EP0465679A1 - Surface combustion burner - Google Patents
Surface combustion burner Download PDFInfo
- Publication number
- EP0465679A1 EP0465679A1 EP91903697A EP91903697A EP0465679A1 EP 0465679 A1 EP0465679 A1 EP 0465679A1 EP 91903697 A EP91903697 A EP 91903697A EP 91903697 A EP91903697 A EP 91903697A EP 0465679 A1 EP0465679 A1 EP 0465679A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- burner
- combustion
- gas
- stainless steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23D—BURNERS
- F23D14/00—Burners for combustion of a gas, e.g. of a gas stored under pressure as a liquid
- F23D14/12—Radiant burners
- F23D14/18—Radiant burners using catalysis for flameless combustion
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23D—BURNERS
- F23D14/00—Burners for combustion of a gas, e.g. of a gas stored under pressure as a liquid
- F23D14/12—Radiant burners
- F23D14/16—Radiant burners using permeable blocks
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23D—BURNERS
- F23D2203/00—Gaseous fuel burners
- F23D2203/10—Flame diffusing means
- F23D2203/106—Assemblies of different layers
Definitions
- the present invention relates to a surface combustion burner and more particularly to a surface combustion burner of a plural layer structure which is constructed by laminating a layer of a burning resisting material such as a ceramic material for forming a gas combustion zone and a supporting layer such as a metal fiber mat.
- a burning resisting material such as a ceramic material for forming a gas combustion zone
- a supporting layer such as a metal fiber mat.
- a surface combustion burner is known as one of techniques which employ as a heat source thereof a gas fuel that is low in cost and high in calory.
- the surface combustion burner is such that the heat energy of a combustion gas, which is largely taken out by convection in the case of the ordinary combustion, is efficiently converted to a radiant heat and it is designed so that a mixture or a premix of air and a gas fuel is supplied from one side of a permeable sheet member ( hereinafter referred to as a burner diaphragm ) and the mixture is burned in the surface layer portion on the other side of the burner diaphragm, thus heating the surface layer portion itself of the burner diaphragm and thereby causing it to discharge the radiant heat.
- a permeable sheet member hereinafter referred to as a burner diaphragm
- the combustion of the gas is maintained in a condition where a flame is brought into close contact with the surface of the burner diaphragm or entered into the surface layer portion and the radiant heat is radiated from the flame and the burner diaphragm surface layer portion heated to a red hot state.
- the burner diaphragm composed of a mat made by sintering stainless steel fibers can be formed to have a complicated surface shape and its strength is excellent and since the realization of a high-porosity structure makes it possible to easily manufacture a burner which is large in area, low in pressure loss, high in combustion degree and high in power output density and which is relatively inexpensive, its application to such uses as a heating apparatus at an outdoor job site and the baking and drying of automobile painting is expected.
- Fig. 3 is a schematic diagram showing the construction of an infrared heater used at an outdoor job site as an example of a surface combustion burner apparatus using a burner diaphragm made of a stainless steel fiber mat, and its principal part including the burner diaphragm is shown in section.
- the burner diaphragm m is composed of a stainless steel fiber mat of 5 mm thick which is made by forming stainless steel ( JIS-SUS 316 ) long fibers of 20 ⁇ m in diameter and about 50 mm in length into a mat shape and sintering the long fibers together.
- this burner diaphragm m its surface layer portion ml forms a gas combustion zone during the operation of the apparatus and this gas combustion zone is a radiant heat radiation portion.
- a fuel gas supply system including a gas nozzle N, a solenoid valve SV and a fuel gas bomb T and an air supply system including an air blower or fan F are connected to a burner proper K to which the burner diaphragm m is attached.
- a spark electrode S for ignition purposes is arranged in opposition to the lower end of the burner diaphragm m so that when its switch is operated, a controller C not only brings the solenoid valve SV and the blower F into operation but also applies a spike-like high voltage between the spark electrode S and the burner diaphragm m thus producing a discharge spark and thereby igniting the gas-air mixture at the surface of the burner diaphragm m .
- These component members are mounted on a movable base B which is equipped with wheels.
- the solenoid valve SV is opened causing the injection of the fuel gas through the nozzle N and also the blower F is started thus supplying air whereby inside the burner proper K the resulting mixture of the fuel gas and the air flows toward and passes through the burner diaphragm m thereby soaking out to the outside through the surface layer portion ml.
- a spark is produced between the spark electrode S and the burner diaphragm m across which a high voltage has been applied so that the air-gas mixture soaking out to this portion is ignited and a flame is rapidly propagated all over the surface of the burner diaphragm m thereby starting the burning operation.
- the amount of gas supply and the amount of air supply must be controlled exactly.
- the ratio of the amount of gas supply to the amount of air supply (the mixture ratio ) is made substantially equivalent to a chemical reaction stoichiometric amount ratio and also the flow rate of the gas-air mixture passing through the burner diaphragm m is selected to be in such a range that the flame does not get off the surface of the burner diaphragm m .
