EP0601991A1 - Process and apparatus for cleaning metal bands - Google Patents
Process and apparatus for cleaning metal bands Download PDFInfo
- Publication number
- EP0601991A1 EP0601991A1 EP93870230A EP93870230A EP0601991A1 EP 0601991 A1 EP0601991 A1 EP 0601991A1 EP 93870230 A EP93870230 A EP 93870230A EP 93870230 A EP93870230 A EP 93870230A EP 0601991 A1 EP0601991 A1 EP 0601991A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pressure
- cleaning
- sheet
- installation
- impact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G3/00—Apparatus for cleaning or pickling metallic material
- C23G3/02—Apparatus for cleaning or pickling metallic material for cleaning wires, strips, filaments continuously
- C23G3/023—Apparatus for cleaning or pickling metallic material for cleaning wires, strips, filaments continuously by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/02—Cleaning by the force of jets or sprays
- B08B3/022—Cleaning travelling work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
Definitions
- EP-A-0050036 (PARAMEC CHEMICALS) is intended for threads for cleaning. It does not indicate any parameters that could lead to transposition to sheet metal processing.
- the projection is carried out under a pressure of the order of 15 to 60 bars and preferably of the order of 15 to 40 bars, at a distance from the upper surface of the sheet as small as possible while allowing efficient operation of the installation.
- centrifugal pumps which is recommended according to the invention makes it possible to reconcile relatively high pressures with high flow rates resulting in increased efficiency of the process.
- Impact effect values of the order of 100 to 5000 and preferably 150 to 500 g / cm2 have been found necessary.
- An installation suitable for implementing the technique of the invention consists of a sheet unwinder 1, an electrolytic installation or quench bath 2, a high pressure degreasing tunnel 3, a rinsing station 4, possible subsequent treatments 5 and a winder 6.
- the strip bearing the general reference 13 circulates continuously and is continuously subjected to the action of spray jets of a degreasing solution comprising surfactants, originating from spray heads 15 distributed above and below, as well as over the entire width of the strip, for example at a distance of 70 mm from the latter.
- the alkaline solution is recovered and recycled with possible interposition of filtration equipment (retaining dust and iron fines) and / or regeneration.
- the equipment described can be associated in appropriate cases with a high density electrolytic degreasing cell, or with other treatment processes, if desired.
- composition of the solutions used for high pressure spraying is in principle adapted to the operating conditions of operation.
- alkaline solutions can be used which exert a saponification effect on the esters, optionally with a surfactant. Many of these compositions are known.
Abstract
Description
L'invention concerne une technologie nouvelle adaptée à une installation de nettoyage en continu de bandes métalliques destinée à conférer la propreté de surface requise par les traitements de revêtement ultérieur de telles bandes. Elle porte aussi bien sur un procédé de nettoyage que sur une installation à cet effet.The invention relates to a new technology suitable for an installation for continuous cleaning of metal strips intended to provide the surface cleanliness required by subsequent coating treatments of such strips. It covers both a cleaning process and an installation for this purpose.
Les procédés et installations de nettoyage de bandes dont le rôle est de préparer la surface avant traitement, résultent encore aujourd'hui de critères empiriques.Tape cleaning processes and installations, the role of which is to prepare the surface before treatment, still result today from empirical criteria.
On a le plus souvent recours à des traitements qui fonctionnent suivant différents modes d'action, et qui sont très souvent successifs ainsi qu'il est habituel pour la plupart des traitements utilisés dans les lignes sidérurgiques.Most often, treatments are used which work according to different modes of action, and which are very often successive, as is usual for most of the treatments used in the steel industry.
On distingue :
- les procédés physico-chimiques agissant essentiellement par projection de solutions ou agissant par immersion
- les procédés mécaniques incorporant essentiellement une brosseuse et
- les procédés électro-chimiques agissant à l'aide d'une grille électrolytique.
- physico-chemical processes acting essentially by spraying solutions or acting by immersion
- mechanical processes essentially incorporating a brushing machine and
- electro-chemical processes acting using an electrolytic grid.
