EP0624545A1 - Method of producing a spring insert - Google Patents
Method of producing a spring insert Download PDFInfo
- Publication number
- EP0624545A1 EP0624545A1 EP93610032A EP93610032A EP0624545A1 EP 0624545 A1 EP0624545 A1 EP 0624545A1 EP 93610032 A EP93610032 A EP 93610032A EP 93610032 A EP93610032 A EP 93610032A EP 0624545 A1 EP0624545 A1 EP 0624545A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- string
- strings
- adhesive
- length
- fed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C27/00—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas
- A47C27/04—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas with spring inlays
- A47C27/06—Spring inlays
- A47C27/063—Spring inlays wrapped or otherwise protected
- A47C27/064—Pocketed springs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B68—SADDLERY; UPHOLSTERY
- B68G—METHODS, EQUIPMENT, OR MACHINES FOR USE IN UPHOLSTERING; UPHOLSTERY NOT OTHERWISE PROVIDED FOR
- B68G9/00—Placing upholstery springs in pockets; Fitting springs in upholstery
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B68—SADDLERY; UPHOLSTERY
- B68G—METHODS, EQUIPMENT, OR MACHINES FOR USE IN UPHOLSTERING; UPHOLSTERY NOT OTHERWISE PROVIDED FOR
- B68G9/00—Placing upholstery springs in pockets; Fitting springs in upholstery
- B68G2009/005—Devices for turning the springs 90° inside the pockets
Definitions
- the invention relates to a method of producing a spring insert from strings of springs which are individually encased in a pocket of material, so-called pocketed springs, said strings having an adhesive applied and being compressed to form the spring insert.
- a method is known from the description provided in EP, B1, 0154076 and EP, A2, 0155158, whereby heat-fusible adhesive is applied to the outer string in the spring insert, after which an additional string is pressed into place and glued together with the first string.
- the spring insert is finished after a suitable number of strings have been glued together.
- it can be incorporated into a mattress, a cushion or the like in a commonly-known manner.
- the known method is limited to the production of spring inserts with the same resiliency characteristics in the insert for the whole extent of the insert.
- the spring insert comprises only one type of pocketed spring, in that all of the strings are cut from the same length.
- the adhesive is applied by means of movable nozzles which, during the emission of the adhesive, are led along the outer layer of the spring insert. This means that the pressing-together of the subsequent string must await the application of adhesive before the string can be glued to the preceding string. This gives rise to the risk of the glue running or flowing out, so that the gluing-together either becomes too weak or too extensive, depending on the state of the adhesive at the moment that the compression is effected.
- strings with different characteristics with regard to both dimension and form of the spring elements for the changing of the resiliency characteristic, and pockets can be made of material which can be more or less flexible for changing of the damping characteristic.
- the application of the adhesive to the string while this is in movement provides the advantage that the production process is not delayed, but is limited only by the speed with which the string is fed past, and also that the construction is simple and without moving parts.
- a plant for the execution of the method is illustrated in fig. 1.
- the plant comprises a feeding section 1, which will be described in more detail with reference to figs. 2 and 3, a turning section 2, which will be described in more detail with reference to figs. 4 and 5, and an adhesive application section 3 and a compression section 4 which will be described in more detail with reference to figs. 6 and 7.
- the feeding section 1 consists of a frame 5, on the top of which are supported a number of wheels 6 corresponding to the number of pocket-spring lengths 7, 8.
- lengths 7 and 8 can have different resiliency and/or damping characteristics, so that in the example embodiment shown there can be produced a finished spring insert 9 consisting of two different types of pocket-springs.
- the wheels 6 are preferably sprocket-formed so that the lengths 7 and 8 can be fed by rotation of the wheels.
- a shield 10 can be mounted over a part of the wheels' circumference.
- each set of wheels 6 there is mounted a further set of drive rollers 11 for each length 7, 8, so that each individual length can be fed in a precise manner.
