EP0504077A1 - Strong, formable, isotropic aluminium alloys for deep drawing - Google Patents
Strong, formable, isotropic aluminium alloys for deep drawing Download PDFInfo
- Publication number
- EP0504077A1 EP0504077A1 EP92420073A EP92420073A EP0504077A1 EP 0504077 A1 EP0504077 A1 EP 0504077A1 EP 92420073 A EP92420073 A EP 92420073A EP 92420073 A EP92420073 A EP 92420073A EP 0504077 A1 EP0504077 A1 EP 0504077A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- alloy
- alloy according
- alloys
- content
- total
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/047—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with magnesium as the next major constituent
Definitions
- the invention relates to alloys based on A1 intended for stamping and / or drawing and having high mechanical characteristics of resistance as well as good isotropy (low rate of horns) and good cold formability.
- alloys usually used for the manufacture of drawn can bodies are alloys 3004 or 3104, according to the designations of the Aluminum Association.
- the alloys based on A1 according to the invention which exhibit both high mechanical characteristics, good isotropy and good formability belong to two distinct families, one (I) derived from conventional 3004 alloys, the other (II) essentially containing additions of Fe and Mg.
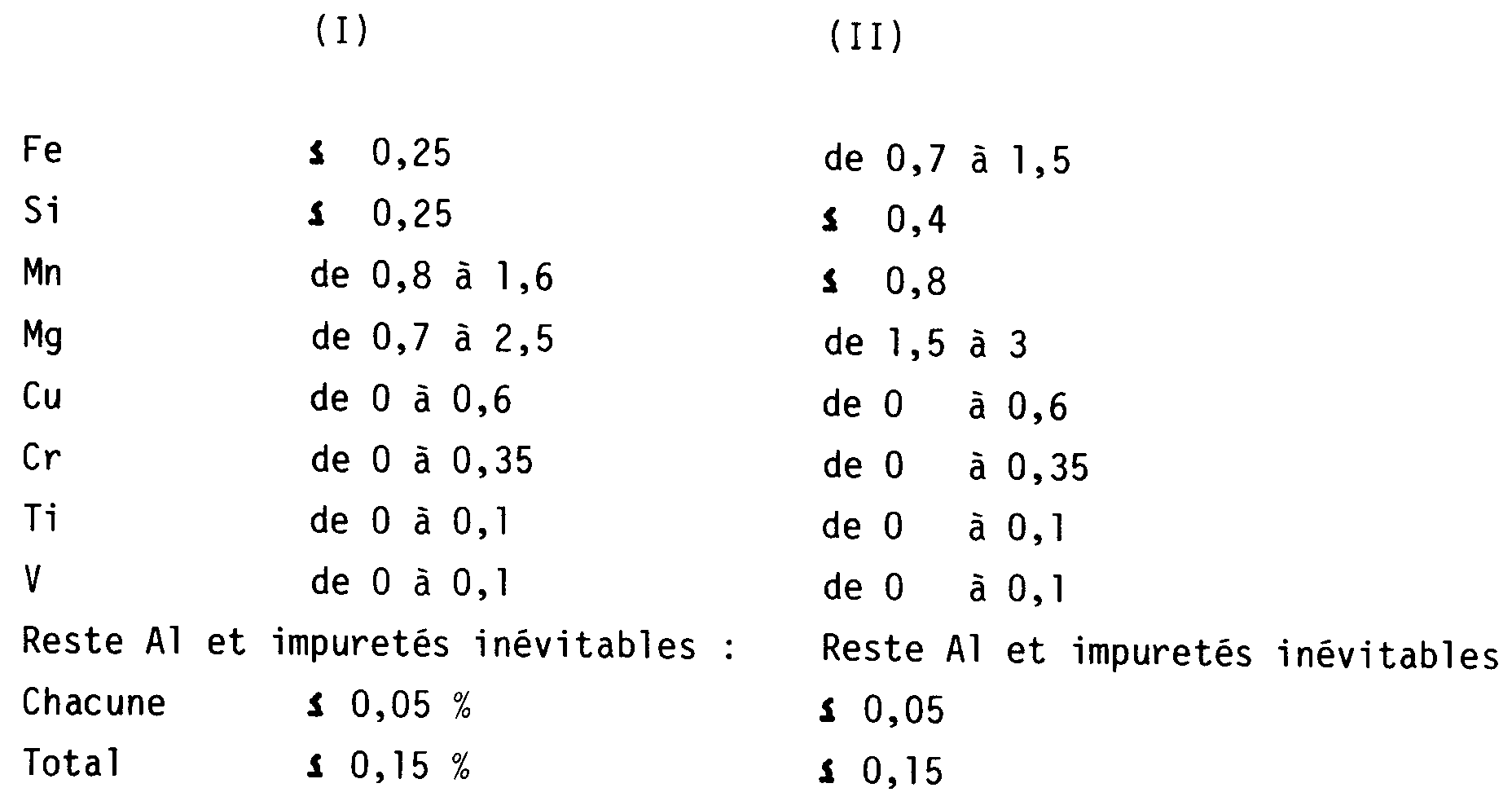
- alloys according to the invention have the following weight compositions (%):
- compositions (I) a Cu content greater than or equal to 0.20% or even 0.25% is preferable. Likewise, it is preferable to have an Fe content ⁇ 0.20, or better still less than 0.15%.