Pour le traitement physico-chimique, on utilise généralement des solutions dégraissantes basiques, associées éventuellement à des agents tensioactifs. Leur efficacité est principalement conditionnée par la chimie des solutions qui ne peut donner des résultats probants, principalement pour l'élimination des matières solides (fines de fer) sans une action mécanique complémentaire et en fait déterminante.For physicochemical treatment, basic degreasing solutions are generally used, possibly combined with surfactants. Their effectiveness is mainly conditioned by the chemistry of the solutions which cannot give convincing results, mainly for the elimination of solids (iron fines) without a complementary and in fact determining mechanical action.
Actuellement, une installation de dégraissage se compose généralement d'un tunnel d'immersion ou d'aspersion basse pression (afin de permettre l'action physico-chimique de la solution), d'une brosseuse (exerçant l'action mécanique) et d'une cellule de dégraissage électro-chimique basse densité.Currently, a degreasing installation generally consists of a low pressure immersion or sprinkling tunnel (in order to allow the physicochemical action of the solution), a brushing machine (exercising the mechanical action) and d '' an electro-chemical degreasing cell low density.
Les principaux inconvénients de ces équipements résident tout d'abord dans leur encombrement. Les différentes étapes de traitement sont séparées physiquement et sont successives. Il faut donc disposer d'installations qui prennent une place considérable en particulier si l'on tient compte de la nécessité d'un temps de séjour ou d'action non négligeable au moins pour une partie des traitements.The main drawbacks of this equipment reside first of all in their size. The different processing steps are physically separated and are successive. It is therefore necessary to have facilities which take up a considerable amount of space, in particular if one takes into account the need for a considerable time of stay or action, at least for part of the treatments.
De plus, leur fiabilité est faible car le mode de fonctionnement entre autres des brosses et l'usure de celles-ci imposent un niveau de maintenance et de suivi qui les rendent dans la pratique peu fiables.In addition, their reliability is low because the mode of operation of the brushes, among others, and the wear of these brushes impose a level of maintenance and monitoring which make them in practice unreliable.
Finalement, les coûts d'entretien et de fonctionnement de telles installations sont élevés.Finally, the maintenance and operating costs of such installations are high.
Actuellement, parmi les techniques utilisées, seule apparaît réellement déterminante l'action mécanique de brossage dont l'utilisation pratique est très délicate et en fait toujours relativement empirique.Currently, among the techniques used, only the mechanical brushing action appears really decisive, the practical use of which is very delicate and in fact always relatively empirical.
Afin de rester totalement opérationnelle, elle implique un niveau de maintenance inacceptable en raison de la rapidité d'usure des brosses. De plus, cette usure entraîne une pollution des bains par les fragments des brosses résultant de cette usure.In order to remain fully operational, it involves an unacceptable level of maintenance due to the rapid wear of the brushes. In addition, this wear leads to pollution of the baths by the fragments of the brushes resulting from this wear.
Le document PATENT ABSTRACTS OF JAPAN, Vol. II, n° 214 (C-434) (2661) du 18 juillet 1987 qui se réfère à la demande de brevet japonais JA-A 6230892 décrit un procédé de nettoyage de bandes métalliques par injection d'un liquide nettoyant sous pression à l'aide d'ajutages présentant une inclinaison adéquate par rapport à la surface de la bande. Ce document indique que des pression d'injection de 5 à 1000 kg/cm² avec des débits de 5 à 500 l/mn/m² peuvent être utilisées. Ni le document en lui-même, ni le texte de la demande de brevet japonais n'indiquent des valeurs d'impacts pour la tôle à traiter.The document PATENT ABSTRACTS OF JAPAN, Vol. II, No. 214 (C-434) (2661) of July 18, 1987 which refers to Japanese patent application JA-A 6230892 describes a method of cleaning metal strips by injecting a cleaning fluid under pressure using nozzles having an adequate inclination with respect to the surface of the strip. This document indicates that injection pressures from 5 to 1000 kg / cm² with flow rates from 5 to 500 l / min / m² can be used. Neither the document itself nor the text of the Japanese patent application indicate impact values for the sheet to be treated.
Les valeurs de pression supérieures indiquées poseraient pour le moins de sérieuses difficultés techniques de réalisation et le document n'apporte en fait pas d'informations pratiques pour la mise en oeuvre de la technique.The higher pressure values indicated would at least pose serious technical difficulties of production and the document does not in fact provide practical information for the implementation of the technical.