- the wheel sets 6, 11 will be synchronized by means of a chain drive or the like.
- a cutting mechanism 12 comprising two jaws 13 which can be moved in a reciprocating manner by means of an actuator 14, so that the lengths 7 and 8 can be fed between the jaws 13 when these are separated.
- the drive roller 11 can feed a certain number of pockets in the length 7 and 8 so that a given number of pockets, corresponding to the length of the string 15, will form one element in the finished spring insert 9.
- the jaws 13 are closed and the length is cut over either mechanically or thermally.
- This conveyor carries the string 15 further to an angularly-extending belt 17 which leads the string 15 forward to the turning section 2.
- this section is configured with a conveyor belt 18 on which the string 15 is fed forward in the section.
- a boom 19 operated by actuators 20 pushes the string over the side where it falls down on a side-stop 21. As shown in fig. 5, the side-stop is thereafter tipped so that the string falls down into a gutter 22.
- the string 15 is fed into a chain conveyor 23 which is moved from the turning section 2 and further through the compression section 4.
- the conveyor 23 feeds the string 15 past an adhesive application device 24 which can be of any suitable type.
- a fluid adhesive is advantageous, the reason being that this can be pumped out through nozzles via a pipe 25. This makes it possible for the adhesive to be pumped out in shots, and the adhesive 26 can hereby be applied to the outer side of each pocket-spring in the string as this passes the nozzle(s).
- the chain conveyor 23 stops when the string 15 is standing opposite a pusher arm 27, this being provided with an end profile which enables it to lie up against the string 15.
- an actuator 28 can feed the string 15 with adhesive 26 on to an underlayer 29 where it can be pushed up against preceding strings for gluing together with the outermost string.
- the spring insert 9 is hereby built up of strings 15 which one after another are glued together to form the finished insert 9.
- the lengths 7 and 8 with the desired resiliency and damping characteristics and dimensions are fed to the plant in the form of endless lengths of pocket-springs 7 and 8.
- spring inserts of any desired kind and character, also including spring inserts comprising pocket-springs of different heights.
- the plant is controlled in a commonly-known manner by microprocessors so that it is possible to select to feed strings of any desired length, said strings then being tipped upright and receiving an application of adhesive before the final compression.
- the whole method is controlled so that all movements are synchronized, whereby strings can be produced at a very high rate of production, the reason being that the whole of the flow can be effected at the same tempo.
- pocket-spring strings is determined by the activation of the sets of feeding wheels, whereby strings can be produced at normal rates of production, even when there are frequent changes between the strings.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Springs (AREA)
- Wire Processing (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Description
- The invention relates to a method of producing a spring insert from strings of springs which are individually encased in a pocket of material, so-called pocketed springs, said strings having an adhesive applied and being compressed to form the spring insert.
- The production of spring inserts from strings of pocket springs is normally effected by cutting from a length of a given number of pocket springs in a string, after which the strings are glued together to form the spring insert.
- A method is known from the description provided in EP, B1, 0154076 and EP, A2, 0155158, whereby heat-fusible adhesive is applied to the outer string in the spring insert, after which an additional string is pressed into place and glued together with the first string.
- The spring insert is finished after a suitable number of strings have been glued together. Hereafter, it can be incorporated into a mattress, a cushion or the like in a commonly-known manner.
- This known method is limited to the production of spring inserts with the same resiliency characteristics in the insert for the whole extent of the insert. The spring insert comprises only one type of pocketed spring, in that all of the strings are cut from the same length.
- Moreover, the adhesive is applied by means of movable nozzles which, during the emission of the adhesive, are led along the outer layer of the spring insert. This means that the pressing-together of the subsequent string must await the application of adhesive before the string can be glued to the preceding string. This gives rise to the risk of the glue running or flowing out, so that the gluing-together either becomes too weak or too extensive, depending on the state of the adhesive at the moment that the compression is effected.
