EP0442767A1 - Procédé et dispositif pour le traitement d'un gaz naturel - Google Patents
Procédé et dispositif pour le traitement d'un gaz naturel Download PDFInfo
- Publication number
- EP0442767A1 EP0442767A1 EP91400092A EP91400092A EP0442767A1 EP 0442767 A1 EP0442767 A1 EP 0442767A1 EP 91400092 A EP91400092 A EP 91400092A EP 91400092 A EP91400092 A EP 91400092A EP 0442767 A1 EP0442767 A1 EP 0442767A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gas
- additive
- phase
- water
- aqueous phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 title claims abstract description 54
- 238000000034 method Methods 0.000 title claims abstract description 42
- 239000003345 natural gas Substances 0.000 title claims abstract description 24
- 239000007789 gas Substances 0.000 claims abstract description 133
- 239000000654 additive Substances 0.000 claims abstract description 75
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 63
- 230000000996 additive effect Effects 0.000 claims abstract description 57
- 238000004519 manufacturing process Methods 0.000 claims abstract description 43
- 239000008346 aqueous phase Substances 0.000 claims abstract description 37
- 238000005260 corrosion Methods 0.000 claims abstract description 31
- 239000007791 liquid phase Substances 0.000 claims abstract description 25
- 239000007792 gaseous phase Substances 0.000 claims abstract description 10
- 238000004064 recycling Methods 0.000 claims abstract description 9
- 239000012071 phase Substances 0.000 claims description 65
- 150000002430 hydrocarbons Chemical class 0.000 claims description 36
- 229930195733 hydrocarbon Natural products 0.000 claims description 33
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 claims description 30
- 239000002904 solvent Substances 0.000 claims description 30
- 239000007788 liquid Substances 0.000 claims description 28
- 239000004215 Carbon black (E152) Substances 0.000 claims description 21
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 claims description 21
- 238000000926 separation method Methods 0.000 claims description 13
- 150000001875 compounds Chemical class 0.000 claims description 8
- 230000008016 vaporization Effects 0.000 claims description 7
- 239000002253 acid Substances 0.000 claims description 6
- 238000007599 discharging Methods 0.000 claims description 5
- HZAXFHJVJLSVMW-UHFFFAOYSA-N 2-Aminoethan-1-ol Chemical compound NCCO HZAXFHJVJLSVMW-UHFFFAOYSA-N 0.000 claims description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims description 4
- YNAVUWVOSKDBBP-UHFFFAOYSA-N Morpholine Chemical compound C1COCCN1 YNAVUWVOSKDBBP-UHFFFAOYSA-N 0.000 claims description 4
- HQABUPZFAYXKJW-UHFFFAOYSA-N butan-1-amine Chemical compound CCCCN HQABUPZFAYXKJW-UHFFFAOYSA-N 0.000 claims description 4
- PAFZNILMFXTMIY-UHFFFAOYSA-N cyclohexylamine Chemical compound NC1CCCCC1 PAFZNILMFXTMIY-UHFFFAOYSA-N 0.000 claims description 4
- WGYKZJWCGVVSQN-UHFFFAOYSA-N propylamine Chemical compound CCCN WGYKZJWCGVVSQN-UHFFFAOYSA-N 0.000 claims description 4
- 238000005057 refrigeration Methods 0.000 claims description 4
- 238000009834 vaporization Methods 0.000 claims description 4
- 238000005406 washing Methods 0.000 claims description 4
- NVJUHMXYKCUMQA-UHFFFAOYSA-N 1-ethoxypropane Chemical compound CCCOCC NVJUHMXYKCUMQA-UHFFFAOYSA-N 0.000 claims description 2
- XNWFRZJHXBZDAG-UHFFFAOYSA-N 2-METHOXYETHANOL Chemical compound COCCO XNWFRZJHXBZDAG-UHFFFAOYSA-N 0.000 claims description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 claims description 2
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 claims description 2
- 238000010908 decantation Methods 0.000 claims description 2
- HPNMFZURTQLUMO-UHFFFAOYSA-N diethylamine Chemical compound CCNCC HPNMFZURTQLUMO-UHFFFAOYSA-N 0.000 claims description 2
- NKDDWNXOKDWJAK-UHFFFAOYSA-N dimethoxymethane Chemical compound COCOC NKDDWNXOKDWJAK-UHFFFAOYSA-N 0.000 claims description 2
- POLCUAVZOMRGSN-UHFFFAOYSA-N dipropyl ether Chemical compound CCCOCCC POLCUAVZOMRGSN-UHFFFAOYSA-N 0.000 claims description 2
- WEHWNAOGRSTTBQ-UHFFFAOYSA-N dipropylamine Chemical compound CCCNCCC WEHWNAOGRSTTBQ-UHFFFAOYSA-N 0.000 claims description 2
- VNKYTQGIUYNRMY-UHFFFAOYSA-N methoxypropane Chemical compound CCCOC VNKYTQGIUYNRMY-UHFFFAOYSA-N 0.000 claims description 2
- XCVNDBIXFPGMIW-UHFFFAOYSA-N n-ethylpropan-1-amine Chemical compound CCCNCC XCVNDBIXFPGMIW-UHFFFAOYSA-N 0.000 claims description 2
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 claims description 2
- 230000000295 complement effect Effects 0.000 claims 2
- 210000002196 fr. b Anatomy 0.000 claims 1
- 210000003918 fraction a Anatomy 0.000 claims 1
- 239000003498 natural gas condensate Substances 0.000 claims 1
- 230000008929 regeneration Effects 0.000 claims 1
- 238000011069 regeneration method Methods 0.000 claims 1
- 230000007797 corrosion Effects 0.000 description 16
- 239000000203 mixture Substances 0.000 description 14
- 230000002401 inhibitory effect Effects 0.000 description 12
- 239000003112 inhibitor Substances 0.000 description 10
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 7
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 6
- 238000001816 cooling Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 238000012856 packing Methods 0.000 description 5
- 238000009833 condensation Methods 0.000 description 4
- 230000005494 condensation Effects 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 229920006395 saturated elastomer Polymers 0.000 description 4
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 3
- 238000009835 boiling Methods 0.000 description 3
- 229910002092 carbon dioxide Inorganic materials 0.000 description 3
- 230000018044 dehydration Effects 0.000 description 3
- 238000006297 dehydration reaction Methods 0.000 description 3
- 150000004677 hydrates Chemical class 0.000 description 3
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 3
- 239000003507 refrigerant Substances 0.000 description 3
- 239000013078 crystal Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- 229940087646 methanolamine Drugs 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- -1 compounds hydrocarbon Chemical class 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000002808 molecular sieve Substances 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000000844 transformation Methods 0.000 description 1
- 239000012808 vapor phase Substances 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17D—PIPE-LINE SYSTEMS; PIPE-LINES
- F17D1/00—Pipe-line systems
- F17D1/02—Pipe-line systems for gases or vapours
- F17D1/04—Pipe-line systems for gases or vapours for distribution of gas
- F17D1/05—Preventing freezing
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH DRILLING; MINING
- E21B—EARTH DRILLING, e.g. DEEP DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B43/00—Methods or apparatus for obtaining oil, gas, water, soluble or meltable materials or a slurry of minerals from wells
- E21B43/34—Arrangements for separating materials produced by the well
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17D—PIPE-LINE SYSTEMS; PIPE-LINES
- F17D1/00—Pipe-line systems
- F17D1/005—Pipe-line systems for a two-phase gas-liquid flow
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Mining & Mineral Resources (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Fluid Mechanics (AREA)
- Environmental & Geological Engineering (AREA)
- Physics & Mathematics (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Pipeline Systems (AREA)
- Devices And Processes Conducted In The Presence Of Fluids And Solid Particles (AREA)
- Separation By Low-Temperature Treatments (AREA)
Abstract
Description
- La présente invention concerne un procédé et un dispositif pour la mise en oeuvre et la régénération d'additifs inhibiteurs de corrosion et/ou d'hydrates pour le transport et le traitement d'un gaz naturel.
