EP0593361B1 - Grinding process and -apparatus for the end-to-end welded junction of two rails - Google Patents
Grinding process and -apparatus for the end-to-end welded junction of two rails Download PDFInfo
- Publication number
- EP0593361B1 EP0593361B1 EP93402526A EP93402526A EP0593361B1 EP 0593361 B1 EP0593361 B1 EP 0593361B1 EP 93402526 A EP93402526 A EP 93402526A EP 93402526 A EP93402526 A EP 93402526A EP 0593361 B1 EP0593361 B1 EP 0593361B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- grinding
- rail
- grinding wheel
- contact
- junction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 238000003466 welding Methods 0.000 claims abstract description 5
- 238000006073 displacement reaction Methods 0.000 claims description 3
- 230000000694 effects Effects 0.000 claims 2
- 230000005484 gravity Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 241000233866 Fungi Species 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 210000001503 joint Anatomy 0.000 description 1
- 230000004044 response Effects 0.000 description 1
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B31/00—Working rails, sleepers, baseplates, or the like, in or on the line; Machines, tools, or auxiliary devices specially designed therefor
- E01B31/02—Working rail or other metal track components on the spot
- E01B31/12—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails
- E01B31/17—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails by grinding
Definitions
- the invention relates to a method of grinding the butt joint by welding of two elements, such as rails and a grinding machine for the implementation of this method.
- the reference setting members are formed by specific devices which are mounted on the frame of the arrangement to come into contact with the rail at an offset location, in the longitudinal direction of the rail, from the contact point of the grinding wheel. Due to the offset between the reference points and the contact points of the grinding wheel, the reference system is different from the system of grinding marks, which means that the precision of grinding is not guaranteed.
- the object of the present invention is to propose a method and an arrangement which overcomes the major drawback of the state of the art, which has just been described.
- the method according to the invention is characterized in that the grinding wheel itself is used as reference setting members and puts it first of all in contact with the rail on one side of the junction then on the other and stores the data defining these contact points as reference values.
- the grinding machine according to the invention of the type comprising a grinding wheel carried by a grinding wheel carriage movable axially along a beam, the latter being pivotally mounted at its ends on a device capable of making an angular movement around the rail, is characterized in that the grinding wheel constitutes the member for establishing reference points for grinding and that a programmable controller is provided for establishing from the points reference data allowing automatic grinding of the area to be ground.
- Figure 1 is a perspective and schematic view of a first embodiment of a grinding machine according to the present invention.
- FIG. 2 is a sectional view, on a larger scale and with parts broken away, of the detail indicated by the circle II of FIG. 1.
- FIGS 3a to 3d illustrate the progress of the grinding process according to the invention by showing four significant steps of this process.
- Figure 4 is a schematic sectional view along the line IV-IV of Figure 1, but shows only the grinding wheel in the state applied to the rail.
- FIG. 5 is a side view of a concrete embodiment of the structure of the support beam of the grinding wheel, of FIG. 1.
- FIG. 6 is a top view of the support beam of FIG. 4.
- FIG. 7 is a view in the direction of arrow VII of FIG. 5.
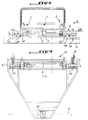
- Figure 8 is a side view of a second embodiment of a grinding machine according to the present invention.
- FIG. 9 is a top view of the machine according to FIG. 8.
- FIG. 10 is a view in the direction of arrow X in FIG. 8.
- FIG. 11 is a detail view in section along the line XI-XI of FIG. 8.
- FIG. 1 shows in schematic form the structural principle of a first embodiment of an automatic rail grinder
- this machine essentially comprises a grinding wheel 1 placed on a movable furniture trolley 2 along a beam 3 which is pivotally mounted at each of its ends on a device 4 for translational movement of the beam 3.
- This translational drive device 4 for the beam is mounted on a module 5 for rotation of the beam around the rail 6.
- the module 5 comprises a crown 7 on which the device 4 is mounted and which is capable of carrying out a rotary movement relative to a fixed crown element 8 by means of rolling means such as balls 9, as shown in FIG. 2, the crown 7 being fixedly mounted on a support frame 10 which comprises two elements 11 and 12 each in the form of a frame through which the rail 6 extends.
- the two elements ents of the frame are placed at a certain distance from each other, in the longitudinal direction of the rail 6.
- the grinding wheel 1 is rotatably mounted on the carriage 2 and is rotated by a hydraulic motor 15 carried by the carriage 2. Thanks to this type of motor, the space requirement is reduced, the structure is compact and the center of gravity approaches of the grinding wheel.
- the translational drive device 4 of the beam 3 comprises essentially a motor element 17 such as a jack provided with a rod 18 at the end of which the end of the beam 3 is articulated.
