EP0633213A1 - Textile machine having yarn accumulator - Google Patents
Textile machine having yarn accumulator Download PDFInfo
- Publication number
- EP0633213A1 EP0633213A1 EP94110288A EP94110288A EP0633213A1 EP 0633213 A1 EP0633213 A1 EP 0633213A1 EP 94110288 A EP94110288 A EP 94110288A EP 94110288 A EP94110288 A EP 94110288A EP 0633213 A1 EP0633213 A1 EP 0633213A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarn
- plate
- path
- travel
- operative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004753 textile Substances 0.000 title abstract description 8
- 238000012545 processing Methods 0.000 claims abstract description 11
- 239000000853 adhesive Substances 0.000 claims abstract description 10
- 230000001070 adhesive effect Effects 0.000 claims abstract description 10
- 238000001816 cooling Methods 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 3
- 238000004804 winding Methods 0.000 claims 2
- 238000009825 accumulation Methods 0.000 abstract description 5
- 239000011248 coating agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 6
- 238000000605 extraction Methods 0.000 description 5
- 238000002788 crimping Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 230000003116 impacting effect Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000009877 rendering Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/02—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist
- D02G1/0206—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting
- D02G1/0266—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting false-twisting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H51/00—Forwarding filamentary material
- B65H51/20—Devices for temporarily storing filamentary material during forwarding, e.g. for buffer storage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/86—Arrangements for taking-up waste material before or after winding or depositing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the present invention relates to a textile machine for processing a filament yarn, wherein the yarn is advanced by a feed system into a treatment zone and withdrawn from the treatment zone by means of an extraction system, and wherein a yarn accumulator is arranged downstream of the feed system for temporarily storing the yarn in the event of a yarn break or other irregularity in the advance of the yarn.
- a machine of the described type is known, for example, from DE-OS 22 54 736.
- a machine of this type it is necessary to withdraw the yarn from its production or processing zone always at a higher speed than it is supplied thereto.
- irregularities often occur in the yarn delivery. These irregularities may be caused by the yarn production method itself, or they may be caused by a disturbance in the subsequent steps of the process.
- Such irregularities in the yarn delivery can easily result in breakdowns of the process, such as by having the yarn become entangled, or by the yarn forming laps.
- the problem of lap formation is of very great importance in the operation of textile machinery, inasmuch as laps can damage a textile machine.
- Such a formation of laps may occur, even when there are only short-time irregularities in the yarn delivery, which can develop, for example, in the takeup zone of the textile machine, especially when it is necessary to transfer the continuously advancing yarn from a fully would package to an empty tube.
- the known apparatus also has the disadvantage that it requires an adequately strong source of compressed air, and must either be in operation continuously, or be shut down, when breakdowns occur. By the time the apparatus becomes operative, it may however be already too late to avoid the above noted problems.
- the dropping yarn end may become entangled, or be wound in other feed systems, or it may wrap about other rotating elements of the processing station for that yarn or adjacent processing stations. Also, if worst comes to worst, the dropping yarn end may even damage the machine elements. Finally, it is very difficult to subsequently remove the yarn residues.
- a filament yarn processing apparatus which comprises a yarn feed means for advancing the yarn along an operative path of travel and to a treatment zone, and a yarn accumulator positioned immediately downstream of a yarn feed means, and which comprises a deflecting plate having opposite side edges.
- the plate is positioned generally transverse to the operative yarn path of travel, with one of the side edges of the plate being adjacent the operative path of travel.
- the yarn feed means defines a natural yarn delivery path along which the yarn is advanced in the absence of guidance downstream of the feed means, and to insure that the advancing yarn engages the plate in the event of a yarn break or the like, the plate is preferably positioned so as to intersect the natural yarn delivery path.
- the yarn accumulator preferably also comprises a yarn guide disposed on the side of the operative yarn path of travel opposite from the one side edge of the plate, and such that the operative yarn path of travel runs between the one side edge of the plate and the yarn guide.
- the deflecting plate causes the quantities of yarn to accumulate at a harmless place and, as a result of this accumulation, to then appear no longer as an individual yarn. While an individual yarn is easily caught by other machine elements as a result of unavoidable air currents, the resulting accumulation retains the yarn and is not susceptible to the air currents because of its larger mass.
- the use of the present invention does in general not require any modifications of the textile processing machine. However, it may be useful to offset the yarn withdrawal or extraction device relative to the feed system, so that the extraction device does not extend along the natural yarn delivery path of the yarn feed means.
- This natural yarn delivery path is in general the tangent to the feed system, or in a so-called pressure-roll type feed system, the common tangent to the driven feed roll and the pressure roll.