- Dans le cas de production de gaz naturel en zone difficile, c'est-à-dire en mer, ou à terre dans des zones éloignées ou peu accessibles, les compagnies productrices cherchent à expédier le gaz, qui peut être produit sur différents puits et collecté, vers un site central de traitement et de conditionnement après un minimum de transformations et/ou traitement préalable, de manière à minimiser les coûts d'investissements et d'exploitation; ceci revient à réduire les opérations sur le site de production à ce qui est strictement nécessaire pour que le transport du gaz par gazoduc jusqu'au site de traitement puisse être opéré sans incident: en effet, certains constituants du gaz naturel, à savoir l'eau et les gaz acides (CO₂, H₂S), nécessitent des précautions particulières.
- L'eau étant présente dans le gisement, le gaz naturel est saturé en eau à la température de la production; au cours du transport, le gaz subit en général une baisse de température qui provoque une condensation d'une partie de l'eau, mais qui peut également dans certaines conditions provoquer la formation de cristaux d'hydrates, qui sont des composés d'inclusion des molécules d'hydrocarbures dans des structures cristallines formées par les molécules d'eau et qui se forment à une température nettement supérieure à 0 °C. Or la formation d'hydrates dans un gazoduc peut conduire à un bouchage et un arrêt de la production. Pour éviter cela, il est nécessaire, soit de déshydrater le gaz avant son transport, soit d'injecter dans le gaz un inhibiteur d'hydrates tel que le méthanol ou l'éthylèneglycol. Dans le premier cas, le gaz est en général traité dans une unité de lavage par le glycol pour ajuster le point de rosée eau à la valeur imposée pour le transport, ce dernier étant effectué en conditions monophasiques; dans le deuxième cas, l'inhibiteur est introduit dans le gaz juste après la tête de puits et le transport s'effectue au moins partiellement en conditions diphasiques.
- La plupart des gaz naturels contiennent en proportion plus ou moins importante des gaz acides, c'est-à-dire CO₂ et/ou H₂S. Ces composés ne peuvent en général pas être séparés sur le site de production et doivent être transportés avec le gaz. Or les gaz acides provoquent des corrosions dans les canalisations, surtout en présence d'eau. Il est donc nécessaire d'injecter dès la tête de puits des inhibiteurs de corrosion dans le gaz de façon à protéger les conduites, la corrosion pouvant provoquer à terme des ruptures de tuyauteries ou des fuites importantes de gaz. Ces inhibiteurs de corrosion sont injectés à l'état de traces, mais comme ce sont en général des produits onéreux, ils contribuent à accroître le coût de production du gaz.
- Arrivé au site de traitement, le gaz, qui peut provenir de plusieurs puits différents collectés sur un même gazoduc, est en général déshydraté pour obtenir un point de rosée eau plus bas que celui qui est nécessité par le transport; cette deuxième étape de déshydratation peut être effectuée dans la plupart des cas soit par une absorption de l'eau dans du glycol, soit par une adsorption de l'eau sur des tamis moléculaires; le procédé de déshydratation ainsi mis en oeuvre peut être différent de celui qui est utilisé sur le site de production pour assurer le point de rosée eau nécessaire au transport. Cette deuxième étape de déshydratation est indispensable si l'on veut pouvoir refroidir le gaz à une température relativement basse, qui peut être par exemple comprise entre -10 et -40 °C, dans le but d'en extraire les liquides de gaz naturel, c'est-à-dire les hydrocarbures autres que le méthane qui peuvent être délivrés liquides à la température ambiante. Dans ces conditions, les additifs qui ont été injectés pour le transport (inhibiteurs de formation d'hydrates et inhibiteurs de corrosion) sont absorbés au cours du traitement et ne sont pas recyclés.
- Il a été découvert que certains additifs (inhibiteurs de formation d'hydrates ou de corrosion) peuvent être récupérés et recyclés vers la tête de puits de production ce qui permet d'en réduire la consommation de façon très importante et ainsi de diminuer les coûts de production du gaz.
- Il a été également découvert que, lors du traitement qui est effectué sur le gaz au terminal après son transport, ces additifs jouent également un rôle positif, ce qui évite l'utilisation d'autres additifs.
- Le procédé selon l'invention correspond à une nouvelle mise en oeuvre de ces additifs anti-hydrates et/ou anti-corrosion qui permet leur recyclage.
- De manière générale, le procédé comprend les étapes suivantes:
- a) On contacte dans des conditions de mise en contact appropriées au moins une partie dudit gaz sortant d'au moins un puits de production dans au moins une zone de contact avec une phase liquide provenant au moins en partie d'un recyclage (étape e ci-dessous) et renfermant à la fois de l'eau et au moins un additif anti-hydrate, ledit additif étant un composé non-hydrocarbure, normalement liquide, autre que l'eau, ledit composé étant au moins partiellement miscible à l'eau et se vaporisant à l'état pur ou sous forme d'azéotrope à une température inférieure à la température de vaporisation de l'eau, de manière à obtenir une phase liquide aqueuse appauvrie en additif, par comparaison avec ladite phase liquide recyclée, et une phase gazeuse chargée d'additif.
- b) On transporte ladite phase gazeuse chargée d'additif dans une conduite vers au moins une zone d'échange thermique.