Le document EP-A-0050036 (PARAMEC CHEMICALS) s'adresse à des fils en vue de leur nettoyage. Il n'indique pas de paramètres pouvant conduire à la transposition au traitement de tôles.The document EP-A-0050036 (PARAMEC CHEMICALS) is intended for threads for cleaning. It does not indicate any parameters that could lead to transposition to sheet metal processing.
Le document GB-A-2 143 254 (SMS SCHLOEMANN-SIEMAG) décrit un traitement 60 bar ou plus sur une surface à l'aide d'ajutages. Il est techniquement peu souhaitable de travailler à de telles pressions à cause des équipements (pompes) à mettre en service et les conditions opératoires selon la présente invention ne sont pas réalisées.GB-A-2 143 254 (SMS SCHLOEMANN-SIEMAG) describes a treatment 60 bar or more on a surface using nozzles. It is technically undesirable to work at such pressures because of the equipment (pumps) to be put into service and the operating conditions according to the present invention are not achieved.
Le document AU-A-413 792 (BONAR) décrit essentiellement un dispositif pour le nettoyage de tôles mais ne comporte aucune indication paramétrique pour exécuter cette opération de nettoyage dans les conditions économiques et techniques avantageuses envisagées par la présente invention.The document AU-A-413 792 (BONAR) essentially describes a device for cleaning sheets but does not include any parametric indication for performing this cleaning operation under the advantageous economic and technical conditions envisaged by the present invention.
La présente invention vise essentiellement à éviter les inconvénients inhérents aux solutions connues proposées selon l'état de la technique. Elle vise particulièrement à fournir une technologie capable d'apporter une action mécanique déterminante (performante et répétitive et non sujette à des dérives d'efficacité) allant de pair avec l'action physico-chimique apportée par le contact avec une solution de traitement généralement basique.The present invention essentially aims to avoid the drawbacks inherent in the known solutions proposed according to the state of the art. It particularly aims to provide a technology capable of providing a determining mechanical action (efficient and repetitive and not subject to efficiency drifts) going hand in hand with the physicochemical action provided by contact with a generally basic treatment solution. .
Selon l'invention, il est proposé un procédé de nettoyage des bandes métalliques, en particulier de bandes d'acier comportant le traitement de la tôle par une action de pulvérisation à haute pression et de ce fait une projection à grand impact de solutions dégraissantes sur la surface de la tôle.According to the invention, a method is proposed for cleaning metal strips, in particular steel strips comprising the treatment of the sheet by a high pressure spraying action and therefore a high impact projection of degreasing solutions on the surface of the sheet.
En pratique, la projection est réalisée sous une pression de l'ordre de 15 à 60 bars et de préférence de l'ordre de 15 à 40 bars, à une distance par rapport à la surface supérieure de la tôle aussi réduite que possible tout en permettant une exploitation efficace de l'installation.In practice, the projection is carried out under a pressure of the order of 15 to 60 bars and preferably of the order of 15 to 40 bars, at a distance from the upper surface of the sheet as small as possible while allowing efficient operation of the installation.
Dans la pratique industrielle, le procédé est appliqué dans des installations en ligne continue, ce qui implique nécessairement que les têtes de projection doivent permettre une exploitation rationnelle de la ligne sans interférence majeure de ces têtes de projection.In industrial practice, the process is applied in continuous line installations, which necessarily implies that the projection heads must allow rational exploitation of the line without major interference from these projection heads.
Des valeurs de la distance de la tête de projection à la tôle allant de quelques dizaines de millimètres à quelques centimètres se sont révélées particulièrement efficaces. En pratique, on préconise une distance de 30 à 200 millimètres. On notera que plus la distance est faible, plus il faudra de têtes de pulvérisation pour couvrir la même surface et qu'en conséquence une limite matérielle due à l'encombrement est vite atteinte.Values of the distance from the projection head to the sheet ranging from a few tens of millimeters to a few centimeters have been found to be particularly effective. In practice, a distance of 30 to 200 millimeters is recommended. It will be noted that the smaller the distance, the more spray heads will be required to cover the same surface and that consequently a material limit due to the bulk is quickly reached.