- the deflecting plate is effective, since it is arranged always in the direct vicinity of the operative yarn path, or even in the operative yarn path, in the case of a regular advance, which is predetermined by the feed system and the extraction device.
- the texturing machine comprises a yarn supply package 10 , on which a thermoplastic filament yarn 12 is wound.
- the yarn 12 is withdrawn under a certain tension by a feed system 18 via a yarn guide 14 .
- a first, elongate heater 20 extends, over which the yarn advances and is heated to a predetermined temperature.
- a further yarn guide 22 Arranged at the outlet end of heater 20 is a further yarn guide 22 , which deflects the yarn so as to advance it to a cooling plate 24 .
- the heater 20 and cooling plate 24 may be arranged relative to one another approximately in a roof-like configuration, with the yarn guide roll 22 forming the apex of the roof-like structure.
- a conventional false twist unit schematically illustrated at 28 which for example may be structured in accordance with German Patent 22 13 881 or U.S. Patent 4,339,915.
- a further feed system 30 Arranged downstream of the false twist unit 28 is a further feed system 30 , which serves to draw the yarn both over the heater 20 and the cooling plate 24 .
- a set heater which is constructed as a curved heating tube 34 which is surrounded by a heating jacket 32 .
- the latter serves to heat the heating tube 34 externally with vapor to a predetermined temperature.
- the heating tube 34 and its jacket are arranged upright.
- Heating tube 34 is connected seamlessly, i.e., in an airtight manner, to an equalizing tube 42 .
- a yarn guide 44 is positioned in the bent portion of a channel 38 , which joins the heating tube 34 to the equalizing tube 42 , and the yarn guide 44 is constructed as a pin or roll with a peripheral groove.
- a further feed system 46 Arranged at the outlet end of tube 42 is a further feed system 46 .
- the latter is a pressure-roll type feed system, and comprises a driven feed roll 46.1 and a pressure roll 46.2 , which freely rotates and presses the yarn in a slip-free manner against the feed roll. Adjacent thereto is a yarn accumulator 1 which is described further below.
- the yarn is wound on a takeup package 50 which is driven on its circumference by a friction roll 52 .
- a traversing mechanism 54 is positioned upstream of the friction roll 52 , which reciprocates the yarn 12 along package 50 , and causes it to be wound in a cross wound package.
- a suction tube 62 ( Figure 2A) with radial holes precedes the yarn traversing mechanism. The suction tube 62 allows the yarn to be removed by suction, when the package 50 is fully wound, and when for purposes of doffing the package the yarn needs to be cut between suction tube 62 and yarn traversing mechanism 54 .
- a platform 56 Located above equalizing tube 42 is a platform 56 , which is supported by rails or posts 58 on the floor 60 and which serves as an operator's aisle.
- Figure 2A is an enlarged detail view of the takeup zone within the area II of Figure 1 , and in particular Figure 2A illustrates in more detail the yarn accumulating device 1 , which becomes operative, when the yarn breaks or slackens.
- the yarn accumulator 1 comprises a yarn guide 2 and a deflecting plate 3 , which are mounted to a common support 4 .
- the deflecting plate 3 has opposite side edges 5, 6, and it is angled along an apex line 7 to define two plate segments 8, 9, which are inclined with respect to each other in V-shape at an angle of about 90°.
- the apex line 7 extends toward the yarn guide 2 .
- the yarn guide 2 lies at a short distance behind deflecting plate 3 .
- the plate 3 may for example consist of two flat metal sheets, which are joined along the apex line 7 , or it may comprise a unitary flat metal sheet which is bent in V-shape along the apex line.
- the deflecting plate 3 may alternatively be a flat surface, or it may have the shape of a funnel, the axis of which extends approximately in the natural direction of the operative yarn advance. Also, the deflecting plate 3 may be provided with an adhesive coating on the side thereof facing the yarn feed system, for the purpose of retaining a broken yarn end as further described below.
- This adhesive coating for example may comprise a film which is coated on both sides with an adhesive material, and which is applied to the plate so that one coated side is exposed.
- the deflecting plate may be covered with a cling tape which has a hook-like fibrous adhesive coating as schematically illustrated in Figure 3A.
- the plate 3 is mounted so as to be generally transverse to the operative yarn path of travel, and with the side edge 5 being spaced from but closely adjacent the path of travel. Also, the yarn guide 2 is disposed on the side of the yarn path of travel opposite from the side edge 5 of the plate 3 , and such that the yarn path of travel runs between the side edge 5 and the yarn guide 2 in normal operation. Thus, the advancing yarn is not deflected by the plate 3 during normal operation.