- c) On refroidit dans des conditions adéquates ladite phase gazeuse provenant de l'étape (b), dans la zone d'échange thermique de manière à la condenser partiellement et à obtenir un gaz non condensé, le condensat obtenu comprenant au moins une phase aqueuse, qui contient au moins une partie dudit additif.
- d) On sépare la phase aqueuse du gaz non condensé dans des conditions appropriées dans une zone de séparation et on soutire ledit gaz non condensé.
- e) On recycle la phase aqueuse à l'étape (a), en la transportant dans une autre conduite vers la zone de contact.
- Par composé "normalement liquide", on entend liquide dans les conditions normales de température et de pression.
- La proportion pondérale de solvant anti-hydrate dans l'eau est en général de 10 à 70 % et de préférence de 20 à 50 %.
- Selon un autre mode de mise en oeuvre de l'invention on peut introduire, avec l'additif anti-hydrate et l'eau au moins un additif anti-corrosion, non hydrocarbure au moins partiellement miscible avec l'eau ou dispersable dans l'eau et se vaporisant de préférence à une température d'ébullition inférieure à celle de l'eau ou formant avec l'eau un azéotrope dont la température d'ébullition est inférieure à celle de l'eau, de façon à pouvoir être entraîné par le gaz au cours de l'étape (a) du procédé.
- Selon ce mode, les proportions pondérales dans le mélange liquide aqueux sont habituellement les suivantes:
- de 0,1 à 5 % et de préférence de 0,3 à 1 % d'additif anti-corrosion.
- de 10 à 70 % et de préférence de 20 à 50 % d'additif anti-hydrate.
- de 29,9 à 89,9 % et de préférence de 49,7 à 79,7 % d'eau
- La proportion de phase liquide aqueuse introduite dans la zone de contact correspond en règle générale à 0,05 à 5 % en poids du débit massique de gaz à traiter et avantageusement de 0,1 à 1 %, l'étape de mise en contact s'effectuant en général à une température et à une pression correspondant sensiblement à celle des gaz sortant du puits de production, par exemple environ à 20 à 100°C sous 0,1 à 25 MPa.
- L'invention concerne aussi le dispositif utilisé pour le transport et le traitement d'un gaz naturel. Il comprend en règle générale les moyens suivants coopérant entre eux:
- au moins une enceinte (G1) de mise en contact sous pression et de préférence à contre-courant d'un gaz avec au moins un additif, ayant une première extrémité et une seconde extrémité, située avantageusement au-dessous de la première extrémité.
- des moyens (1) d'introduction dudit gaz connectés à des moyens (3,5) de transport et/ou à la seconde extrémité de l'enceinte.
- des moyens (4) d'introduction d'une phase liquide aqueuse, comprenant au moins un additif, reliée à des moyens de recyclage de ladite phase liquide et à la première extrémité de ladite enceinte.
- des moyens (2) d'évacuation d'une phase aqueuse liquide connectée à la seconde extrémité de l'enceinte.
- des moyens de transport (3,5) d'une phase gazeuse sous pression reliée à la première extrémité de l'enceinte (G1) et à des moyens E₁ d'échange thermique sous pression.
- des moyens (B₁) de séparation d'une phase aqueuse liquide du gaz non condensé et traité reliés aux moyens d'échange thermique.
- des moyens (10) de récupération du gaz non condensé et traité reliés aux moyens de séparation (B₁).
- des moyens (8) de soutirage de la phase aqueuse reliés aux moyens de séparation; et
- des moyens de recyclage (P₁,9,4) de la phase aqueuse reliés aux moyens de soutirage, comprenant une conduite connectée à la première extrémité de l'enceinte (G1).
- L'invention sera mieux comprise au vu des figures ci-dessous illustrant de manière schématique et non limitative des modes particuliers de réalisation du procédé, parmi lesquelles:
- La figure 1 montre le dispositif selon l'invention.
- La figure 2 illustre la présence de plusieurs zones de contact avec les additifs de l'invention.
- La figure 2 A montre un autre mode de réalisation avec des additifs anti-corrosion particuliers.
- La figure 3 représente un schéma de production opérant avec quatre puits et une plateforme centrale de traitement.
- La figure 4 montre un prétraitement de gaz à condensats; et
- La figure 5 montre une variante de prétraitement de ces gaz à condensats.
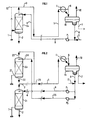
- Le principe du procédé selon l'invention est illustré par le schéma de la figure 1, appliqué à titre d'exemple à un gaz naturel renfermant du méthane, des hydrocarbures supérieurs associés, des gaz acides (dioxyde de carbone, hydrogène sulfuré) et saturé en eau dans les conditions de température et de pression de la production.
- Le gaz naturel sortant de la tête de puits de production arrive par le conduit 1, en fond d'une enceinte de mise en contact G1 de préférence sensiblement verticale. Il est mis en contact, dans la zone de contact G1 fonctionnant de préférence à contre-courant, avec un mélange constitué d'eau, d'au moins un solvant inhibiteur d'hydrate seul ou en mélange avec au moins un additif inhibiteur de corrosion et provenant du conduit 4. On évacue en tête, par le conduit 3, une phase gazeuse chargée de solvant et d'additif. En fond, on soutire par le conduit 2 une phase aqueuse substantiellement débarrassée de solvant et d'additif. La phase gazeuse de tête est transportée dans la conduite 3 sur une distance qui peut être de plusieurs kilomètres et arrive par le conduit 5 au terminal de réception où le gaz peut être traité avant son expédition dans le réseau commercial. Le gaz circulant dans la conduite 5 est refroidi jusqu'à la température basse nécessaire au traitement dans l'échangeur de chaleur E1 par un fluide frigorigène extérieur au procédé, ce qui provoque une condensation partielle; ce refroidissement ne provoque pas de phénomène de formation d'hydrate en raison de la présence du solvant inhibiteur dans le gaz en quantité suffisamment importante. Le mélange refroidi sortant de l'échangeur E1 par le conduit 6 est constitué d'un condensat comprenant une phase liquide aqueuse qui contient la plus grande partie de l'eau, du solvant et de l'additif qui se trouvaient dans le gaz sortant de la zone de contact G1 par le conduit 3, et d'une phase gazeuse dite pauvre appauvrie en hydrocarbures lourds. Ces deux phases sont séparées dans le ballon de décantation B1; le gaz pauvre, débarrassé de la plus grande partie de l'eau et des hydrocarbures lourds qu'il contenait à l'entrée dans le procédé dans le conduit 1, est soutiré par le conduit 10; la phase liquide aqueuse est soutirée par le conduit 8, additionnée éventuellement d'un appoint de solvant et d'additif circulant dans le conduit 11 pour compenser les pertes, reprise par la pompe P1 et renvoyée par le conduit 9 vers le site de production où elle arrive par le conduit 4 pour être recyclée.