La limite inférieure de pression indiquée est celle nécessaire à obtenir une bonne efficacité du traitement.The lower pressure limit indicated is that necessary to obtain good treatment efficiency.
La limite supérieure de pression est essentiellement conditionnée par des raisons économiques impliquant le recours à des moyens techniques plus simples, à savoir des pompes du type centrifuge, sans devoir recourir à des pompes volumétriques qui deviendraient nécessaires si des pressions supérieures étaient envisagées.The upper pressure limit is essentially conditioned by economic reasons involving the use of simpler technical means, namely pumps of the centrifugal type, without having to resort to positive displacement pumps which would become necessary if higher pressures were envisaged.
Le fait que dans la plage de pression indiquée, des résultats efficaces peuvent être obtenus, sans qu'il soit nécessaire de recourir à des équipements coûteux, contribue à l'économie générale du procédé.The fact that within the indicated pressure range efficient results can be obtained, without the need for expensive equipment, contributes to the general economy of the process.
L'invention repose sur le fait qu'on évite de devoir séparer les modes d'action de la projection de solutions, de l'action mécanique à proprement parler qui est exécutée à l'aide de la brosseuse, selon l'état de la technique.The invention is based on the fact that one avoids having to separate the modes of action of the projection of solutions, from the mechanical action proper which is carried out using the brushing machine, according to the state of the technical.
L'utilisation des techniques connues à faible énergie, à savoir la pulvérisation à faible impact et l'électrolyse à basse densité imposait dans la pratique des temps d'action importants, selon les techniques connues.The use of known low energy techniques, namely low impact sputtering and low density electrolysis in practice required significant action times, according to known techniques.
Contrairement à ce qui semble être un préjugé général existant dans le cas de l'utilisation des techniques de traitement de bandes d'acier, il semble que l'utilisation de la technique selon l'invention comportant une projection de solutions dégraissantes à haut impact évite le recours à des temps de séjour importants que l'on croyait indispensables et qui en fait étaient nécessaires dans le cas du recours à un équipement comportant un tunnel d'immersion ou d'aspersion à basse pression.Contrary to what seems to be a general prejudice existing in the case of the use of techniques for treating steel strips, it seems that the use of the technique according to the invention comprising a projection of degreasing solutions with high impact avoids the use of long residence times which were believed to be essential and which in fact were necessary in the case of the use of equipment comprising a low-pressure immersion or spray tunnel.
On s'est aperçu en fait que l'effet d'impact que l'on peut mesurer comme la force exercée sur une surface unitaire de la bande, à une hauteur donnée de la tête de projection, est directement proportionnel au débit et à la racine carrée de la pression de pulvérisation.It has been found in fact that the impact effect which can be measured as the force exerted on a unitary surface of the strip, at a given height of the projection head, is directly proportional to the flow rate and the square root of the spray pressure.
En conséquence, le recours à des pressions très élevées telles que des pressions supérieures à 40 bars est moins significatif que l'effet du débit.Consequently, the use of very high pressures such as pressures higher than 40 bars is less significant than the effect of the flow.
Le recours à des pompes centrifuges qui est préconisé selon l'invention, permet de concilier des pressions relativement élevées avec des débits importants résultant en une efficacité accrue du procédé.The use of centrifugal pumps which is recommended according to the invention makes it possible to reconcile relatively high pressures with high flow rates resulting in increased efficiency of the process.
Des valeurs d'effet d'impact de l'ordre de 100 à 5000 et de préférence de 150 à 500 g/cm² se sont révélées nécessaires.Impact effect values of the order of 100 to 5000 and preferably 150 to 500 g / cm² have been found necessary.
Bien entendu, le recours à des techniques complémentaires en particulier électro-chimiques ou physico-chimiques n'est pas exclu, en complément éventuel aux techniques propres à la présente invention.Of course, the use of complementary techniques, in particular electro-chemical or physico-chemical techniques, is not excluded, as a possible complement to the techniques specific to the present invention.
La solution préconisée par l'invention permet d'éviter le coût et l'empirisme d'exploitation des cylindres brosseurs. On évite également les perturbations causées pas les fragments de brosse résultant de l'usure des brosses.The solution recommended by the invention makes it possible to avoid the cost and the empiricism of operating the brushing cylinders. The disturbances caused by brush fragments resulting from the wear of the brushes are also avoided.