- the yarn guide 2 is provided, on the one hand, with a yarn guide element, which is arranged likewise closely adjacent the operative yarn path of travel.
- the guide surface of the yarn guide extends along an extension of the apex line 7 , which is formed by deflecting plate 3 , but is slightly spaced apart from its side edge 5 . Consequently, there exists a gap between the side edge 5 of deflecting plate 3 and the guide edge of yarn guide 2 , which permits the yarn advancing under tension to pass without contacting, as best seen in Figure 1.
- the guide element of yarn guide 2 is laterally bordered by guide plates, which cover the side edge 5 of the deflecting plate and form a lateral boundary of the yarn path.
- the arrangement of the deflecting plate 3 and the yarn guide 2 in the machine is such that the apex line 7 of the deflecting plate is aligned approximately perpendicularly with respect to the yarn path of travel.
- the yarn accumulator is arranged such that the deflecting plate is positioned along the common tangent to the feed roll 46.1 and the pressure roll 46.2 of the feed system 46 .
- the yarn starts to pile up. Thereafter, the yarn is pulled out from this pile by the suction device 62 .
- a deflecting plate 3 mounted to a common support 4 is positioned downstream of the first feed system 18 , which advances the yarn in the direction of the heater 20 .
- the second feed system 30 which is adjacent the false twist unit 28 serves as a yarn withdrawal or extraction system.
- Figure 3 illustrates the yarn in its normal or operative path of travel.
- Figures 4 and 5 illustrate the operating condition, in which a yarn end is down, and the broken yarn end is continuously supplied by the feed system 18 .
- this operating condition one may incur the risk that the broken yarn end enters into takeup package 50 , the drive elements of which, in particular friction roll 52 and yarn traversing mechanism 54 continue to be in operation.
- the broken yarn end also may be caught in an adjacent processing station.
- the yarn advances under tension along its operative path of travel, so that it passes between and does not contact either the side edge 5 of deflecting plate 3 and the guide edge of yarn guide 2 . It is however possible to also offset the yarn accumulator relative to the yarn path, so that the yarn is slightly deflected on the deflecting plate or the yarn guide. This would involve only a matter of yarn tension and wear. In the event the yarn breaks, it is no longer under tension and is ejected by feed system 18 against the deflecting plate, namely into the apex line 7 between the two flat surfaces of deflecting plate 3 .
- the yarn accumulator is arranged such that the deflecting plate extends along the common tangent to the feed roll and pressure roll of feed system 18 , or in a position which has previously been found by tests to intersect with the natural yarn delivery path along which the yarn is advanced in the absence of guidance downstream of the feed system 18 .
- the deflecting plate 3 is not covered with an adhesive coating. Therefore, the accumulated quantity of yarn drops from the deflecting plate in the form of a yarn tangle. However, a collecting bin 26 is provided below the deflecting plate, which is positioned so as to collect the accumulated tangle.
- the natural yarn delivery path of the feed system in the meaning of this invention is theoretically the tangent to the point, at which the yarn leaves the feed system, or the common tangent, when the feed system is of the nip type or employs nip rolls. Practically, however, deviations may result, for example, when in a feed system employing nip rolls, the yarn adheres more to one of the rolls than to the other. Deviations may also result, when the yarn is "spat out" in a horizontal direction, provided it is under no tension. Therefore, in cases of doubt, it will be necessary to determine by test the natural yarn delivery path of the yarn when under no tension or low tension. Under some circumstances, it may also be necessary to consider the speed of the feed system.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Guides For Winding Or Rewinding, Or Guides For Filamentary Materials (AREA)
Abstract
Description
- The present invention relates to a textile machine for processing a filament yarn, wherein the yarn is advanced by a feed system into a treatment zone and withdrawn from the treatment zone by means of an extraction system, and wherein a yarn accumulator is arranged downstream of the feed system for temporarily storing the yarn in the event of a yarn break or other irregularity in the advance of the yarn.
- A machine of the described type is known, for example, from DE-OS 22 54 736. In a machine of this type, it is necessary to withdraw the yarn from its production or processing zone always at a higher speed than it is supplied thereto. With this type of yarn delivery, irregularities often occur in the yarn delivery. These irregularities may be caused by the yarn production method itself, or they may be caused by a disturbance in the subsequent steps of the process. Such irregularities in the yarn delivery can easily result in breakdowns of the process, such as by having the yarn become entangled, or by the yarn forming laps. The problem of lap formation is of very great importance in the operation of textile machinery, inasmuch as laps can damage a textile machine. Such a formation of laps may occur, even when there are only short-time irregularities in the yarn delivery, which can develop, for example, in the takeup zone of the textile machine, especially when it is necessary to transfer the continuously advancing yarn from a fully would package to an empty tube.