- Si la proportion d'hydrocarbures plus lourds que le méthane est relativement importante, au cours du refroidissement, il se forme une phase hydrocarbure liquide. Dans ce cas illustré par la figure 1, cette phase hydrocarbure liquide est séparée de la phase aqueuse dans le ballon B1 et évacuée par le conduit 7.
- Dans l'ensemble du procédé décrit, les phénomènes de formation d'hydrates et de corrosion ne se produisent pas, du fait qu'ils sont inhibés par la présence du solvant anti-hydrate et de l'additif anti-corrosion qui protègent la totalité de l'installation. Un des avantages du procédé selon l'invention est que les additifs anti-hydrates et anti-corrosion qui sont utilisés sont efficaces sur l'ensemble de l'installation, c'est-à-dire la zone de contact G1 entre le gaz et les additifs sur le site de production, la conduite de transport qui permet d'acheminer le gaz de la zone de production jusqu'au terminal de réception et la zone de traitement au cours de laquelle le gaz naturel est séparé de l'eau et des hydrocarbures les plus lourds.
- Lorsqu'il se forme au cours de l'étape de refroidissement (c) une phase hydrocarbure liquide, elle est séparée de la phase aqueuse par décantation et évacuée.
- Du fait qu'il n'est pas nécessaire d'utiliser la totalité du gaz dans la zone de contact G1 pour faire passer en phase vapeur les additifs anti-hydrate et/ou anti-corrosion arrivant par le conduit 4, et comme il est indiqué sur la figure 1 en pointillé, une partie du gaz à transporter (conduit 12) peut être directement mélangée au gaz sortant de la zone de contact G1 par le conduit 3, sans avoir à traverser la zone de contact G1. De plus, le gaz naturel est en général produit par plusieurs puits. Dans ce cas il est possible de rassembler les effluents de plusieurs puits différents sur un seul procédé selon l'invention; pour cela, le gaz provenant de certains puits peut être introduit dans le procédé selon l'invention par le conduit 1, tandis que le gaz provenant des autres puits peut être introduit dans le procédé par le conduit 12.
- Dans le cas où du gaz naturel est produit par plusieurs puits distants les uns des autres, plusieurs zones de contact G1 peuvent être installées, chacune traitant la production d'un ou plusieurs puits, et la totalité de la production peut être envoyée par un réseau approprié de conduites vers un terminal de réception qui traitera l'ensemble de la production de gaz; dans ce cas, la phase liquide aqueuse recyclée soutirée par le conduit 8 est ensuite redistribuée aux différentes zones de contact G1; cette variante du procédé selon l'invention est illustrée par la figure 2; sur cette figure, les équipements qui sont les mêmes que ceux qui sont représentés sur la figure 1 sont désignés par les mêmes notations.
- Dans cet exemple, le gaz naturel est produit par deux sites principaux et il est supposé contenir du méthane, des hydrocarbures supérieurs associés et être saturé en eau dans les conditions de température et de pression de la production. Sur le premier site, le gaz naturel sortant d'une tête de puits de production est traité comme décrit ci-haut pour la figure 1. Sur le deuxième site, le gaz naturel sortant d'une autre tête de puits de production arrive par le conduit 21. Il est mis en contact, dans la zone de contact G2, avec un mélange constitué d'eau et de solvant inhibiteur d'hydrate provenant du conduit 24. On évacue en tête, par le conduit 23, une phase gazeuse chargée de solvant. En fond, on soutire par le conduit 22 une phase aqueuse substantiellement débarrassée de solvant. La phase gazeuse de tête est transportée dans la conduite 23 et elle est mélangée dans la conduite 25 au gaz provenant du premier site de production et circulant dans la conduite 3. La totalité du gaz est transportée sur une distance qui peut être de plusieurs kilomètres et arrive par le conduit 5 au terminal de réception où le gaz peut être traité avant son expédition dans le réseau commercial. Le gaz circulant dans la conduite 5 est refroidi jusqu'à la température basse nécessaire au traitement dans l'échangeur de chaleur E1 par un fluide frigorigène extérieur au procédé, ce qui provoque une condensation partielle; ce refroidissement ne provoque pas de phénomène de formation d'hydrate en raison de la présence du solvant inhibiteur dans le gaz en quantité suffisamment importante. Le mélange refroidi sortant de l'échangeur E1 par le conduit 6 est constitué d'une phase liquide aqueuse qui contient la plus grande partie de l'eau et du solvant qui se trouvaient d'une part dans le gaz sortant de la zone de contact G1 par le conduit 3 et d'autre part dans le gaz sortant de la zone de contact G2 par le conduit 23, d'une phase liquide d'hydrocarbures constituée des hydrocarbures les plus lourds du gaz et d'une phase gazeuse dite pauvre appauvrie en hydrocarbures lourds. Ces trois phases sont séparées dans le ballon de décantation B1; le gaz pauvre, débarrassé de la plus grande partie de l'eau et des hydrocarbures lourds qu'il contenait à l'entrée dans le procédé dans les conduits 1 et 21, est soutiré par le conduit 10; la phase liquide d'hydrocarbures est soutirée par le conduit 7; la phase liquide aqueuse est soutirée par le conduit 8, additionnée d'un appoint de solvant circulant dans le conduit 11 pour compenser les pertes et reprise d'une part par la pompe P1 et renvoyée par le conduit 9 vers le premier site de production où elle arrive par le conduit 4 pour être recyclée, et d'autre part par la pompe P2 et renvoyée par le conduit 26 vers le deuxième site de production où elle arrive par le conduit 24 pour être recyclée.
- Sur la figure 3 est représenté un exemple de schéma de production opérant avec quatre puits distants les uns des autres notés respectivement PS1, PS2, PS3 et PS4. Le gaz est acheminé par les conduites 100 à partir du puits PS1, 200 à partir du puits PS2, 300 à partir du puits PS3, 400 à partir du puits PS4 jusqu'à une plateforme centrale de traitement PTC. Sur cette plateforme centrale de traitement PTC, le gaz est refroidi de manière à obtenir une phase aqueuse et un gaz partiellement déshydraté, dont le point de rosée eau respecte la spécification de transport qui lui impose une valeur, par exemple inférieure ou égale à -10 °C. Le gaz ainsi obtenu est comprimé par un compresseur placé sur la plateforme PTC et évacué par la conduite 500.