- The use of the method is therefore limited to the production only of homogeneous spring inserts with uniform pocket-springs, and is limited by a troublesome and protracted application of adhesive which is difficult to control.
- With the method according to the invention, whereby the strings used have different resiliency and/or damping characteristics, it is possible in a surprisingly simple manner to produce a spring insert with ideal characteristics, in that there can be built up a spring insert which is in accord with the load on the individual parts of the spring insert. This permits production of spring inserts, and herewith mattresses, cushions etc., which are in complete accordance with the degree of support they are desired to provide.
- Since this can be effected in a simple manner, the cost of production will not be substantially greater, while the finished product has far superior characteristics with regard to both comfort and health.
- There can thus be used strings with different characteristics with regard to both dimension and form of the spring elements for the changing of the resiliency characteristic, and pockets can be made of material which can be more or less flexible for changing of the damping characteristic.
- With the method according to the invention, it will also be possible to produce spring inserts of different shapes and extent, the reason being that lengths with different heights can be incorporated, and that the strings can be of different lengths.
- With the method according to the invention, it herewith becomes possible to produce spring inserts which can fulfil any requirement with regard to their qualities of resilience and support, and without this being encumbered by a considerably higher cost of production.
- As disclosed in
claim 2, by using a cutting mechanism which is fed with two or more lengths, there is freedom to choose to feed a given string having qualities which are precisely in accordance with its positioning in the finished spring insert, and in the desired length, i.e. number of pocket-springs in the string. - As disclosed in
claim 3, the application of the adhesive to the string while this is in movement provides the advantage that the production process is not delayed, but is limited only by the speed with which the string is fed past, and also that the construction is simple and without moving parts. - As disclosed in
claim 4, by applying adhesive only to the surfaces which touch each other, the consumption is limited as much as possible, and the resiliency characteristics remain unaffected. - As disclosed in
claim 5, by applying the adhesive in shots, these can be synchronized with the feeding of the string so that a perfect positioning of the adhesive is quickly ensured, and completely without any risk of undesired application of adhesive on the insert's surrounding parts. - Finally, as disclosed in
claim 6, it is expedient to arrange the lengths so that they are fed with the longitudinal axes of the pocket-springs being horizontal, and thereafter tip the string 90° before applying the adhesive, whereby the length and the string are conveyed without risk of displacement in relation to their support or one another. - In the following section, an example of a plant for the execution of the method will be described in more detail with reference to the drawing, where
- fig. 1
- shows a perspective drawing of a plant according to the invention,
- fig. 2
- shows the actual cutting-off device with the one length in use,
- fig. 3
- shows the cutting-off device with a second length in use,
- fig. 4
- shows the turntable before the turning of the string,
- fig. 5
- shows the turntable during the turning of the string,
- fig. 6
- shows the actual compression device before the compression of a string with adhesive applied, and
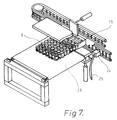
- fig. 7
- shows the compression of the string against the remaining strings during the production of a spring insert.
- A plant for the execution of the method is illustrated in fig. 1.
