EP0592670B1 - Verfahren zum verhindern des eindringens von stösseln in den boden in einem polsterstiftdruckausgleichssystem - Google Patents
Verfahren zum verhindern des eindringens von stösseln in den boden in einem polsterstiftdruckausgleichssystem Download PDFInfo
- Publication number
- EP0592670B1 EP0592670B1 EP92912641A EP92912641A EP0592670B1 EP 0592670 B1 EP0592670 B1 EP 0592670B1 EP 92912641 A EP92912641 A EP 92912641A EP 92912641 A EP92912641 A EP 92912641A EP 0592670 B1 EP0592670 B1 EP 0592670B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- die cushion
- pressure equalizing
- pressure
- die
- bottoming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/02—Die-cushions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/065—Press rams
- B30B15/067—Press rams with means for equalizing the pressure exerted by a plurality of press rams
Definitions
- the present invention relates to a a press with a die cushion pin pressure equalizing apparatus and a method of using such a press and apparatus.
- the closest prior art is disclosed in JP-A-62-3219.
- a press machine is usually equipped with a die cushion below a lower die half.
- Fig. 8 shows the structure of a press machine equipped with a die cushion.
- the press comprises a crown 1, an upright 2, a bed 3, a slide 4, an upper die half 5, a lower die half 6, a bolster 7, a moving bolster 8, a die cushion pin 9, a pressure equalizing plate 10, a pressure equalizing cylinder 11, a die cushion pad 12, a die cushion leg 13, a die cushion air cylinder 14, a die cushion rod 15, and a damper 16 filled with hydraulic oil.
- the bolster 7 is mounted on the bed 3 with the moving bolsters 8 interposed therebetween and the die cushion pad 12 is received in the bed 3.
- the die cushion pad 12 is supported by the die cushion cylinder 14 mounted on the die cushion leg 13.
- a compressed air supply source is pneumatically connected to the die cushion cylinders 14 via an air pressure regulating unit (not shown).
- the lower die half 6 is mounted on the bolster 7 which is formed with pin holes through which a plurality of die cushion pins 9 are inserted.
- the die cushion pins 9 serve to support a die pad (not shown) received in the lower die half 6.
- a plurality of pressure equalizing hydraulic cylinders 11 are mounted on the plate 10 at positions corresponding to the cushion pins 9. As shown in Fig. 9, the pressure equalizing cylinders 11 are arranged in such a manner that the lower end of die cushion pins 9 come in contact with plungers 18. The flange portion 17 of the plungers 18 is received in a cylinder hydraulic chamber and serves as stoppers for preventing the cylinders 11 from moving upward out of the cylinder hydraulic chambers.
- the cylinder hydraulic chambers of the pressure equalizing hydraulic cylinders 11 are hydraulically connected to a hydraulic pressure supply source (not shown) via a hydraulic path 19 such as a drilled hole, a pipe, etc. formed in the plate 10.
- a check valve is provided at the hydraulic path 19 so as to supply hydraulic oil with a high pressure enough to cancel an error in the length of each die cushion pin into the hydraulic path 19 and the respective cylinder chambers.
- die cushion pins 9 are selected corresponding to a die assembly and then the press machine is driven. Since the outflow of the pressurized oil supplied into the respective pressure equalizing hydraulic cylinders 11 is blocked, when the slide 4 and the upper die half 5 are lowered and the selected die cushion pins 9 receive a pressing power, the pressing power is transmitted to the die cushion pad 12 via the die cushion pins 9 and the hydraulic cylinders 11 and is absorbed in the die cushion cylinders 14. At this time, uneven distribution of the pressing power due to the unequal length of die cushion pins 9 as well as assembling error of the parts of the press machine is absorbed in the cushioning pressure of each pressure equalizing cylinder 11.
- (1) is difficult to conduct considering the fact that the number of die cushion pins should correspond to a die assembly, (2) is not suited to conduct because defective pressing is likely to occur and (3) is hardly acceptable to manufactures since a production rate per hour becomes reduced.