L'invention sera décrite ci-après à titre d'illustration à l'aide d'un exemple d'exécution, sans caractère limitatif, de l'invention.The invention will be described below by way of illustration with the aid of an exemplary embodiment, without limitation, of the invention.
Dans les dessins annexés, on a représenté :
- Figure 1,
- schématiquement une installation convenant pour la mise en oeuvre du procédé;
- Figure 2,
- le détail du tunnel de dégraissage haute pression (vue en coupe schématique);
- Figure 3,
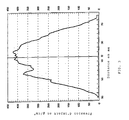
- un diagramme de l'effet d'impact correspondant à une forme d'exécution de l'invention donnée à titre d'illustration.
- Figure 1,
- schematically an installation suitable for implementing the method;
- Figure 2,
- the detail of the high pressure degreasing tunnel (schematic sectional view);
- Figure 3,
- an impact effect diagram corresponding to a given embodiment of the invention for illustration.
Une installation convenant pour la mise en oeuvre de la technique de l'invention est constituée par une dérouleuse de tôle 1, une installation électrolytique ou bain de trempe 2, un tunnel de dégraissage haute pression 3, un poste de rinçage 4, des unités de traitements ultérieurs éventuels 5 et une enrouleuse 6.An installation suitable for implementing the technique of the invention consists of a sheet unwinder 1, an electrolytic installation or quench
Une telle installation peut convenir pour traiter une tôle atteignant jusqu'à 400 mm de largeur et une épaisseur jusqu'à 1 mm à une vitesse de ligne pouvant varier d'une valeur très faible à 400 m/mn.Such an installation may be suitable for treating a sheet up to 400 mm in width and a thickness of up to 1 mm at a line speed which can vary from a very low value to 400 m / min.
Dans l'installation 3 de nettoyage d'une bande d'acier, la bande portant le repère général 13 circule en continu et est de manière continue soumise à l'action de jets de pulvérisation d'une solution dégraissante comportant des tensioactifs, provenant de têtes de pulvérisation 15 réparties au-dessus et en dessous, ainsi que sur toute la largeur de la bande, par exemple à une distance de 70 mm de celle-ci.In the
Une pompe centrifuge 17 fournit sous une pression de 35 bars un débit de 30 m³/h. pour une largeur de bande de 300 mm ce qui correspond à une valeur d'impact de 270 g/cm² sur la bande. Cet effet combiné d'action d'impact et d'action chimique suffit à traiter parfaitement une bande circulant à une vitesse de 200 m/mn.A centrifugal pump 17 provides a pressure of 35 bar with a flow rate of 30 m³ / h. for a strip width of 300 mm, which corresponds to an impact value of 270 g / cm² on the strip. This combined effect of impact action and chemical action is sufficient to perfectly treat a band circulating at a speed of 200 m / min.
La solution alcaline est récupérée et recyclée avec interposition éventuelle d'un équipement de filtration (retenant les poussières et les fines de fer) et/ou de régénération.The alkaline solution is recovered and recycled with possible interposition of filtration equipment (retaining dust and iron fines) and / or regeneration.
L'équipement décrit pourra être associé dans les cas appropriés à une cellule de dégraissage électrolytique haute densité, ou à d'autres processus de traitement, si on le souhaite.The equipment described can be associated in appropriate cases with a high density electrolytic degreasing cell, or with other treatment processes, if desired.
Dans la figure 3, on a représenté le profil d'impact d'un jet reprenant en fonction de la distance en mm par rapport à la tête de projection la pression d'impact exprimée en g/cm².In Figure 3, there is shown the impact profile of a jet taking as a function of the distance in mm from the projection head the impact pressure expressed in g / cm².
Un tel profil d'impact permet d'étudier et de mettre au point les conditions opératoires optimales en fonction des qualités de tôles à traiter.Such an impact profile makes it possible to study and develop the optimal operating conditions based on the sheet qualities to be treated.
La composition des solutions utilisées pour la projection à haute pression est en principe adaptée aux conditions opératoires d'exploitation.The composition of the solutions used for high pressure spraying is in principle adapted to the operating conditions of operation.