- La phase aqueuse est renvoyée vers les puits de production PS1, PS2, PS3 et PS4 par les pompes qui renvoient par les conduites 101, 201, 301 et 401 des débits de phase aqueuse proportionnels aux débits de gaz acheminés par les conduites 100, 200, 300 et 400. Au niveau de chaque puits de production se situe un contacteur qui permet de charger en additif le gaz produit et d'évacuer une phase aqueuse substantiellement débarrassée de l'additif qu'elle contenait au départ.
- Sur la plateforme PTC, une réserve d'additif, renouvelée périodiquement, permet par un appoint régulier de compenser les pertes d'additif.
- Dans de nombreux cas, le gaz naturel est produit accompagné de condensats d'hydrocarbures, c'est-à-dire que l'effluent de sortie de puits est constitué d'une phase gazeuse et d'une fraction de liquides, composée des hydrocarbures les plus lourds; dans la plupart des cas, une phase liquide aqueuse est également présente en sortie de puits. Dans ce cas de production de gaz à condensats, le schéma du procédé selon l'invention, pour ce qui concerne la partie située sur le site de production, peut être légèrement différente pour prendre en compte la phase liquide d'hydrocarbures; cette variante est illustrée par la figure 4: le gaz à condensats sortant de la tête de puits de production arrive par le conduit 1 et entre dans la partie supérieure d'un ballon séparateur B2 dans lequel sont séparées les 3 phases en présence: la phase aqueuse, constituée d'eau de gisement, est soutirée par le conduit 30; la phase liquide d'hydrocarbures est soutirée par le conduit 32, reprise par la pompe P3 et évacuée par le conduit 33; la phase gazeuse est soutirée par le conduit 31 et mise en contact, dans la zone de contact G1, avec un mélange constitué d'eau, de solvant et d'additifs et provenant du conduit 4. On évacue en tête, par le conduit 3, une phase gazeuse chargée de solvant et d'additifs. En fond, on soutire par le conduit 2 une phase aqueuse substantiellement débarrassée de solvant et d'additifs. La phase gazeuse de tête est transportée dans la conduite 3 vers le terminal de réception. Les condensats qui circulent dans la conduite 33 peuvent être soit transportés par une conduite indépendante vers un terminal de réception, soit mélangés par une ligne 34 au gaz circulant dans la conduite 3, auquel cas le transport vers le terminal de réception dans ces conditions s'effectue en régime diphasique, soit en partie transportés vers le terminal et en partie mélangés à la conduite 3.
- Une variante du cas de la production de gaz à condensats est illustrée par la figure 5: dans ce cas, le ballon séparateur B2 et la zone de contact G1 sont intégrés dans un seul équipement dans le but de gagner en compacité, critère qui est particulièrement intéressant dans le cas de production en mer. Le gaz à condensats sortant de la tête de puits de production arrive par le conduit 1 et entre dans le ballon séparateur B2 dans lequel sont séparées la phase liquide d'hydrocarbure, une phase aqueuse constituée d'eau de gisement et d'eau provenant de la zone de contact G1 en relation directe avec la partie supérieure du séparateur B₂ et une phase gazeuse qui est mise en contact à contre-courant, dans la zone de contact G1, avec un mélange constitué d'eau, de solvant et d'additifs et provenant du conduit 4. On évacue en tête, par le conduit 3, une phase gazeuse chargée de solvant et d'additifs qui est transportée vers le terminal de réception. En fond, la phase aqueuse substantiellement débarrassée de solvant et d'additifs est mélangée à la phase aqueuse d'eau de gisement, décantée et soutirée par le conduit 2. La phase liquide d'hydrocarbure est soutirée du ballon B2 par le conduit 32, reprise par la pompe P3 et évacuée par le conduit 33; cette phase peut être soit transportée par une conduite indépendante vers un terminal de réception, soit mélangée au gaz circulant dans la conduite 3, auquel cas le transport dans ces conditions s'effectue en régime diphasique.
- Cette variante permet de faire jouer au garnissage G1 un double rôle: d'une part il permet de réaliser le contact entre la phase aqueuse arrivant par la conduite 4 et le gaz arrivant par la conduite 1; d'autre part il permet d'arrêter les gouttelettes liquides entraînées par le gaz et d'améliorer ainsi la séparation entre phases.
- L'installation schématisée sur la figure 5 peut être réalisée à terre, sur une plateforme en mer, ou sous la mer.
- Dans le cas d'une installation sous-marine, différents cas de figure peuvent être envisagés. Si le gaz ne contient pas de condensat d'hydrocarbures à la sortie du puits, l'eau évacuée par la conduite 2 peut être envoyée directement dans la mer à condition d'avoir été suffisamment épurée en additif dans la colonne de contact G1. Le gaz est alors transporté par une conduite sous-marine en conditions monophasiques.
- Si le gaz contient un condensat d'hydrocarbures à la sortie du puits, après séparation, ce condensat est de préférence remélangé avec le gaz de manière à effectuer un transport simultané en conditions diphasiques ce qui permet de transporter les deux phases dans une seule conduite. Il peut être nécessaire de remonter le niveau de pression avant le transport, ce qui peut être effectué, soit après mélange, par une pompe ou un compresseur diphasique, soit après mélange en faisant passer le gaz dans un compresseur et le condensat dans une pompe.
- Le solvant anti-hydrate peut être avantageusement par exemple le méthanol. Il peut être également choisi par exemple parmi les solvant suivants: méthylpropyléther, éthylpropyléther, dipropyléther, méthyltertiobutyléther, diméthoxyméthane, diméthoxyéthane, éthanol, méthoxyéthanol, propanol, utilisés seuls ou en mélange.
- L'additif anti-corrosion peut être choisi de préférence parmi les composés organiques de la famille chimique des amines, tels que la diéthylamine, la propylamine, la butylamine, la triéthylamine, la dipropylamine, l'éthylpropylamine, l'éthanolamine, la cyclohexylamine, la morpholine pyrridique, l'éthylènediamine, utilisés seuls ou en mélange.