- the contents of Mn, Fe and Mg must be limited, to avoid the rough precipitation of primary compounds, precipitates which are harmful and cause defects during the subsequent rolling and / or stamping-stretching; in this case, the relationship to be observed is as follows: % Mn + 0.9% Fe + 0.3% Mg ⁇ 1.9
- compositions (I), for Fe ⁇ 0.25 and / or Si ⁇ 0.25 there appears in the micrographic structure of "white bands" after homogenization or reheating and hot rolling, zones in which the Mn content is low, thus promoting the anisotropy of the material.
- the contents of Mn and Mg are limited below to obtain sufficient mechanical strength; however, beyond 1.6% Mn, there is appearance of primary intermetallic particles harmful with regard to formability during rolling or stamping and / or drawing operations, and for Mg ⁇ 2 , 5%, there is an appearance of stretching defects, for example sticking to the die (also called a ring) and too great anisotropy.
- Cu is kept below 0.6% to meet food standards (decree of August 27, 1987), but is preferably held above 0.20% or even 0.25% to obtain the high characteristics mechanical properties required when firing the coverings. Above 0.35% Cr, appearance of coarse primary intermetallic compounds detrimental to formability by damaging effect. The upper limits in Ti and V are justified for the same reason.
- a preferred composition contains from 1.2 to 1.6% Mn, from 0.8 to 1.2% Mg, from 0.2 to 0.6% Cu, and up to 0.25% Cr.
- compositions (II) it is preferable that the content of Mn is kept below 0.40%, and preferably 0.35%. Likewise, it is preferable that the Fe is held above 1.05% or better 1.10%.
- a preferred composition contains 1.1 to 1.4% Fe, 1.6 to 2.5% Mg and up to 0.25% Cr.
- alloys according to the invention are entirely analogous to that of the alloys 3004 and 3104, as will appear in detail in the examples, except as regards the need for intermediate annealing for the alloys (I).
- the classic 3004 alloy is characterized by the existence of a structure comprising, in addition to the coarse primary intermetallic precipitates situated in the interdendritic zones and the intragranular secondary precipitates, fine "white bands", free of precipitates, in the interdendritic zones.
- the alloys according to the invention have similar microstructures, but in the total absence of "white bands”.
- the alloys according to the invention are therefore characterized by a very homogeneous distribution of the primary and secondary precipitates in a matrix based on A1 from the ingot stage.
- FIGS. 1, 2 and 3 are micrographs at magnification X400 respectively of the conventional alloy 3004 (example 0) and of the alloys of examples 1 (or 3) and 2, according to the invention, in the raw state of rolling to hot.
- Figure 4 is a schematic profile of the distribution of precipitates (volume fraction in%) as a function of the distance (in ⁇ m) counted from an interdendritic zone on a cross section of a dendrite having about 95 ⁇ m wide for a conventional 3004 alloy (thick line) and an alloy according to the invention (thin line).
- the invention will be better understood using the following examples, compared with an alloy 3004 taken as a reference.
- the material obtained is characterized by its mechanical tensile characteristics (transverse direction), by the horn index S 45/90 as defined below, and the values of LDR and LIR also defined below.
- the LDR (limiting drawing ratio) is the value of the ratio: 0 ⁇ maxi blank / 0 ⁇ punch without appearance of rupture under determined stamping conditions: lubrication, pressure of blank holder, geometry of the punch (rounded), sheet thickness (blank), etc.
- Examples 1 to 5 illustrate the invention with respect to the alloy 3004 taken as a reference (example 0).
- Examples 1 to 3 relate to the compositions (I) and Examples 4 and 5 to the compositions (II).
- the alloys were cast in trays of 1100 x 300 x 2650 mm3, homogenized or reheated, scalped, hot rolled up to 3mm thick and cold up to 0.3mm thick, with or without intermediate annealing under the conditions detailed in Table 2 (state H 1x).
- a simulation of the firing of the varnishes was carried out by maintaining for 10 minutes at 204 ° C. (state H 28).
- the invention finds a main application in the manufacture of stretched cans, particularly of drink cans, lighter and / or more resistant with an increased saving of material, with a manufacturing range entirely similar to that of conventional alloys (3004 -3104), with a simplification of the manufacturing range by avoiding intermediate annealing.
Abstract
Description
L'invention concerne des alliages à base d'A1 destinés à l'emboutissage et/ou à l'étirage et présentant des caractéristiques mécaniques de résistance élevèes ainsi qu'une bonne isotropie (faible taux de cornes) et une bonne formabilité à froid.The invention relates to alloys based on A1 intended for stamping and / or drawing and having high mechanical characteristics of resistance as well as good isotropy (low rate of horns) and good cold formability.
On sait que les alliages habituellement utilisés pour la fabrication de corps de boîtes étirées sont les alliages 3004 ou 3104, suivant les désignations de l'Aluminum Association.It is known that the alloys usually used for the manufacture of drawn can bodies are alloys 3004 or 3104, according to the designations of the Aluminum Association.
L' évolution actuelle pousse à rechercher des alliages à la fois plus résistants mécaniquement, ce qui permet corrélativement de diminuer les épaisseurs de paroi pour une application donnée, et plus isotropes c'est-à-dire à faible taux de cornes lors de l'emboutissage et/ou de l'étirage afin d'améliorer le taux d'utilisation de l'alliage, tout en restant suffisamment formables à froid. Or, pour les alliages classiques cités ci-dessus, la première et les 2 dernières propriétés sont relativement contradictoires.The current evolution pushes to seek alloys at the same time more mechanically resistant, which allows correlatively to decrease the wall thicknesses for a given application, and more isotropic that is to say at low rate of horns during the stamping and / or drawing in order to improve the utilization rate of the alloy, while remaining sufficiently cold formable. However, for the conventional alloys mentioned above, the first and the last 2 properties are relatively contradictory.