- The known apparatus also has the disadvantage that it requires an adequately strong source of compressed air, and must either be in operation continuously, or be shut down, when breakdowns occur. By the time the apparatus becomes operative, it may however be already too late to avoid the above noted problems.
- As a further disadvantage, it is recognized that upon yarn breaks occurring downstream of the feed system, the dropping yarn end may become entangled, or be wound in other feed systems, or it may wrap about other rotating elements of the processing station for that yarn or adjacent processing stations. Also, if worst comes to worst, the dropping yarn end may even damage the machine elements. Finally, it is very difficult to subsequently remove the yarn residues.
- It is accordingly an object of the present invention to provide an apparatus for temporarily accumulating a quantity of yarn resulting from the slackening or breakage of the yarn downstream of a yarn feed system, and which is constantly ready of operation and does not require auxiliary equipment.
- It is a further object of the present invention to provide a yarn accumulator of the described type which has provision for catching a dropping yarn end upon a yarn break, and rendering the end harmless.
- The above and other objects and advantages of the present invention are achieved in the embodiment illustrated herein by the provision of a filament yarn processing apparatus which comprises a yarn feed means for advancing the yarn along an operative path of travel and to a treatment zone, and a yarn accumulator positioned immediately downstream of a yarn feed means, and which comprises a deflecting plate having opposite side edges. The plate is positioned generally transverse to the operative yarn path of travel, with one of the side edges of the plate being adjacent the operative path of travel. Thus the advancing yarn is not significantly deflected by the plate when advancing along its operative path of travel. However, in the event of a yarn break or the like, the advancing yarn engages the plate.
- The yarn feed means defines a natural yarn delivery path along which the yarn is advanced in the absence of guidance downstream of the feed means, and to insure that the advancing yarn engages the plate in the event of a yarn break or the like, the plate is preferably positioned so as to intersect the natural yarn delivery path.
- The yarn accumulator preferably also comprises a yarn guide disposed on the side of the operative yarn path of travel opposite from the one side edge of the plate, and such that the operative yarn path of travel runs between the one side edge of the plate and the yarn guide.
- In accordance with the present invention, the deflecting plate causes the quantities of yarn to accumulate at a harmless place and, as a result of this accumulation, to then appear no longer as an individual yarn. While an individual yarn is easily caught by other machine elements as a result of unavoidable air currents, the resulting accumulation retains the yarn and is not susceptible to the air currents because of its larger mass.
- The use of the present invention does in general not require any modifications of the textile processing machine. However, it may be useful to offset the yarn withdrawal or extraction device relative to the feed system, so that the extraction device does not extend along the natural yarn delivery path of the yarn feed means. This natural yarn delivery path is in general the tangent to the feed system, or in a so-called pressure-roll type feed system, the common tangent to the driven feed roll and the pressure roll. However, even without such modification, the deflecting plate is effective, since it is arranged always in the direct vicinity of the operative yarn path, or even in the operative yarn path, in the case of a regular advance, which is predetermined by the feed system and the extraction device.
- Some of the objects and advantages of the present invention having been stated, others will appear as the description proceeds, when considered in conjunction with the accompanying drawings, in which
- Figure 1 is a cross sectional view of a yarn false twist texturizing machine which embodies the present invention;
- Figure 2A is an enlarged fragmentary view of the portion of Figure 1 illustrated within the area II;
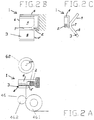
- Figures 2B and 2C are top plan and side elevation views respectively, of a slightly modified version of the accumulator shown in Figures 1 and 2A;
- Figure 3 is a cross sectional view of a yarn false twist crimping machine showing another embodiment of the invention;
- Figure 3A is a fragmentary cross sectional view of the deflecting plate of the present invention and illustrating one embodiment of an adhesive coating applied thereto;
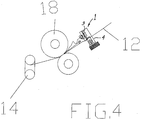
- Figure 4 is a fragmentary view of a portion of the false twist crimping machine shown in Figure 3; and
- Figure 5 is a view similar to Figure 4 but further illustrating a container bin for collecting the waste yarn.
- The embodiments as described below illustrate the invention used in association with a yarn false twist texturing machine for processing synthetic filament yarns. It will be understood however, that the invention is useable with other textile processing machines which include a yarn feed means for advancing a yarn along an operative path of travel.