- the stable combustion is maintained in the surface layer portion ml of the burner diaphragm m and the surface layer portion ml is heated red hot, thereby radiating a radiant heat in an amount substantially dependent on the surface temperature of the surface layer portion ml.
- the progress in the oxidation deterioration of the burner diaphragm surface layer portion heated red hot is so remarkable that the stainless steel fiber mat is rapidly thinned out thus leading to breaking and the life of the burner diaphragm is decreased; therefore, as for example, in the case of the burner diaphragm m of the conventional heater, the life has never exceeded 100 hours even in the ordinary operation.
- Fig. 4 shows a temperature distribution in the thickness direction of the burner diaphragm m when the conventional surface combustion burner performed the ordinary operation.
- the abscissa represents the internal depth position D[mm] of the burner diaphragm m with the surface of the surface layer portion ml as the origin (0) and the ordinate represents the temperature T[°C].
- the temperature at the surface of the surface layer portion ml of the burner diaphragm m is as high as about 1200°C and this is a severe environment for this kind of stainless steel fiber mat whose normal temperature is desired to be maintained lower than about 800°C.
- the stainless steel fiber mat itself is a material which is relatively low in heat conductivity and it is always cooled by the unburned gas-air mixture passing therethrough, as the position becomes closer to the back side from the surface layer portion ml, the temperature is decreased rapidly so that even in Fig. 4 the temperature is in fact below 800°C at the internal position of only 1 mm from the surface of the surface layer portion ml and here the temperature is such that it is satisfactorily withstood by the stainless steel fiber mat.
- a burner diaphragm of a two-layer structure by replacing the surface layer portion ml of the burner diaphragm m with a mat of a heat resisting material, e.g., a sintered burning resisting material such as Al2O3 ceramic fibers, using the remainder, i.e., the back side excluding the surface layer portion as a supporting layer for the stainless steel fiber mat and bonding the heat resisting material mat and the stainless steel fiber mat together by sintering.
- a heat resisting material e.g., a sintered burning resisting material such as Al2O3 ceramic fibers
- the stainless steel fibers and the heat resisting material fibers differ considerably with respect to the essential conditions for sintering, that is, the stainless steel fibers will be melted under the required temperature condition for the sintering of the heat resisting material fibers and so on and thus it is now apparent that it is difficult to bond the two mats by sintering.
- a surface combustion burner is characterized by comprising a first layer made of a material having a burning resisting material and forming a gas combustion zone, a second layer for supplying a gas to the first layer and supporting the first layer, and a third layer arranged between the first and second layers and bonded thereto, the third layer being bonded to the first layer by sewing together with a burning resisting thread and also being bonded to the second layer by sintering.
- the first layer is made of a ceramic cloth.
- the burning resisting thread is composed of a heat resisting metal wire, and the first and third are sewed on with stitches made with the heat resisting metal wire by a sewing machine.
- a mixture prepared by premixing air and a gas is supplied from the second layer side so that the mixture passes through the second layer, soaks out to the first layer and is burned in the surface layer portion or the first layer, thereby heating the surface layer portion to a red-hot state.
- a burning resisting material such as a ceramic fiber mat is used for the first layer and also a stainless steel fiber mat is generally used for the second layer in consideration of strength and economy.
- the first and third layers are bonded together by sewing and the second layer is bonded to the third layer by sintering, thereby firmly bonding the three layers to one another.
- the third layer is made of a material, e.g., the same stainless steel material that can be easily sintered with the second layer so that after the third layer has been sewed on the first layer, the second layer is superposed on the third layer and bonded together by sintering.
- the first layer has a certain thickness and the second and third layers are apart from the high-temperature combustion surface by a distance corresponding to the thickness of the first layer, thereby preventing them from being directly exposed to an elevated temperature due to the gas combustion. Also, since the second and third layers are bonded by sintering, there are no holes and heat resisting material extending through the burner diaphragm and therefore the uniformity of the flow rate and the combustion condition of the air-gas mixture at its combustion surface is maintained.
- a burning resisting material e.g., heat resisting metal wires such as a Kanthal wire of Fe-25%, Cr-5% and Al-2% Co or a twisted thread or single-strand thread of a ceramic fiber material
- the thickness of these threads shoud preferably be selected to meet the minimum required limit in terms of strength from the standpoint of making the combustion condition uniform.
- the ceramic cloth is easy to handle as compared with the ceramic fiber mat or the like and moreover there is no occurrence of any crushing or collapsing due to the sewing, thereby making it possible to join the first and third layers together by using for example the ordinary industrial sewing machine or the like.
- the burner diaphragm surface layer forming its gas combustion zone is formed by the first layer of the burning resisting material and thereform the progress of oxidation deterioration of the burner diaphragm is retarded. Also, since the first layer is sewed on the third layer and the third layer is firmly bonded to the second layer by sintering, the burner diaphragm and the surface combustion burner can be manufactured and handled easily and there is less danger of causing nonuniformity of the combustion at the combustion surface due to the sewing and hence the occurrence of a partial oxidation deterioration phenomenon due to such nonuniform combustion. As a result, the life of the burner diaphragm is increased, thus making it possible to improve the utilization of the burner diaphragm and thereby to reduce the operating cost of a combustion apparatus using this burner diaphragm.
- the selection of materials can be made with a considerable freedom without giving any consideration to the difference in sintering temperature and the matching as to affinity, etc., between the materials as in the case of the bonding by sintering.
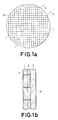
- Fig. 1a is a front view showing the construction of a surface combustion burner according to an embodiment of the present invention.
- Fig. 1b is a partial enlarged sectional view of Fig. 1a.
- Fig. 2 is a graph showing the relation between the operating condition of the surface combustion burner according to the embodiment of the present invention and the boundary surface temperatures of the respective layers in the burner diaphragm, with the abscissa representing the equivalent amount ratio ⁇ ( actual fuel-air ratio/stoichiometric fuel-air ratio ) and the ordinate representing the temperature T[°C].
- Fig. 3 is a schematic diagram showing an example of the construction of a heating apparatus for outdoor operation purposes by way of an example of the applications of a conventional surface combustion burner.
- Fig. 4 is a graph showing a temperature distribution at the section of the stainless steel fiber mat in the conventional surface combustion burner, with the abscissa representing the internal depth position D[mm] of the burner diaphragm using the surface of the surface layer portion as the origin (0) and the ordinate representing the temperature T[°C].
- the surface combustion burner according to this embodiment includes a burner diaphragm M of a three-layer structure including an Al2O3 ceramic cloth 1 as a first layer which is to form a surface layer portion, a stainless steel fiber mat 2 as a second layer which is to form a supporting layer, and a stainless steel fiber mat 3 as a third layer which is to be interposed between the first and second layers to effect the bonding between the two layers through it.
- the ceramic cloth 1 forming the first layer and the stainless steel fiber mat 3 forming the third layer are sewed together with a Kanthal single-strand wire 4 as will be described in detail later, and the second and third layers are bonded together through the sintering of the stailess steel fiber mats 2 and 3 of the same material.
- the first layer or the Al2O3 ceramic cloth 1 is a nonwoven cloth of 1 to 2 mm thick which is made of Al2O3 long fibers of 8 ⁇ m in diameter
- the second and third layers or the stainless steel fiber mats 2 and 3 are each made by combining and forming a large number of stainless steel ( JIS-SUS 316 ) fibers of 20 ⁇ m in diameter and about 50 mm in length into a mat shape and then bonding the long fibers together by sintering, with the mat 2 having a thickness of 4 mm and the mat 3 having a thickness of 0.5 mm.
- the Al2O3 ceramic cloth 1 and the stainless steel fiber mats 2 and 3 have substantially the same porosity of 90% or over.
- the Al2O3 ceramic cloth 1 of 1 to 2 mm thick and the stainless steel fiber mat 3 of 0.5 mm thick are arranged one upon another so that the superposed two layers are sewed crosswise according to a checkerboard-like stitch pattern of about 10 mm squares with the single-strand wire of Kanthal, an iron-chromium alloy or the like, of 0.1 mm in diameter by an industrial sewing machine thereby bonding the two layers together; thereafter, the stainless steel fiber mat 2 of 0.4 mm thick is superposed on the stainless steel fiber mat 3 and the boundary surface portion of the mats 2 and 3 is sintered under the application of a pressure in a high temperature condition, thereby bonding the two together.
- Fig. 2 shows the relation between the equivalent amount ratio ⁇ of the gas-air mixture (the actual fuel-air ratio/the stoichiometric fuel-air ratio ) in the surface combustion burner of the present embodiment and the boundary surface temperatures of the respective layers in the burner diaphragm M.
- the typical flow velocity of the mixture is selected to be 15 cm/sec and methane (CH4) is selected as the fuel gas.
- the curve Tms represents the surface temperature of the Al2O3 ceramic cloth 1, the curve Tmb the temperature at the back of the Al2O3 ceramic cloth 1 or the temperature at the boundary surface between it and the stainless steel fiber mat 3, and Tmd the temperature at the boundary surface between the stainless steel fiber mats 2 and 3.
- the temperature at the boundary surface between the Al2O3 ceramic cloth 1 and the stainless steel fiber mat 3 can be maintained below 800°C with respect to the various equivalent amount ratios ⁇ and also the temperature at the boundary surface between the stainless steel fiber mats 2 and 3 can be maintained below about 600°C.
- the progress of oxidation in the stainless steel fiber mats 2 and 3 is retarded so that in accordance with the present embodiment the burner diaphragm life can be increased up to 5000 hours even under the maximum load operation as compared with the conventional life of about 100 hours, whereas, even if the stitch pattern due to the sewing of the Al2O3 ceramic cloth 1 and the stainless steel fiber mat 3 is simply present at the combustion surface, the stainless steel fiber mats 2 and 3 are bonded by sintering so that there is no occurrence of the breaking out of a flame on the stitch pattern at the combustion surface during the operation and the uniformity of the surface combustion is improved.
- the stainless steel fiber mat and the Al2O3 ceramic cloth are sewed together with the Kanthal-wire thread
- these materials may be selected and combined in various ways in consideration of the heat resisting properties and economy. For instance, it is possible to make various modifications such as using a TiO2 ceramic cloth in place of the Al2O3 ceramic cloth, using a platinum wire in place of the Kanthal wire and so on.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Gas Burners (AREA)
Abstract
Description
- The present invention relates to a surface combustion burner and more particularly to a surface combustion burner of a plural layer structure which is constructed by laminating a layer of a burning resisting material such as a ceramic material for forming a gas combustion zone and a supporting layer such as a metal fiber mat.
- Among infrared heating apparatus whose application is expected in a wide range of fields such as cooking and heating of foods and drying of coated products, etc., a surface combustion burner is known as one of techniques which employ as a heat source thereof a gas fuel that is low in cost and high in calory.
- The surface combustion burner is such that the heat energy of a combustion gas, which is largely taken out by convection in the case of the ordinary combustion, is efficiently converted to a radiant heat and it is designed so that a mixture or a premix of air and a gas fuel is supplied from one side of a permeable sheet member ( hereinafter referred to as a burner diaphragm ) and the mixture is burned in the surface layer portion on the other side of the burner diaphragm, thus heating the surface layer portion itself of the burner diaphragm and thereby causing it to discharge the radiant heat. Thus, in the surface combustion burner the combustion of the gas is maintained in a condition where a flame is brought into close contact with the surface of the burner diaphragm or entered into the surface layer portion and the radiant heat is radiated from the flame and the burner diaphragm surface layer portion heated to a red hot state.
- With the conventional surface burners, those of the type in which a porous sintered metal sheet or sintered ceramic sheet is used as a raw material for its burner diaphragm have already been put in practical use in some fields such as cooking utensils and others using a fiber mat composed of metal or ceramic fibers sintered in layer form have been studied vigorously. These surface combustion burners are advantageous in that in addition to the fact that a radiant heat can be obtained with high efficiency, a stable combustion is possible which is not dependent on the external environments such as wind and temperature. Particularly, since the burner diaphragm composed of a mat made by sintering stainless steel fibers can be formed to have a complicated surface shape and its strength is excellent and since the realization of a high-porosity structure makes it possible to easily manufacture a burner which is large in area, low in pressure loss, high in combustion degree and high in power output density and which is relatively inexpensive, its application to such uses as a heating apparatus at an outdoor job site and the baking and drying of automobile painting is expected.
- Fig. 3 is a schematic diagram showing the construction of an infrared heater used at an outdoor job site as an example of a surface combustion burner apparatus using a burner diaphragm made of a stainless steel fiber mat, and its principal part including the burner diaphragm is shown in section.
- In Fig. 3, the burner diaphragm m is composed of a stainless steel fiber mat of 5 mm thick which is made by forming stainless steel ( JIS-SUS 316 ) long fibers of 20 µ m in diameter and about 50 mm in length into a mat shape and sintering the long fibers together. With this burner diaphragm m, its surface layer portion ml forms a gas combustion zone during the operation of the apparatus and this gas combustion zone is a radiant heat radiation portion.
- Here, a fuel gas supply system including a gas nozzle N, a solenoid valve SV and a fuel gas bomb T and an air supply system including an air blower or fan F are connected to a burner proper K to which the burner diaphragm m is attached. In addition, a spark electrode S for ignition purposes is arranged in opposition to the lower end of the burner diaphragm m so that when its switch is operated, a controller C not only brings the solenoid valve SV and the blower F into operation but also applies a spike-like high voltage between the spark electrode S and the burner diaphragm m thus producing a discharge spark and thereby igniting the gas-air mixture at the surface of the burner diaphragm m. These component members are mounted on a movable base B which is equipped with wheels.
- Then, when the switch of the controller C is operated so that the heating apparatus is started, the solenoid valve SV is opened causing the injection of the fuel gas through the nozzle N and also the blower F is started thus supplying air whereby inside the burner proper K the resulting mixture of the fuel gas and the air flows toward and passes through the burner diaphragm m thereby soaking out to the outside through the surface layer portion ml. On the other hand, a spark is produced between the spark electrode S and the burner diaphragm m across which a high voltage has been applied so that the air-gas mixture soaking out to this portion is ignited and a flame is rapidly propagated all over the surface of the burner diaphragm m thereby starting the burning operation.
- At this time, in order that this surface combustion burner may effect an efficient combustion, the amount of gas supply and the amount of air supply must be controlled exactly. In other words, the ratio of the amount of gas supply to the amount of air supply ( the mixture ratio ) is made substantially equivalent to a chemical reaction stoichiometric amount ratio and also the flow rate of the gas-air mixture passing through the burner diaphragm m is selected to be in such a range that the flame does not get off the surface of the burner diaphragm m. As a result, the stable combustion is maintained in the surface layer portion ml of the burner diaphragm m and the surface layer portion ml is heated red hot, thereby radiating a radiant heat in an amount substantially dependent on the surface temperature of the surface layer portion ml.
- In the case of the surface combustion burner employing the burner diaphragm made of a stainless steel fiber mat, the progress in the oxidation deterioration of the burner diaphragm surface layer portion heated red hot is so remarkable that the stainless steel fiber mat is rapidly thinned out thus leading to breaking and the life of the burner diaphragm is decreased; therefore, as for example, in the case of the burner diaphragm m of the conventional heater, the life has never exceeded 100 hours even in the ordinary operation.
- Fig. 4 shows a temperature distribution in the thickness direction of the burner diaphragm m when the conventional surface combustion burner performed the ordinary operation. In Fig. 4, the abscissa represents the internal depth position D[mm] of the burner diaphragm m with the surface of the surface layer portion ml as the origin (0) and the ordinate represents the temperature T[°C].
- In Fig. 4, the temperature at the surface of the surface layer portion ml of the burner diaphragm m is as high as about 1200°C and this is a severe environment for this kind of stainless steel fiber mat whose normal temperature is desired to be maintained lower than about 800°C. On the other hand, since the stainless steel fiber mat itself is a material which is relatively low in heat conductivity and it is always cooled by the unburned gas-air mixture passing therethrough, as the position becomes closer to the back side from the surface layer portion ml, the temperature is decreased rapidly so that even in Fig. 4 the temperature is in fact below 800°C at the internal position of only 1 mm from the surface of the surface layer portion ml and here the temperature is such that it is satisfactorily withstood by the stainless steel fiber mat.
- Nothing this point, the inventor has attempted to produce a burner diaphragm of a two-layer structure by replacing the surface layer portion ml of the burner diaphragm m with a mat of a heat resisting material, e.g., a sintered burning resisting material such as Al₂O₃ ceramic fibers, using the remainder, i.e., the back side excluding the surface layer portion as a supporting layer for the stainless steel fiber mat and bonding the heat resisting material mat and the stainless steel fiber mat together by sintering. However, the stainless steel fibers and the heat resisting material fibers differ considerably with respect to the essential conditions for sintering, that is, the stainless steel fibers will be melted under the required temperature condition for the sintering of the heat resisting material fibers and so on and thus it is now apparent that it is difficult to bond the two mats by sintering. Also, while attempts have been made to replace the bonding by sintering by means of arranging a large number of small heat resisting screws at the combustion surface, penetrating the screws through the two layers and fastening the screws on the back side, the actual combustion tests conducted have shown that oxidation deterioration of the stainless steel fiber mat proceeds more severely than the remainder, particular at those portions along the small heat resisting screws penetrating through the burner diaphragm and eventually it results in the formation of a gap around each of the small heat resisting screws, thereby deteriorating the uniformity of the flow rate and combustion of the gas-air mixture at the combustion surface.
- On the other hand, it has been confirmed that if a large-area burner diaphragm is made with the bonding between the two layers being left insufficient, a partial gap is formed between the layers thus disturbing the flow of the air-gas mixture and making the combustion unstable and nonuniform, and that as the result of the repeated operations the relatively thin ceramic fiber mat layer collapses and falls off due to the difference in thermal expansion between the two layers.
- It is the primary object of the present invention to provide a surface combustion burner having a long life, which is so designed that the heat resistance of a burner diaphragm is enhanced by making its surface layer portion with a burning resisting material, and the layer of the burning resisting material and a layer of stainless steel fiber mat are firmly bonded without deteriorating the uniformity of gas combustion at the combustion surface.
- A surface combustion burner according to a basic concept of the present invention is characterized by comprising a first layer made of a material having a burning resisting material and forming a gas combustion zone, a second layer for supplying a gas to the first layer and supporting the first layer, and a third layer arranged between the first and second layers and bonded thereto, the third layer being bonded to the first layer by sewing together with a burning resisting thread and also being bonded to the second layer by sintering.
- In the surface combustion burner according to a preferred aspect of the present invention, the first layer is made of a ceramic cloth.
- According to another preferred aspect of the present invention, the burning resisting thread is composed of a heat resisting metal wire, and the first and third are sewed on with stitches made with the heat resisting metal wire by a sewing machine.
- In the surface combustion burner according to the present invention, a mixture prepared by premixing air and a gas is supplied from the second layer side so that the mixture passes through the second layer, soaks out to the first layer and is burned in the surface layer portion or the first layer, thereby heating the surface layer portion to a red-hot state.
- Here, as for example, a burning resisting material such as a ceramic fiber mat is used for the first layer and also a stainless steel fiber mat is generally used for the second layer in consideration of strength and economy.
- On the other hand, the first and third layers are bonded together by sewing and the second layer is bonded to the third layer by sintering, thereby firmly bonding the three layers to one another. In other words, the third layer is made of a material, e.g., the same stainless steel material that can be easily sintered with the second layer so that after the third layer has been sewed on the first layer, the second layer is superposed on the third layer and bonded together by sintering.
- In accordance with the construction of the burner diaphragm of the present invention, the first layer has a certain thickness and the second and third layers are apart from the high-temperature combustion surface by a distance corresponding to the thickness of the first layer, thereby preventing them from being directly exposed to an elevated temperature due to the gas combustion. Also, since the second and third layers are bonded by sintering, there are no holes and heat resisting material extending through the burner diaphragm and therefore the uniformity of the flow rate and the combustion condition of the air-gas mixture at its combustion surface is maintained.
- Here, while various heat resisting materials such as ceramic fiber mats, high melting-point metal fiber mats as well as woven cloths, pile fabric cloths, etc., of such materials are usable for the first layer, it is desirable to make the selection such that it has the same porosity as the materials of the second and third layers or no stepped difference or rapid variation is caused in the joining areas.
- Also, while a burning resisting material, e.g., heat resisting metal wires such as a Kanthal wire of Fe-25%, Cr-5% and Al-2% Co or a twisted thread or single-strand thread of a ceramic fiber material can be used for the thread for sewing the first and third layers together, the thickness of these threads shoud preferably be selected to meet the minimum required limit in terms of strength from the standpoint of making the combustion condition uniform.
- In the surface combustion burner according to the present invention, if the first layer is made of a ceramic cloth, the ceramic cloth is easy to handle as compared with the ceramic fiber mat or the like and moreover there is no occurrence of any crushing or collapsing due to the sewing, thereby making it possible to join the first and third layers together by using for example the ordinary industrial sewing machine or the like.
- In the surface combustion burner according to the present invention, the burner diaphragm surface layer forming its gas combustion zone is formed by the first layer of the burning resisting material and thereform the progress of oxidation deterioration of the burner diaphragm is retarded. Also, since the first layer is sewed on the third layer and the third layer is firmly bonded to the second layer by sintering, the burner diaphragm and the surface combustion burner can be manufactured and handled easily and there is less danger of causing nonuniformity of the combustion at the combustion surface due to the sewing and hence the occurrence of a partial oxidation deterioration phenomenon due to such nonuniform combustion. As a result, the life of the burner diaphragm is increased, thus making it possible to improve the utilization of the burner diaphragm and thereby to reduce the operating cost of a combustion apparatus using this burner diaphragm.
- In addition, since the first and third layers are joined together by sewing, the selection of materials can be made with a considerable freedom without giving any consideration to the difference in sintering temperature and the matching as to affinity, etc., between the materials as in the case of the bonding by sintering.
- As a result, not only the material cost and production cost of the burner diaphragm are reduced and its life is increased, but also it is possible to reduce the running cost of a combustion apparatus employing this burner diaphragm. Also, since there is no need to give much consideration to the heat resistance of the burner diaphragm during the operation, it is possible to use a high calory gas such as propane gas to effect a high-density surface combustion and also to set higher the surface temperature of the combustion surface, thereby obtaining a higher radiation efficiency.
- The above and other objects and advantages of the present invention will become more apparent from the following description of an embodiment for purposes of illustration when taken in conjunction with the accompanying drawing.
- Fig. 1a is a front view showing the construction of a surface combustion burner according to an embodiment of the present invention.
- Fig. 1b is a partial enlarged sectional view of Fig. 1a.
- Fig. 2 is a graph showing the relation between the operating condition of the surface combustion burner according to the embodiment of the present invention and the boundary surface temperatures of the respective layers in the burner diaphragm, with the abscissa representing the equivalent amount ratio φ ( actual fuel-air ratio/stoichiometric fuel-air ratio ) and the ordinate representing the temperature T[°C].
- Fig. 3 is a schematic diagram showing an example of the construction of a heating apparatus for outdoor operation purposes by way of an example of the applications of a conventional surface combustion burner.
- Fig. 4 is a graph showing a temperature distribution at the section of the stainless steel fiber mat in the conventional surface combustion burner, with the abscissa representing the internal depth position D[mm] of the burner diaphragm using the surface of the surface layer portion as the origin (0) and the ordinate representing the temperature T[°C].
- In Figs. 1a and 1b, the surface combustion burner according to this embodiment includes a burner diaphragm M of a three-layer structure including an Al₂O₃
ceramic cloth 1 as a first layer which is to form a surface layer portion, a stainlesssteel fiber mat 2 as a second layer which is to form a supporting layer, and a stainlesssteel fiber mat 3 as a third layer which is to be interposed between the first and second layers to effect the bonding between the two layers through it. Here, theceramic cloth 1 forming the first layer and the stainlesssteel fiber mat 3 forming the third layer are sewed together with a Kanthal single-strand wire 4 as will be described in detail later, and the second and third layers are bonded together through the sintering of the stailesssteel fiber mats - The first layer or the Al₂O₃
ceramic cloth 1 is a nonwoven cloth of 1 to 2 mm thick which is made of Al₂O₃ long fibers of 8 µ m in diameter, and the second and third layers or the stainlesssteel fiber mats mat 2 having a thickness of 4 mm and themat 3 having a thickness of 0.5 mm. Also, the Al₂O₃ceramic cloth 1 and the stainlesssteel fiber mats - With this burner diaphragm M, the Al₂O₃
ceramic cloth 1 of 1 to 2 mm thick and the stainlesssteel fiber mat 3 of 0.5 mm thick are arranged one upon another so that the superposed two layers are sewed crosswise according to a checkerboard-like stitch pattern of about 10 mm squares with the single-strand wire of Kanthal, an iron-chromium alloy or the like, of 0.1 mm in diameter by an industrial sewing machine thereby bonding the two layers together; thereafter, the stainlesssteel fiber mat 2 of 0.4 mm thick is superposed on the stainlesssteel fiber mat 3 and the boundary surface portion of themats - Fig. 2 shows the relation between the equivalent amount ratio φ of the gas-air mixture ( the actual fuel-air ratio/the stoichiometric fuel-air ratio ) in the surface combustion burner of the present embodiment and the boundary surface temperatures of the respective layers in the burner diaphragm M. In this case, the typical flow velocity of the mixture is selected to be 15 cm/sec and methane (CH₄) is selected as the fuel gas. The curve Tms represents the surface temperature of the Al₂O₃
ceramic cloth 1, the curve Tmb the temperature at the back of the Al₂O₃ceramic cloth 1 or the temperature at the boundary surface between it and the stainlesssteel fiber mat 3, and Tmd the temperature at the boundary surface between the stainlesssteel fiber mats - As shown in Fig. 2, in the burner diaphragm M of the present invention in which the Al₂O₃
ceramic cloth 1 is used in place of the portion which will be brought into a high-temperature red hot state with the progress of the gas combustion, the temperature at the boundary surface between the Al₂O₃ceramic cloth 1 and the stainlesssteel fiber mat 3 can be maintained below 800°C with respect to the various equivalent amount ratios φ and also the temperature at the boundary surface between the stainlesssteel fiber mats - As a result, the progress of oxidation in the stainless
steel fiber mats ceramic cloth 1 and the stainlesssteel fiber mat 3 is simply present at the combustion surface, the stainlesssteel fiber mats - It is to be noted that while, in the above-described embodiment, the stainless steel fiber mat and the Al₂O₃ ceramic cloth are sewed together with the Kanthal-wire thread, these materials may be selected and combined in various ways in consideration of the heat resisting properties and economy. For instance, it is possible to make various modifications such as using a TiO₂ ceramic cloth in place of the Al₂O₃ ceramic cloth, using a platinum wire in place of the Kanthal wire and so on.
Claims (3)
- A surface combustion burner comprising a first layer of a material having a burning resisting property and forming a gas combustion zone, and a second layer for supplying a gas to said first layer and supporting said first layer, characterized in the following:
a third layer is arranged between said first and second layers, said third layer being bonded to said first layer by sewing with a burning resisting thread, and said third layer being bonded to said second layer by sintering. - A surface combustion burner as set forth in claim 1, characterized in that said first layer comprises a ceramic cloth.
- A surface combustion burner as set forth in claim 1, characterized in that said burning resisting thread comprises a heat resisting metal wire, and that said first and third layers are sewed together with said heat resisting metal wire by a sewing machine.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP18956/90 | 1990-01-31 | ||
| JP2018956A JPH0676841B2 (en) | 1990-01-31 | 1990-01-31 | Surface burning burner |
| PCT/JP1991/000122 WO1991011657A1 (en) | 1990-01-31 | 1991-01-31 | Surface combustion burner |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0465679A1 true EP0465679A1 (en) | 1992-01-15 |
| EP0465679A4 EP0465679A4 (en) | 1993-02-10 |
| EP0465679B1 EP0465679B1 (en) | 1997-10-01 |
Family
ID=11986102
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91903697A Expired - Lifetime EP0465679B1 (en) | 1990-01-31 | 1991-01-31 | Surface combustion burner |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0465679B1 (en) |
| JP (1) | JPH0676841B2 (en) |
| DE (1) | DE69127781T2 (en) |
| WO (1) | WO1991011657A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1993016329A1 (en) * | 1992-02-18 | 1993-08-19 | Battelle Memorial Institute | Nested-fiber gas burner |
| EP1136779A1 (en) * | 2000-03-22 | 2001-09-26 | Wienerberger Ziegelindustrie Aktiengesellschaft | Car for the transport of ceramic articles |
| EP1920191A1 (en) * | 2005-08-05 | 2008-05-14 | Cascade Designs, Inc. | High efficiency radiant burner |
| CN110431351A (en) * | 2017-03-27 | 2019-11-08 | 杰富意钢铁株式会社 | Surface combustion burner, combination burner and sintering machine igniter |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1368084A (en) * | 1972-08-08 | 1974-09-25 | Cooperheat | Surface combustion burner |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5230612Y2 (en) * | 1974-05-27 | 1977-07-13 | ||
| JPS6060525U (en) * | 1983-10-04 | 1985-04-26 | 東京瓦斯株式会社 | Premix combustion gas burner |
| JP2697155B2 (en) * | 1989-06-27 | 1998-01-14 | 日本鋼管株式会社 | Burner plate |
| JP2751425B2 (en) * | 1989-06-27 | 1998-05-18 | 日本鋼管株式会社 | Burner plate |
| JP2697157B2 (en) * | 1989-06-27 | 1998-01-14 | 日本鋼管株式会社 | Burner plate |
| JP2697156B2 (en) * | 1989-06-27 | 1998-01-14 | 日本鋼管株式会社 | Burner plate |
| JP2751426B2 (en) * | 1989-06-27 | 1998-05-18 | 日本鋼管株式会社 | Burner plate |
-
1990
- 1990-01-31 JP JP2018956A patent/JPH0676841B2/en not_active Expired - Lifetime
-
1991
- 1991-01-31 WO PCT/JP1991/000122 patent/WO1991011657A1/en active IP Right Grant
- 1991-01-31 DE DE69127781T patent/DE69127781T2/en not_active Expired - Fee Related
- 1991-01-31 EP EP91903697A patent/EP0465679B1/en not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1368084A (en) * | 1972-08-08 | 1974-09-25 | Cooperheat | Surface combustion burner |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO9111657A1 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1993016329A1 (en) * | 1992-02-18 | 1993-08-19 | Battelle Memorial Institute | Nested-fiber gas burner |
| AU664880B2 (en) * | 1992-02-18 | 1995-12-07 | Battelle Memorial Institute | Nested-fiber gas burner |
| EP1136779A1 (en) * | 2000-03-22 | 2001-09-26 | Wienerberger Ziegelindustrie Aktiengesellschaft | Car for the transport of ceramic articles |
| EP1920191A1 (en) * | 2005-08-05 | 2008-05-14 | Cascade Designs, Inc. | High efficiency radiant burner |
| EP1920191A4 (en) * | 2005-08-05 | 2010-10-20 | Cascade Designs Inc | High efficiency radiant burner |
| CN110431351A (en) * | 2017-03-27 | 2019-11-08 | 杰富意钢铁株式会社 | Surface combustion burner, combination burner and sintering machine igniter |
| EP3604917A4 (en) * | 2017-03-27 | 2020-03-18 | JFE Steel Corporation | SURFACE COMBUSTION BURNER, COMPOSITE BURNER AND IGNITION DEVICE FOR SINTERING MACHINE |
| CN110431351B (en) * | 2017-03-27 | 2021-10-01 | 杰富意钢铁株式会社 | Surface burner, composite burner, and ignition device for sintering machine |
| US11635204B2 (en) | 2017-03-27 | 2023-04-25 | Jfe Steel Corporation | Surface combustion burner, composite burner, and ignition device for sintering machine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0465679A4 (en) | 1993-02-10 |
| WO1991011657A1 (en) | 1991-08-08 |
| DE69127781D1 (en) | 1997-11-06 |
| DE69127781T2 (en) | 1998-04-23 |
| JPH03225105A (en) | 1991-10-04 |
| EP0465679B1 (en) | 1997-10-01 |
| JPH0676841B2 (en) | 1994-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5224856A (en) | Surface combustion burner | |
| EP0580853B1 (en) | Nested-fiber gas burner | |
| US4597734A (en) | Surface-combustion radiant burner | |
| EP1144916B1 (en) | Burner and process for operating gas turbines | |
| US5161965A (en) | Surface combustion burner | |
| US3733170A (en) | Gas burner | |
| KR100339734B1 (en) | Catalytic combustion device | |
| EP0465679B1 (en) | Surface combustion burner | |
| US1074110A (en) | Gas-burning apparatus. | |
| US3291188A (en) | Deep combustion radiant elements | |
| CA2052625A1 (en) | Surface combustion burner | |
| CA2052626A1 (en) | Surface combustion burner | |
| JP2697155B2 (en) | Burner plate | |
| JP2751426B2 (en) | Burner plate | |
| JPH0828826A (en) | Surface combustion burner | |
| JP3098382B2 (en) | Surface burning burner | |
| RU2094703C1 (en) | Surface-combustion gas burner | |
| JP3098381B2 (en) | Surface burning burner | |
| JP2855664B2 (en) | Infrared heater | |
| JPH0828827A (en) | Surface combustion burner | |
| KR20250013143A (en) | All primary combustion burners | |
| JP3319796B2 (en) | Surface burner | |
| JPH0328610A (en) | Burner plate | |
| JPH02279908A (en) | Burner plate | |
| GB2326936A (en) | Radiant burners |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19911028 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 19921221 |
|
| AK | Designated contracting states |
Kind code of ref document: A4 Designated state(s): DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19940422 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19971001 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19971001 |
|
| REF | Corresponds to: |
Ref document number: 69127781 Country of ref document: DE Date of ref document: 19971106 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010122 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020801 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030129 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040131 |