Ainsi dans le brevet US-A-4318755 des alliages de ce type sont revendiqués mais leurs caractéristiques mécaniques à l'état écroui restent relativement modestes R : 280-300 Mpa, E 0,2 : 250-280 Mpa et A%: 2-4% pour garantir une formabilité en emboutissage-étirage acceptable, tout en conservant une bonne isotropie.Thus in patent US-A-4318755 alloys of this type are claimed but their mechanical characteristics in the hardened state remain relatively modest R: 280-300 Mpa, E 0.2: 250-280 Mpa and A%: 2- 4% to guarantee acceptable formability in drawing and drawing, while retaining good isotropy.
Les alliages à base d'A1 selon l'invention, qui présentent à la fois des caractéristiques mécaniques élevées, une bonne isotropie et une bonne formabilité appartiennent à deux familles distinctes, l'une (I) dérivée des alliages 3004 classiques, l'autre (II) contenant essentiellement des additions de Fe et de Mg.The alloys based on A1 according to the invention, which exhibit both high mechanical characteristics, good isotropy and good formability belong to two distinct families, one (I) derived from conventional 3004 alloys, the other (II) essentially containing additions of Fe and Mg.
Ils se distinguent de l'art antérieur par deux caractéristiques analytiques essentielles, soit une teneur en Mn "classique" associée à une basse teneur en fer, soit, au contraire, une teneur en Fe élevée associée à une faible teneur en Mn. De plus, une teneur en Cu relativement élevée est préférée.They are distinguished from the prior art by two essential analytical characteristics, either a "classic" Mn content associated with a low iron content, or, on the contrary, a high Fe content associated with a low Mn content. In addition, a Cu content relatively high is preferred.
De manière plus précise, les alliages selon l'invention ont les compositions pondérales suivantes (%) :
Dans les compositions (I), une teneur en Cu supérieure ou égale à 0,20 % ou même 0,25 % est préférable. De même, il est préférable d'avoir une teneur en Fe ≦ 0,20, ou mieux inférieure à 0,15%.In the compositions (I), a Cu content greater than or equal to 0.20% or even 0.25% is preferable. Likewise, it is preferable to have an Fe content ≦ 0.20, or better still less than 0.15%.
De plus, il a été observé que, de préférence, les teneurs en Mn, Fe et Mg doivent être limitées, pour éviter la précipitation grossière de composés primaires, précipités qui sont néfastes et provoquent des défauts lors des opérations ultérieures de laminage et/ou emboutissage-étirage; dans ce cas, la relation à observer est la suivante:![]()
![]()
De même, pour obtenir des taux de déformation à froid, définis par: (épaisseur initiale - épaisseur finale) /épaisseur initiale, supérieurs à 50%, ou même 60 ou 65%, sans recuit(s) intermédiaire(s), tout en conservant une isotropie élevée, il convient de respecter, pour les compositions (I), la relation suivante:![]()
![]()
Les limitations analytiques se justifient de la façon suivante :
En ce qui concerne les compositions (I), pour Fe ≧ 0,25 et/ou Si ≧ 0,25, il y a apparition dans la structure micrographique de "bandes blanches" après homogénéisation ou réchauffage et laminage à chaud, zones dans lesquelles la teneur en Mn est faible favorisant ainsi l'anisotropie du matériau.
Les teneurs en Mn et Mg sont limitées inférieurement pour obtenir une résistance mécanique suffisante ; cependant au-delà de 1,6 % Mn, il y a apparition de particules intermétalliques primaires néfastes vis-à-vis de la formabilité au cours du laminage ou des opérations d'emboutissage et/ou d'étirage, et pour Mg ≧ 2,5 %, il y a apparition de défauts à l'étirage, par exemple le collage sur la filière (aussi appelée bague) et une trop grande anisotropie.The analytical limitations are justified as follows:
As regards the compositions (I), for Fe ≧ 0.25 and / or Si ≧ 0.25, there appears in the micrographic structure of "white bands" after homogenization or reheating and hot rolling, zones in which the Mn content is low, thus promoting the anisotropy of the material.
The contents of Mn and Mg are limited below to obtain sufficient mechanical strength; however, beyond 1.6% Mn, there is appearance of primary intermetallic particles harmful with regard to formability during rolling or stamping and / or drawing operations, and for Mg ≧ 2 , 5%, there is an appearance of stretching defects, for example sticking to the die (also called a ring) and too great anisotropy.
Le Cu est maintenu en dessous de 0,6 % pour respecter les normes d'alimentarité (arrêté du 27 août 1987), mais est, de préférence, tenu supérieur à 0,20% ou même 0,25% pour obtenir les hautes caractéristiques mécaniques souhaitées lors de la cuisson des revêtements. Au-dessus de 0,35 % de Cr, il y a apparition de composés intermétalliques primaires grossiers néfastes à la formabilité par effet d'endommagement. Les limites supérieures en Ti et V sont justifiées par cette même raison.Cu is kept below 0.6% to meet food standards (decree of August 27, 1987), but is preferably held above 0.20% or even 0.25% to obtain the high characteristics mechanical properties required when firing the coverings. Above 0.35% Cr, appearance of coarse primary intermetallic compounds detrimental to formability by damaging effect. The upper limits in Ti and V are justified for the same reason.