- Dans le cas où l'additif inhibiteur de corrosion est dispersable dans l'eau et si sa température d'ébullition est supérieure à celle de l'eau, ledit additif peut être récupéré et recyclé comme le montre le schéma de la figure 2 A: selon ce schéma, le gaz naturel sortant de la tête de puits de production arrive par le conduit 1. Il est mis en contact, dans la zone de contact G1, avec un mélange constitué d'eau, de solvant inhibiteur d'hydrate et d'additif inhibiteur de corrosion et provenant du conduit 4. On évacue en tête, par le conduit 3, une phase gazeuse chargée essentiellement de solvant. La phase aqueuse substantiellement débarrassée de solvant, mais contenant encore la majorité de l'additif inhibiteur de corrosion qui n'a pas été entraîné par le gaz sort de la zone de contact G1 par le conduit 2, et entre dans le séparateur S1 dans lequel l'eau est séparée de l'additif inhibiteur de corrosion; l'eau, pratiquement totalement débarrassée de solvant et d'additif inhibiteur de corrosion, sort de S1 par le conduit 40; l'additif inhibiteur de corrosion sort de S1 par le conduit 41, est repris par la pompe P4 et envoyé par le conduit 42 dans le conduit 3 afin d'être remélangé au gaz provenant de la zone de contact G1 et circulant dans le conduit 3 pour inhiber la corrosion durant le transport du gaz jusqu'au terminal de traitement. Le séparateur S1 peut être de différents types tels que par exemple coalesceur, décanteur, extracteur, distillateur, centrifugeuse.
- Au terminal de traitement, la température de réfrigération nécessaire à l'extraction des hydrocarbures les plus lourds du gaz est fonction de la pression du gaz et du taux de récupération désiré; elle peut être par exemple comprise entre +10 et -60 °C et de préférence entre -10 et -40 °C pour une pression de gaz comprise par exemple entre 0,1 et 25 MPa et de préférence entre 0,2 et 10 MPa. Cette réfrigération peut être assurée soit par un cycle de réfrigération externe, soit par d'autres moyens tels que par exemple la détente du gaz dans une turbine ou une vanne de détente.
- Le gaz déshydraté sortant de l'étape de refroidissement (c) peut faire l'objet d'un traitement complémentaire. Il peut être nécessaire en particulier d'éliminer au moins en partie les gaz acides qu'il contient. Dans ce cas, il est avantageux d'utiliser le même solvant que celui qui est utilisé pour inhiber la formation d'hydrates, par exemple le méthanol, à basse température en effectuant un lavage du gaz à contre-courant dans une colonne à garnissage ou à plateaux. Le solvant sortant de cette zone de lavage peut être alors régénéré par abaissement de pression et/ou chauffage et recyclé. Le gaz déshydraté et désacidifié au moins en partie est soutiré.
- Différents équipements connus de l'homme de l'art peuvent être utilisés pour réaliser les différentes étapes du procédé.
- En particulier, la zone de contact utilisée au cours de l'étape (a) peut être réalisée au moyen d'une colonne à plateaux ou d'une colonne à garnissage. Différents garnissages peuvent être employés, en particulier des garnissages dits "structurés" qui sont disposés de manière régulière dans la zone de contact. On pourra aussi utiliser des garnissages formés de tissus métalliques assemblés sous forme de tampons cylindriques d'un diamètre égal au diamètre interne de la colonne de contact.
- Tout autre dispositif connu de l'homme de l'art permettant de réaliser un tel contact entre la phase liquide et la phase gazeuse peut être également utilisé. Un tel dispositif peut être par exemple constitué par un contacteur centrifuge dans lequel l'écoulement à contre-courant des deux phases s'effectue sous l'effet non plus de la gravité mais sous l'effet d'une force centrifuge, en vue de réaliser un dispositif de contact d'un volume réduit.
- Le procédé selon l'invention peut être illustré par l'exemple suivant:
- Dans cet exemple, on procède selon le schéma de la figure 1. Un gaz naturel est produit sur un site, il entre dans le procédé selon l'invention par le conduit 1. Sa pression est de 7,5 MPa (abs) et sa température est de 40 °C; sa composition est donnée sur le tableau 1 et il est saturé en eau. Son débit est de 123 tonnes/h, ce qui correspond à 3,5 MNm³/jour.

- Il est mis en contact, dans la zone de contact G1, avec 245 kg/h d'un mélange constitué d'eau, de 49,2 % poids de méthanol en tant que solvant inhibiteur d'hydrates et 0,5 % poids de triéthylamine en tant qu'additif inhibiteur de corrosion et provenant du conduit 4. On évacue en tête, par le conduit 3, une phase gazeuse chargée de méthanol et triéthylamine. En fond, on soutire par le conduit 2 d'une phase aqueuse d'un débit de 121 kg/h et contenant moins de 0,1 % poids de méthanol et une quantité non détectable de triéthylamine. La phase gazeuse de tête est transportée dans la conduite 3 qui est un gazoduc sous-marin de 0,25 m de diamètre sur une distance de 11,2 km et arrive par le conduit 5 au terminal de réception où sa pression est de 6,95 Mpa du fait de la perte de charge dans le gazoduc. Le gaz est refroidi jusqu'à une température de -15 °C dans l'échangeur de chaleur E1 par un fluide frigorigène extérieur au procédé; ce refroidissement provoque une condensation partielle du gaz. Le mélange refroidi sortant de l'échangeur E1 par le conduit 6 est constitué du gaz non condensé et d'une part de 226 kg/h d'une phase liquide aqueuse d'un mélange d'eau, de méthanol et de triéthylamine, d'autre part de 410 kg/h d'une phase liquide hydrocarbure. Ces trois phases sont séparées dans le ballon de décantation B1 à une pression sensiblement égale à la pression de réception au terminal; le gaz non condensé est soutiré par le conduit 10; la phase liquide d'hydrocarbure est soutirée par le conduit 8, additionnée d'un appoint constitué de 19 kg/h de méthanol et de 0,02 kg/h de triéthylamine et circulant dans le conduit 11, reprise par la pompe P1 et renvoyée sous une pression de 8,0 MPa par le conduit 9 disposé le long du gazoduc sous-marin vers le site de production où elle arrive par le conduit 4 pour être recyclée.