- As schematically illustrated in Figures 1 and 3, the texturing machine comprises a
yarn supply package 10, on which athermoplastic filament yarn 12 is wound. Theyarn 12 is withdrawn under a certain tension by afeed system 18 via ayarn guide 14. In the direction of the advancing yarn, downstream offeed system 18, a first,elongate heater 20 extends, over which the yarn advances and is heated to a predetermined temperature. Arranged at the outlet end ofheater 20 is afurther yarn guide 22, which deflects the yarn so as to advance it to acooling plate 24. Theheater 20 andcooling plate 24 may be arranged relative to one another approximately in a roof-like configuration, with theyarn guide roll 22 forming the apex of the roof-like structure. Below thecooling plate 24 is a conventional false twist unit schematically illustrated at 28, which for example may be structured in accordance withGerman Patent 22 13 881 or U.S. Patent 4,339,915. Arranged downstream of thefalse twist unit 28 is afurther feed system 30, which serves to draw the yarn both over theheater 20 and thecooling plate 24. - In the direction of the advancing yarn, and below the
feed system 30 is a set heater, which is constructed as acurved heating tube 34 which is surrounded by aheating jacket 32. The latter serves to heat theheating tube 34 externally with vapor to a predetermined temperature. Preferably, theheating tube 34 and its jacket are arranged upright. -
Heating tube 34 is connected seamlessly, i.e., in an airtight manner, to an equalizingtube 42. Also, ayarn guide 44 is positioned in the bent portion of achannel 38, which joins theheating tube 34 to the equalizingtube 42, and theyarn guide 44 is constructed as a pin or roll with a peripheral groove. - Arranged at the outlet end of
tube 42 is afurther feed system 46. The latter is a pressure-roll type feed system, and comprises a driven feed roll 46.1 and a pressure roll 46.2, which freely rotates and presses the yarn in a slip-free manner against the feed roll. Adjacent thereto is ayarn accumulator 1 which is described further below. The yarn is wound on atakeup package 50 which is driven on its circumference by afriction roll 52. Atraversing mechanism 54 is positioned upstream of thefriction roll 52, which reciprocates theyarn 12 alongpackage 50, and causes it to be wound in a cross wound package. A suction tube 62 (Figure 2A) with radial holes precedes the yarn traversing mechanism. Thesuction tube 62 allows the yarn to be removed by suction, when thepackage 50 is fully wound, and when for purposes of doffing the package the yarn needs to be cut betweensuction tube 62 andyarn traversing mechanism 54. - Located above equalizing
tube 42 is aplatform 56, which is supported by rails orposts 58 on thefloor 60 and which serves as an operator's aisle. - Figure 2A is an enlarged detail view of the takeup zone within the area II of Figure 1, and in particular Figure 2A illustrates in more detail the
yarn accumulating device 1, which becomes operative, when the yarn breaks or slackens. - As best seen in Figures 2A-2C, the
yarn accumulator 1 comprises ayarn guide 2 and adeflecting plate 3, which are mounted to acommon support 4. Thedeflecting plate 3 has opposite side edges 5, 6, and it is angled along anapex line 7 to define twoplate segments 8, 9, which are inclined with respect to each other in V-shape at an angle of about 90°. When viewed in the direction of the yarn advance as illustrated in Figure 2B, theapex line 7 extends toward theyarn guide 2. Also, theyarn guide 2 lies at a short distance behind deflectingplate 3. - The
plate 3 may for example consist of two flat metal sheets, which are joined along theapex line 7, or it may comprise a unitary flat metal sheet which is bent in V-shape along the apex line. - The deflecting
plate 3 may alternatively be a flat surface, or it may have the shape of a funnel, the axis of which extends approximately in the natural direction of the operative yarn advance. Also, the deflectingplate 3 may be provided with an adhesive coating on the side thereof facing the yarn feed system, for the purpose of retaining a broken yarn end as further described below. This adhesive coating for example may comprise a film which is coated on both sides with an adhesive material, and which is applied to the plate so that one coated side is exposed. Alternatively, the deflecting plate may be covered with a cling tape which has a hook-like fibrous adhesive coating as schematically illustrated in Figure 3A. - The
plate 3 is mounted so as to be generally transverse to the operative yarn path of travel, and with the side edge 5 being spaced from but closely adjacent the path of travel. Also, theyarn guide 2 is disposed on the side of the yarn path of travel opposite from the side edge 5 of theplate 3, and such that the yarn path of travel runs between the side edge 5 and theyarn guide 2 in normal operation. Thus, the advancing yarn is not deflected by theplate 3 during normal operation. - The