Une composition préférentielle contient de 1,2 à 1,6 % Mn, de 0,8 à 1,2 % Mg, de 0,2 à 0,6 % Cu, et jusqu'à 0,25 % Cr.A preferred composition contains from 1.2 to 1.6% Mn, from 0.8 to 1.2% Mg, from 0.2 to 0.6% Cu, and up to 0.25% Cr.
En ce qui concerne les compositions (II), il est préférable que la teneur en Mn soit tenue en-dessous de 0,40%, et de préférence 0,35%. De même, il est préférable que le Fe soit tenu au-dessus de 1,05% ou mieux 1,10%.With regard to the compositions (II), it is preferable that the content of Mn is kept below 0.40%, and preferably 0.35%. Likewise, it is preferable that the Fe is held above 1.05% or better 1.10%.
Ces deux mesures peuvent être encore préférablement conjuguées. Les limitations analytiques des compositions (II) se justifient de la façon suivante:
- . au-dessous de Fe = 0,7 %, on observe des problèmes d'anisotropie élevées (cornes importantes à 45°) et des défauts de collage lors de l'étirage.
- . au-dessus de 1,5% Fe, il y a apparition de phases primaires grossières et endommagement au cours du laminage et des opérations d'emboutissage et/ou d'étirage.
Au-dessus de Mn = 0,8 %, il y a apparition de particules grossières néfastes au laminage ou à l'emboutissage- étirage par endommagement.
Si Mg est inférieur à 1,5 %, les caractéristiques mécaniques sont insuffisantes.
Si Mg est supérieur à 3 %, l'anisotropie est trop forte et on observe des défauts de type collage à l'étirage.
Le Cu est maintenu en-dessous de 0,6 % pour respecter les normes d'alimentarité.
Au-dessus de Cr = 0,35 %, il y a apparition de précipités primaires néfastes à la formabilité (endommagement). Les teneurs en Cr et V sont limitées supérieurement pour cette même raison.These two measures can still be preferably combined. The analytical limitations of the compositions (II) are justified as follows:
- . below Fe = 0.7%, there are high anisotropy problems (large horns at 45 °) and bonding defects during drawing.
- . above 1.5% Fe, coarse primary phases appear and damage occurs during rolling and drawing and / or drawing operations.
Above Mn = 0.8%, there is the appearance of coarse particles which are harmful to rolling or drawing-drawing by damage.
If Mg is less than 1.5%, the mechanical characteristics are insufficient.
If Mg is greater than 3%, the anisotropy is too strong and there are defects of the bonding type when drawn.
Cu is kept below 0.6% to meet food standards.
Above Cr = 0.35%, there is the appearance of primary precipitates detrimental to formability (damage). The contents of Cr and V are limited above for this same reason.
Une composition préférée contient de 1,1 à 1,4% Fe, de 1,6 à 2,5% Mg et jusqu'à 0,25 % Cr.A preferred composition contains 1.1 to 1.4% Fe, 1.6 to 2.5% Mg and up to 0.25% Cr.
La mise en oeuvre des alliages selon l'invention est tout à fait analogue à celle des alliages 3004 et 3104, comme cela apparaîtra de façon détaillée dans les exemples, sauf en ce qui concerne la nécessité de recuits intermédiaires pour les alliages (I).The use of the alloys according to the invention is entirely analogous to that of the alloys 3004 and 3104, as will appear in detail in the examples, except as regards the need for intermediate annealing for the alloys (I).
La gamme de fabrication comporte donc essentiellement les opérations suivantes:
- coulée, généralement par coulée semi-continue en lingots ou coulée directe en bandes
- homogénéisation ou réchauffage
- laminage à chaud jusqu'à une épaisseur intermédiaire
- laminage à froid avec ou sans recuits intermédiaires
ce qui fournit des ébauches adaptées aux opérations d'emboutissage et d'étirage.The manufacturing range therefore essentially comprises the following operations:
- casting, generally by semi-continuous ingot ingots or direct strip casting
- homogenization or reheating
- hot rolling to an intermediate thickness
- cold rolling with or without intermediate annealing
which provides blanks suitable for stamping and drawing operations.
Il est à noter que les produits conservent une bonne isotropie même si les taux de déformation à froid dépassent 50%, ou même 60 ou 65% sans recuit(s) intermédiaire(s).It should be noted that the products retain good isotropy even if the rates of cold deformation exceed 50%, or even 60 or 65% without intermediate annealing (s).
Les différences essentielles entre les alliages 3004 classiques et les alliages (I) selon l'invention résident dans des teneurs en Fe et/ou Si limitées, qui conduisent à des structures micrographiques sur produits laminés à chaud (en général des tôles ou bandes d'épaisseur supérieure à 3 mm) complètement différentes.The essential differences between the conventional 3004 alloys and the alloys (I) according to the invention lie in limited Fe and / or Si contents, which lead to micrographic structures on hot-rolled products (generally sheets or strips of thickness greater than 3 mm) completely different.
L'alliage 3004 classique est caractérisé par l'existence d'une structure comportant, outre les précipités intermétalliques primaires grossiers situés dans les zones interdendritiques et les précipités secondaires intragranulaires de fines "bandes blanches", exemptes de précipités, dans les zones interdendritiques. Au contraire, les alliages selon l'invention présentent des microstructures analogues, mais en l'absence totale de "bandes blanches".The classic 3004 alloy is characterized by the existence of a structure comprising, in addition to the coarse primary intermetallic precipitates situated in the interdendritic zones and the intragranular secondary precipitates, fine "white bands", free of precipitates, in the interdendritic zones. On the contrary, the alloys according to the invention have similar microstructures, but in the total absence of "white bands".
