation
- 1993-03-16 DE DE69322524T patent/DE69322524T3/en not_active Expired - Lifetime
- 1993-03-16 HU HU9402503A patent/HUT68990A/en unknown
- 1993-03-16 JP JP5516663A patent/JP2759846B2/en not_active Expired - Lifetime
- 1993-03-16 BR BR9306097A patent/BR9306097A/en not_active IP Right Cessation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3807868A (en) † | 1971-03-23 | 1974-04-30 | Valmet Oy | Method for determining the fibre orientation in paper or equivalent by the aid of light reflected by the paper |
Also Published As
| Publication number | Publication date |
|---|---|
| AU3809493A (en) | 1993-10-21 |
| CZ223694A3 (en) | 1995-07-12 |
| CA2131713C (en) | 1998-11-03 |
| EP0686089A1 (en) | 1995-12-13 |
| BR9306097A (en) | 1997-11-18 |
| HU9402503D0 (en) | 1994-11-28 |
| ES2128421T5 (en) | 2007-06-16 |
| HUT68990A (en) | 1995-08-28 |
| WO1993018911A1 (en) | 1993-09-30 |
| CA2131713A1 (en) | 1993-09-30 |
| ES2128421T3 (en) | 1999-05-16 |
| DE69322524D1 (en) | 1999-01-21 |
| DE69322524T2 (en) | 1999-08-19 |
| EP0686089B1 (en) | 1998-12-09 |
| JPH07502718A (en) | 1995-03-23 |
| AU668148B2 (en) | 1996-04-26 |
| DE69322524T3 (en) | 2007-04-26 |
| EP0686089A4 (en) | 1995-08-30 |
| ATE174261T1 (en) | 1998-12-15 |
| JP2759846B2 (en) | 1998-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5667871A (en) | Slit sheet packing material | |
| EP0686089B2 (en) | Packing material | |
| US5538778A (en) | Method and apparatus for producing individual rolls of packing material | |
| CA1109432A (en) | Supporting and spacing member for web material rolls | |
| US5782735A (en) | Method and apparatus for producing individual rolls of packing material | |
| US9701091B2 (en) | Apparatus and method for dispensing cushioning wrap material | |
| US5958549A (en) | Prestressed honeycomb method and apparatus therefor | |
| US20230159252A9 (en) | Protective products such as envelopes having a unique combination of interior padding of expanded slit sheet paper and exterior lining of emossed paper | |
| EP0978372B1 (en) | Apparatus for producing individual rolls of packing material | |
| GB2083162A (en) | Shear action and compression energy absorber | |
| US5312665A (en) | Biodegradable loose-fill packing material | |
| US5593755A (en) | Accordion-folded paper sheet packing material and method | |
| US5512346A (en) | Insulation assembly for compressible insulation material | |
| AU742825B2 (en) | Protective packaging sheet | |
| US20210187896A1 (en) | Adhesive Wrapping System | |
| WO2021130659A1 (en) | Tension-activated, expanding articles with multibeam slits | |
| US20220379576A1 (en) | Tension-activated, expanding articles with curved terminal edges | |
| CN114867666A (en) | Tension activated spreading sheet | |
| CN219488299U (en) | Expanding material, mould and packaging material with tension axis | |
| US20050100714A1 (en) | Cushioning material | |
| PT978372E (en) | Apparatus for producing individual rolls of packing material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A4 | Supplementary search report drawn up and despatched | ||
| AK | Designated contracting states |
Kind code of ref document: A4 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19941013 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 19960206 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: GEOPAX, LTD. |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981209 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19981209 |
|
| REF | Corresponds to: |
Ref document number: 174261 Country of ref document: AT Date of ref document: 19981215 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69322524 Country of ref document: DE Date of ref document: 19990121 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| ITF | It: translation for a ep patent filed |
Owner name: STUDIO TORTA S.R.L. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19990309 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19990309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990316 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: HEPP, WENGER & RYFFEL AG |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2128421 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 19990309 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990930 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: JIFFY PACKAGING COMPANY LIMITED Effective date: 19990909 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: TE4A Free format text: GEOPAX, LTD US Effective date: 19990916 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: JIFFY PACKAGING COMPANY LIMITED |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| RDAH | Patent revoked |
Free format text: ORIGINAL CODE: EPIDOS REVO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: JIFFY PACKAGING COMPANY LIMITED Effective date: 19990909 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: JIFFY PACKAGING COMPANY LIMITED |
|
| APAA | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOS REFN |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: LIBEROPAX LLC |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: LIBEROPAX LLC Effective date: 20051012 |
|
| PLAH | Information related to despatch of examination report in opposition + time limit modified |
Free format text: ORIGINAL CODE: EPIDOSCORE2 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: LIBEROPAX, LLC Free format text: GEOPAX, LTD.#7600 SOUTHLAND BOULEVARD SUITE 100-108#ORLANDO, FLORIDA 32809 (US) -TRANSFER TO- LIBEROPAX, LLC#7700 CONGRESS AVENUE, SUITE 1107#BOCA RATON, FL 33487 (US) |
|
| 27A | Patent maintained in amended form |
Effective date: 20061025 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| NLS | Nl: assignments of ep-patents |
Owner name: LIBEROPAX LLC Effective date: 20060830 |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: GEAEMI, LTD |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| NLR2 | Nl: decision of opposition |
Effective date: 20061025 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: PC4A Owner name: LIBEROPAX LLC, US Effective date: 20070110 |
|
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Date of ref document: 20070124 Kind code of ref document: T5 |
|
| BECA | Be: change of holder's address |
Owner name: *LIBEROPAX LLC7700 CONGRESS AVENUE, SUITE 1107, US Effective date: 20060824 |
|
| BECH | Be: change of holder |
Owner name: *LIBEROPAX LLC Effective date: 20060824 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20120326 Year of fee payment: 20 Ref country code: CH Payment date: 20120326 Year of fee payment: 20 Ref country code: FR Payment date: 20120406 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20120302 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20120326 Year of fee payment: 20 Ref country code: IT Payment date: 20120327 Year of fee payment: 20 Ref country code: BE Payment date: 20120330 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20120329 Year of fee payment: 20 Ref country code: DE Payment date: 20120328 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69322524 Country of ref document: DE Representative=s name: KILIAN KILIAN & PARTNER, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69322524 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: MAXIMUM VALIDITY LIMIT REACHED Effective date: 20130316 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V4 Effective date: 20130316 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| BE20 | Be: patent expired |
Owner name: *LIBEROPAX LLC Effective date: 20130316 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20130315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130315 Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130319 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130326 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120326 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130317 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MK9A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130316 |