Claims (22)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9000757A FR2657416B1 (fr) | 1990-01-23 | 1990-01-23 | Procede et dispositif pour le transport et le traitement d'un gaz naturel. |
| FR9000757 | 1990-01-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0442767A1 true EP0442767A1 (fr) | 1991-08-21 |
| EP0442767B1 EP0442767B1 (fr) | 1994-07-20 |
Family
ID=9393030
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91400092A Expired - Lifetime EP0442767B1 (fr) | 1990-01-23 | 1991-01-16 | Procédé et dispositif pour le traitement d'un gaz naturel |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5127231A (fr) |
| EP (1) | EP0442767B1 (fr) |
| JP (1) | JP3074394B2 (fr) |
| AU (1) | AU640988B2 (fr) |
| CA (1) | CA2034806C (fr) |
| DE (1) | DE69102899T2 (fr) |
| FR (1) | FR2657416B1 (fr) |
| MY (1) | MY106171A (fr) |
| NO (1) | NO176534C (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1994024413A1 (fr) * | 1993-04-08 | 1994-10-27 | Bp Chemicals Limited | Procede d'inhibition de la formation de solides et melanges utilises dans ce procede |
| FR2735211A1 (fr) * | 1995-06-06 | 1996-12-13 | Inst Francais Du Petrole | Procede de transport d'un fluide tel un gaz sec, susceptible de former des hydrates |
| FR2735210A1 (fr) * | 1995-06-06 | 1996-12-13 | Inst Francais Du Petrole | Procede de recyclage d'un additif dispersant utilise pour le transport d'un gaz a condensat ou d'un petrole avec gaz associe en presence d'hydrates |
| WO2001038695A2 (fr) * | 1999-11-24 | 2001-05-31 | Shell Oil Company | Procede de recuperation de composes tensio-actifs hydrosolubles |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2691503B1 (fr) * | 1992-05-20 | 1997-07-25 | Inst Francais Du Petrole | Procede pour le traitement et le transport d'un gaz naturel sortant d'un puits de gaz. |
| US5420370A (en) * | 1992-11-20 | 1995-05-30 | Colorado School Of Mines | Method for controlling clathrate hydrates in fluid systems |
| US5639925A (en) * | 1992-11-20 | 1997-06-17 | Colorado School Of Mines | Additives and method for controlling clathrate hydrates in fluid systems |
| US5432292A (en) * | 1992-11-20 | 1995-07-11 | Colorado School Of Mines | Method for controlling clathrate hydrates in fluid systems |
| US5460728A (en) * | 1993-12-21 | 1995-10-24 | Shell Oil Company | Method for inhibiting the plugging of conduits by gas hydrates |
| US5648575A (en) * | 1995-01-10 | 1997-07-15 | Shell Oil Company | Method for inhibiting the plugging of conduits by gas hydrates |
| AR001674A1 (es) * | 1995-04-25 | 1997-11-26 | Shell Int Research | Método para inhibir la obstrucción de conductos por hidrato de gas |
| DE19709373A1 (de) † | 1997-03-07 | 1998-09-10 | Manfred Veenker | Leitung für gefährdende Fluide und Verfahren zu deren Herstellung |
| US5853458A (en) * | 1997-04-28 | 1998-12-29 | Gavlin Associates, Inc | Glycol solvents and method thereof |
| GB2366802B (en) * | 1997-06-17 | 2002-07-03 | Inst Francais Du Petrole | Process for degasolining a gas containing condensable hydrocarbons |
| FR2764609B1 (fr) * | 1997-06-17 | 2000-02-11 | Inst Francais Du Petrole | Procede de degazolinage d'un gaz contenant des hydrocarbures condensables |
| US6153100A (en) * | 1998-12-30 | 2000-11-28 | Phillips Petroleum Company | Removing iron salts from NGL streams |
| US6177597B1 (en) * | 1999-07-06 | 2001-01-23 | Gavlin Associates, Inc. | Glycol solvents and process |
| BR0211802B1 (pt) * | 2001-08-15 | 2013-09-24 | composições e métodos de diminuição do nível de sulfeto do ferro numa conduta | |
| US6688324B2 (en) | 2002-01-08 | 2004-02-10 | Cooper Cameron Corporation | Valve for hydrate forming environments |
| US7452390B1 (en) | 2002-10-23 | 2008-11-18 | Saudi Arabian Oil Company | Controlled superheating of natural gas for transmission |
| CA2602384A1 (fr) * | 2005-04-07 | 2006-10-19 | Exxonmobil Upstream Research Company | Recuperation d'inhibiteur d'hydrate cinetique |
| US7875103B2 (en) * | 2006-04-26 | 2011-01-25 | Mueller Environmental Designs, Inc. | Sub-micron viscous impingement particle collection and hydraulic removal system |
| GB2447027A (en) * | 2006-09-21 | 2008-09-03 | Statoil Asa | Prevention of solid gas hydrate build-up |
| JP2008255364A (ja) * | 2008-06-19 | 2008-10-23 | Japan Energy Corp | 自動車用液化石油ガス組成物 |
| FR2939694B1 (fr) * | 2008-12-16 | 2010-12-17 | Inst Francais Du Petrole | Procede de deshydratation partielle d'un gaz par absorption sur un solvant regenerable par demixtion a temperature ambiante |
| US20110259794A1 (en) * | 2010-04-23 | 2011-10-27 | Chevron U.S.A. Inc. | Removing chlathrate inhibitors from contaminated petroleum streams |
| US9950293B2 (en) | 2011-07-01 | 2018-04-24 | Statoil Petroleum As | Method and system for lowering the water dew point of a hydrocarbon fluid stream subsea |
| US8940067B2 (en) | 2011-09-30 | 2015-01-27 | Mueller Environmental Designs, Inc. | Swirl helical elements for a viscous impingement particle collection and hydraulic removal system |
| WO2014079515A1 (fr) | 2012-11-26 | 2014-05-30 | Statoil Petroleum As | Déshydratation de gaz et inhibition d'hydrate de liquide combinées à partir d'un flux de puits |
| GB2526604B (en) | 2014-05-29 | 2020-10-07 | Equinor Energy As | Compact hydrocarbon wellstream processing |
| US9334722B1 (en) * | 2015-11-18 | 2016-05-10 | Mubarak Shater M. Taher | Dynamic oil and natural gas grid production system |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1560665A (fr) * | 1967-02-24 | 1969-03-21 | ||
| US4132535A (en) * | 1976-11-17 | 1979-01-02 | Western Chemical Company | Process for injecting liquid in moving natural gas streams |
| US4416333A (en) * | 1982-04-20 | 1983-11-22 | Shell Oil Company | Corrosion inhibiting process for a remotely located deep corrosive gas well |
| EP0178962A1 (fr) * | 1984-09-07 | 1986-04-23 | Institut Français du Pétrole | Procédé et dispositif de compression et de transport d'un gaz contenant une fraction liquide |
| FR2618876A1 (fr) * | 1987-07-30 | 1989-02-03 | Inst Francais Du Petrole | Procede de traitement et de transport d'un gaz contenant du methane et de l'eau |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3330124A (en) * | 1963-07-05 | 1967-07-11 | Lummus Co | Process for removal of water from light hydrocarbon fluid mixtures by distillation |
| US3262278A (en) * | 1963-08-19 | 1966-07-26 | Exxon Research Engineering Co | Increased ethylene recovery by ethane addition |