Les alliages selon l'invention sont donc caractérisés par une répartition très homogène des précipités primaires et secondaires dans une matrice à base d'A1 dès le stade du lingot.The alloys according to the invention are therefore characterized by a very homogeneous distribution of the primary and secondary precipitates in a matrix based on A1 from the ingot stage.
Les figures 1, 2 et 3 sont des micrographies au grandissement X400 respectivement de l'alliage classique 3004 (exemple 0) et des alliages des exemples 1 (ou 3) et 2, selon l'invention, à l'état brut de laminage à chaud.FIGS. 1, 2 and 3 are micrographs at magnification X400 respectively of the conventional alloy 3004 (example 0) and of the alloys of examples 1 (or 3) and 2, according to the invention, in the raw state of rolling to hot.
La figure 4 est un profil schématique de la répartition des précipités (fraction volumique en %) en fonction de la distance(en µm) comptée à partir d'une zone interdendritique sur une coupe transversale d'une dendrite ayant environ 95 µm de large pour un alliage 3004 classique (trait épais) et un alliage selon l'invention (trait mince).Figure 4 is a schematic profile of the distribution of precipitates (volume fraction in%) as a function of the distance (in µm) counted from an interdendritic zone on a cross section of a dendrite having about 95 µm wide for a conventional 3004 alloy (thick line) and an alloy according to the invention (thin line).
L'invention sera mieux comprise à l'aide des exemples suivants, comparés à un alliage 3004 pris comme référence.
Dans ces exemples, le matériau obtenu est caractérisé par ses caractéristiques mécaniques de traction (sens travers), par l'indice de cornes S 45/90 tel que défini ci-après, et les valeurs de LDR et LIR également définis ci-après.
Le taux de cornes : S α/β =![]()
où H α = (H + H180-α + H180+α + H360-α )/4 H étant la hauteur de l'embouti cylindrique dans une direction faisant un angle α avec la direction de laminage et ![]()

n étant le nombre d'extréma = 2 x nombre de cornes - voir norme NFA 50-301, juin 1976 -The invention will be better understood using the following examples, compared with an alloy 3004 taken as a reference.
In these examples, the material obtained is characterized by its mechanical tensile characteristics (transverse direction), by the horn index S 45/90 as defined below, and the values of LDR and LIR also defined below.
The rate of horns: S α / β = ![]()
where H α = (H + H 180-α + H 180 + α + H 360-α ) / 4 H being the height of the cylindrical stamp in a direction making an angle α with the rolling direction and ![]()
n being the number of extrema = 2 x number of horns - see standard NFA 50-301, June 1976 -
Le LDR (limiting drawing ratio) est la valeur du rapport : 0̸ maxi flan/ 0̸ poinçon sans apparition de rupture dans des conditions d'emboutissage déterminées : lubrification, pression de serre-flan, géométrie du poinçon (arrondi), épaisseur de la tôle (flan), etc.
Le LIR (limiting ironing ratio) en % est la valeur nominale du rapport
LIR = 100 ( eo - ef)/eo
permettant l'étirage sur poinçon d'un cylindre sans apparition de défauts dans des conditions déterminées de géométrie d'outillage (filière/ poinçon), de lubrification, d'épaisseur initiale, de nombre de passes, (généralement 3), etc...., eo étant l'épaisseur initiale de la paroi et ef étant l'épaisseur finale.The LDR (limiting drawing ratio) is the value of the ratio: 0̸ maxi blank / 0̸ punch without appearance of rupture under determined stamping conditions: lubrication, pressure of blank holder, geometry of the punch (rounded), sheet thickness (blank), etc.
The LIR (limiting ironing ratio) in% is the nominal value of the ratio
LIR = 100 (eo - ef) / eo
allowing the stretching on a punch of a cylinder without the appearance of defects under determined conditions of tool geometry (die / punch), lubrication, initial thickness, number of passes, (generally 3), etc. .., e o being the initial thickness of the wall and e f being the final thickness.
Les exemples suivants (1 à 5) illustrent l'invention vis-à-vis de l'alliage 3004 pris comme référence (exemple 0). Les exemples 1 à 3 sont relatifs aux compositions (I) et les exemples 4 et 5 aux compositions (II).The following examples (1 to 5) illustrate the invention with respect to the alloy 3004 taken as a reference (example 0). Examples 1 to 3 relate to the compositions (I) and Examples 4 and 5 to the compositions (II).
Les alliages dont la composition chimique est reportée au tableau I ont été coulés en plateaux de 1100 x 300 x 2650 mm³, homogénéisés ou réchauffés, scalpés, laminés à chaud jusqu'à 3mm d'épaisseur et à froid jusqu'à 0,3 mm d'épaisseur, avec ou sans recuit intermédiaire dans les conditions détaillées au tableau 2 (état H 1x).
Une simulation de la cuisson des vernis a été effectuée par maintien de 10 minutes à 204°C (état H 28).The alloys, the chemical composition of which is given in Table I, were cast in trays of 1100 x 300 x 2650 mm³, homogenized or reheated, scalped, hot rolled up to 3mm thick and cold up to 0.3mm thick, with or without intermediate annealing under the conditions detailed in Table 2 (state H 1x).
A simulation of the firing of the varnishes was carried out by maintaining for 10 minutes at 204 ° C. (state H 28).
Les résultats obtenus sont reportés au tableau 3.The results obtained are reported in Table 3.
On peut constater :
- que l'exemple 1 présente des caractéristiques mécaniques élevées et une faible anisotropie avec une formabilité comparable à celle du 3004.