En principe, on peut avoir recours aux solutions alcalines exerçant un effet de saponification des esters avec éventuellement un tensioactif. Un grand nombre de ces compositions sont connues.In principle, alkaline solutions can be used which exert a saponification effect on the esters, optionally with a surfactant. Many of these compositions are known.
L'addition d'un agent anti-moussant est généralement utile et l'homme de l'art sur base d'essais simples pourra aisément, en fonction des circonstances, régler les différents paramètres tels que température, pression, distance des jets, débit, type de jets et leurs directions, en particulier en expérimentant les installations et en étudiant les profils de jets réalisables.The addition of an anti-foaming agent is generally useful and those skilled in the art on the basis of simple tests can easily, depending on the circumstances, adjust the various parameters such as temperature, pressure, distance of the jets, flow rate. , type of jets and their directions, in particular by experimenting with the installations and studying the achievable jets profiles.
La technologie de l'invention a été décrite essentiellement comme s'appliquant à des tôles d'acier, elle n'y est cependant pas limitée. D'autres matières, à savoir toute tôle métallique souillée par des matières grasses et/ou des particules métalliques par exemple de l'acier allié ou non ou de l'aluminium notamment pourraient être traitées de cette façon.The technology of the invention has been described essentially as applying to steel sheets, however it is not limited thereto. Other materials, namely any metal sheet contaminated with fats and / or metallic particles, for example alloyed steel or not or aluminum in particular, could be treated in this way.
Dans le tableau I qui suit on a, sans caractère limitatif, indiqué d'une part les différents paramètres opératoires avec les plages opératoires les plus courantes à titre d'exemple dans la colonne de droite des valeurs spécifiques qui ont été utilisés en pratique pour l'exécution d'un exemple comparatif.In Table I which follows, we have, without being limiting, indicated on the one hand the various operating parameters with the most common operating ranges by way of example in the right column of the specific values which have been used in practice for the execution of a comparative example.
Les résultats des mesures effectuées sur une tôle non traitée, sur une tôle dégraissée haute pression selon cet exemple et sur une tôle traitée selon les techniques couramment connues y sont indiqués.


Claims (4)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE9201082 | 1992-12-08 | ||
| BE9201082A BE1006465A3 (en) | 1992-12-08 | 1992-12-08 | Method and installation of steel bands cleaning. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0601991A1 true EP0601991A1 (en) | 1994-06-15 |
| EP0601991B1 EP0601991B1 (en) | 1998-09-23 |
Family
ID=3886572
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93870230A Expired - Lifetime EP0601991B1 (en) | 1992-12-08 | 1993-12-07 | Process and apparatus for cleaning metal bands |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0601991B1 (en) |
| AT (1) | ATE171400T1 (en) |
| BE (1) | BE1006465A3 (en) |
| DE (1) | DE69321204D1 (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1009436A3 (en) * | 1995-06-22 | 1997-03-04 | Cockerill Mech Ind Sa | Process and installation for cleaning a metal strip |
| WO1999029928A2 (en) * | 1997-12-05 | 1999-06-17 | Acciai Speciali Terni S.P.A. | Process and apparatus for steel band spray pickling |
| WO2000062950A1 (en) * | 1999-04-19 | 2000-10-26 | Sundwig Gmbh | Strip-processing line for metal strips, especially for highly resistant high-grade steel strips |
| WO2001046496A1 (en) * | 1999-12-22 | 2001-06-28 | Kolene Corporation | Alkaline composition, apparatus and method for conditioning scale on a metal surface by spraying |
| EP0978575B1 (en) * | 1998-08-01 | 2002-08-14 | Salzgitter AG | Process and device for removing dendrites |
| US6776359B2 (en) | 2001-11-06 | 2004-08-17 | Kolene Corporation | Spray nozzle configuration |
| WO2006089730A1 (en) * | 2005-02-26 | 2006-08-31 | Sms Demag Ag | Method and device for cleaning a metal strip |