| US3899312A (en) * | 1969-08-21 | 1975-08-12 | Linde Ag | Extraction of odorizing sulfur compounds from natural gas and reodorization therewith |
| US3925047A (en) * | 1970-12-24 | 1975-12-09 | Phillips Petroleum Co | Removal of moisture from a natural gas stream by contacting with a liquid desiccant-antifreeze agent and subsequently chilling |
-
1990
- 1990-01-23 FR FR9000757A patent/FR2657416B1/fr not_active Expired - Lifetime
-
1991
- 1991-01-16 DE DE69102899T patent/DE69102899T2/de not_active Expired - Fee Related
- 1991-01-16 EP EP91400092A patent/EP0442767B1/fr not_active Expired - Lifetime
- 1991-01-21 NO NO910225A patent/NO176534C/no not_active IP Right Cessation
- 1991-01-22 MY MYPI91000096A patent/MY106171A/en unknown
- 1991-01-22 US US07/643,620 patent/US5127231A/en not_active Expired - Lifetime
- 1991-01-23 JP JP03006275A patent/JP3074394B2/ja not_active Expired - Fee Related
- 1991-01-23 CA CA002034806A patent/CA2034806C/fr not_active Expired - Lifetime
- 1991-02-12 AU AU70949/91A patent/AU640988B2/en not_active Expired
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1560665A (fr) * | 1967-02-24 | 1969-03-21 | ||
| US4132535A (en) * | 1976-11-17 | 1979-01-02 | Western Chemical Company | Process for injecting liquid in moving natural gas streams |
| US4416333A (en) * | 1982-04-20 | 1983-11-22 | Shell Oil Company | Corrosion inhibiting process for a remotely located deep corrosive gas well |
| EP0178962A1 (fr) * | 1984-09-07 | 1986-04-23 | Institut Français du Pétrole | Procédé et dispositif de compression et de transport d'un gaz contenant une fraction liquide |
| FR2618876A1 (fr) * | 1987-07-30 | 1989-02-03 | Inst Francais Du Petrole | Procede de traitement et de transport d'un gaz contenant du methane et de l'eau |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1994024413A1 (fr) * | 1993-04-08 | 1994-10-27 | Bp Chemicals Limited | Procede d'inhibition de la formation de solides et melanges utilises dans ce procede |
| FR2735211A1 (fr) * | 1995-06-06 | 1996-12-13 | Inst Francais Du Petrole | Procede de transport d'un fluide tel un gaz sec, susceptible de former des hydrates |
| FR2735210A1 (fr) * | 1995-06-06 | 1996-12-13 | Inst Francais Du Petrole | Procede de recyclage d'un additif dispersant utilise pour le transport d'un gaz a condensat ou d'un petrole avec gaz associe en presence d'hydrates |
| US5816280A (en) * | 1995-06-06 | 1998-10-06 | Institut Francais Du Petrole | Process for transporting a fluid such as a dry gas likely to form hydrates |
| US5877361A (en) * | 1995-06-06 | 1999-03-02 | Institute Francais Du Petrole | Process for recycling a dispersing additive used for the transportation of a condensate gas or of an oil with associated gas in the presence of hydrates |
| WO2001038695A2 (fr) * | 1999-11-24 | 2001-05-31 | Shell Oil Company | Procede de recuperation de composes tensio-actifs hydrosolubles |
| WO2001038695A3 (fr) * | 1999-11-24 | 2001-12-20 | Shell Oil Co | Procede de recuperation de composes tensio-actifs hydrosolubles |
Also Published As
| Publication number | Publication date |
|---|---|
| NO910225D0 (no) | 1991-01-21 |
| FR2657416B1 (fr) | 1994-02-11 |
| NO176534B (no) | 1995-01-09 |
| FR2657416A1 (fr) | 1991-07-26 |
| CA2034806A1 (fr) | 1991-07-24 |
| CA2034806C (fr) | 2002-03-19 |
| AU640988B2 (en) | 1993-09-09 |
| JP3074394B2 (ja) | 2000-08-07 |
| AU7094991A (en) | 1991-08-15 |
| JPH0586379A (ja) | 1993-04-06 |
| DE69102899D1 (de) | 1994-08-25 |
| MY106171A (en) | 1995-03-31 |
| EP0442767B1 (fr) | 1994-07-20 |
| DE69102899T2 (de) | 1994-11-17 |
| NO176534C (no) | 1995-04-19 |
| NO910225L (no) | 1991-07-24 |
| US5127231A (en) | 1992-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0442767B1 (fr) | Procédé et dispositif pour le traitement d'un gaz naturel | |
| EP0571257B1 (fr) | Procédé pour le traitement et le transport d'un gaz naturel sortant d'un puits de gaz | |
| CA2239758C (fr) | Procede de degazolinage d'un gaz contenant des hydrocarbures condensables | |
| EP0770667B1 (fr) | Procédé de séchage de gaz au glycol incluant la purification des rejets gazeux | |
| EP0783031B1 (fr) | Procédé de déshydratation, de désacidification et de dégazolinage d'un gaz naturel, utilisant un mélange de solvants | |
| CN104812876B (zh) | 自井流的结合的气体脱水和液体抑制 | |
| CA2207983C (fr) | Procede et dispositif de traitement d'un gaz contenant de l'eau tel qu'un gaz naturel | |
| EP0848982B1 (fr) | Procédé et dispositif de traitement d'un gaz par refrigeration et mise en contact avec un solvant | |
| FR2605241A1 (fr) | Procede integre de traitement d'un gaz humide renfermant du methane dans le but d'en eliminer l'eau | |
| FR2814378A1 (fr) | Procede de pretraitement d'un gaz naturel contenant des gaz acides | |
| FR2814379A1 (fr) | Procede de desacidification d'un gaz par absorption dans un solvant avec un controle de la temperature | |
| EP1408102B1 (fr) | Procédé de desacidification d'un gaz naturel | |
| FR2760653A1 (fr) | Procede de desacidification avec production de gaz acides en phase liquide | |
| FR2618876A1 (fr) | Procede de traitement et de transport d'un gaz contenant du methane et de l'eau | |
| EP0835921B1 (fr) | Procédé de déshydratation et de dégazolinage d'un gaz, comportant un étage de refroidissement préliminaire | |
| EP0768106B1 (fr) | Procédé de fractionnement d'un fluide contenant plusieurs constituants séparables, tel qu'un gaz naturel | |
| FR2914684A1 (fr) | Procede de recyclage d'agents retardateurs de formation d'hydrates |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19920103 |
|
| 17Q | First examination report despatched |
Effective date: 19930506 |
|
| ITF | It: translation for a ep patent filed |
Owner name: DE DOMINICIS & MAYER S.R.L. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT NL |
|
| REF | Corresponds to: |
Ref document number: 69102899 Country of ref document: DE Date of ref document: 19940825 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940819 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030205 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050116 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20090127 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090122 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20100801 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100116 |