- The plant comprises a
feeding section 1, which will be described in more detail with reference to figs. 2 and 3, aturning section 2, which will be described in more detail with reference to figs. 4 and 5, and anadhesive application section 3 and acompression section 4 which will be described in more detail with reference to figs. 6 and 7. - As shown in figs. 2 and 3, the
feeding section 1 consists of aframe 5, on the top of which are supported a number ofwheels 6 corresponding to the number of pocket-spring lengths - These
lengths spring insert 9 consisting of two different types of pocket-springs. - The
wheels 6 are preferably sprocket-formed so that thelengths lengths wheel 6, ashield 10 can be mounted over a part of the wheels' circumference. - Under each set of
wheels 6 there is mounted a further set ofdrive rollers 11 for eachlength wheel sets - Under the
drive roller 11 there is mounted acutting mechanism 12 comprising twojaws 13 which can be moved in a reciprocating manner by means of anactuator 14, so that thelengths jaws 13 when these are separated. - In this position, the
drive roller 11 can feed a certain number of pockets in thelength string 15, will form one element in the finishedspring insert 9. - When the
string 15 has been formed, thejaws 13 are closed and the length is cut over either mechanically or thermally. - Below the
cutting mechanism 12 there is mounted aconveyor belt 16. This conveyor carries thestring 15 further to an angularly-extendingbelt 17 which leads thestring 15 forward to theturning section 2. - As shown in figs. 4 and 6, this section is configured with a
conveyor belt 18 on which thestring 15 is fed forward in the section. - When the
belt 18 is stopped, aboom 19 operated byactuators 20 pushes the string over the side where it falls down on a side-stop 21. As shown in fig. 5, the side-stop is thereafter tipped so that the string falls down into agutter 22. - In the
gutter 22, thestring 15 is fed into achain conveyor 23 which is moved from theturning section 2 and further through thecompression section 4. - Hereafter, the
conveyor 23 feeds thestring 15 past anadhesive application device 24 which can be of any suitable type. - A fluid adhesive is advantageous, the reason being that this can be pumped out through nozzles via a
pipe 25. This makes it possible for the adhesive to be pumped out in shots, and theadhesive 26 can hereby be applied to the outer side of each pocket-spring in the string as this passes the nozzle(s). - The
chain conveyor 23 stops when thestring 15 is standing opposite apusher arm 27, this being provided with an end profile which enables it to lie up against thestring 15. - Hereafter, an
actuator 28 can feed thestring 15 withadhesive 26 on to anunderlayer 29 where it can be pushed up against preceding strings for gluing together with the outermost string. - The
spring insert 9 is hereby built up ofstrings 15 which one after another are glued together to form the finishedinsert 9. - When the
last string 15 has been glued on, thebelt 29 is started and the spring insert is led away. - The following is a description of the method.
- The
lengths springs - In the example shown there are two lengths with the same outer dimension, but there will be nothing to prevent the use of several lengths and lengths with other dimensions.
- There can hereby be produced spring inserts of any desired kind and character, also including spring inserts comprising pocket-springs of different heights.
- The plant is controlled in a commonly-known manner by microprocessors so that it is possible to select to feed strings of any desired length, said strings then being tipped upright and receiving an application of adhesive before the final compression.
- The whole method is controlled so that all movements are synchronized, whereby strings can be produced at a very high rate of production, the reason being that the whole of the flow can be effected at the same tempo.
- The choice of pocket-spring strings is determined by the activation of the sets of feeding wheels, whereby strings can be produced at normal rates of production, even when there are frequent changes between the strings.
Claims (6)
- Method of producing a spring insert from strings of springs which are individually encased in a pocket of material, so-called pocketed springs, said strings having an adhesive applied and being compressed to form the spring insert, characterized in that strings (15) with different resiliency and/or damping characteristics are used.
- Method according to claim 1, characterized in that the string (15) is cut from a length (7, 8) in a cutting device (1) to which several lengths (7, 8) are supplied, and where each length is fed to a cutting mechanism (12, 13) by means of an adjustable feeding arrangement (6, 11) in such a manner that the selection of the length (7, 8) and the length of the string (15) can be adjusted.
- Method according to claim 1, characterized in that the adhesive (26) is applied to the string (15) during its movement past one or more nozzles (24) before the compression.
- Method according to claim 3, characterized in that the adhesive (26) is applied only to the outer side of the pockets where pockets of abutting strings (15) lie up against each other after the compression.
- Method according to claims 3 and 4, characterized in that the adhesive (26) is pumped out through the nozzle(s) in a jet on the outer side of the pocket when the pocket is opposite the nozzle(s).