yarn guide 2 is provided, on the one hand, with a yarn guide element, which is arranged likewise closely adjacent the operative yarn path of travel. The guide surface of the yarn guide extends along an extension of theapex line 7, which is formed by deflectingplate 3, but is slightly spaced apart from its side edge 5. Consequently, there exists a gap between the side edge 5 of deflectingplate 3 and the guide edge ofyarn guide 2, which permits the yarn advancing under tension to pass without contacting, as best seen in Figure 1. The guide element ofyarn guide 2 is laterally bordered by guide plates, which cover the side edge 5 of the deflecting plate and form a lateral boundary of the yarn path. The arrangement of the deflectingplate 3 and theyarn guide 2 in the machine is such that theapex line 7 of the deflecting plate is aligned approximately perpendicularly with respect to the yarn path of travel. - In the machine illustrated in Figure 1, the yarn is wound free of trouble, and consequently the yarn advances along its operative path of travel and under an adequate tension between
feed system 46 and the takeup. As a result, the yarn accumulator remains inoperative in this operating condition. Shown in Figure 2A, is the situation when the yarn is cut betweensuction tube 62 and yarn-traversingmechanism 54, and subsequently pulled into the interior ofsuction tube 62. At this moment, the speed at which the yarn is withdrawn fromfeed system 46 is considerably reduced for a short time. As a result, there may arise the risk that the excessive amount of yarn entangles, forms laps, or leads to other disturbances. This is prevented by theyarn accumulator 1 of the present invention, which is arranged at a short distance downstream offeed system 46. - In the event the yarn is no longer advanced under an adequate tension, the yarn will impact against the deflecting plate at the
apex line 7 between the twoflat segments 8, 9 of deflectingplate 3. To this end, the yarn accumulator is arranged such that the deflecting plate is positioned along the common tangent to the feed roll 46.1 and the pressure roll 46.2 of thefeed system 46. Upon impacting the deflecting plate, the yarn starts to pile up. Thereafter, the yarn is pulled out from this pile by thesuction device 62. The quantity of yarn which accumulates in this pile, is variable. The present invention thereby accommodates without harm a condition wherein thefeed system 46 delivers a constant quantity of yarn but the quantity of yarn withdrawn is not constant as a result, for example, of the interrupted takeup or irregularities of the process. - In the false twist crimping machine illustrated in Figure 3, as well as Figures 4 and 5, a deflecting
plate 3 mounted to acommon support 4 is positioned downstream of thefirst feed system 18, which advances the yarn in the direction of theheater 20. Thesecond feed system 30 which is adjacent thefalse twist unit 28 serves as a yarn withdrawal or extraction system. - Figure 3 illustrates the yarn in its normal or operative path of travel. Figures 4 and 5 illustrate the operating condition, in which a yarn end is down, and the broken yarn end is continuously supplied by the
feed system 18. In this operating condition, one may incur the risk that the broken yarn end enters intotakeup package 50, the drive elements of which, inparticular friction roll 52 andyarn traversing mechanism 54 continue to be in operation. The broken yarn end also may be caught in an adjacent processing station. These potential problems are avoided with theyarn accumulator 1, which is arranged at a short distance from the outlet end of thefeed system 18. The structure of the yarn accumulator corresponds to that of Figures 2A-2C, as described above. - In operation, the yarn advances under tension along its operative path of travel, so that it passes between and does not contact either the side edge 5 of deflecting
plate 3 and the guide edge ofyarn guide 2. It is however possible to also offset the yarn accumulator relative to the yarn path, so that the yarn is slightly deflected on the deflecting plate or the yarn guide. This would involve only a matter of yarn tension and wear. In the event the yarn breaks, it is no longer under tension and is ejected byfeed system 18 against the deflecting plate, namely into theapex line 7 between the two flat surfaces of deflectingplate 3. To this end, the yarn accumulator is arranged such that the deflecting plate extends along the common tangent to the feed roll and pressure roll offeed system 18, or in a position which has previously been found by tests to intersect with the natural yarn delivery path along which the yarn is advanced in the absence of guidance downstream of thefeed system 18. - When impacting upon the deflecting plate, the yarn piles up. In the embodiment of Figure 4, it is assumed that the deflecting plate is provided with an adhesive coating as described above. As a result of the coating, the yarn will adhere to this adhesive coating, thus avoiding the risk that the yarn comes into contact with other rotating machine elements or drifts freely in the machine and is entrained by an air current. Thereafter, the film may be simply pulled off the deflector plate, thereby removing the yarn residue. Where a cling tape is employed as illustrated in Figure 3A, the tape can be simply torn away from the deflecting plate, after a yarn break has occurred and yarn material has piled up.