| EP1959032A1 (en) * | 2006-01-26 | 2008-08-20 | JFE Steel Corporation | Method and apparatus for cleaning hot-dip galvanized steel sheet |
| CN102825076A (en) * | 2012-08-30 | 2012-12-19 | 宜昌三峡全通涂镀板有限公司 | Expansion-bellows purging device |
| CN104043659A (en) * | 2013-03-14 | 2014-09-17 | 宝山钢铁股份有限公司 | Blowing device for residue liquid on edge parts of surfaces of cold-rolled strip steel |
| CN112588714A (en) * | 2020-11-27 | 2021-04-02 | 洛阳伍鑫金属材料科技有限公司 | Titanium ingot production cleaning process and cleaning device thereof |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU413792B2 (en) * | 1970-05-28 | 1971-05-24 | Apparatus for cleaning hot rolled steel | |
| EP0050036A1 (en) * | 1980-10-14 | 1982-04-21 | Paromec Engineering Limited | Improvements in or relating to the scouring of elongate material and apparatus therefor |
| GB2143254A (en) * | 1983-07-13 | 1985-02-06 | Schloemann Siemag Ag | Method of and cleaning apparatus for cleaning a strip of metallic material |
| JPS6230892A (en) * | 1985-07-31 | 1987-02-09 | Sumitomo Special Metals Co Ltd | Continuous cleaning method for long-sized metallic sheet |
-
1992
- 1992-12-08 BE BE9201082A patent/BE1006465A3/en not_active IP Right Cessation
-
1993
- 1993-12-07 EP EP93870230A patent/EP0601991B1/en not_active Expired - Lifetime
- 1993-12-07 DE DE69321204T patent/DE69321204D1/en not_active Expired - Lifetime
- 1993-12-07 AT AT93870230T patent/ATE171400T1/en not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU413792B2 (en) * | 1970-05-28 | 1971-05-24 | Apparatus for cleaning hot rolled steel | |
| EP0050036A1 (en) * | 1980-10-14 | 1982-04-21 | Paromec Engineering Limited | Improvements in or relating to the scouring of elongate material and apparatus therefor |
| GB2143254A (en) * | 1983-07-13 | 1985-02-06 | Schloemann Siemag Ag | Method of and cleaning apparatus for cleaning a strip of metallic material |
| JPS6230892A (en) * | 1985-07-31 | 1987-02-09 | Sumitomo Special Metals Co Ltd | Continuous cleaning method for long-sized metallic sheet |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 11, no. 214 (C - 434)<2661> 10 July 1987 (1987-07-10) * |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1009436A3 (en) * | 1995-06-22 | 1997-03-04 | Cockerill Mech Ind Sa | Process and installation for cleaning a metal strip |
| WO1999029928A2 (en) * | 1997-12-05 | 1999-06-17 | Acciai Speciali Terni S.P.A. | Process and apparatus for steel band spray pickling |
| WO1999029928A3 (en) * | 1997-12-05 | 1999-08-26 | Acciai Speciali Terni Spa | Process and apparatus for steel band spray pickling |
| EP0978575B1 (en) * | 1998-08-01 | 2002-08-14 | Salzgitter AG | Process and device for removing dendrites |
| WO2000062950A1 (en) * | 1999-04-19 | 2000-10-26 | Sundwig Gmbh | Strip-processing line for metal strips, especially for highly resistant high-grade steel strips |
| US6851434B2 (en) | 1999-12-22 | 2005-02-08 | John M. Cole | Composition, apparatus, and method of conditioning scale on a metal surface |
| US6450183B1 (en) | 1999-12-22 | 2002-09-17 | Kolene Corporation | Composition, apparatus, and method of conditioning scale on a metal surface |
| WO2001046496A1 (en) * | 1999-12-22 | 2001-06-28 | Kolene Corporation | Alkaline composition, apparatus and method for conditioning scale on a metal surface by spraying |
| US6776359B2 (en) | 2001-11-06 | 2004-08-17 | Kolene Corporation | Spray nozzle configuration |
| WO2006089730A1 (en) * | 2005-02-26 | 2006-08-31 | Sms Demag Ag | Method and device for cleaning a metal strip |
| KR100953138B1 (en) * | 2005-02-26 | 2010-04-16 | 에스엠에스 지마크 악티엔게젤샤프트 | Method and device for cleaning a metal strip |
| AU2006218060B2 (en) * | 2005-02-26 | 2009-09-17 | Sms Siemag Aktiengesellschaft | Method and device for cleaning a metal strip |
| EP1959032A4 (en) * | 2006-01-26 | 2010-01-06 | Jfe Steel Corp | Method and apparatus for cleaning hot-dip galvanized steel sheet |
| EP1959032A1 (en) * | 2006-01-26 | 2008-08-20 | JFE Steel Corporation | Method and apparatus for cleaning hot-dip galvanized steel sheet |
| US8940100B2 (en) | 2006-01-26 | 2015-01-27 | Jfe Steel Corporation | Method for cleaning hot dip galvanized steel sheet and cleaning apparatus therefor |
| CN102825076A (en) * | 2012-08-30 | 2012-12-19 | 宜昌三峡全通涂镀板有限公司 | Expansion-bellows purging device |