- the present invention has been made in consideration of the aforementioned background and its object is to provide a method and an apparatus for preventing the plungers of the pressure equalizing hydraulic cylinders provided in press with a die cushion pin pressure equalizing system from the bottoming without the generation of an excessively high peak pressure and without the reduction of productivity and accuracy in press-drawing operations.
- the plungers of the pressure equalizing hydraulic cylinders are prevented from bottoming by simply setting a preload oil pressure exerted on the pressure equalizing hydraulic cylinders, the bottoming of the plungers can be prevented without generating an excessively high peak oil pressure and without reducing productivity and accuracy of the press-drawing operation.
- Fig. 2 shows oil pressure in the die cushion pin pressure equalizing system described above with reference to Fig. 8 and Fig. 9 in which reference character P0 designates a preload oil pressure, reference character Pmax designates a peak oil pressure (which appears at the time when an upper die half comes in contact with die cushion pins) and reference character PD designates a stable oil pressure.
- reference character P0 designates a preload oil pressure
- reference character Pmax designates a peak oil pressure (which appears at the time when an upper die half comes in contact with die cushion pins)
- reference character PD designates a stable oil pressure.
- the inventor of the present invention discovered based on results of an experiment that bottoming of the plunger of the pressure equalizing hydraulic cylinder 11 in the die cushion pin pressure equalizing system can reliably be prevented by raising the preload oil pressure P0 even when the die cushion pin is displaced in excess of the maximum displacement.
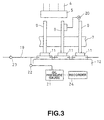
- Fig. 3 An apparatus as shown in Fig. 3 was prepared.
- the apparatus includes about 30 to 40 die cushion pins 9 each having a diameter of 60 mm and a length of 675 mm.
- a dial gauge 20 While driving a slide 4 on which an upper die half 5 is mounted by micro-inching so as to apply pressure to a die cushion, relative stroke between the pressure applied die cushion pin and an unpressured die cushion pin was measured by a dial gauge 20.
- a pressure meter 21 At this time, an oil pressure appearing in the oil path 19 of the die cushion pin pressure equalizing system was also measured by a pressure meter 21.
- reference numeral 11 designates a pressure equalizing hydraulic cylinder
- reference numeral 22 designates a pressure head
- reference numeral 23 designates a check valve
- reference numeral 24 designates a recorder.
- total absorption stroke ⁇ (reading of the dial gauge) X (the number of pressured die cushion pins)
- Fig. 4 is a table in which die cushion ability, the number of pressured die cushion pins, oil pressure in the die cushion pin pressure equalizing system, and absorption stroke are shown when the preload oil pressure P0 is 25 kg/cm 2 .
- Fig. 5 shows the above items when the preload oil pressure P0 is 75 kg/cm 2 .
- Fig. 6 is a graph prepared by plotting the relationship between the total die cushion pin absorption stroke ⁇ and oil pressure P in the die cushion pin pressure equalizing system when the preload oil pressure P0 is 25 kg/cm 2 and 75 kg/cm 2 .
- FIG. 6 From the graph shown in Fig. 6, the relationship between the total absorption stroke and the oil pressure in the die cushion pin pressure equalizing system is obtained for the preload oil pressure P0 is P01 and P02 as shown in Fig. 1.
- reference character PD designates a stable oil pressure value shown in Fig. 2.
- the total absorption stroke at the stable oil pressure PD is shifted from L2 to L1.
- the total absorption stroke is shortened by L2 - L1. This makes it possible to prevent the bottoming of the plunger of the pressure equalizing hydraulic cylinder 11.
- the total absorption stroke of the die cushion pin pressure equalizing system at the stable oil pressure PD may be shortened by raising the preload oil pressure by an adequate quantity, whereby the bottoming of the plunger is prevented.
- Fig. 7 shows a result of an experiment and illustrates the relationship between the preload oil pressure P0 and the primary peak pressure Pmax for the total quantity of hydraulic oil in the die cushion pin pressure equalizing system of 6 liters and the pin touch speed of 0.757 m/sec under the conditions that the number of used die cushion pins is 20 and the air pressure is 2.0 kg/cm 2 , and the number of die cushion pins is 40 and the air pressure is 6.2 kg/cm 2 .