- In the embodiment of Figure 5, the deflecting
plate 3 is not covered with an adhesive coating. Therefore, the accumulated quantity of yarn drops from the deflecting plate in the form of a yarn tangle. However, a collectingbin 26 is provided below the deflecting plate, which is positioned so as to collect the accumulated tangle. - The natural yarn delivery path of the feed system in the meaning of this invention is theoretically the tangent to the point, at which the yarn leaves the feed system, or the common tangent, when the feed system is of the nip type or employs nip rolls. Practically, however, deviations may result, for example, when in a feed system employing nip rolls, the yarn adheres more to one of the rolls than to the other. Deviations may also result, when the yarn is "spat out" in a horizontal direction, provided it is under no tension. Therefore, in cases of doubt, it will be necessary to determine by test the natural yarn delivery path of the yarn when under no tension or low tension. Under some circumstances, it may also be necessary to consider the speed of the feed system.
- In the drawings and specifications, there has been set forth a preferred embodiment of the invention, and although specific terms are employed, they are used in a generic and descriptive sense only and not for purposes of limitation.
Claims (10)
- An apparatus for processing a filament yarn and comprising
yarn feed means for advancing the yarn along an operative path of travel and to a treatment zone, and
a yarn accumulator positioned immediately downstream of said yarn feed means for temporarily storing the yarn upon a yarn break or the like, said yarn accumulator comprising a deflecting plate having opposite side edges, with said plate being mounted generally transverse to the operative path of travel and with one of said side edges being adjacent the operative path of travel, and such that the advancing yarn is not significantly deflected by the plate when advancing along the operative path of travel but the advancing yarn does engage the plate upon a yarn break or the like. - The apparatus as defined in Claim 1 wherein said yarn accumulator further comprises a yarn guide disposed on the side of said operative yarn path of travel opposite from said one side edge of said plate, and such that the operative yarn path of travel runs between said one side edge of said plate and said yarn guide.
- The apparatus as defined in Claim 2 wherein said plate is angled along an apex line to define two plate segments which are inclined with respect to each other, and with the apex line extending toward said yarn guide when viewed in the direction of the yarn advance.
- The apparatus as defined in Claim 3 wherein the deflecting plate is coated with an adhesive material on the side thereof facing said yarn feed means.
- The apparatus as defined in Claim 2 further comprising a yarn collection bin positioned below said deflecting plate so as to be adapted to receive the yarn after the yarn engages the deflecting plate.
- The apparatus as defined in Claim 2 wherein said one side edge of said plate is spaced from the operative yarn path of travel and such that the advancing yarn is not deflected by the plate when advancing along the operative path of travel.
- The apparatus as defined in Claim 1 wherein said yarn feed means defines a natural yarn delivery path along which the yarn is advanced in the absence of guidance downstream of the feed means, and wherein said deflecting plate is positioned so as to intersect the natural yarn delivery path.
- The apparatus as defined in Claim 1 wherein said yarn feed means comprises a driven feed roll and a cooperating pressure roll which engages the feed roll so as to define a common tangent, and wherein said deflecting plate is positioned along the common tangent of said rolls.
- The apparatus as defined in Claim 1 wherein said treatment zone comprises yarn false twisting means comprising, in serial arrangement, an elongate heater, an elongate cooling plate, a false twisting unit, and a second yarn feeding means.
- The apparatus as defined in Claim 1 wherein said treatment zone comprises a yarn winding apparatus for winding the advancing yarn into a cross wound package.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4323059 | 1993-07-10 | ||
| DE4323059 | 1993-07-10 | ||
| DE4341048 | 1993-12-02 | ||
| DE4341048 | 1993-12-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0633213A1 true EP0633213A1 (en) | 1995-01-11 |
| EP0633213B1 EP0633213B1 (en) | 1998-04-01 |
Family
ID=25927558
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94110288A Expired - Lifetime EP0633213B1 (en) | 1993-07-10 | 1994-07-01 | Textile machine having yarn accumulator |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0633213B1 (en) |
| CN (1) | CN1061011C (en) |
| DE (1) | DE69409295T2 (en) |
| TW (1) | TW268056B (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000015532A1 (en) * | 1998-09-10 | 2000-03-23 | Barmag Ag | Texturing machine for texturing and taking up a thread |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE123449C (en) * | ||||