- Method according to claims 1-5, characterized in that the length(s) (7, 8) are fed over wheels/sprockets (6, 11) with horizontally-extending axes to the cutting mechanism (12, 13), after which the string (15) is fed in a commonly-known manner on to a turning table (2) where the string (15) is tipped upright, whereafter the string (15), by means of a chain conveyor (23) in the form of an endless chain over carrier wheels with vertical axes, is fed past the adhesive application nozzle(s) (24) before being positioned on a horizontally-displaceable arm (27) which thereafter presses the string (15) up against the preceding string in the spring insert (9).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK93568A DK56893D0 (en) | 1993-05-14 | 1993-05-14 | PROCEDURE FOR THE PREPARATION OF A SPRING INSTALLATION |
| DK568/93 | 1993-05-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0624545A1 true EP0624545A1 (en) | 1994-11-17 |
| EP0624545B1 EP0624545B1 (en) | 1997-09-17 |
Family
ID=8095017
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93610032A Expired - Lifetime EP0624545B1 (en) | 1993-05-14 | 1993-05-19 | Method of producing a spring insert |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0624545B1 (en) |
| AT (1) | ATE158263T1 (en) |
| DE (1) | DE69314010T2 (en) |
| DK (2) | DK56893D0 (en) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996027553A1 (en) * | 1995-03-05 | 1996-09-12 | New Technology I Lidköping Ab | Apparatus for the manufacture of innerspring constructions |
| DE19529911A1 (en) * | 1995-08-15 | 1997-02-20 | Spintex Ag | Appts. for conveying strings of pocket springs to work table |
| WO1997037569A1 (en) * | 1996-04-03 | 1997-10-16 | Toledo Fjederindlaeg A/S | Method and means for the production of a spring insert |
| WO2000055088A1 (en) * | 1999-03-17 | 2000-09-21 | Springform Technology Limited | Method and apparatus for manufacturing innerspring assemblies |
| WO2002044076A2 (en) | 2000-11-29 | 2002-06-06 | Calino S.A. | Pocketed spring mattress and innerspring construction and their method and device of manufacture |
| WO2002092495A1 (en) * | 2001-05-16 | 2002-11-21 | Spühl AG St. Gallen | Method and device for transporting nested springs to a spring-core assembly device |
| US6718726B1 (en) | 2001-10-09 | 2004-04-13 | Dreamwell Ltd. | Method and apparatus for storing and transporting strings of pocketed coils |
| WO2007031774A1 (en) * | 2005-09-17 | 2007-03-22 | A Harrison (Bedding) Limited | Pocketed spring units |
| EP2524895A1 (en) | 2011-05-20 | 2012-11-21 | Spühl AG | Method and device for conveying a string of pocketed spring |
| US8800338B2 (en) | 2008-12-18 | 2014-08-12 | Springform Technology Limited | Manufacture of coil springs |
| ITRN20130026A1 (en) * | 2013-06-24 | 2014-12-25 | Flexfor S R L | STRUCTURE FOR MATTRESS, MACHINE AND METHOD OF CONSTRUCTION OF SUCH A MATTRESS STRUCTURE. |
| WO2019241204A1 (en) * | 2018-06-13 | 2019-12-19 | L&P Property Management Company | Sectioned pocketed spring assembly and method of making same |
| WO2020229036A1 (en) | 2019-05-14 | 2020-11-19 | Nv Bekaert Sa | Spool of pocketed springs |
| US20240228261A1 (en) * | 2023-01-11 | 2024-07-11 | L&P Property Management Company | Method Of Manufacturing Partially Foam Encased Pocketed Spring Assembly |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103950885B (en) * | 2014-04-25 | 2015-08-05 | 广州市联柔机械设备有限公司 | A kind of Novel packaged spring manufactures device and bagged-spring production method |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0089789A1 (en) * | 1982-03-17 | 1983-09-28 | PERMAFLEX S.p.A. | Method of producing elastic articles and mattresses made therefrom |
| EP0155158A2 (en) * | 1984-03-09 | 1985-09-18 | Simmons Company | Method and apparatus for manufacturing innerspring constructions |
| EP0154076B1 (en) * | 1984-03-09 | 1990-04-18 | Simmons Company | Innerspring construction |