| CN104043659A (en) * | 2013-03-14 | 2014-09-17 | 宝山钢铁股份有限公司 | Blowing device for residue liquid on edge parts of surfaces of cold-rolled strip steel |
| CN104043659B (en) * | 2013-03-14 | 2016-03-30 | 宝山钢铁股份有限公司 | Cold-strip Steel Surface edge residual liquid blow device |
| CN112588714A (en) * | 2020-11-27 | 2021-04-02 | 洛阳伍鑫金属材料科技有限公司 | Titanium ingot production cleaning process and cleaning device thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0601991B1 (en) | 1998-09-23 |
| DE69321204D1 (en) | 1998-10-29 |
| BE1006465A3 (en) | 1994-09-06 |
| ATE171400T1 (en) | 1998-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0601991B1 (en) | Process and apparatus for cleaning metal bands | |
| EP0011547B1 (en) | Process and apparatus for producing a zinc plate or strip lightly coated on one or both sides, and product obtained by this process | |
| EP0780485A1 (en) | Method and apparatus for cleaning a metal substrate | |
| EP0108436A1 (en) | Rail making process and rails so produced | |
| JP3603928B2 (en) | Method and apparatus for cleaning cold rolled steel strip in continuous annealing equipment | |
| CN108425126A (en) | A kind of rectangular metal plank surface derusting method | |
| JP3048763B2 (en) | How to remove liquid adhering to steel strip | |
| CA2444399A1 (en) | Method for enhancing the metallurgical quality of products treated in a furnace | |
| JPH05125573A (en) | Continuous pickling and rinsing method and device for steel sheet | |
| KR890001444B1 (en) | Method for producing clean cold strip | |
| JPH01319693A (en) | Method of cleaning metallic strip for continuous annealing equipment and the same continuous annealing equipment | |
| JP3470416B2 (en) | Snout of continuous hot metal plating equipment | |
| EP3678794B1 (en) | Industrial facility comprising a contactless wiper | |
| CN215163164U (en) | Online clarification plant of zinc-plating degreasing bath liquid | |
| FR2697032A1 (en) | Process for stripping steel materials | |
| JPH08174042A (en) | Cleaning method of metallic strip after cold rolling and device therefor | |
| US956981A (en) | Apparatus for the manufacture of tin-plate. | |
| JP2002011516A (en) | Method and apparatus for cleaning metal strip | |
| US6019291A (en) | Fluid knife | |
| RU2044616C1 (en) | Method of the hydroabrasive cleaning of the cold metal from the scale | |
| BE1015255A3 (en) | Method and device for stripping the son and / or metal bands. | |
| FR2485569A1 (en) | HOT IMMERSION METALLIZATION APPARATUS OF A FACE OF A BAND | |
| RU2278911C2 (en) | Method of the electrochemical cathodic cleansing of the metallic surfaces from the non-electroconductive materials | |
| JP3266729B2 (en) | Pressure control method for cold rolling coolant | |
| JPH11156423A (en) | Device and method for wiping steel strip |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19931224 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 19951102 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980923 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19980923 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980923 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980923 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19980923 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980923 |
|
| REF | Corresponds to: |
Ref document number: 171400 Country of ref document: AT Date of ref document: 19981015 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69321204 Country of ref document: DE Date of ref document: 19981029 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19981203 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981207 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19981223 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19981223 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19981223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19981224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981231 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19980923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990504 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990831 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 |
|
| BERE | Be: lapsed |
Owner name: S.A. COCKERILL MECHANICAL INDUSTRIES Effective date: 19991231 |