- que l'exemple 2 présente des caractéristiques mécaniques très élevées associées à une bonne formabilité, l'isotropie étant notablement plus forte que celle du 3004
- que l'exemple 3 présente une isotropie particulièrement élevée, les caractéristiques de résistance mécanique et de formabilité étant équivalentes à celle de 3004
- que les exemples 4 et 5 présentent des caractéristiques mécaniques particulièrement élevées avec une isotropie au moins égale et une formabilité comparable à celle du 3004.
- that Example 1 has high mechanical characteristics and low anisotropy with a formability comparable to that of 3004.
- that example 2 has very high mechanical characteristics associated with good formability, the isotropy being notably stronger than that of 3004
- that Example 3 has a particularly high isotropy, the mechanical strength and formability characteristics being equivalent to that of 3004
- that Examples 4 and 5 have particularly high mechanical characteristics with an isotropy at least equal and a formability comparable to that of 3004.
L'invention trouve une application principale dans la fabrication de boîtes étirées, particulièrement de boites-boissons, plus légères et/ou plus résistantes avec une économie de matière accrue, avec une gamme de fabrication tout à fait analogue à celle des alliages classiques (3004-3104), avec une simplification de la gamme de fabrication en évitant les recuits intermédiaires.



Claims (17)
Fe ≦ 0,25 - Si ≦ 0,25 - Mn de 0,8 à 1,6 - Mg de 0,7 à 2,5 - Cu de 0,20 à 0,6 - Cr de 0 à 0,35 - Ti de 0 à 0,1 - V de 0 à 0,1 - autres éléments: chacun ≦ 0,05, total ≦ 0,15, reste A1Alloy based on A1 intended for stamping and / or drawing, characterized in that it contains (by weight%)
Fe ≦ 0.25 - Si ≦ 0.25 - Mn from 0.8 to 1.6 - Mg from 0.7 to 2.5 - Cu from 0.20 to 0.6 - Cr from 0 to 0.35 - Ti from 0 to 0.1 - V from 0 to 0.1 - other elements: each ≦ 0.05, total ≦ 0.15, remains A1
Fe ≦ 0,25 - Si ≦ 0,25 - Mn de 0,8 à 1,6 - Mg de 0,7 à 25 - Cu de 0 à 0,6 - Cr de 0 à 0,35 - Ti de 0 à 0,1 - V de 0 à 0,1 autres éléments = chacun ≦ 0,05 - total ≦ 0,15, reste: A1
une homogénéisation ou un réchauffage, un laminage à chaud, un laminage à froid, sans recuit(s) intermédiaire(s), caractérisé en ce que
%Mn - 2,25% Fe ≧ 0,50
et en ce que le taux de déformation à froid est supérieur à 50%.Process for obtaining a laminated strip of A1 alloy comprising the casting of an alloy containing (by weight%):
Fe ≦ 0.25 - Si ≦ 0.25 - Mn from 0.8 to 1.6 - Mg from 0.7 to 25 - Cu from 0 to 0.6 - Cr from 0 to 0.35 - Ti from 0 to 0.1 - V from 0 to 0.1 other elements = each ≦ 0.05 - total ≦ 0.15, rest: A1
homogenization or reheating, hot rolling, cold rolling, without intermediate annealing (s), characterized in that
% Mn - 2.25% Fe ≧ 0.50
and in that the rate of cold deformation is greater than 50%.
Fe de 0,7 à 1,5 - Si ≦ 0,4 - Mn ≦ 0,8 - Mg de 1,5 à 3 - Cu de 0 à 0,6 - Cr de 0 à 0,35 - Ti de 0 à 0,1 - V de 0 à 0, 1 - autres éléments - chacun ≦ 0,05, total ≦ 0,15, reste A1.Alloy based on A1 intended for stamping and / or drawing, characterized in that it contains (by weight%)
Fe from 0.7 to 1.5 - Si ≦ 0.4 - Mn ≦ 0.8 - Mg from 1.5 to 3 - Cu from 0 to 0.6 - Cr from 0 to 0.35 - Ti from 0 to 0.1 - V from 0 to 0, 1 - other elements - each ≦ 0.05, total ≦ 0.15, remains A1.