- the primary peak pressure Pmax is plotted substantially in parallel with the abscissa of the graph, which shows that the primary peak pressure Pmax is not affected by the change in the preload pressure.
- the method of the present invention can be practiced without incurring the fatigue crack or breakage at the stopper portion of the plunger in the pressure equalizing hydraulic cylinder 11 which will occur due to the raising of the preload oil pressure as mentioned above.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Presses And Accessory Devices Thereof (AREA)
Claims (3)
- Verfahren zum Betätigen einer Presse mit einer Gesenk-Federungsstift-Druckausgleichsvorrichtung, bei der mehrere Gesenk-Federungsstifte (9) vertikal bewegbar in der Einspannplatte (7) der Presse angeordnet sind, wobei die durch Gesenk-Federung (12) gehaltenen Druckausgleichs-Hydraulikzylinder (11) jeweils unterhalb der mehreren Gesenk-Federungsstifte (9) angeordnet sind und die mehreren Druckausgleichs-Hydraulikzylinder (11) durch Hydraulikleitungen (19) derart miteinander verbunden sind, daß Öldruck auf die Druckausgleichs-Hydraulikzylinder (11) und die Hydraulikleitungen (19) aufgebracht wird,
dadurch gekennzeichnet, daß den mehreren Druckausgleichs-Zylindern (11) ein Vorspannungs-Öldruck zugeführt wird, um zu verhindern, daß die Kolben (18) unten aufstoßen. - Press-Maschine mit einer Gesenk-Federungsstift-Druckausgleichsvorrichtung, wobei die Presse aufweist: mehrere Gesenk-Federungsstifte (9) in der vertikalen Richtung bewegbar in einer Einspannplatte (7) der Press-Maschine angeordnet sind, und Druckausgleichs-Hydraulikzylinder (11), die unterhalb der Federungsstifte angeordnet und durch Gesenk-Federung (12) gehalten sind sowie durch einen Öl-Weg (19) derart miteinander verbunden sind, daß über den Öl-Weg (19) Öldruck auf die Druckausgleichs-Hydraulikzylinder (11) aufgebracht wird,
dadurch gekennzeichnet, daß eine Vorspannungs-Öldruck-Einstellvorrichtuhg vorgesehen ist, um einen Vorspannungs-Öldruck entsprechend der Anzahl der Gesenk-Federungsstifte (9) und einer Gesenk-Federungs-Leistung derart einzustellen, daß bei Betrieb die Hydraulikzylinder (11) ihre Ausgleichsfunktion erfüllen, ohne daß ihre Kolben (18) unten aufstoßen. - Presse nach Anspruch 2, dadurch gekennzeichnet, daß sich bei Betrieb die Kolben (18) der Druckausgleichs-Zylinder (11) in einem Bereich zwischen einer Ausgangsposition, in der eine Gesenk-Federungsstift-Druckausgleichsoperation startet, und einer Position vor einer Stelle bewegen, an der die Druckausgleichs-Zylinder (11) unten aufstoßen.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14492491 | 1991-06-17 | ||
| JP144924/91 | 1991-06-17 | ||
| JP14492491A JP3255174B2 (ja) | 1991-06-17 | 1991-06-17 | ダイクッションピン均圧化装置のプランジャー底付け防止方法 |
| PCT/JP1992/000775 WO1992022391A1 (fr) | 1991-06-17 | 1992-06-17 | Procede utilise dans un systeme d'egalisation de la pression s'exerçant sur les broches de serre-flans, pour eviter que les pistons n'aillent en butee |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0592670A1 EP0592670A1 (de) | 1994-04-20 |
| EP0592670A4 EP0592670A4 (de) | 1995-02-15 |
| EP0592670B1 true EP0592670B1 (de) | 1999-08-25 |
Family
ID=15373388
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92912641A Expired - Lifetime EP0592670B1 (de) | 1991-06-17 | 1992-06-17 | Verfahren zum verhindern des eindringens von stösseln in den boden in einem polsterstiftdruckausgleichssystem |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0592670B1 (de) |
| JP (1) | JP3255174B2 (de) |
| CA (1) | CA2111671C (de) |
| DE (1) | DE69229863T2 (de) |
| WO (1) | WO1992022391A1 (de) |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0239622Y2 (de) * | 1985-06-20 | 1990-10-24 | ||
| JPS6220711U (de) * | 1985-07-19 | 1987-02-07 |
-
1991
- 1991-06-17 JP JP14492491A patent/JP3255174B2/ja not_active Expired - Lifetime
-
1992
- 1992-06-17 CA CA002111671A patent/CA2111671C/en not_active Expired - Lifetime
- 1992-06-17 WO PCT/JP1992/000775 patent/WO1992022391A1/ja not_active Ceased
- 1992-06-17 EP EP92912641A patent/EP0592670B1/de not_active Expired - Lifetime
- 1992-06-17 DE DE69229863T patent/DE69229863T2/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| WO1992022391A1 (fr) | 1992-12-23 |
| EP0592670A1 (de) | 1994-04-20 |
| CA2111671A1 (en) | 1992-12-23 |
| JP3255174B2 (ja) | 2002-02-12 |
| DE69229863T2 (de) | 2000-04-27 |
| DE69229863D1 (de) | 1999-09-30 |
| EP0592670A4 (de) | 1995-02-15 |
| JPH04371325A (ja) | 1992-12-24 |
| CA2111671C (en) | 2002-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0531140B1 (de) | Hydraulische Polsteranordnung für eine Presse mit verstellbarer hydraulischer Energieversorgung zum Einstellen des Anfangdruckes der Zylinder der Druckbolzen | |
| US4553795A (en) | Mold supporting arrangement | |
| JP2722937B2 (ja) | プレス機械のしわ押え荷重測定装置 | |
| US5477723A (en) | Device for regulating the blank-holding force in a press | |
| JP3565679B2 (ja) | 板金成形用油圧プレス機械 | |
| EP0718055A1 (de) | Vorrichtung mit untereinander kommunizierenden hydraulischen Zylindern zur gleichmässigen Verteilung der Werkstückhaltekraft in einer Presse | |
| US6250216B1 (en) | Press deflection controller and method of controlling press deflection | |
| EP0592670B1 (de) | Verfahren zum verhindern des eindringens von stösseln in den boden in einem polsterstiftdruckausgleichssystem | |
| JP3295115B2 (ja) | ハイドロエラスティックな深絞り装置 | |
| US5660074A (en) | Method of selecting a preload oil pressure valve for a die cushion pin pressure equalizing system of a press machine | |
| JP2856107B2 (ja) | プレス加工方法およびプレス加工装置 | |
| US4262453A (en) | Machine for grinding hard workpieces | |
| JP2727954B2 (ja) | プレス装置 | |
| EP0384340B1 (de) | Vorrichtung zum Anritzen kornorientierter Elektrostahlbänder | |
| US20040094046A1 (en) | Cushion pin, wear plate, load supporting device, die cushion, press machine and pressing method | |
| US2006121A (en) | Profiling attachment for planers | |
| JP2871225B2 (ja) | プレス機械 | |
| US2317851A (en) | Die spotting press | |
| JP2003136299A (ja) | プレス金型機構に内蔵の油圧式クッション装置 | |
| JP2596077B2 (ja) | ダイクッション装置 | |
| JPH0239622Y2 (de) | ||
| JPS6334753Y2 (de) | ||
| JPS6239900Y2 (de) | ||
| CN119747442B (zh) | 一种履带整形装置 | |
| JP2007190572A (ja) | プレス装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19931218 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 19940104 |
|
| AK | Designated contracting states |
Kind code of ref document: A4 Designated state(s): DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19970211 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19990825 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: TOYOTA JIDOSHA KABUSHIKI KAISHA |
|
| REF | Corresponds to: |
Ref document number: 69229863 Country of ref document: DE Date of ref document: 19990930 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110621 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110615 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110615 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69229863 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69229863 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20120616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20120619 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20120616 |