| EP0421495A1 (en) * | 1989-10-05 | 1991-04-10 | B'linea | Method and apparatus for assembling innerspring constructions for mattresses, cushions and the like |
-
1993
- 1993-05-14 DK DK93568A patent/DK56893D0/en not_active Application Discontinuation
- 1993-05-19 DK DK93610032.0T patent/DK0624545T3/en active
- 1993-05-19 EP EP93610032A patent/EP0624545B1/en not_active Expired - Lifetime
- 1993-05-19 AT AT93610032T patent/ATE158263T1/en not_active IP Right Cessation
- 1993-05-19 DE DE69314010T patent/DE69314010T2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0089789A1 (en) * | 1982-03-17 | 1983-09-28 | PERMAFLEX S.p.A. | Method of producing elastic articles and mattresses made therefrom |
| EP0155158A2 (en) * | 1984-03-09 | 1985-09-18 | Simmons Company | Method and apparatus for manufacturing innerspring constructions |
| EP0154076B1 (en) * | 1984-03-09 | 1990-04-18 | Simmons Company | Innerspring construction |
| EP0421495A1 (en) * | 1989-10-05 | 1991-04-10 | B'linea | Method and apparatus for assembling innerspring constructions for mattresses, cushions and the like |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996027553A1 (en) * | 1995-03-05 | 1996-09-12 | New Technology I Lidköping Ab | Apparatus for the manufacture of innerspring constructions |
| DE19529911A1 (en) * | 1995-08-15 | 1997-02-20 | Spintex Ag | Appts. for conveying strings of pocket springs to work table |
| WO1997037569A1 (en) * | 1996-04-03 | 1997-10-16 | Toledo Fjederindlaeg A/S | Method and means for the production of a spring insert |
| WO2000055088A1 (en) * | 1999-03-17 | 2000-09-21 | Springform Technology Limited | Method and apparatus for manufacturing innerspring assemblies |
| AU758723B2 (en) * | 1999-03-17 | 2003-03-27 | Springform Technology Limited | Method and apparatus for manufacturing innerspring assemblies |
| WO2002044076A2 (en) | 2000-11-29 | 2002-06-06 | Calino S.A. | Pocketed spring mattress and innerspring construction and their method and device of manufacture |
| GR20000100419A (en) | 2000-11-29 | 2002-09-26 | Calino Α.Ε. | Method and equipment for the assembly of matresses from bands of enclosed springs |
| WO2002092495A1 (en) * | 2001-05-16 | 2002-11-21 | Spühl AG St. Gallen | Method and device for transporting nested springs to a spring-core assembly device |
| US6718726B1 (en) | 2001-10-09 | 2004-04-13 | Dreamwell Ltd. | Method and apparatus for storing and transporting strings of pocketed coils |
| US20130247518A1 (en) * | 2005-09-17 | 2013-09-26 | A Harrison (Bedding) Limited | Pocket spring units |
| US10167186B2 (en) * | 2005-09-17 | 2019-01-01 | Harrison Spinks Components Limited | Method and apparatus for the production of a pocketed spring unit |
| US10961112B2 (en) * | 2005-09-17 | 2021-03-30 | Harrison Spinks Components Limited | Method and apparatus for the production of a pocketed spring unit |
| WO2007031774A1 (en) * | 2005-09-17 | 2007-03-22 | A Harrison (Bedding) Limited | Pocketed spring units |
| US20190144261A1 (en) * | 2005-09-17 | 2019-05-16 | Harrison Spinks Components Limited | Pocketed spring units |
| US8800338B2 (en) | 2008-12-18 | 2014-08-12 | Springform Technology Limited | Manufacture of coil springs |
| US9327933B2 (en) | 2011-05-20 | 2016-05-03 | Spuhl Ag | Device and method for conveying a spring string |
| EP2524895A1 (en) | 2011-05-20 | 2012-11-21 | Spühl AG | Method and device for conveying a string of pocketed spring |
| WO2012159717A1 (en) | 2011-05-20 | 2012-11-29 | Spühl Ag | Device and method for conveying a spring serpentine |
| WO2014207634A1 (en) * | 2013-06-24 | 2014-12-31 | Flexfor S.R.L. | Structure for mattress, and a machine and method for making the structure for mattress |
| ITRN20130026A1 (en) * | 2013-06-24 | 2014-12-25 | Flexfor S R L | STRUCTURE FOR MATTRESS, MACHINE AND METHOD OF CONSTRUCTION OF SUCH A MATTRESS STRUCTURE. |
| WO2019241204A1 (en) * | 2018-06-13 | 2019-12-19 | L&P Property Management Company | Sectioned pocketed spring assembly and method of making same |