% Mn + 0,9 % Fe + 0,3 % Mg ≦ 1,9Alloy according to claim 10 obtained according to the conventional semi-continuous casting or continuous strip casting methods, characterized in that there is the relation:
% Mn + 0.9% Fe + 0.3% Mg ≦ 1.9
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP95105950A EP0666330A3 (en) | 1991-03-14 | 1992-03-12 | High-strength, formable, isotropic aluminium alloys for deep drawing. |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9103662 | 1991-03-14 | ||
| FR9103662 | 1991-03-14 | ||
| CA002077315A CA2077315C (en) | 1991-03-14 | 1992-09-01 | Aluminum alloys for drawing an ironing resistant, formable, and isotropic elements |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95105950.0 Division-Into | 1992-03-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0504077A1 true EP0504077A1 (en) | 1992-09-16 |
| EP0504077B1 EP0504077B1 (en) | 1996-10-09 |
Family
ID=25675487
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92420073A Expired - Lifetime EP0504077B1 (en) | 1991-03-14 | 1992-03-12 | Strong, formable, isotropic aluminium alloys for deep drawing |
| EP95105950A Withdrawn EP0666330A3 (en) | 1991-03-14 | 1992-03-12 | High-strength, formable, isotropic aluminium alloys for deep drawing. |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95105950A Withdrawn EP0666330A3 (en) | 1991-03-14 | 1992-03-12 | High-strength, formable, isotropic aluminium alloys for deep drawing. |
Country Status (5)
| Country | Link |
|---|---|
| EP (2) | EP0504077B1 (en) |
| CA (1) | CA2077315C (en) |
| DE (1) | DE504077T1 (en) |
| ES (1) | ES2051258T3 (en) |
| GR (1) | GR940300046T1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0547175A1 (en) * | 1990-09-05 | 1993-06-23 | Golden Aluminum Company | Aluminum alloy sheet stock |
| FR2703072A1 (en) * | 1993-03-26 | 1994-09-30 | Pechiney Rhenalu | Sheets or strips made of Al alloys (5000 series) with low mechanical anisotropy and process for obtaining them |
| FR2707669A1 (en) * | 1993-07-16 | 1995-01-20 | Pechiney Rhenalu | Process for producing a thin sheet suitable for making box components |
| WO1998001593A1 (en) * | 1996-07-08 | 1998-01-15 | Alcan International Limited | Process for producing aluminum alloy can body stock |
| EP4050115A1 (en) | 2021-02-26 | 2022-08-31 | Constellium Rolled Products Singen GmbH & Co.KG | Durable aluminium alloy sheet for decorative applications |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2027743A (en) * | 1978-08-04 | 1980-02-27 | Alusuisse | Continuous strip casting of aluminium alloy for container components |
| US4318755A (en) * | 1980-12-01 | 1982-03-09 | Alcan Research And Development Limited | Aluminum alloy can stock and method of making same |
| EP0097319A2 (en) * | 1982-06-21 | 1984-01-04 | Sumitomo Light Metal Industries, Ltd. | A cold-rolled aluminium-alloy sheet for forming and process for producing the same |
| EP0121620A1 (en) * | 1983-04-11 | 1984-10-17 | Kabushiki Kaisha Kobe Seiko Sho | Bake-hardenable aluminium alloy sheets and process for manufacturing same |
| EP0298876A1 (en) * | 1987-06-24 | 1989-01-11 | Pechiney Rhenalu | Magnesium-containing aluminium-based sheets, useful for the manufacture by deep-drawing and ironing of beverage cans, and process for the manufacture of these sheets |
| WO1990010091A1 (en) * | 1989-02-24 | 1990-09-07 | Golden Aluminum Company | Process for preparing low earing aluminum alloy strip |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6164847A (en) * | 1984-09-06 | 1986-04-03 | Kobe Steel Ltd | High strength aluminum alloy sheet superior in tear off property |
-
1992
- 1992-03-12 ES ES92420073T patent/ES2051258T3/en not_active Expired - Lifetime
- 1992-03-12 DE DE0504077T patent/DE504077T1/en active Pending
- 1992-03-12 EP EP92420073A patent/EP0504077B1/en not_active Expired - Lifetime
- 1992-03-12 EP EP95105950A patent/EP0666330A3/en not_active Withdrawn
- 1992-09-01 CA CA002077315A patent/CA2077315C/en not_active Expired - Fee Related
-
1994
- 1994-07-29 GR GR940300046T patent/GR940300046T1/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2027743A (en) * | 1978-08-04 | 1980-02-27 | Alusuisse | Continuous strip casting of aluminium alloy for container components |
| US4318755A (en) * | 1980-12-01 | 1982-03-09 | Alcan Research And Development Limited | Aluminum alloy can stock and method of making same |
| EP0097319A2 (en) * | 1982-06-21 | 1984-01-04 | Sumitomo Light Metal Industries, Ltd. | A cold-rolled aluminium-alloy sheet for forming and process for producing the same |
| EP0121620A1 (en) * | 1983-04-11 | 1984-10-17 | Kabushiki Kaisha Kobe Seiko Sho | Bake-hardenable aluminium alloy sheets and process for manufacturing same |
| EP0298876A1 (en) * | 1987-06-24 | 1989-01-11 | Pechiney Rhenalu | Magnesium-containing aluminium-based sheets, useful for the manufacture by deep-drawing and ironing of beverage cans, and process for the manufacture of these sheets |
| WO1990010091A1 (en) * | 1989-02-24 | 1990-09-07 | Golden Aluminum Company | Process for preparing low earing aluminum alloy strip |
Non-Patent Citations (2)
| Title |
|---|
| CHEMICAL ABSTRACTS, vol. 100, no. 12, 12 Mars 1984, Columbus, Ohio, US; abstract no. 90038D, 'HARD ALUMINIUM ALLOY SHEET OF LOW EARING RATIO FOR CAN BODIES' page 268 ;colonne 1 ; * |
| CHEMICAL ABSTRACTS, vol. 101, no. 16, 15 Octobre 1984, Columbus, Ohio, US; abstract no. 135619H, 'ALUMINIUM ALLOY SHEET FOR FORMING' page 301 ;colonne 2 ; * |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0547175A1 (en) * | 1990-09-05 | 1993-06-23 | Golden Aluminum Company | Aluminum alloy sheet stock |
| EP0547175A4 (en) * | 1990-09-05 | 1993-09-08 | Golden Aluminum Company | Aluminum alloy sheet stock |
| FR2703072A1 (en) * | 1993-03-26 | 1994-09-30 | Pechiney Rhenalu | Sheets or strips made of Al alloys (5000 series) with low mechanical anisotropy and process for obtaining them |
| FR2707669A1 (en) * | 1993-07-16 | 1995-01-20 | Pechiney Rhenalu | Process for producing a thin sheet suitable for making box components |
| WO1995002708A1 (en) * | 1993-07-16 | 1995-01-26 | Pechiney Rhenalu | Method for manufacturing a thin sheet for producing canning components |