- the grinder further comprises a rail retaining device 6, which essentially comprises abutment members 19 as well as at each frame frame 12 and 13 a rail clamping cylinder 20 and a rail clamping cylinder 21, which act perpendicular to the longitudinal direction of the rail to push it on the stop elements 19, respectively in the lateral and vertical directions.
- the piston rod of the clamping cylinder 21 carries at its free end a pusher element 23 intended to come to bear on the external face of the head of the rail.
- This pusher element 23 carries a vibration sensor 24.
- the rotary rings 7 of the rotation modules 5 of the beam 3 are driven in rotation by a device which essentially comprises a motor member 26 whose rotary axis 27 carries, integral in rotation, drive members such as pinions 28 which mesh with a corresponding gear provided on the crown 7.
- a device which essentially comprises a motor member 26 whose rotary axis 27 carries, integral in rotation, drive members such as pinions 28 which mesh with a corresponding gear provided on the crown 7.
- a device which essentially comprises a motor member 26 whose rotary axis 27 carries, integral in rotation, drive members such as pinions 28 which mesh with a corresponding gear provided on the crown 7.
- FIG. 3a schematically shows the beam 3 in its starting position above the end-to-end junction zone by welding two rail elements R 1 , R 2 of the rail 6 of FIG. 1.
- the beam 3 is oriented substantially parallel to the rail, the carrier carriage 2 of the grinding wheel 1 is in its end position on the left side.
- FIG. 5b illustrates the taking of the reference point on the left side.
- the translation drive device 4 is actuated on the left side, which lowers the left end of the beam 3 until the grinding wheel 2 comes into contact with the surface of the rail element R 1 at point P 1 .
- the contact of the grinding wheel with the rail is detected by the vibration or sound sensor 24 which sends appropriate information to the programmable controller which stores the geometric coordinates of this contact point as reference coordinates on the left side.
- the PLC has been programmed accordingly. It comprises a computer device in the memory of which the geometrical information defining the relative geometrical position of the rail 6 relative to the beam and the grinding wheel has been previously entered in an appropriate reference system. After establishing the reference point on the left side, the reference point is established on the right side by bringing the carriage 2 to its right end position indicated in broken lines in FIG. 5b and by lowering the right end of the beam 3 using the translational drive device 4 associated with this end, until the grinding wheel 1 comes into contact with the right-hand rail element R 2 . The right reference point P 2 is thus defined.
- the automaton having recorded the difference in levels between the reference points P 1 and P 2 as well as the end position P 3 on the right side, it is able to automatically decompose the distance between points P 2 and P 3 in a certain number of passes, so as not to exceed a certain depth of pass, which ensures excellent regularity and security.
- the different phases of establishment of the reference and grinding points, which have just been described are those which the grinder performs when the beam 3 is in a predetermined angular position relative to the rail 6.
- the result of the work of the grinding wheel is a planar facet which extends parallel to the longitudinal direction of the rail, such as facet 31 in FIG. 4.
- the profile of the rail is broken down into a succession of facets, as shown in Figure 4.
- it is necessary to respect an angular difference between adjacent facets which depends on the radius of curvature of the fungus.
- the grinding is done by a succession of elementary processes described above.
- the grinding wheel After completion of a facet, the grinding wheel is moved away from the rail, the new angular position of the beam and the grinding wheel is determined and the steps described are repeated. Since at the beginning of each grinding of a facet, the reference system is again established, the wear of the grinding wheel occurs in a negligible manner during the whole process of grinding of the considered junction.
- FIG. 7 shows that the carriage 2 carrying the grinding wheel 1 is guided on the beam by means of the upper and lower slides 34, 35 which are arranged respectively above and below the jack 33. Thanks to these different structural characteristics, thrust axes, guidance, grinding and gravity are very close to each other and create a very good dynamic situation.
- FIG. 6 shows another advantageous feature of the grinder according to the invention which resides in the fact that the articulation pivot of the left end of the beam 3 to the corresponding vertical displacement device 4 has a retracted shape so that the carriage can move to an end position which ensures that the point of contact of the grinding wheel 1 with the rail 6 when establishing the reference point on the left side, that is to say P 1 , is located substantially vertically below the pivot axis.
- the beam is provided with a casing, the front and rear parts of which bear the references 36 and 37 respectively.
- FIGs 8 to 11 show another embodiment of an automatic rail grinder according to the invention.
- This grinder is designed to constitute a site grinder. To this end it is mounted on a chassis 40 which is movable on the railroad track comprising the rail 6 to be ground, using two flanged wheels bearing the reference 41 and 42 and a cylindrical roller 43.