| US11109686B2 (en) | 2018-06-13 | 2021-09-07 | L&P Property Management Company | Method of making a continuous string of pocketed springs |
| WO2020229036A1 (en) | 2019-05-14 | 2020-11-19 | Nv Bekaert Sa | Spool of pocketed springs |
| US20240228261A1 (en) * | 2023-01-11 | 2024-07-11 | L&P Property Management Company | Method Of Manufacturing Partially Foam Encased Pocketed Spring Assembly |
| US12054381B2 (en) * | 2023-01-11 | 2024-08-06 | L&P Property Management Company | Method of manufacturing partially foam encased pocketed spring assembly |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0624545B1 (en) | 1997-09-17 |
| ATE158263T1 (en) | 1997-10-15 |
| DK56893D0 (en) | 1993-05-14 |
| DK0624545T3 (en) | 1998-03-09 |
| DE69314010D1 (en) | 1997-10-23 |
| DE69314010T2 (en) | 1998-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0624545A1 (en) | Method of producing a spring insert | |
| US7211167B1 (en) | Method and apparatus for manufacturing innerspring assemblies | |
| US6176960B1 (en) | System and method for adhesive bonding of strings of pocketed springs | |
| EP2295373B1 (en) | Pocket coil spring structure assembling apparatus | |
| US10961112B2 (en) | Method and apparatus for the production of a pocketed spring unit | |
| EP0421495B1 (en) | Method and apparatus for assembling innerspring constructions for mattresses, cushions and the like | |
| US5621935A (en) | Method and apparatus for providing improved pocketed innerspring constructions | |
| JP2002524289A (en) | Automatic production system for inner spring assembly | |
| JP2004522595A (en) | Coil head forming die for coils and coils with novel end turns | |
| JP4068851B2 (en) | Method and apparatus for building multiple filters | |
| EP0900039A1 (en) | Method and means for the production of a spring insert | |
| US20140061985A1 (en) | Methods and apparatus for use in the manufacture of innerspring assemblies | |
| GB2416690A (en) | Apparatus for producing a pocketed innerspring contsruction mattress | |
| CN112586932A (en) | Mattress production line and production process | |
| MXPA01009345A (en) | Method and apparatus for manufacturing innerspring assemblies | |
| CN112589910A (en) | Mattress punching tool bit and device | |
| EP1051271A1 (en) | Method and apparatus for forming spring units |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19950116 |
|
| 17Q | First examination report despatched |
Effective date: 19960429 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970917 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19970917 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970917 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19970917 Ref country code: CH Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970917 Ref country code: AT Effective date: 19970917 |
|
| REF | Corresponds to: |
Ref document number: 158263 Country of ref document: AT Date of ref document: 19971015 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69314010 Country of ref document: DE Date of ref document: 19971023 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Effective date: 19971217 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: 76524 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980519 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20010314 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20010319 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010404 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20010405 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20010503 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010530 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20010620 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020520 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021203 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030131 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20021201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |