EP0452687A1 - Method for the automatic feed of cans of sliver to textile machines, and apparatus which employs such method - Google Patents
Method for the automatic feed of cans of sliver to textile machines, and apparatus which employs such method Download PDFInfo
- Publication number
- EP0452687A1 EP0452687A1 EP91104297A EP91104297A EP0452687A1 EP 0452687 A1 EP0452687 A1 EP 0452687A1 EP 91104297 A EP91104297 A EP 91104297A EP 91104297 A EP91104297 A EP 91104297A EP 0452687 A1 EP0452687 A1 EP 0452687A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sliver
- cans
- machines
- movable means
- spinning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/005—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for removing empty packages or cans and replacing by completed (full) packages or cans at paying-out stations; also combined with piecing of the roving
- D01H9/008—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for removing empty packages or cans and replacing by completed (full) packages or cans at paying-out stations; also combined with piecing of the roving for cans
Definitions
- This invention concerns a method and an apparatus suitable to feed cans to textile machines.
- the invention provides for the automatic feed of cans full of textile sliver to, and the automatic removal of empty cans from, textile machines and, in particular, spinning machines of the open-end type.
- the invention concerns in particular, but not only, cans of an elongate type, namely cans having one dimension of their horizontal section greater than the other, such as the rectangular cams to which we shall refer as an example in the description which follows.
- These textile machines may all be those which process slivers held in cams, such as fly frames, spinning machines and, in particular, the open-end spinning machines to which we shall refer as an example in the following description.
- the trolleys work at one machine side at a time along set paths and handle the normal round cans. Examples of these solutions are disclosed in WO-A-06358, FR-A-2.367,843, DE-A-3.440.598 and DE-A-3.505.494.
- the present applicant has the purpose of providing a method and relative apparatus suitable to handle full cans and empty cans, preferably of an elongate type, by placing them directly to feed a spinning machine or other textile machine or by removing them from their feed positions.
- the invention arranges that one or more movable trolleys, the number of which depends on the spinning machines of which the plant consists, cooperate directly with sliver production machines such as drawing frames, for instance.
- Each drawing frame fills with sliver elongate cans which, when filled, are loaded automatically onto movable trolleys for delivery to the spinning zone.
- the trolley After a full elongate can has been loaded, the trolley is sent on a path through the spinning machines.
- the trolley can move automatically along pre-set paths and can be, for instance, of a type guided by a magnetic guide wire; it passes in one single direction between pairs of adjacent spinning machines. As it is equipped with means to communicate with spinning units requiring a change of feed, it turns the full can, in correspondence with those units, towards the side of the machine to which those units belong.
- the trolley of the invention during its passage can feed equally well either of the the contiguous spinning machines and can turn the full can towards either of those spinning machines.
- the can is unloaded from the trolley and positioned directly in correspondence with the spinning unit for which the can has been requested.
- the trolley is also provided with suitable means to withdraw and to load on the trolley the empty can to be removed, and the empty can is unloaded automatically thereafter at the drawing frames or at any desired collection station.
- the trolley can also be equipped advantageously with means to engage the pre-positioned end of the sliver on the full can.
- the end of the sliver can be brought to cooperate directly with the spinning unit in the automatic restarting of the relative spinning process.
- the invention provides a working method and apparatus which are well adapted to present spinning requirements, particularly as regards open-end spinning machines fed from rectangular cans or cans of any other elongate shape.
- the invention can be applied also to other cases relating to various machines that process sliver, for instance in the handling of cans between the drawing frames and the fly frames, and intermediate stations may also be included for the storage of full and empty cans.
- Fig.1 shows a possible lay-out of a spinning shop containing open-end spinning machines 10 and drawing frames 11.
- Elongate cans 12 are filled with sliver in the drawing frames 11 and are removed therefrom on movable trolleys 13 which provide a secure connection between the open-end spinning machines 10 and drawing frames 11.
- a full can, bearing the reference 112, is loaded on the trolley 13 in a neutral or waiting position, as will be described better hereinafter.
- the trolley 13 follows a path 14 connecting the drawing frame 11 to a main path 15 according to the arrow 16 and runs along a part or the whole of the first side of the first open-end spinning machine 10.
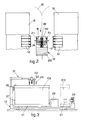
- the full can 112 is positioned on the trolley 13 on top of a rotary platform 17, which can be actuated to rotate by 90° clockwise or anticlockwise according to the arrows 18 (see Figs.2 and 3).
- the position called "neutral" of the full can 112 on the platform 17 is such that the can 112 is located at a right angle to the analogous cans 12 taking part in the processing on the spinning machines 10 while the trolley 13 is moving on the main paths 15.
- the full can 112 is therefore ready, whether it is travelling on the segment of path outside the first spinning machine 10 or on the segment of path between the spinning machines 10 (see Fig.2), to be rotated in one direction or the other (position shown with lines of dashes in Fig. 2) according to the arrows 18 so as to meet the requirements for feed of a full can 112.
- the movable trolley 13 is equipped with at least one space to hold an empty can 212 taken from the spinning machines 10; this empty can 212 is advantageously positioned perpendicularly to the full can 112 when the latter is in its neutral position.
- a trolley 13 is travelling towards the zone of the drawing frames 11 and is carrying the only empty can 212 to be removed.
- the trolley 13 can run advantageously along direct return paths 19, which can be used equally well for its outward journey if it has to reach the farthest spinning machines 10 directly.
- the trolley 13 is equipped preferably with means suitable to engage the end of the sliver 20 pre-positioned on the full can 112.
- Such means may be a pair of rotary and possibly telescopic arms 21 which bear a terminal gripper assembly 22.
- Each rotary arm 21 is located at a lateral position on the trolley 13 so that it can descend vertically according to the arrow 23 to grip the end 20 of the sliver whether the full can 112 has been rotated to the right or the left.
- the arm 21 is rotated according to the arrows 24 and is possibly extended to take the end 20 of the sliver directly to a spinning unit which is to be restarted or to an automatic carriage which restarts the spinning and which is positioned, as is known, on the spinning machine 10.
- Each arm 21 may bear, equally well, terminal assemblies 25 to discharge a full can 112 from the trolley 13. These discharge assemblies 25 descend vertically according to the arrow 23 to cooperate with the inner upper edge of the full can 112 and discharge the full can 112 thereafter from the trolley 13 by means of rotation of the arm 21 according to the arrows 24.
- one rotary arm alone 21 is provided and is located in a central position, advantageously on the rotary platform 17, and carries out discharge of the full can 112 either to the right or the left of the trolley 13.
- the trolley 13 is also equipped with an assembly 26 to engage and handle empty cans 212; this assembly 26 may be able to slide and extend and may be equipped advantageously with magnetic means capable of being coupled to analogous magnetic means 27 included on the cans 12.
- Fig.3 shows an assembly 28 which actuates and controls the functions cited above of the trolley 13.
- Figs.4a and 4b respectively show as an example a lengthwise section and a plan view of a known type of elongate can 12 which can be used with this invention.
- the can 12 has a rectangular section and a movable bottom 29, which cooperates with springs 30 and with a pantograph-type balancing system 31.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Preliminary Treatment Of Fibers (AREA)
Abstract
Method for the automatic feed of cans (12) of sliver to textile machines and, in particular, to open-end spinning machines (10), the feed of cans (12) being carried out by movable means (13) able to move continuously and automatically between sliver production machines (11) and the textile machines, the movable means (13) being able to run along the sides of the spinning machines (10) or the required zones of other textile machines and being suitable to take action at the spinning units or other units requesting such action, the cans (12) to hold the sliver being advantageously of an elongate type with a rectangular horizontal section for instance, the method providing for the direct loading of full cans (112) of sliver onto the movable means (13) at the sliver production machines (11), the loading entailing a neutral positioning of the full cans (112) on the movable means (13) and the movement of the movable means (13) along paths (15) which comprise one single track between the sides or other zones of adjacent machines, the full cans (112), while being borne along this track, being oriented in a position suitable to feed one or the other of the sides or other zones of adjacent machines. Apparatus for the automatic feed of cans (12) of sliver to textile machines and, in particular, to open-end spinning machines (10), the feed of cans (12) being carried out by movable means (13) able to move continuously and automatically between sliver production machines (11) and the textile machines, the movable means (13) being able to run along the sides of the spinning machines (10) or the required zones of other textile machines and being suitable to take action at the spinning units or other units requesting such action, the cans (12) to hold the sliver being advantageously of an elongate type with a rectangular horizontal section for instance, the apparatus employing the above method, the movable means (13) comprising means (17) which support in a neutral position and orient temporarily (18) the full cans (112) of sliver.
Description
- This invention concerns a method and an apparatus suitable to feed cans to textile machines. To be more exact the invention provides for the automatic feed of cans full of textile sliver to, and the automatic removal of empty cans from, textile machines and, in particular, spinning machines of the open-end type.
- The invention concerns in particular, but not only, cans of an elongate type, namely cans having one dimension of their horizontal section greater than the other, such as the rectangular cams to which we shall refer as an example in the description which follows.
- The state of the art has described the problems linked to the movement and positioning of cams holding slivers of fibres at the positions where the cams are to feed textile machines.
- These textile machines may all be those which process slivers held in cams, such as fly frames, spinning machines and, in particular, the open-end spinning machines to which we shall refer as an example in the following description.
- A plurality of solutions to overcome these problems has been suggested, particularly as regards the feed of open-end spinning machines. These solutions generally include trolleys which are linked to one or more spinning machines and which follow set paths in carrying full and/or empty cans from and/or to suitable temporary storage points for the cans.
- The trolleys work at one machine side at a time along set paths and handle the normal round cans. Examples of these solutions are disclosed in WO-A-06358, FR-A-2.367,843, DE-A-3.440.598 and DE-A-3.505.494.
- Solutions are also known whereby the trolleys serving the spinning machines are able to handle and fill empty cans with sliver at the spinning machine. For this purpose they carry a temporary stock of sliver and are equipped with appropriate devices to load the sliver into the emptied cans while spinning is proceeding.
- Examples of these solutions are disclosed in EP-A-87202222.3 and EP-A-89105789.9.
- The present applicant has the purpose of providing a method and relative apparatus suitable to handle full cans and empty cans, preferably of an elongate type, by placing them directly to feed a spinning machine or other textile machine or by removing them from their feed positions.
- The invention is set forth in the main claims, while the dependent claims describe various features of the invention.
- The invention arranges that one or more movable trolleys, the number of which depends on the spinning machines of which the plant consists, cooperate directly with sliver production machines such as drawing frames, for instance.
- Each drawing frame fills with sliver elongate cans which, when filled, are loaded automatically onto movable trolleys for delivery to the spinning zone.
- These elongate cans are loaded on the trolleys in a neutral position, as will be made clearer hereinafter, the end of the sliver being pre-positioned in a defined stationary position on the edge of each can.
- After a full elongate can has been loaded, the trolley is sent on a path through the spinning machines.
- The trolley can move automatically along pre-set paths and can be, for instance, of a type guided by a magnetic guide wire; it passes in one single direction between pairs of adjacent spinning machines. As it is equipped with means to communicate with spinning units requiring a change of feed, it turns the full can, in correspondence with those units, towards the side of the machine to which those units belong.
- In other words the trolley of the invention during its passage can feed equally well either of the the contiguous spinning machines and can turn the full can towards either of those spinning machines.
- After this orientation the can is unloaded from the trolley and positioned directly in correspondence with the spinning unit for which the can has been requested.
- In this way the space required for the spinning machines can be considerably reduced since there is no longer any need for the usual double path of the trolley along each side of adjacent spinning machines.
- The trolley is also provided with suitable means to withdraw and to load on the trolley the empty can to be removed, and the empty can is unloaded automatically thereafter at the drawing frames or at any desired collection station.
- The trolley can also be equipped advantageously with means to engage the pre-positioned end of the sliver on the full can.
- The end of the sliver can be brought to cooperate directly with the spinning unit in the automatic restarting of the relative spinning process.
- The invention provides a working method and apparatus which are well adapted to present spinning requirements, particularly as regards open-end spinning machines fed from rectangular cans or cans of any other elongate shape.
- Thence arise savings in plant costs and in the running of the plants owing to the simplicity and rational nature of the embodiments employed.
- As we said earlier, the invention can be applied also to other cases relating to various machines that process sliver, for instance in the handling of cans between the drawing frames and the fly frames, and intermediate stations may also be included for the storage of full and empty cans.
- The attached figures, which are given as a non-restrictive example, show the following:
- Fig.1
- shows a lay-out of a spinning shop that employs the invention;
- Fig.2
- shows a plan view of a functional diagram of the apparatus of the invention;
- Fig.3
- is a side view of a trolley according to the invention;
- Figs.4a and 4b
- shows a type of elongate can which can be employed in the invention.
- Fig.1 shows a possible lay-out of a spinning shop containing open-
end spinning machines 10 and drawingframes 11. -
Elongate cans 12 are filled with sliver in thedrawing frames 11 and are removed therefrom onmovable trolleys 13 which provide a secure connection between the open-end spinning machines 10 anddrawing frames 11. - The
movable trolleys 13, which are advantageously of the type guided by a magnetic guide wire, travel automatically along preset paths and can select a preferred path to suit the momentary requirements of thespinning machines 10. - A full can, bearing the
reference 112, is loaded on thetrolley 13 in a neutral or waiting position, as will be described better hereinafter. - The
trolley 13 follows a path 14 connecting thedrawing frame 11 to amain path 15 according to thearrow 16 and runs along a part or the whole of the first side of the first open-end spinning machine 10. - The
full can 112 is positioned on thetrolley 13 on top of arotary platform 17, which can be actuated to rotate by 90° clockwise or anticlockwise according to the arrows 18 (see Figs.2 and 3). - The position called "neutral" of the full can 112 on the
platform 17 is such that thecan 112 is located at a right angle to theanalogous cans 12 taking part in the processing on thespinning machines 10 while thetrolley 13 is moving on themain paths 15. - The
full can 112 is therefore ready, whether it is travelling on the segment of path outside thefirst spinning machine 10 or on the segment of path between the spinning machines 10 (see Fig.2), to be rotated in one direction or the other (position shown with lines of dashes in Fig. 2) according to thearrows 18 so as to meet the requirements for feed of afull can 112. - In this way there is only one
path 15 for thetrolley 13 to follow between thespinning machines 10, and this fact provides great advantages as regards the space taken up and the general running of the spinning shop. - The
movable trolley 13 is equipped with at least one space to hold an empty can 212 taken from thespinning machines 10; this empty can 212 is advantageously positioned perpendicularly to thefull can 112 when the latter is in its neutral position. - In configuration A of Fig.1 the
trolley 13, when located at thedrawing frames 11, holds afull can 112 in a neutral position but no empty can 212 when running according to thearrow 16, whereas if thetrolley 13 is running in the opposite direction to thearrow 16, it will hold anempty can 212 but no full can 112. - In configuration B of Fig.1 the
trolley 13 is working at a spinning unit; it has taken from this unit anempty can 212 and is preparing to rotate by 90° thefull can 112 to the right or left as required to feed thefull can 112 to the spinning unit. - In configuration C of Fig.1 a
trolley 13 is travelling towards the zone of thedrawing frames 11 and is carrying the only empty can 212 to be removed. - During its return to the zone of the
drawing frames 11 thetrolley 13 can run advantageously alongdirect return paths 19, which can be used equally well for its outward journey if it has to reach thefarthest spinning machines 10 directly. - The
trolley 13 is equipped preferably with means suitable to engage the end of thesliver 20 pre-positioned on thefull can 112. Such means may be a pair of rotary and possiblytelescopic arms 21 which bear aterminal gripper assembly 22. - Each
rotary arm 21 is located at a lateral position on thetrolley 13 so that it can descend vertically according to thearrow 23 to grip theend 20 of the sliver whether the full can 112 has been rotated to the right or the left. - Thereafter the
arm 21 is rotated according to thearrows 24 and is possibly extended to take theend 20 of the sliver directly to a spinning unit which is to be restarted or to an automatic carriage which restarts the spinning and which is positioned, as is known, on thespinning machine 10. - Each
arm 21 may bear, equally well, terminal assemblies 25 to discharge afull can 112 from thetrolley 13. These discharge assemblies 25 descend vertically according to thearrow 23 to cooperate with the inner upper edge of thefull can 112 and discharge thefull can 112 thereafter from thetrolley 13 by means of rotation of thearm 21 according to thearrows 24. - According to a variant one rotary arm alone 21 is provided and is located in a central position, advantageously on the
rotary platform 17, and carries out discharge of thefull can 112 either to the right or the left of thetrolley 13. - The
trolley 13 is also equipped with anassembly 26 to engage and handleempty cans 212; thisassembly 26 may be able to slide and extend and may be equipped advantageously with magnetic means capable of being coupled to analogousmagnetic means 27 included on thecans 12. - Fig.3 shows an
assembly 28 which actuates and controls the functions cited above of thetrolley 13. - Figs.4a and 4b respectively show as an example a lengthwise section and a plan view of a known type of
elongate can 12 which can be used with this invention. In this case thecan 12 has a rectangular section and amovable bottom 29, which cooperates withsprings 30 and with a pantograph-type balancing system 31. - We have described here a preferred embodiment of the invention, but variants are possible for a person skilled in this field, especially as regards devices to engage the
end 20 of the sliver and to handle thecans 12, and also with regard to the general configuration of thetrolley 13, without departing thereby from the scope of the invention as claimed.
Claims (10)
- Method for the automatic feed of cans (12) of sliver to textile machines and, in particular, to open-end spinning machines (10), the feed of cans (12) being carried out by movable means (13) able to move continuously and automatically between sliver production machines (11) and the textile machines, the movable means (13) being able to run along the sides of the spinning machines (10) or the required zones of other textile machines and being suitable to take action at the spinning units or other units requesting such action, the cans (12) to hold the sliver being advantageously of an elongate type with a rectangular horizontal section for instance, the method being characterized in that it provides for the direct loading of full cans (112) of sliver onto the movable means (13) at the sliver production machines (11), the loading entailing a neutral positioning of the full cans (112) on the movable means (13) and the movement of the movable means (13) along paths (15) which comprise one single track between the sides or other zones of adjacent machines, the full cans (112), while being borne along this track, being oriented in a position suitable to feed one or the other of the sides or other zones of adjacent machines.
- Method as claimed in Claim 1, in which the full cans (112) of sliver are loaded onto the movable means (13) with the end (20) of the sliver pre-positioned.
- Method as claimed in Claim 1 or 2, in which the pre-positioned end (20) of the sliver is engaged automatically on the movable means (13) and is brought into cooperation with the spinning unit or other textile unit requiring the sliver.
- Method as claimed in any claim hereinbefore, in which the full can (112) of sliver is automatically discharged by the movable means (13).
- Method as claimed in any claim hereinbefore, in which an empty can (212) taken from the relative spinning unit or other textile unit is loaded and unloaded by the movable means (13) automatically.
- Apparatus for the automatic feed of cans (12) of sliver to textile machines and, in particular, to open-end spinning machines (10), the feed of cans (12) being carried out by movable means (13) able to move continuously and automatically between sliver production machines (11) and the textile machines, the movable means (13) being able to run along the sides of the spinning machines (10) or the required zones of other textile machines and being suitable to take action at the spinning units or other units requesting such action, the cans (12) to hold the sliver being advantageously of an elongate type with a rectangular horizontal section for instance, the apparatus employing the method of the claims hereinbefore and being characterized in that the movable means (13) comprise means (17) which support in a neutral position and orient temporarily (18) the full cans (112) of sliver.
- Apparatus as claimed in Claim 6, in which the movable means (13) comprise at least one means (21-22) to engage and position the end (20) of the sliver.
- Apparatus as claimed in Claim 6 or 7, in which the movable means (13) comprise means (25) to discharge the full can (112) of sliver.
- Apparatus as claimed in any of Claims 6, 7 or 8, in which the movable means (13) comprise a lodgement for empty cans (212).
- Apparatus as claimed in any of Claims 6 to 9 inclusive, in which the movable means (13) comprise means (26) to handle the empty cans (212).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT83362A IT1239669B (en) | 1990-04-10 | 1990-04-10 | AUTOMATIC FEEDING PROCESS OF BELT VESSELS IN TEXTILE MACHINES AND EQUIPMENT ADOPTING SUCH PROCEDURE |
| IT8336290 | 1990-04-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0452687A1 true EP0452687A1 (en) | 1991-10-23 |
Family
ID=11320751
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91104297A Withdrawn EP0452687A1 (en) | 1990-04-10 | 1991-03-20 | Method for the automatic feed of cans of sliver to textile machines, and apparatus which employs such method |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0452687A1 (en) |
| IT (1) | IT1239669B (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5297317A (en) * | 1990-05-14 | 1994-03-29 | Trutzschler Gmbh & Co. Kg | Coiler can conveyor with positive guidance between machine rows |
| DE19526891A1 (en) * | 1995-07-22 | 1997-01-23 | Schlafhorst & Co W | Rectangular sliver can movement |
| EP0825283A2 (en) * | 1996-08-16 | 1998-02-25 | Manfred Langen | Method for replacing spinning cans at a spinning machine |
| FR2813069A1 (en) * | 2000-08-16 | 2002-02-22 | Truetzschler & Co | MOBILE BACKGROUND DEVICE ON A SPINNING POT FOR TEXTILE FIBER TAPE |
| CN107002311A (en) * | 2014-12-16 | 2017-08-01 | 里特机械公司 | Spinning machine |
| WO2018024588A1 (en) * | 2016-08-02 | 2018-02-08 | Koenig Reinhard | Transport device for reservoirs for fiber tape and device for producing yarn |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2367843A1 (en) * | 1976-10-14 | 1978-05-12 | Schlafhorst & Co W | PROCESS AND APPARATUS FOR REPLACING POTS OF FIBER TAPE FOR SPINNING |
| DE3440598A1 (en) * | 1984-11-07 | 1986-05-15 | Fritz 7347 Bad Überkingen Stahlecker | Spinning machine with a multiplicity of spinning units arranged alongside one another |
| GB2171121A (en) * | 1985-02-16 | 1986-08-20 | Reiners Verwaltungs Gmbh | Replacing empty cans by cans filled with fibre lap in a textile machine |
| DE3505494A1 (en) * | 1985-02-16 | 1986-09-04 | Langen, Manfred, 4050 Mönchengladbach | METHOD AND DEVICE FOR REPLACING EMPTY CAN CAN FOR FILLED |
| WO1986006358A1 (en) * | 1985-04-30 | 1986-11-06 | Büro Patent Ag | Installation and method for the automatic feeding of filled cans and the automatic evacuation of empty cans in a spinning machine |
| EP0340459A1 (en) * | 1988-05-02 | 1989-11-08 | SCAGLIA S.p.A. | Device to distribute sliver automatically to spinning machines |
-
1990
- 1990-04-10 IT IT83362A patent/IT1239669B/en active IP Right Grant
-
1991
- 1991-03-20 EP EP91104297A patent/EP0452687A1/en not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2367843A1 (en) * | 1976-10-14 | 1978-05-12 | Schlafhorst & Co W | PROCESS AND APPARATUS FOR REPLACING POTS OF FIBER TAPE FOR SPINNING |
| DE3440598A1 (en) * | 1984-11-07 | 1986-05-15 | Fritz 7347 Bad Überkingen Stahlecker | Spinning machine with a multiplicity of spinning units arranged alongside one another |
| GB2171121A (en) * | 1985-02-16 | 1986-08-20 | Reiners Verwaltungs Gmbh | Replacing empty cans by cans filled with fibre lap in a textile machine |
| DE3505494A1 (en) * | 1985-02-16 | 1986-09-04 | Langen, Manfred, 4050 Mönchengladbach | METHOD AND DEVICE FOR REPLACING EMPTY CAN CAN FOR FILLED |
| WO1986006358A1 (en) * | 1985-04-30 | 1986-11-06 | Büro Patent Ag | Installation and method for the automatic feeding of filled cans and the automatic evacuation of empty cans in a spinning machine |
| EP0340459A1 (en) * | 1988-05-02 | 1989-11-08 | SCAGLIA S.p.A. | Device to distribute sliver automatically to spinning machines |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5297317A (en) * | 1990-05-14 | 1994-03-29 | Trutzschler Gmbh & Co. Kg | Coiler can conveyor with positive guidance between machine rows |
| GB2244290B (en) * | 1990-05-14 | 1994-08-03 | Truetzschler Gmbh & Co Kg | Apparatus for transporting at least one can between a sliver-supplying textile machine, and a sliver-fed textile machine |
| DE19526891A1 (en) * | 1995-07-22 | 1997-01-23 | Schlafhorst & Co W | Rectangular sliver can movement |
| EP0825283A2 (en) * | 1996-08-16 | 1998-02-25 | Manfred Langen | Method for replacing spinning cans at a spinning machine |
| EP0825283A3 (en) * | 1996-08-16 | 1999-01-27 | Manfred Langen | Method for replacing spinning cans at a spinning machine |
| FR2813069A1 (en) * | 2000-08-16 | 2002-02-22 | Truetzschler & Co | MOBILE BACKGROUND DEVICE ON A SPINNING POT FOR TEXTILE FIBER TAPE |
| CN107002311A (en) * | 2014-12-16 | 2017-08-01 | 里特机械公司 | Spinning machine |
| WO2018024588A1 (en) * | 2016-08-02 | 2018-02-08 | Koenig Reinhard | Transport device for reservoirs for fiber tape and device for producing yarn |
Also Published As
| Publication number | Publication date |
|---|---|
| IT9083362A1 (en) | 1991-10-10 |
| IT1239669B (en) | 1993-11-11 |
| IT9083362A0 (en) | 1990-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0340459B1 (en) | Device to distribute sliver automatically to spinning machines | |
| JPH0436995B2 (en) | ||
| US4565278A (en) | Method of transferring yarn packages | |
| US4955782A (en) | Device to palletize yarn packages | |
| JPH03216465A (en) | Transfer and processing system for multi- position fiber machine | |
| US4583358A (en) | Roving-bobbin feeder for spinning machine | |
| JPS63202566A (en) | Transporter for package to spinning machine or twister having large number of position or from said machine | |
| US5081744A (en) | Method and device for changing fiber sliver containers on textile machines | |
| EP0452687A1 (en) | Method for the automatic feed of cans of sliver to textile machines, and apparatus which employs such method | |
| US4690342A (en) | Textile machine for producing cross-wound bobbins | |
| EP0276569B1 (en) | A method and apparatus for transporting articles | |
| US4739611A (en) | Process and apparatus for replacement of an empty with a full roving bobbin in a spinning machine, particularly a ring spinning machine | |
| EP0311394A1 (en) | Bobbin handling system | |
| EP0310567B1 (en) | Roving frame apparatus for automatically removing bobbins and replacing them with empty tubes thereon roving is to be wound | |
| CN213169978U (en) | Yarn section of thick bamboo extractor | |
| US5628173A (en) | Method and apparatus for feeding sliver to a spinning machine without sliver cans at spinning stations | |
| EP0339273B1 (en) | Method to convey roving packages with the roving prepositioned | |
| US3370412A (en) | Apparatus for use in connection with two-for-one twisting machines for automatically changing bobbin units | |
| US6012671A (en) | Tube feeding device for cheese-producing textile machines | |
| US5127788A (en) | System for transporting bobbins between spinning machines | |
| JPH0518925B2 (en) | ||
| US5193333A (en) | Integrated system for drawing and spinning operations | |
| US5575142A (en) | Method of automatically servicing winding apparatus in multi-station textile machines | |
| US4682466A (en) | Device to doff yarn packages on ring spinning machines | |
| US5337967A (en) | Textile yarn processing apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB LI |
|
| 17P | Request for examination filed |
Effective date: 19920406 |
|
| 17Q | First examination report despatched |
Effective date: 19930908 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19940119 |