- the chassis has a shape substantially triangular, a wheel being arranged at each angle.
- the wheels 41 and 42 are associated with the same rail 6, while the roller 43 moves on the other rail 6.
- the beam 3 which carries the wheel carriage 2 is mounted on the chassis 40 so as to extend parallel to the rail 6, with which the two wheels 41 and 42 are associated.
- the beam assembly 3 is mounted at each end on the chassis 40, pivoting around a pivot 45 housed in a bearing 46 fixed to the chassis, on the lower surface thereof, just next to the corresponding wheel 41, 42 in the longitudinal direction of the rail 6.
- a hydraulic clamping ring 44 is interposed between the pivot and the bearing.
- the pivot 45 extends parallel to this rail ( Figure 11).
- the pivot 45 is fixed to the end of an arm 47, the other end of which is integral with the beam.
- the site grinder is provided with an operating hoop 49 to ensure manual pivoting of the beam around the rail 6 to be ground.
- the rolling chassis 40 is of course equipped with means 50 allowing it to be locked in a predetermined position on the rails 6 on which there is a sound sensor.
- the references 52 designate the power and control unit of the grinder.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
Description
L'invention concerne un procédé de meulage de la jonction bout à bout par soudage de deux éléments, tels que des rails et une machine de meulage pour la mise en oeuvre de ce procédé.The invention relates to a method of grinding the butt joint by welding of two elements, such as rails and a grinding machine for the implementation of this method.
On connaît déjà des procédés et machines ou agencements de ce type qui impliquent l'établissement, de part et d'autre de la zone de jonction, d'un point de référence par une mise en contact d'organes d'établissement de référence avec le rail et le meulage des éléments dans la zone de jonction en au moins une passe définie par les points de référence ainsi établis, la mise en contact de la meule avec le rail étant indiquée par un capteur phonique.Processes and machines or arrangements of this type are already known which involve the establishment, on either side of the junction zone, of a reference point by bringing reference establishment members into contact with the rail and the grinding of the elements in the junction zone in at least one pass defined by the reference points thus established, the contacting of the grinding wheel with the rail being indicated by a sound sensor.
Dans les agencements connus de ce type, les organes d'établissement de référence sont formés par des dispositifs spécifiques qui sont montés sur le châssis de l'agencement pour venir en contact avec le rail à un emplacement décalé, dans la direction longitudinale du rail, de l'endroit de contact de la meule. En raison du décalage entre les points de référence et les points de contact de la meule, le système de référence est différent du système des repères de meulage, ce qui a pour conséquence que la précision du meulage n'est pas assurée.In known arrangements of this type, the reference setting members are formed by specific devices which are mounted on the frame of the arrangement to come into contact with the rail at an offset location, in the longitudinal direction of the rail, from the contact point of the grinding wheel. Due to the offset between the reference points and the contact points of the grinding wheel, the reference system is different from the system of grinding marks, which means that the precision of grinding is not guaranteed.
La présente invention a pour but de proposer un procédé et un agencement qui remédie à l'inconvénient majeur de l'état de la technique, qui vient d'être décrit.The object of the present invention is to propose a method and an arrangement which overcomes the major drawback of the state of the art, which has just been described.
Pour atteindre ce but, le procédé selon l'invention est caractérisé en ce que l'on utilise comme organes d'établissement de référence la meule elle-même et met celle-ci en contact tout d'abord avec le rail sur un côté de la jonction puis sur l'autre et mémorise les données définissant ces points de contact comme valeurs de référence.To achieve this object, the method according to the invention is characterized in that the grinding wheel itself is used as reference setting members and puts it first of all in contact with the rail on one side of the junction then on the other and stores the data defining these contact points as reference values.
La machine de meulage selon l'invention, du type comprenant une meule portée par un chariot porte-meule déplaçable axialement le long d'une poutre, cette dernière étant montée pivotante à ses extrémités sur un dispositif susceptible d'effectuer un mouvement angulaire autour du rail, est caractérisée en ce que la meule constitue l'organe d'établissement des points de référence pour le meulage et qu'un automate programmable est prévu pour établir à partir des points de référence les données permettant un meulage automatique de la zone à meuler.The grinding machine according to the invention, of the type comprising a grinding wheel carried by a grinding wheel carriage movable axially along a beam, the latter being pivotally mounted at its ends on a device capable of making an angular movement around the rail, is characterized in that the grinding wheel constitutes the member for establishing reference points for grinding and that a programmable controller is provided for establishing from the points reference data allowing automatic grinding of the area to be ground.
L'invention sera mieux comprise et d'autres buts, caractéristiques, détails et avantages de celle-ci apparaîtront plus clairement au cours de la description explicative qui va suivre faite en référence aux dessins schématiques annexés donnés uniquement à titre d'exemple illustrant deux modes de réalisation de l'invention et dans lesquels.The invention will be better understood and other objects, characteristics, details and advantages thereof will appear more clearly during the explanatory description which follows, made with reference to the appended schematic drawings given solely by way of example illustrating two modes. of the invention and in which.
La figure 1 est une vue en perspective et schématique d'un premier mode de réalisation d'une machine de meulage selon la présente invention.Figure 1 is a perspective and schematic view of a first embodiment of a grinding machine according to the present invention.
La figure 2 est une vue en coupe, à plus grande échelle et avec arrachement, du détail indiqué par le cercle II de la figure 1.FIG. 2 is a sectional view, on a larger scale and with parts broken away, of the detail indicated by the circle II of FIG. 1.
Les figures 3a à 3d illustrent le déroulement du procédé de meulage selon l'invention en montrant quatre étapes significatives de ce procédé.Figures 3a to 3d illustrate the progress of the grinding process according to the invention by showing four significant steps of this process.
La figure 4 est une vue en coupe, schématique, selon la ligne IV-IV de la figure 1, mais montre seulement la meule à l'état appliqué au rail.Figure 4 is a schematic sectional view along the line IV-IV of Figure 1, but shows only the grinding wheel in the state applied to the rail.
La figure 5 est une vue latérale d'un mode de réalisation concret de la structure de poutre de support de la meule, de la figure 1.FIG. 5 is a side view of a concrete embodiment of the structure of the support beam of the grinding wheel, of FIG. 1.
La figure 6 est une vue de dessus de la poutre de support de la figure 4.FIG. 6 is a top view of the support beam of FIG. 4.
La figure 7 est une vue en direction de la flèche VII de la figure 5.FIG. 7 is a view in the direction of arrow VII of FIG. 5.
La figure 8 est une vue latérale d'un deuxième mode de réalisation d'une machine de meulage selon la présente invention.Figure 8 is a side view of a second embodiment of a grinding machine according to the present invention.
La figure 9 est une vue de dessus de la machine selon la figure 8.FIG. 9 is a top view of the machine according to FIG. 8.
La figure 10 est une vue en direction de la flèche X de la figure 8.FIG. 10 is a view in the direction of arrow X in FIG. 8.
La figure 11 est une vue de détail en coupe selon la ligne XI-XI de la figure 8.FIG. 11 is a detail view in section along the line XI-XI of FIG. 8.
En se reportant à la figure 1 qui montre sous forme schématique le principe de structure d'un premier mode de réalisation d'une meuleuse automatique de rails, on constate que cette machine comprend essentiellement une meule 1 placée sur un chariot porte-meuble 2 déplaçable le long d'une poutre 3 qui est montée pivotante à chacune de ses extrémités sur un dispositif 4 de déplacement en translation de la poutre 3. Ce dispositif d'entraînement en translation 4 de la poutre est monté sur un module 5 de rotation de la poutre autour du rail 6. Le module 5 comprend une couronne 7 sur laquelle est monté le dispositif 4 et qui est susceptible d'effectuer un mouvement rotatif par rapport à un élément de couronne fixe 8 à l'aide de moyens de roulement tels que des billes 9, comme le montre la figure 2, la couronne 7 étant montée fixe sur un bâti de support 10 qui comporte deux éléments 11 et 12 chacun en forme d'un cadre à travers lequel s'étend le rail 6. Les deux éléments de cadre sont placés à une certaine distance l'une de l'autre, dans la direction longitudinale du rail 6.Referring to Figure 1 which shows in schematic form the structural principle of a first embodiment of an automatic rail grinder, it can be seen that this machine essentially comprises a
La meule 1 est montée rotative sur le chariot 2 et est entraînée en rotation par un moteur hydraulique 15 porté par le chariot 2. Grâce à ce type de moteur, l'encombrement est réduit, la structure est compacte et le centre de gravité se rapproche de la meule. Le dispositif d'entraînement en translation 4 de la poutre 3 comprend essentiellement un élément moteur 17 tel qu'un vérin pourvu d'une tige 18 à l'extrémité duquel est articulée l'extrémité de la poutre 3.The grinding
La meuleuse comporte en outre un dispositif de retenue du rail 6, qui comprend essentiellement des organes de butée 19 ainsi qu'au niveau de chaque cadre de bâti 12 et 13 un vérin de pinçage de rail 20 et un vérin de bridage de rail 21, qui agissent perpendiculairement à la direction longitudinale du rail pour repousser celui-ci sur les éléments de butée 19, respectivement dans les directions latérale et verticale. La tige de piston du vérin de bridage 21 porte à son extrémité libre un élément poussoir 23 destiné à venir en appui sur la face externe du champignon du rail. Cet élément poussoir 23 porte un capteur de vibration 24. Les couronnes rotatives 7 des modules de rotation 5 de la poutre 3 sont entraînées en rotation par un dispositif qui comporte essentiellement un organe moteur 26 dont l'axe rotatif 27 porte, solidaires en rotation, des organes d'entraînements tels que des pignons 28 qui engrènent un engrenage correspondant prévu sur la couronne 7. Pour compléter la description de la meuleuse sur la figure 1, il est à noter que celle-ci est équipée d'un groupe hydraulique, d'un pupitre de commande, d'une armoire électrique et d'une unité de commande comprenant un automate programmable. Ces différents dispositifs ne sont pas représentés.The grinder further comprises a
En se référant à la figure 3, on décrit ci-après le déroulement du procédé de meulage selon l'invention. Cette figure représente quatres phases essentielles de ce procédé.Referring to FIG. 3, the procedure for the grinding process according to the invention is described below. This figure represents four essential phases of this process.
La figure 3a montre schématiquement la poutre 3 dans sa position de départ au-dessus de la zone de jonction bout à bout par soudage de deux éléments de rails R1, R2 du rail 6 de la figure 1. La poutre 3 est orientée sensiblement parallèlement au rail, le chariot porteur 2 de la meule 1 se trouve dans sa position de fin de course côté gauche. La figure 5b illustre la prise du point de référence côté gauche. A cette fin on actionne le dispositif d'entraînement en translation 4 du côté gauche, qui fait descendre l'extrémité gauche de la poutre 3 jusqu'à ce que la meule 2 vienne en contact avec la surface de l'élément de rail R1 au point P1. Le contact de la meule avec le rail est détecté par le capteur de vibration ou phonique 24 qui envoie une information appropriée à l'automate programmable qui mémorise les coordonnées géométriques de ce point de contact comme coordonnées de référence côté gauche. Bien entendu, l'automate a été programmé en conséquence. Il comporte un dispositif ordinateur dans la mémoire duquel ont été inscrites préalablement les informations géométriques définissant la position géométrique relative du rail 6 par rapport à la poutre et à la meule dans un système de référence approprié. Après l'établissement du point de référence côté gauche, on établit le point de référence côté droit en amenant le chariot 2 dans sa position de fin de course droite indiquée en traits interrompus sur la figure 5b et en abaissant l'extrémité droite de la poutre 3 à l'aide du dispositif d'entraînement en translation 4 associé à cette extrémité, jusqu'à ce que la meule 1 vienne en contact avec l'élément de rail côté droit R2. On définit ainsi le point de référence droit P2. Ce contact est détecté à nouveau par le capteur de vibration 24 et, en réponse au signal approprié de celui-ci, l'automate arrête le mouvement de descente de la meule et mémorise les coordonnées géométriques du point de contact comme valeur de référence pour le processus de meulage. La figure 5c illustre cette étape. Après l'établissement des deux points de référence, la meule peut effectuer son premier déplacement de meulage en se déplaçant de sa position de fin de course droite à la position de fin de course gauche, comme l'illustre la figure 5d.FIG. 3a schematically shows the
Il est à noter que le déplacement représenté à la figure 5b pour l'établissement de la référence côté droit peut être déjà utilisé pour effectuer une première passe de meulage.It should be noted that the movement shown in FIG. 5b for establishing the reference on the right side can already be used to make a first grinding pass.
Le meulage peut être décomposé en plusieurs passes. L'automate ayant enregistré la différence des niveaux entre les points de référence P1 et P2 ainsi que la position P3 de fin de course côté droit, il est en mesure de décomposer de manière automatique la distance entre les points P2 et P3 en un certain nombre de passes, pour ne pas dépasser une certaine profondeur de passe, ce qui assure une excellente régularité et sécurité.Grinding can be broken down into several passes. The automaton having recorded the difference in levels between the reference points P 1 and P 2 as well as the end position P 3 on the right side, it is able to automatically decompose the distance between points P 2 and P 3 in a certain number of passes, so as not to exceed a certain depth of pass, which ensures excellent regularity and security.
Les différentes phases d'établissement des points de référence et de meulage, qui viennent d'être décrites sont celles que la meuleuse effectue lorsque la poutre 3 se trouve dans une position angulaire prédéterminée par rapport au rail 6. Le résultat du travail de la meule est une facette plane qui s'étend parallèlement à la direction longitudinale du rail, telle que la facette 31 de la figure 4. Pour meuler l'ensemble de la zone du champignon de rail qui doit être usinée, on décompose le profil du rail en une succession de facettes, comme le montre la figure 4. Pour respecter une tolérance de forme entre le profil réel du rail et le profil donné par les facettes, il convient de respecter un écart angulaire entre des facettes adjacentes, qui dépend du rayon de courbure du champignon. Ainsi le meulage se fait par une succession de processus élémentaires décrits plus haut. Après l'accomplissement d'une facette, la meule est écartée du rail, la nouvelle position angulaire de la poutre et de la meule est déterminée et on répète les étapes décrites. Etant donné qu'au début de chaque meulage d'une facette, on établit à nouveau le système de référence, l'usure de la meule intervient d'une manière négligeable au cours de l'ensemble du processus de meulage de la jonction considérée.The different phases of establishment of the reference and grinding points, which have just been described are those which the grinder performs when the
On décrira ci-après en se reportant aux figures 5 à 7 un mode de réalisation concret d'un dispositif de poutre du type représenté à la figure 1. La structure de poutre selon les figures 5 à 7 présente la particularité qu'elle comprend, en plus d'un moteur hydraulique 15 pour l'entraînement en rotation de la meule, un vérin pneumatique sans tige, désigné de façon générale par le numéro 33 qui est incorporé à la poutre. La figure 7 montre en outre que le chariot 2 porteur de la meule 1 est guidé sur la poutre par l'intermédiaire des glissières supérieure et inférieure 34, 35 qui sont disposées respectivement au-dessus et en dessous du vérin 33. Grâce à ces différentes caractéristiques de structure, les axes de poussée, de guidage, de meulage et de gravité sont très proches les uns des autres et créent une très bonne situation dynamique.A concrete embodiment of a beam device of the type shown in FIG. 1 will be described below with reference to FIGS. 5 to 7. The beam structure according to FIGS. 5 to 7 has the characteristic that it comprises, in addition to a
La figure 6 montre une autre particularité avantageuse de la meuleuse selon l'invention qui réside dans le fait que le pivot d'articulation de l'extrémité gauche de la poutre 3 au dispositif de déplacement vertical 4 correspondant,présente une forme rentrée pour que le chariot puisse se déplacer jusqu'à une position de fin de course qui assure que le point de contact de la meule 1 avec le rail 6 lors de l'établissement du point de référence côté gauche, c'està-à-dire P1, se trouve sensiblement verticalement en dessous de l'axe de pivotement. On constate encore que la poutre est pourvue d'un carter dont les parties avant et arrière portent les références respectivement 36 et 37.FIG. 6 shows another advantageous feature of the grinder according to the invention which resides in the fact that the articulation pivot of the left end of the
Les figures 8 à 11 montrent un autre mode de réalisation d'une meuleuse automatique de rail selon l'invention. Cette meuleuse est conçue pour constituer une meuleuse de chantier. A cette fin elle est montée sur un chassis 40 qui est déplaçable sur la voie ferrée comprenant le rail 6 à meuler, à l'aide de deux roues à boudin portant la référence 41 et 42 et un galet cylindrique 43. Le châssis présente une forme sensiblement triangulaire, une roue étant disposée au niveau de chaque angle. Ainsi, comme le montre la figure 9, les roues 41 et 42 sont associées à un même rail 6, tandis que le galet 43 se déplace sur l'autre rail 6. La poutre 3 qui porte le chariot de meule 2 est montée sur le chassis 40 de façon à s'étendre parallèlement au rail 6, auquel sont associées les deux roues 41 et 42. L'ensemble de poutre 3 est monté à chaque extrémité sur le châssis 40, pivotant autour d'un pivot 45 logé dans un palier 46 fixé au châssis, sur la surface inférieure de celui-ci, juste à côté de la roue correspondante 41, 42 dans la direction longitudinale du rail 6. Une bague de serrage hydraulique 44 est interposée entre le pivot et le palier. Le pivot 45 s'étend parallèlement à ce rail (figure 11). Pour pouvoir pivoter autour du rail 6, le pivot 45 est fixé à l'extrémité d'un bras 47 dont l'autre extrémité est solidaire de la poutre. La meuleuse de chantier est pourvue d'un arceau de manoeuvre 49 pour assurer un pivotement manuel de la poutre autour du rail 6 à meuler. Le châssis roulant 40 est bien entendu équipé de moyens 50 permettant son blocage dans une position prédéterminée sur les rails 6 sur lesquels se trouve un capteur phonique. Pour compléter la description des figures, les références 52 désignent l'ensemble d'alimentation et de commande de la meuleuse.Figures 8 to 11 show another embodiment of an automatic rail grinder according to the invention. This grinder is designed to constitute a site grinder. To this end it is mounted on a
Concernant le fonctionnement de la meuleuse de chantier selon les figures 8 à 11, une fois arrêté dans une position de travail, le procédé de meulage est identique à celui qui a été décrit en se référant à la figure 1.With regard to the operation of the site grinder according to FIGS. 8 to 11, once stopped in a working position, the grinding process is identical to that which has been described with reference to FIG. 1.