| CN1043580C (en) * | 1993-07-16 | 1999-06-09 | 皮奇尼·安那吕 | Method for manufacturing a thin sheet for producing canning components |
| WO1998001593A1 (en) * | 1996-07-08 | 1998-01-15 | Alcan International Limited | Process for producing aluminum alloy can body stock |
| GB2330590A (en) * | 1996-07-08 | 1999-04-28 | Alcan Int Ltd | Process for producing aluminum alloy can body stock |
| GB2330590B (en) * | 1996-07-08 | 2000-09-27 | Alcan Int Ltd | Process for producing aluminum alloy can body stock |
| EP4050115A1 (en) | 2021-02-26 | 2022-08-31 | Constellium Rolled Products Singen GmbH & Co.KG | Durable aluminium alloy sheet for decorative applications |
| WO2022179856A1 (en) | 2021-02-26 | 2022-09-01 | Constellium Rolled Products Singen Gmbh & Co.Kg | Durable aluminium alloy sheet for decorative applications |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0666330A3 (en) | 1996-07-17 |
| EP0504077B1 (en) | 1996-10-09 |
| GR940300046T1 (en) | 1994-07-29 |
| DE504077T1 (en) | 1994-11-03 |
| EP0666330A2 (en) | 1995-08-09 |
| ES2051258T1 (en) | 1994-06-16 |
| ES2051258T3 (en) | 1996-12-01 |
| CA2077315C (en) | 2000-08-08 |
| CA2077315A1 (en) | 1994-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1029937A1 (en) | Al-Mg-Si ALLOY SHEET | |
| JP4189954B2 (en) | Method for forming aluminum alloy with excellent bending properties | |
| US7211161B2 (en) | Al-Mg alloy products suitable for welded construction | |
| EP1472380B1 (en) | Al-si-mg alloy sheet metal for motor car body outer panel | |
| CN103469035B (en) | A kind of high-strength, lightweight, anti-corrosion, the Al-Zn-Mg alloy that can weld and preparation method | |
| JPH11507102A (en) | Aluminum or magnesium alloy plate or extruded product | |
| CA2563789A1 (en) | Al-mg alloy sheet with excellent formability at high temperatures and high speeds and method of production of same | |
| US20030164207A1 (en) | Aluminum alloy pipe having multistage formability | |
| EP0909828A2 (en) | Product for welded construction, made from AlMgMn alloy with improved mechanical properties | |
| EP1045043A1 (en) | Method of manufacturing shaped articles of a 2024 type aluminium alloy | |
| CN113174500B (en) | Method for improving O-state bending performance of 5083 alloy | |
| EP0544758A1 (en) | Aluminium alloy suitable for can making | |
| KR19990072038A (en) | Manufacturing method of thin strip of aluminum alloy with high strength and excellent moldability | |
| EP0983129A1 (en) | Method for making aluminium alloy strips by continuous thin gauge twin-roll casting | |
| EP0504077B1 (en) | Strong, formable, isotropic aluminium alloys for deep drawing | |
| EP0598358A1 (en) | Aluminum alloy sheet suitable for high-speed forming and process for manufacturing the same | |
| US3721587A (en) | Low carbon,niobium and aluminum containing steel sheets and plates and process | |
| FR2740144A1 (en) | ALMG ALLOY FOR WELDED CONSTRUCTIONS WITH IMPROVED MECHANICAL CHARACTERISTICS | |
| EP1644545B1 (en) | Thin strips or foils of al-fe-si alloy | |
| JP2001240930A (en) | Al-Mg-Si BASED ALUMINUM ALLOY EXTRUDED MATERIAL FOR DOOR BEAM, AND DOOR BEAM | |
| EP0681034A1 (en) | A method of manufacturing an aluminum alloy sheet for body panel and the alloy sheet manufactured thereby | |
| CA2195573A1 (en) | Resistant formable andisotropic aluminium alloys for stamping-drawing | |
| JPH0346541B2 (en) | ||
| US3370945A (en) | Magnesium-base alloy | |
| JPH01247544A (en) | Aluminum alloy plate for ring-pull cap |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19930208 |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: ING. A. GIAMBROCONO & C. S.R.L. |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: BA2A Ref document number: 2051258 Country of ref document: ES Kind code of ref document: T3 |
|
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| TCAT | At: translation of patent claims filed | ||
| TCNL | Nl: translation of patent claims filed | ||
| DET | De: translation of patent claims | ||
| 17Q | First examination report despatched |
Effective date: 19941219 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| DX | Miscellaneous (deleted) | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19961009 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19961009 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19961009 Ref country code: DK Effective date: 19961009 Ref country code: AT Effective date: 19961009 |
|
| REF | Corresponds to: |
Ref document number: 144002 Country of ref document: AT Date of ref document: 19961015 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: WILLIAM BLANC & CIE CONSEILS EN PROPRIETE INDUSTRI |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19961010 |
|
| REF | Corresponds to: |
Ref document number: 69214331 Country of ref document: DE Date of ref document: 19961114 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2051258 Country of ref document: ES Kind code of ref document: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970331 Ref country code: LI Effective date: 19970331 Ref country code: CH Effective date: 19970331 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000217 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20000221 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20000228 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20000315 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20000407 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010313 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010313 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010331 |
|
| BERE | Be: lapsed |
Owner name: PECHINEY RHENALU Effective date: 20010331 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010312 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 92420073.6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020101 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030203 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20100406 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20111130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110331 |