| FR342236A (en) * | 1904-04-12 | 1904-09-02 | Alsacienne Constr Meca | Device for spinning and twisting machines to avoid double threads in the event of thread breakage |
| FR367701A (en) * | 1905-08-11 | 1906-11-08 | Henry Bibby Reynolds | Improvements in ring spinning machines and ring and fin twisting machines |
| FR735104A (en) * | 1932-03-24 | 1932-11-03 | Device for preventing the inconvenience resulting from yarn breakage in spinning machines | |
| FR44604E (en) * | 1934-03-21 | 1935-03-19 | Device for preventing the inconvenience resulting from yarn breakage in spinning machines | |
| GB526635A (en) * | 1938-03-28 | 1940-09-23 | Gessner Ernst Ag | Improvements in ring spinning frames |
| FR1402460A (en) * | 1964-07-27 | 1965-06-11 | Winding process |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH415393A (en) * | 1963-10-02 | 1966-06-15 | Filatures Et Tissages F & Th F | Plate with slotted openings at the outlet of flyer drafting systems |
| US4632324A (en) * | 1982-11-12 | 1986-12-30 | Mayer & Cie. Gmbh & Co. | Strand storing and delivering device |
| DE3824437C1 (en) * | 1988-07-19 | 1990-02-01 | Gustav 7290 Freudenstadt De Memminger |
-
1994
- 1994-06-30 TW TW083105970A patent/TW268056B/zh active
- 1994-07-01 EP EP94110288A patent/EP0633213B1/en not_active Expired - Lifetime
- 1994-07-01 DE DE69409295T patent/DE69409295T2/en not_active Expired - Fee Related
- 1994-07-08 CN CN94108225A patent/CN1061011C/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE123449C (en) * | ||||
| FR342236A (en) * | 1904-04-12 | 1904-09-02 | Alsacienne Constr Meca | Device for spinning and twisting machines to avoid double threads in the event of thread breakage |
| FR367701A (en) * | 1905-08-11 | 1906-11-08 | Henry Bibby Reynolds | Improvements in ring spinning machines and ring and fin twisting machines |
| FR735104A (en) * | 1932-03-24 | 1932-11-03 | Device for preventing the inconvenience resulting from yarn breakage in spinning machines | |
| FR44604E (en) * | 1934-03-21 | 1935-03-19 | Device for preventing the inconvenience resulting from yarn breakage in spinning machines | |
| GB526635A (en) * | 1938-03-28 | 1940-09-23 | Gessner Ernst Ag | Improvements in ring spinning frames |
| FR1402460A (en) * | 1964-07-27 | 1965-06-11 | Winding process |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000015532A1 (en) * | 1998-09-10 | 2000-03-23 | Barmag Ag | Texturing machine for texturing and taking up a thread |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1061011C (en) | 2001-01-24 |
| DE69409295T2 (en) | 1998-08-27 |
| TW268056B (en) | 1996-01-11 |
| EP0633213B1 (en) | 1998-04-01 |
| DE69409295D1 (en) | 1998-05-07 |
| CN1100696A (en) | 1995-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101333709B (en) | Device for sorting or selecting fibers of a fiber bundle containing textile fibers | |
| US6536087B2 (en) | Method and apparatus for continuously unwinding and processing a yarn | |
| US2296339A (en) | Automatic doffing apparatus | |
| JP6991002B2 (en) | How to monitor the normal operation of the spinning unit of a ring spinning machine | |
| US3902644A (en) | Apparatus for the treatment of yarn | |
| US2706089A (en) | Method of doffing | |
| US4619109A (en) | Method and apparatus for yarn piecing in a fasciated yarn spinning unit | |
| US5487208A (en) | Device for the detection of breakage of textile fiber slivers before a draw frame | |
| US4318269A (en) | Process and apparatus for piecing-up a wrap yarn | |
| EP0633213B1 (en) | Textile machine having yarn accumulator | |
| US4947633A (en) | Process and an arrangement for producing packages to be used as feeding packages for twisting | |
| EP0301325B1 (en) | Yarn withdrawal apparatus and method | |
| US5528894A (en) | Textile machine paraffing device | |
| US4559773A (en) | Method and apparatus for restarting a yarn spinning apparatus | |
| US4561602A (en) | Method and apparatus for facilitating doffing of a yarn processing machine | |
| JP3285918B2 (en) | Method and apparatus for winding yarn in a spinning winder | |
| US5284008A (en) | Sliver delivery system in textile machines that process sliver | |
| JP2672859B2 (en) | Individual type yarn breakage processing device | |
| JP2002517617A (en) | Method for making a bundled yarn and apparatus for performing this method | |
| KR100328466B1 (en) | Combustor Doping System | |
| CN115676513A (en) | Device for drawing and winding a thread | |
| TW530102B (en) | Yarn processing apparatus | |
| EP0340630B1 (en) | residual lap clearing apparatus | |
| US6745553B2 (en) | Air-spinning arrangement | |
| US4625505A (en) | Friction spinning device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19950203 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 19970728 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69409295 Country of ref document: DE Date of ref document: 19980507 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030707 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040721 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20040802 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040809 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060331 |