Claims (9)
- Method of grinding the end-to-end junction by welding of two elements such as rails according to which one provides on either side of the junction area a reference point by putting in contact reference-providing members with the rail and one performs the grinding of the elements in the junction area in at least one pass defined by the reference points thus provided, the putting in contact of the grinding wheel with the rail being shown by a phonic sensor, characterized in that one uses as a reference-providing member the grinding wheel (1) itself and one puts the latter in contact quite at first with the rail on one side of the junction and then on the other side and one stores tha data defining these contact points as reference values.
- Method according to claim 1, characterized in that one divides the area of the rail head to be ground into a multiplicity of facets (31) juxtaposed to each other in the cross-section of the rail (6) and one effects the grinding of the said area by successively grinding the said facets the one after the other.
- Method according to claim 2, characterized in that one moves the grinding wheel away from the rail after the grinding of each facet and one provides the reference points for the grinding of the following facet before beginning the grinding step.
- Grinding machine for carrying out the method according to one of the foregoing claims, of the type comprising a grinding wheel carried by a grinding wheel-carrying carriage axially displaceable along a beam, the latter being pivotally mounted at its ends onto a device adapted to effect an angular motion about the rail, characterized in that the grinding wheel (1) constitutes the member for the provision of the reference points for the grinding and in that a programmable automaton is provided for establishing from the reference points the data permitting an automatic grinding of the area to be ground.
- Grinding machine according to claim 4, characterized in that the grinding wheel-carrying carriage (2) carries a hydraulic motor (15) for rotatably driving the grinding wheel (1).
- Grinding machine according to one of claims 4 or 5, characterized in that the device for the displacement of the grinding wheel-carrying carriage (2) along the beam (3) is formed of a jack without any rod (32) provided inside of the beam.
- Grinding machine according to claim 6, characterized in that the grinding wheel-carrying carriage (2) is displaceable along the beam (2) with the assistance of slideways (35) arranged above and below, respectively, the rodless jack (33).
- Grinding machine according to one of claims 4 to 7, characterized in that the beam (3) is mounted onto a module (5) for rotation of the beam about the rail (6), this module (5) being mounted in stationary relationship onto a supporting frame (10).
- Grinding machine according to one of claims 4 to 7, characterized in that the supporting frame of the beam (3) is displaceable with the assistance of wheels (41 to 43) onto rails (6) and may be stopped in a position for grinding one rail by the angular displacement of the beam (3) about this rail.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9212299 | 1992-10-14 | ||
| FR9212299A FR2696762B1 (en) | 1992-10-14 | 1992-10-14 | Method for grinding the end-to-end junction by welding in particular of two rails and grinding machine for the implementation of this process. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0593361A1 EP0593361A1 (en) | 1994-04-20 |
| EP0593361B1 true EP0593361B1 (en) | 1997-02-19 |
Family
ID=9434541
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93402526A Expired - Lifetime EP0593361B1 (en) | 1992-10-14 | 1993-10-13 | Grinding process and -apparatus for the end-to-end welded junction of two rails |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0593361B1 (en) |
| AT (1) | ATE149049T1 (en) |
| DE (1) | DE69308185T2 (en) |
| FR (1) | FR2696762B1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7895950B2 (en) | 2004-08-20 | 2011-03-01 | Loram Maintenance Of Way, Inc. | Long rail pick-up and delivery system |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20004932U1 (en) * | 2000-03-17 | 2001-07-26 | Partech Produktionsekonomi Ab, Skara | Device for grinding rails |
| FR2814765B1 (en) * | 2000-09-29 | 2004-02-13 | Geismar Ancien Ets L | CONTROL SYSTEM FOR THE GRINDING OF A GRINDING MACHINE IN PARTICULAR OF RAILS |
| GB0401403D0 (en) * | 2004-01-22 | 2004-02-25 | Balfour Beatty Plc | Rail joint grinding |
| EA009583B1 (en) * | 2005-07-05 | 2008-02-28 | Общество с ограниченной ответственностью "ВЕСТ-ТЕР" | Method of rough grinding welded rail-joint |
| DE202018004312U1 (en) * | 2018-09-17 | 2018-10-10 | Goldschmidt Thermit Gmbh | Device for reprofiling and deburring rails |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH592780A5 (en) * | 1976-01-07 | 1977-11-15 | Speno International | |
| US4862647A (en) * | 1987-08-31 | 1989-09-05 | Loram Maintenance Of Way, Inc. | Rail grinding machine |
| EP0315704B1 (en) * | 1987-11-07 | 1991-08-07 | Les Fils D'auguste Scheuchzer S.A. | Rail grinding machine for reprofiling railheads |
| CH675440A5 (en) * | 1988-03-04 | 1990-09-28 | Speno International |
-
1992
- 1992-10-14 FR FR9212299A patent/FR2696762B1/en not_active Expired - Fee Related
-
1993
- 1993-10-13 AT AT93402526T patent/ATE149049T1/en not_active IP Right Cessation
- 1993-10-13 DE DE69308185T patent/DE69308185T2/en not_active Expired - Fee Related
- 1993-10-13 EP EP93402526A patent/EP0593361B1/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7895950B2 (en) | 2004-08-20 | 2011-03-01 | Loram Maintenance Of Way, Inc. | Long rail pick-up and delivery system |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE149049T1 (en) | 1997-03-15 |
| EP0593361A1 (en) | 1994-04-20 |
| DE69308185T2 (en) | 1997-09-11 |
| FR2696762A1 (en) | 1994-04-15 |
| FR2696762B1 (en) | 1994-12-30 |
| DE69308185D1 (en) | 1997-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0044964B1 (en) | Grinding machine for rectifying a rail of a railroad track | |
| EP1606079B1 (en) | Machine for grinding optical lenses | |
| EP0235602B1 (en) | Process for measuring and grinding a rail head profile | |
| FR2585276A2 (en) | MACHINE EXECUTING VARIOUS MACHINING OPERATIONS SUCH AS TURNING, MILLING, BORING | |
| CA1268976A (en) | Method and installation for machining a hollow part through milling along a predetermined marking | |
| EP0216695B1 (en) | Method and machine for the manufacture of hollow parts rotationally formed from filaments extending along three different directions | |
| FR2474076A1 (en) | METHOD FOR REMOVING FAULT OF FUNGI FROM RAILS OF A POSTED RAILWAY AND MACHINE FOR PERFORMING IT | |
| FR2565857A1 (en) | MACHINE FOR MAKING REINFORCING BODIES FOR CONCRETE TUBES | |
| EP0593361B1 (en) | Grinding process and -apparatus for the end-to-end welded junction of two rails | |
| EP0501183B1 (en) | Device for reshaping railway rails | |
| CH678341A5 (en) | ||
| FR2695853A1 (en) | Milling, planing and polishing machine with automatic tool change and corresponding device. | |
| EP0820837A1 (en) | Optical glasses grinding machine | |
| FR2920694A1 (en) | PRINTING DEVICE, ADJUSTING METHOD, AND PRINTING METHOD | |
| FR2463228A1 (en) | MOBILE MACHINE ON A RAILWAY TRACK TO ELIMINATE RAIL SURFACE DEFECTS | |
| WO1992002396A1 (en) | Stationary position adjustment device for handling trolley | |
| FR2528745A1 (en) | Three-plane movement controller for machine tool - uses processor to determine displacement and angle data from cartesian coordinates to reference point | |
| FR2552359A1 (en) | DEVICE FOR CONTINUOUS POSITIONING OF GRINDER PROFILES | |
| FR2476059A1 (en) | Glass sheet shaping machine - is controlled by a data processing unit instead of a cam | |
| FR2492284A1 (en) | ROLLER FOR STEEL TUBES | |
| FR2725931A1 (en) | Method of cutting of surface in material block | |
| EP0789108A1 (en) | Carriage provided with grinding or machining tools for the rolling surface and the mushroom portion of railway rails | |
| FR2600375A1 (en) | Method for quarrying and for the direct cutting of stones or the like and device for the implementation thereof | |
| FR2826599A1 (en) | Spectacle lens drilling procedure and apparatus has rotary plate on drill base to move lens about fixed point to make edge notch and hole | |
| FR2625458A1 (en) | Grinding cell |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19941018 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19960418 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 149049 Country of ref document: AT Date of ref document: 19970315 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69308185 Country of ref document: DE Date of ref document: 19970327 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970522 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20031008 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20041006 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041013 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20041013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051014 |
|
| EUG | Se: european patent has lapsed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20061005 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20061011 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071013 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20081031 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20081028 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 |