EP0343496B1 - Conductive composite filament and process for producing the same - Google Patents
Conductive composite filament and process for producing the same Download PDFInfo
- Publication number
- EP0343496B1 EP0343496B1 EP19890108861 EP89108861A EP0343496B1 EP 0343496 B1 EP0343496 B1 EP 0343496B1 EP 19890108861 EP19890108861 EP 19890108861 EP 89108861 A EP89108861 A EP 89108861A EP 0343496 B1 EP0343496 B1 EP 0343496B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filament
- conductive
- core
- composite
- composite filament
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/12—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyamide as constituent
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/09—Addition of substances to the spinning solution or to the melt for making electroconductive or anti-static filaments
Definitions
- This invention relates to a composite filament having excellent antistatic properties, and more particularly to a white, highly oriented, undrawn, conductive filament having excellent filament properties and antistatic properties which are durable when the clothing made thereof is placed in actual service of being worn.
- the present invention relates to a white, sheath-core composite filament having excellent antistatic properties, which comprises a sheath component of a fiber-forming thermoplastic polymer (A) selected from polyethylene terephthalate and polybutylene terephthalate and a core component of a thermoplastic polyamide (B) containing a compound comprising a conductive material which comprises a metal oxide(s).
- A fiber-forming thermoplastic polymer
- B thermoplastic polyamide
- Addition in an amount of only 0.01 to 10% by weight of this composite filament to a usual nonconductive fiber can provide the fabrics containing them with excellent antistatic properties, which do not deteriorate even after being worn for one year.
- conductive filaments have been proposed as having excellent antistatic properties.
- a conductive filament comprising a conductive component which comprises a polymer containing a conductive carbon black mixed therein and a protective component which comprises a fiber-forming polymer.
- Conductive filaments utilizing a white or colorless conductive metal oxide have recently been proposed to eliminate the above disadvantage.
- Japanese Patent Application Laid-Open No. 6762/1982, Japanese Patent Publication No. 29526/1987 and GB-A-2 077 182 proposed a process of preparing a conductive composite filament comprising a mixture (conductive layer) of a conductive metal oxide and a thermoplastic resin and a fiber-forming thermoplastic polymer, said process comprising first preparing a composite filament as spun and drawing it and then further heat-treating the drawn filament to thereby restore the conductive layer.
- thermoplastic resin is used as a binder for a conductive metal oxide
- the obtained conductive layer is broken at the drawing process and as such the drawn filament cannot act as a conductive filament.
- Heat treatment is thus necessary when a thermoplastic resin, particularly a thermoplastic resin having high crystallinity, is used as the protective component for a conductive metal oxide.
- the process of the above patents however has a drawback of low productivity due to the presence of the heat treatment process after the heat drawing; and further the composite filament obtained by the process has a large drawback of insufficient durability when an article of clothing made thereof is actually worn.
- the "durability" of a composite filament herein is judged by whether the antistatic properties are still exhibited or not after a fabric comprising the conductive filament to be evaluated woven thereinto in an amount of 0.1 to 10% by weight has actually been worn for about 1 year.
- the standard of upper limit of the static charge specified in "Recommended Practice for Protection against Hazards Arising out of Electricity” in “Technical Recommendations” issued by Research Institute of Industrial Safety of Labor Ministry is 7 ⁇ Coulomb/m2. This standard for the durability has not been cleared by conventional white or colorless conductive composite filaments.
- thermoplastic polymer of for example polyethylene cannot give a conductive filament having a sufficient durability and that a fabric comprising such filament is hence not suited for use in work wears used for dangerous jobs.
- a crystalline thermoplastic resin is used as the thermoplastic polymer
- the obtained conductive composite filament just after being produced has an electric resistance of less than 9 x 1010 ⁇ /cm ⁇ filament which satisfies the static charge standard for fabrics.
- the filament however has a poor durability, and the fabric obtained therefrom hence has low antistatic properties and is difficult to put in practical use.
- the present inventors have made a detailed study to obtain a conductive filament without above drawbacks, and, particularly, have intensively studied the relationship between the filament structure and the antistatic properties and the durability thereof, and found a composite filament having excellent anti static properties and durability to accomplish the invention.
- the present invention provides a highly oriented, undrawn, conductive, composite filament which is a sheath-core composite filament comprising a sheath of a fiber-forming thermoplastic polymer (A) selected from polyethylene terephthalate and polybutylene terephthalate and a core of a composition (B) comprising a conductive material which comprises a conductive metal oxide(s) and a thermoplastic polymer, and maintaining a critical elongation of at least 5% and a shrinkage in hot water at 100°C of not higher than 20%, said thermoplastic polymer for the core being a polyamide, said core having an electric resistance at a D.C. voltage of 1 kV of less than 9 x 1010 ⁇ /cm ⁇ filament.
- antistatic properties means a function of eliminating the static charge from a charged article by a non-contacting process. While a composite filament having a core resistance of less than 1011 ⁇ /cm ⁇ filament can form a nonuniform electric field to thereby eliminate static charge by corona discharging, one having a core resistance of at least 1011 ⁇ /cm ⁇ filament cannot eliminate static charge by corona discharging and hence does not exhibit effective antistatic properties.
- the present inventors have intensively studied the relationship between the critical elongation and the constituents of a filament and the durability of antistatic properties of a fabric comprising the filament.
- the "critical elongation” herein means an elongation reached in the course of extending a filament at which the core resistance exceeds 1 x 1011 ⁇ /cm ⁇ filament at a D.C. voltage of 1 kV, that is, an elongation at which the filament loses its antistatic properties.
- the critical elongation varies from 0 to 15% in the case of white, conductive, composite filaments. It has been found, surprisingly, that a conductive composite filament with a critical elongation maintained at and above 5% can have a sufficient durability of antistatic properties.
- the present inventors have pursued how to make a white or colorless composite filament containing a conductive metal oxide(s) have a critical elongation of at least 5%, and found that such filament can be obtained when the fiber-forming thermoplastic polymer (A) is selected from polyethylene terephthalate and polyethylene terephthalate, a polyamide is employed as the thermoplastic polymer for the core component and the moisture content of the core component at the spinning is in a specific range.
- FIG. 1 is a graph showing the relationship between the elongation and the electric resistance (resistance of filament core) when the moisture content of the core component is (I) 90 ppm, (II) 200 ppm, (III) 800 ppm, (IV) 1,100 ppm or (V) 1,300 ppm respectively.
- the moisture content is out of the range of from 100 to 1 ,200 ppm, that is, in the cases of (I) and (V)
- the filament is elongated by at least 5% in the processing or in the actual service, i.e. in the region of elongation exceeding 5%, the core resistance will not fall below 1 x 1011 ⁇ /cm ⁇ filament which can eliminate static charge by corona discharging.
- the core resistance is of an order of 1 x 1010 ⁇ /cm ⁇ filament thereby being capable of eliminating static charge by corona discharging. Further in the case of (III), the core resistance remains below 1010 ⁇ /cm ⁇ filament even when the filament is subjected to elongation of 15% and thus has excellent durability.
- FIG. 1 further shows that there is a large difference between the core resistance of filaments utilizing white conductive particles and that of conventional ones utilizing carbon black as the conductive material. From the FIGURE it will be understood that a filament utilizing a white particulate conductive material has a conducting structure markedly unstable than that of a carbon-black conductive filament. The present invention has made it clear that the former can exhibit antistatic properties applicable to practice only within a limited region inside the unstable region, i.e. within a limited region of the moisture content of the core component.
- the present inventors have succeeded in markedly improving the durability of the antistatic properties of a white conductive filament by providing the filament with a core resistance at a D.C. voltage of less than 1 kV of 9 x 1010 ⁇ /cm ⁇ filament and a critical elongation of at least 5%.
- the thermoplastic polymer constituting the core component must be a polyamide. It has been found that polyamides, e.g. nylon 6 give higher conductive characteristics than those obtained by polyethylene, which is generally employed.
- polyamides are the most suited. This is because that: since polyamides have appropriate polar groups, they are good in compatibility and adhesiveness with metal oxides and hence their fluidity does not decrease so much when a metal oxide(s) is incorporated in them in a high concentration, so that they have both high conducting property and good fluidity. Furthermore, perhaps because of a firm adhesion between the metal oxide and polyamides, the obtained conductive polymer has very high mechanical properties.
- polyesters incorporating a metal oxide kneaded thereinto give, for some reason or another, a sharp viscosity increase and loose the fluidity even in a low incorporation ratio, and thus they hardly give a fiber-forming conductive polymer having the desired conducting property and hardly compete with polyamides.
- Polyolefins such as polyethylene can, upon incorporation of a metal oxide, give conductive polymers having a fluidity to some extent and at the same time a good conducting property.
- polyolefin conductive polymers rapidly lose their static eliminating performance in a short period of actual service and thus have no durability, perhaps because they have only a small adhesiveness with metal oxides, thereby rendering fragile the mechanical properties of the obtained conductive polymer as compared to the case with polyamides.
- polyamides are the best suited, among general-purpose polymers, for producing the conductive polymers to be used for conductive composite filaments.
- polyamides examples include nylon 6 and metaxylylenediamine nylon or polyamides comprising the foregoings as a principal component.
- the intrinsic viscosity of the sheath-component polymer be at least 0.55. If a polymer having an intrinsic viscosity less than 0.55 is used as the sheath component, the melt viscosity at the spinning will be too low to keep a good balance with that of the conductive polymer layer, thereby rendering the composite structure unstable in the longitudinal direction. In such case, spinnability becomes worse particularly at a high speed of not less than 2,500 m/min and frequent filament breakages occurs, which is not preferred.
- the thermoplastic polymers constituting the sheath are polyesters selected from polyethylene terephthalate and polybutylene terephthalate. Such polymers give a markedly improved durability against processing or when actually worn.
- the conductive filament of the present invention is generally used while being mixed in a fabric in an amount of 0.1 to 10% by weight, which is the same as in the case of other conductive filaments.
- Such fabrics are naturally finished by dyeing and finishing process, and, then, the core component of the conductive filament readily suffers damage since it is fragile because of high content of a conductive metal oxide.
- the core component is markedly affected through such treatments. In this case the filament decreases its strength and will hence readily break by the bending in the practical service, leading to a drop-off or deterioration of the conductive layer.
- Employment of a polyester, e.g. polyethylene terephthalate not only maintains the mechanical properties of the sheath component, but causes no decrease in the performance.
- the conductive material to be incorporated into core component is a white or colorless particulate metal oxide(s) or a particulate inorganic material with the metal oxide(s) coating the surface thereof.
- Preferred example of the latter is fine particles having an average diameter of 0.01 to 0.3 ⁇ of titanium dioxide or barium sulfate coated on the surface thereof with stannic oxide or zinc oxide containing antimonium oxide.
- Metal oxides are semiconductors close to non-conductors which do not exhibit sufficient conductive property. However, addition of a small amount of a second component to a metal oxide or the like methods can increase the conductive property and give a sufficiently conductive material.
- Antimonium oxide and the like oxides are known as such conductivity increasing agents or "doping agents" for stannic oxide or zinc oxide.
- particulate stannic oxide having an average particle diameter of 0.1 ⁇ has a specific resistance of about 103 ⁇ cm
- solid solutions of antimonium oxide in stannic oxide have specific resistances of from 1 to 10 ⁇ cm.
- the ratio by weight of antimonium oxide contained in a particulate conductive material is required to be 0.01 to 0.10 in view of overall performance.
- the ratio by weight of stannic oxide or zinc oxide contained in a particulate conductive material is preferably in the range from 0.05 to 0.20. Too small a coating amount leads to insufficient conductivity, while too much amount will deviate the obtained particulate material from white color.
- the particulate conductive material is contained in the core of the composite filament of the invention in an amount of 60 to 75% by weight. While a content of less than 60% by weight cannot give a sufficient conductivity to exhibit the desired antistatic properties; one exceeding 75% by weight is not preferred since it will not further increase the conductivity and will markedly decrease the fluidity of the core component, whereby the spinnability is extremely worsened and, particularly, the life of the spinneret pack is strikingly shortened due to filter clogging or the like, thus rendering unstable the spinning operation.
- the conductive composite filament of the present invention can be obtained by a process for producing the sheath-core composite filament comprising the above-described sheath component and core component, which comprises extruding a fiber-forming thermoplastic polymer selected from polyethylene terephthalate and polybutylene terephthalate and having an intrinsic viscosity, [ ⁇ ], after spinning of at least 0.55 which constitutes the sheath component and the composition constituting the core component having a moisture content adjusted by drying to 100 to 1,200 ppm separately through different extruders, and conducting high-speed spinning using a composite spinning apparatus.
- the high-speed spinning herein means melt-spinning at at least 2,500 m/min so that the filaments thus spun will be highly oriented and have a shrinkage in hot water of 100°C, WSr, of not more than 20%.
- the core component (B) having a moisture content of less than 100 ppm is spun into a composite filament, filaments having a core resistance exceeding 1011 ⁇ /cm ⁇ filament will frequently be formed though the spinnability is good. If the core component (B) having a moisture content exceeding 1,200 ppm is spun into a composite filament, the spinnability will be low (frequent filament breakages) and further many of the obtained conductive filaments will have critical elongations not more than 5%. Accordingly, the moisture content of the core component (B) is very important and preferably in the range of from 200 to 1,000 ppm, more preferably 300 to 800 ppm.
- the wet shrinkage, WSr, of conductive filaments is also important. Generally, it is essential that textile fabrics be subject to after-processing, after the weaving, in a high-temperature hot water, such as scouring and relaxation, dyeing or the like. If the filament constituting the fabric has a too large wet shrinkage, the fabric will shrink by such processing to thereby become hard, which is not preferred. Fibers for textile fabrics in general therefore must have wet shrinkages lower than about 20%. In addition, in the case of the conductive filament of the present invention, such filament is most frequently used while being mixed in a small amount into conventional fibers in view of economy.
- each of the conductive filament may be inserted at 2.54 x 10 ⁇ 2m (1-inch) intervals among a plurality of conventional warps for a fabric.
- the conductive filament has a much larger wet shrinkage than that of neighbouring warps, the conductive filament will be put under a high tension after the fabric has been wet treated, to thereby readily break when the fabric is loaded with an external force, which is often the case when clothes made of the fabric are actually put on.
- the present invention conducts melt-spinning at a rate of at least 2,500 m/min to obtain highly oriented composite filaments as spun having a shrinkage in hot water at 100°C of not more than 20%. Therefore, in the present invention, since a high orientation melt spinning is conducted with the drawing process omitted, there can be eliminated troubles arising from the drawing process, such as cracks or breakages of the core component, and cut-off of the conducting circuit by drawing can be avoided.
- the electric resistance of the filament core is measured as follows.
- Both ends of a 10-cm specimen of a composite filament are immersed in a pair of pot-shape electrodes filled with a conductive resin. Electric current at a voltage of 1 kV is measured. The electric resistance is calculated by Ohm's law and then divided by 10 (cm) and the number of filaments constituting the specimen to give a filament core resistance in ⁇ /cm ⁇ filament.
- the critical elongation was measured in the present invention, by application of the above-described measurement of filament core resistance, according to the method described below. It may however be also measured by measuring an electric resistance of a specimen when elongated by using a tensile tester combinedly with an electrode and resistance tester.
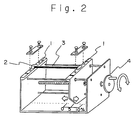
- FIG. 2 shows an example of the measuring apparatus.
- an apparatus comprising a pair of electrodes (1) and a dial (4) for extending the specimen are used for measurement.
- the both ends of a specimen (3) are each set on a pair of the electrodes (1) at a gauge length of 3 cm.
- a conductive paint is applied to the both ends including the exposed core tip so that electric current can send therethrough, then the both ends are fixed.
- the dial (4) is turned to elongate the specimen until it breaks while its electric resistance is being measured.
- the obtained values of electric resistance are converted to ones per unit cm and the elongation (%) at which the electric resistance exceeds 1 x 1011 ⁇ /cm ⁇ filament is obtained therefrom as the critical elongation.
- the intrinsic viscosity, [ ⁇ ], of polyethylene terephthalate is measured at 30°C in a 1/1 mixed solvent of phenol/tetrachloroethane.
- the intrinsic viscosity of nylon 6 is measured on its solution in 96% H2SO4
- the melt index of polyethylene is measured according to JIS-K6760.
- the thus obtained chips were vacuum dried at 80°C to a chip moisture content of 400 ppm (B).
- the obtained yarns had a core resistance of 5 x 1010 ⁇ /cm ⁇ filament and a critical elongation of 15%.
- the twill thus woven was dyed and finished under the usual finishing conditions for conventional polyester/cotton blended yarn fabric.
- the fabric thus obtained had a static charge of 4.5 ⁇ Coulomb/m2.
- Example 1 was repeated except for changing the parts by weight of W1 and the results are shown in Table 1 as Examples 2 and 3 and Comparative Examples 1 and 2.
- Example 2 and 3 65 parts by weight and 70 parts by weight of W1 were respectively used to obtain conductive polymers having a volume specific resistance of both 4.1 x 102 ⁇ cm, which were further formed under the same spinning conditions as in Example 1 into conductive composite filaments. These filaments both had critical elongations of at least 10% and a core resistance of 6 x 109 ⁇ /cm ⁇ filament, thus having excellent antistatic properties.
- the conductive composite filaments were woven into 2/1 twill fabrics, which were then dyed and finished, in the same manner as in Example 1. The fabrics thus obtained showed a static charge of both 35 ⁇ Coulomb/m2, and that after 250 times of washings of 4 to 4.3 ⁇ Coulomb/m2, which clears the standard, i.e. not more than 7 ⁇ Coulomb/m2, proving their excellent durability.
- Example 1 was repeated except for changing the amount of W1 to 55 parts by weight to obtain a composite filament.
- the obtained filament had a core resistance of 8 x 1012 ⁇ /cm ⁇ filament and was not a filament having antistatic properties.
- Example 1 was repeated except for changing the amount of W1 to 80 parts by weight to obtain a conductive composite filament. Though the obtained filament had antistatic properties, the spinning operation was unstable because the life of the spinneret pack was very short due to filter clogging and the like.
- Example 1 was repeated except for changing the moisture content of the polymer to 800 ppm and 1,100 ppm respectively to obtain conductive composite filaments under the same spinning conditions as in Example 1. These filaments had core resistances of 5 x 109 ⁇ /cm ⁇ filament and 6 x 109 ⁇ /cm ⁇ filament respectively and critical elongations of 15% and 5% respectively.
- the obtained conductive composite filaments were woven into 2/1 twill fabrics, which were then dyed and finished, in the same manner as in Example 1.
- the fabrics thus obtained showed static charges of from 3.5 to 4.0 ⁇ Coulomb/m2, and those after 250 times of washings of from 4.1 to 4.5 ⁇ Coulomb/m2, which clears the standard, proving their excellent durability.
- Example 1 was repeated except for changing the moisture content of the conductive polymer to 1,500 ppm and 2,000 ppm respectively under the same spinning conditions as in Example 1, where frequent filament breakages occurred.
- the obtained conductive composite filaments had a core resistance of both 8 x 109 ⁇ /cm ⁇ filament, which proved their high antistatic properties, but they had critical elongations as small as 1 to 2%.
- These filaments were woven into 2/1 twill fabrics, which were then dyed and finished, in the same manner as in Example 1.
- the filaments contained in the fabrics thus obtained showed core resistances after 250 times of washings of from 1010 to more than 1013 ⁇ /cm ⁇ filament, with cracks being observed in some portions of the conductive layer, thus being of inferior durability.
- Example 1 was repeated except for changing the moisture content of the conductive polymer to 80 ppm under the same spinning conditions as in Example 1. Though the spinnability was good, many of the obtained conductive composite filaments showed a core resistance exceeding 1011 ⁇ /cm ⁇ filament, and further after the fabric incorporating the composite filament had been washed 250 times cracks were observed in the conductive layer of the filament, thus proving its inferior durability.
- the obtained conductive composite filament was woven into a 2/1 twill fabric, which was then dyed and finished, in the same manner as in Example 1.
- the fabric thus obtained showed a static charge of from 4.0 ⁇ Coulomb/m2, and that after 250 times of washings of 4.5 ⁇ Coulomb/m2, proving the excellent durability of its antistatic properties.
- Particle-incorporating chips having a volume specific resistance of 3 x 102 ⁇ cm were obtained by melting at 270°C and mixing 64 parts of the same particulate conductive material, W1, as in Example 1, 1 part of particulate stannic oxide containing antimonium oxide having an average particle diameter of 0.1 ⁇ and 35 parts of nylon 6 chips.
- the thus obtained chips were vacuum dried at 80°C to a chip moisture content of 400 ppm (B).
- Two types of conductive composite filaments were obtained with the thus obtained conductive polymer used for the core under the same spinning conditions as in Examples 1 and 6 respectively. These filaments had core resistances and critical elongations of 3 x 109 ⁇ /cm ⁇ filament and 10% and 4 x 109 ⁇ /cm ⁇ filament and 10%, respectively.
- the obtained conductive composite filaments were woven into 2/1 twill fabrics, which were then dyed and finished, in the same manner as in Example 1.
- the fabrics thus obtained both showed a static charge after 250 times of washings of 4.6 ⁇ Coulomb/m2, proving their excellent antistatic properties with durability.
- a composite filament as spun was obtained under the same spinning conditions as in Example 4 except that the spinning speed was changed to 1,500 m/min.
- the as spun yarn which had a maximum drawability of 4.53 times, was drawn by roller-plate system, at a hot roller temperature and a hot plate temperature of 75°C and 120°C respectively by 3.1 times to give a composite filament.
- Observation with a transmission-type electron microscope revealed that the conductive layer of the core had been torn to pieces.
- the filament had a core resistance of at least 1013 ⁇ /cm ⁇ filament and was not a filament having antistatic properties. No heat drawing conditions with the temperature and the drawing ratio varied while maintaining stable drawing could give a composite filament in which the conductive core layer was not broken and which had antistatic properties.
- a conductive polymer was obtained by melting and mixing parts of the conductive fine particles, W1, used in Example 1, and 35 parts of polyethylene chips having a melt index of 50 g/10 min.
- a composite filament as spun was obtained using this polymer for the core under the same conditions as in Example 1 except for changing the spinning speed to 1,500 m/min.
- the thus obtained filament as spun was drawn by 3.0 times at a hot roller temperature and a hot plate temperature of 75°C and 120°C respectively to yield a conductive composite filament having a core resistance of 9 x 109 ⁇ /cm ⁇ filament and a critical elongation of 10%.
- the obtained conductive composite filament was woven into a 2/1 twill fabric, which was then dyed and finished, in the same manner as in Example 1.
- the fabric thus obtained showed a static charge of 4.2 ⁇ Coulomb/m2, which cleared the standard, but had a static charge after 250 times of washings of 7.8 ⁇ Coulomb/m2, thus being of no durability.
- a composite filament having a low wet shrinkage was obtained under the same spinning conditions as in Example 1 (i.e. spinning speed: 4,500 m/min; no heat drawing) except for using the conductive polymer prepared in Comparative Example 7 as the core. Though the obtained filament had antistatic properties, it did not have the durability, similar to the one in Comparative Example 7.
- Example 9 the same conductive component as in Example 2 was used as the core component and Example 1 was repeated except for changing the sheath-core composite ratio to 17/83.
- the spinnability and the durability of antistatic properties of the obtained fabric were both excellent as shown in Table 1.
- Comparative Example 10 the ratio of the conductive component to the sheath component was 4/96. Though the spinnability was good, no conductive filament having antistatic properties was obtained.
- Example 10 Spinning operation of Example 1 was repeated except that the [ ⁇ ] after spinning were 0.58 (Example 10) and 0.52 (Comparative Example 11). While the filament obtained in Example 10 had excellent antistatic properties with durability, in Comparative Example 11 frequent filament breakages occurred and stable spinning was not attained.
- Particle-incorporating chips having a volume specific resistance of 4 x 102 ⁇ cm were obtained by melting and mixing 65 parts of the same particulate conductive material, W1, as in Example 1, and 35 parts of metaxylylenediamine nylon chips made by Mitsubishi Gas Chemical Company, Inc.
- the thus obtained chips were dried to a moisture content of 400 ppm and then formed into a conductive composite filament under the same spinning conditions as in Example 1.
- the filament had a core resistance and a critical elongation of 2 x 1010 ⁇ /cm ⁇ filament and 15% respectively.
- the fabric incorporating the thus obtained filament showed a static charge after 250 times of washings of 6.5 ⁇ Coulomb/m2, proving its excellent antistatic properties with durability.
- Particle-incorporating chips having a volume specific resistance of 4 x 102 ⁇ cm were obtained by melting and mixing 73 parts of the same particulate conductive material, W1, as in Example 1, and 35 parts of nylon 12 chips made by Ube Industries, Ltd. The thus obtained chips were dried to a moisture content of 400 ppm.
- a conductive composite filament was obtained with the thus prepared chips as the core and polybutylene terephthalate as the sheath under the same spinning conditions as in Example 6.
- the filament had a core resistance and a critical elongation of 8 x 109 ⁇ /cm ⁇ filament and 15% respectively and thus had antistatic properties.
- the fabric incorporating the thus obtained filament in the same manner as in Example 1 showed a static charge of 3.7 ⁇ Coulomb/m2, and that after 250 times of washings of 5.0 ⁇ Coulomb/m2, which cleared the standard and proved its excellent durability of antistatic properties.
- Example 1 was repeated except for changing the spinning speed to 2,000 m/min.
- the obtained filament had a shrinkage in hot water at 100°C of 28%.
- the finished fabric contained the composite filament under high tension. Though the fabric initially showed good antistatic properties, it completely lost the properties after being worn actually for some period.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Multicomponent Fibers (AREA)
Description
- This invention relates to a composite filament having excellent antistatic properties, and more particularly to a white, highly oriented, undrawn, conductive filament having excellent filament properties and antistatic properties which are durable when the clothing made thereof is placed in actual service of being worn.
- More specifically, the present invention relates to a white, sheath-core composite filament having excellent antistatic properties, which comprises a sheath component of a fiber-forming thermoplastic polymer (A) selected from polyethylene terephthalate and polybutylene terephthalate and a core component of a thermoplastic polyamide (B) containing a compound comprising a conductive material which comprises a metal oxide(s). Addition in an amount of only 0.01 to 10% by weight of this composite filament to a usual nonconductive fiber can provide the fabrics containing them with excellent antistatic properties, which do not deteriorate even after being worn for one year.
- Various conductive filaments have been proposed as having excellent antistatic properties. For example, there has been proposed a conductive filament comprising a conductive component which comprises a polymer containing a conductive carbon black mixed therein and a protective component which comprises a fiber-forming polymer.
- However, such composite filaments utilizing a carbon black has a disadvantage that they are black or grey, and hence their use is limited.
- Conductive filaments utilizing a white or colorless conductive metal oxide have recently been proposed to eliminate the above disadvantage. For example, Japanese Patent Application Laid-Open No. 6762/1982, Japanese Patent Publication No. 29526/1987 and GB-A-2 077 182 proposed a process of preparing a conductive composite filament comprising a mixture (conductive layer) of a conductive metal oxide and a thermoplastic resin and a fiber-forming thermoplastic polymer, said process comprising first preparing a composite filament as spun and drawing it and then further heat-treating the drawn filament to thereby restore the conductive layer. Where a thermoplastic resin is used as a binder for a conductive metal oxide, the obtained conductive layer is broken at the drawing process and as such the drawn filament cannot act as a conductive filament. Heat treatment is thus necessary when a thermoplastic resin, particularly a thermoplastic resin having high crystallinity, is used as the protective component for a conductive metal oxide. The process of the above patents however has a drawback of low productivity due to the presence of the heat treatment process after the heat drawing; and further the composite filament obtained by the process has a large drawback of insufficient durability when an article of clothing made thereof is actually worn. The "durability" of a composite filament herein is judged by whether the antistatic properties are still exhibited or not after a fabric comprising the conductive filament to be evaluated woven thereinto in an amount of 0.1 to 10% by weight has actually been worn for about 1 year. The standard of upper limit of the static charge specified in "Recommended Practice for Protection against Hazards Arising out of Electricity" in "Technical Recommendations" issued by Research Institute of Industrial Safety of Labor Ministry is 7µ Coulomb/m². This standard for the durability has not been cleared by conventional white or colorless conductive composite filaments. It has become clear from a study made by the present inventors that a thermoplastic polymer of for example polyethylene cannot give a conductive filament having a sufficient durability and that a fabric comprising such filament is hence not suited for use in work wears used for dangerous jobs. In the case where a crystalline thermoplastic resin is used as the thermoplastic polymer, the obtained conductive composite filament just after being produced has an electric resistance of less than 9 x 10¹⁰Ω/cm·filament which satisfies the static charge standard for fabrics. The filament however has a poor durability, and the fabric obtained therefrom hence has low antistatic properties and is difficult to put in practical use.
- The present inventors have made a detailed study to obtain a conductive filament without above drawbacks, and, particularly, have intensively studied the relationship between the filament structure and the antistatic properties and the durability thereof, and found a composite filament having excellent anti static properties and durability to accomplish the invention.
- The present invention provides a highly oriented, undrawn, conductive, composite filament which is a sheath-core composite filament comprising a sheath of a fiber-forming thermoplastic polymer (A) selected from polyethylene terephthalate and polybutylene terephthalate and a core of a composition (B) comprising a conductive material which comprises a conductive metal oxide(s) and a thermoplastic polymer, and maintaining a critical elongation of at least 5% and a shrinkage in hot water at 100°C of not higher than 20%, said thermoplastic polymer for the core being a polyamide, said core having an electric resistance at a D.C. voltage of 1 kV of less than 9 x 10¹⁰ Ω/cm·filament.
- A more complete appreciation of the invention and many of the attendant advantages thereof will be readily obtained as the same become better understood by reference to the following detailed description when condidered in connection with the accompanying drawings, wherein:
- FIG. 1 is a graph showing the relationship between the elongation and the electric resistance (resistance of filament core) of a composite filament with the moisture content of the composition of the core component of the filament as a parameter, and
- FIG. 2 is a schematic diagram showing the apparatus for measuring the critical elongation in the present invention.
- As is well known, the term "antistatic properties" herein means a function of eliminating the static charge from a charged article by a non-contacting process. While a composite filament having a core resistance of less than 10¹¹Ω/cm·filament can form a nonuniform electric field to thereby eliminate static charge by corona discharging, one having a core resistance of at least 10¹¹Ω/cm·filament cannot eliminate static charge by corona discharging and hence does not exhibit effective antistatic properties.
- The present inventors have intensively studied the relationship between the critical elongation and the constituents of a filament and the durability of antistatic properties of a fabric comprising the filament. The "critical elongation" herein means an elongation reached in the course of extending a filament at which the core resistance exceeds 1 x 10¹¹Ω/cm·filament at a D.C. voltage of 1 kV, that is, an elongation at which the filament loses its antistatic properties. As a result of the study, it was found that the durability is largely affected by the critical elongation and the type of the thermoplastic resin containing a conductive substance. The critical elongation varies from 0 to 15% in the case of white, conductive, composite filaments. It has been found, surprisingly, that a conductive composite filament with a critical elongation maintained at and above 5% can have a sufficient durability of antistatic properties.
- The present inventors have pursued how to make a white or colorless composite filament containing a conductive metal oxide(s) have a critical elongation of at least 5%, and found that such filament can be obtained when the fiber-forming thermoplastic polymer (A) is selected from polyethylene terephthalate and polyethylene terephthalate, a polyamide is employed as the thermoplastic polymer for the core component and the moisture content of the core component at the spinning is in a specific range.
- FIG. 1 is a graph showing the relationship between the elongation and the electric resistance (resistance of filament core) when the moisture content of the core component is (I) 90 ppm, (II) 200 ppm, (III) 800 ppm, (IV) 1,100 ppm or (V) 1,300 ppm respectively. Where the moisture content is out of the range of from 100 to 1 ,200 ppm, that is, in the cases of (I) and (V), if the filament is elongated by at least 5% in the processing or in the actual service, i.e. in the region of elongation exceeding 5%, the core resistance will not fall below 1 x 10¹¹Ω/cm·filament which can eliminate static charge by corona discharging. On the other hand, in the case of (IV) and (II), in which the moisture content of the core component falls in the range of from 100 to 1,200 ppm, even when the filament is elongated in the course of processing or in the actual service by 5% the core resistance is of an order of 1 x 10¹⁰Ω/cm·filament thereby being capable of eliminating static charge by corona discharging. Further in the case of (III), the core resistance remains below 10¹⁰Ω/cm·filament even when the filament is subjected to elongation of 15% and thus has excellent durability.
- FIG. 1 further shows that there is a large difference between the core resistance of filaments utilizing white conductive particles and that of conventional ones utilizing carbon black as the conductive material. From the FIGURE it will be understood that a filament utilizing a white particulate conductive material has a conducting structure markedly unstable than that of a carbon-black conductive filament. The present invention has made it clear that the former can exhibit antistatic properties applicable to practice only within a limited region inside the unstable region, i.e. within a limited region of the moisture content of the core component.
- As stated heretofore, the present inventors have succeeded in markedly improving the durability of the antistatic properties of a white conductive filament by providing the filament with a core resistance at a D.C. voltage of less than 1 kV of 9 x 10¹⁰Ω/cm·filament and a critical elongation of at least 5%.
- Though the reason of the phenomena discovered in the present invention is not quite clear at the moment, it is estimated to be as follows. If the moisture content of a polyamide resin is as low as 100 ppm or below when it is formed into a filament, the resin will tend to be fragile to thereby render the conducting structure unstable. On the other hand, if the moisture content is as much as 1,200 ppm or higher, there will readily generate bubbles, voids or the like to thereby form minute defectives in the conductive layer.
- Hereinbelow a more concrete and detailed explanation will be given on the production conditions for obtaining such filaments.
- The thermoplastic polymer constituting the core component must be a polyamide. It has been found that polyamides, e.g. nylon 6 give higher conductive characteristics than those obtained by polyethylene, which is generally employed.
- When obtaining a conductive composite filament comprising as a component a conductive metal oxide(s) dispersed in a polymer, important points are as follows.
- (1) To assure a high conducting property by dispersing the metal oxide;
- (2) to assure a good dispersion of the metal oxide in the obtained conductive polymer to thereby cause no unusual filter clogging at the spinning;
- (3) to assure a good fluidity of the obtained conductive polymer;
- (4) to assure good mechanical properties of the obtained conductive polymer; and the like.
- From the above points of view, the present inventors have studied various polymers while dispersing a metal oxide(s) therein, and found that polyamides are the most suited. This is because that: since polyamides have appropriate polar groups, they are good in compatibility and adhesiveness with metal oxides and hence their fluidity does not decrease so much when a metal oxide(s) is incorporated in them in a high concentration, so that they have both high conducting property and good fluidity. Furthermore, perhaps because of a firm adhesion between the metal oxide and polyamides, the obtained conductive polymer has very high mechanical properties. On the other hand, polyesters incorporating a metal oxide kneaded thereinto give, for some reason or another, a sharp viscosity increase and loose the fluidity even in a low incorporation ratio, and thus they hardly give a fiber-forming conductive polymer having the desired conducting property and hardly compete with polyamides. Polyolefins such as polyethylene can, upon incorporation of a metal oxide, give conductive polymers having a fluidity to some extent and at the same time a good conducting property. However, it has been found that the polyolefin conductive polymers rapidly lose their static eliminating performance in a short period of actual service and thus have no durability, perhaps because they have only a small adhesiveness with metal oxides, thereby rendering fragile the mechanical properties of the obtained conductive polymer as compared to the case with polyamides. To summarize, polyamides are the best suited, among general-purpose polymers, for producing the conductive polymers to be used for conductive composite filaments.
- Examples of preferred polyamides are nylon 6 and metaxylylenediamine nylon or polyamides comprising the foregoings as a principal component.
- As for the polymer to be used as the fiber-forming polymer constituting the sheath of the conductive composite filament of the present invention, it is necessary that the intrinsic viscosity of the sheath-component polymer be at least 0.55. If a polymer having an intrinsic viscosity less than 0.55 is used as the sheath component, the melt viscosity at the spinning will be too low to keep a good balance with that of the conductive polymer layer, thereby rendering the composite structure unstable in the longitudinal direction. In such case, spinnability becomes worse particularly at a high speed of not less than 2,500 m/min and frequent filament breakages occurs, which is not preferred. The thermoplastic polymers constituting the sheath are polyesters selected from polyethylene terephthalate and polybutylene terephthalate. Such polymers give a markedly improved durability against processing or when actually worn.
- The conductive filament of the present invention is generally used while being mixed in a fabric in an amount of 0.1 to 10% by weight, which is the same as in the case of other conductive filaments. Such fabrics are naturally finished by dyeing and finishing process, and, then, the core component of the conductive filament readily suffers damage since it is fragile because of high content of a conductive metal oxide. Particularly, where fabrics comprising a conductive filament undergo high-temperature dyeing or high-temperature setting, the core component is markedly affected through such treatments. In this case the filament decreases its strength and will hence readily break by the bending in the practical service, leading to a drop-off or deterioration of the conductive layer. Employment of a polyester, e.g. polyethylene terephthalate not only maintains the mechanical properties of the sheath component, but causes no decrease in the performance.
- The conductive material to be incorporated into core component is a white or colorless particulate metal oxide(s) or a particulate inorganic material with the metal oxide(s) coating the surface thereof. Preferred example of the latter is fine particles having an average diameter of 0.01 to 0.3µ of titanium dioxide or barium sulfate coated on the surface thereof with stannic oxide or zinc oxide containing antimonium oxide.
- Majority of metal oxides are semiconductors close to non-conductors which do not exhibit sufficient conductive property. However, addition of a small amount of a second component to a metal oxide or the like methods can increase the conductive property and give a sufficiently conductive material. Antimonium oxide and the like oxides are known as such conductivity increasing agents or "doping agents" for stannic oxide or zinc oxide. For example, while particulate stannic oxide having an average particle diameter of 0.1µ has a specific resistance of about 10³Ω·cm, solid solutions of antimonium oxide in stannic oxide have specific resistances of from 1 to 10Ω·cm. The ratio by weight of antimonium oxide contained in a particulate conductive material is required to be 0.01 to 0.10 in view of overall performance. The ratio by weight of stannic oxide or zinc oxide contained in a particulate conductive material is preferably in the range from 0.05 to 0.20. Too small a coating amount leads to insufficient conductivity, while too much amount will deviate the obtained particulate material from white color.
- The particulate conductive material is contained in the core of the composite filament of the invention in an amount of 60 to 75% by weight. While a content of less than 60% by weight cannot give a sufficient conductivity to exhibit the desired antistatic properties; one exceeding 75% by weight is not preferred since it will not further increase the conductivity and will markedly decrease the fluidity of the core component, whereby the spinnability is extremely worsened and, particularly, the life of the spinneret pack is strikingly shortened due to filter clogging or the like, thus rendering unstable the spinning operation.
- For the filaments of the present invention, it is further important that the ratio by weight of the fiber-forming thermoplastic polymer constituting the sheath (A) and the composition of a thermoplastic polyamide and a conductive material constituting the core (B) be: (B)/(A) = 8/92 to 22/78. If the sheath component (A) exceeds 92% by weight and the conductive core component (B) is not more than 8% by weight, the composite filament with a stable sheath-core structure cannot be spun stably and, particularly, it becomes difficult to obtain longitudinally continuous core component to thereby render the stable spinning of the sheath-core composite filament itself difficult to achieve. On the other hand, if the core component (B) exceeds 22% by weight, the spinnability of the composite filament will, even when the sheath component (A) has a sufficient fiber-forming capability, decrease and further the obtained filament will have extremely low filament properties and be of no practical value. The reason of this is estimate to be that such large content of the core component (B) actualize the characteristic of the core component, i.e. a very low spinnability due to the incorporation of a conductive metal oxide. Accordingly, the ratio by weight of the sheath component (A) to the core component (B) is: (A) : (B) = 78 : 22 to 92 : 8, preferably 80 : 20 to 90 : 10.
- The conductive composite filament of the present invention can be obtained by a process for producing the sheath-core composite filament comprising the above-described sheath component and core component, which comprises extruding a fiber-forming thermoplastic polymer selected from polyethylene terephthalate and polybutylene terephthalate and having an intrinsic viscosity, [η], after spinning of at least 0.55 which constitutes the sheath component and the composition constituting the core component having a moisture content adjusted by drying to 100 to 1,200 ppm separately through different extruders, and conducting high-speed spinning using a composite spinning apparatus. The high-speed spinning herein means melt-spinning at at least 2,500 m/min so that the filaments thus spun will be highly oriented and have a shrinkage in hot water of 100°C, WSr, of not more than 20%.
- If the core component (B) having a moisture content of less than 100 ppm is spun into a composite filament, filaments having a core resistance exceeding 10¹¹Ω/cm·filament will frequently be formed though the spinnability is good. If the core component (B) having a moisture content exceeding 1,200 ppm is spun into a composite filament, the spinnability will be low (frequent filament breakages) and further many of the obtained conductive filaments will have critical elongations not more than 5%. Accordingly, the moisture content of the core component (B) is very important and preferably in the range of from 200 to 1,000 ppm, more preferably 300 to 800 ppm.
- The wet shrinkage, WSr, of conductive filaments is also important. Generally, it is essential that textile fabrics be subject to after-processing, after the weaving, in a high-temperature hot water, such as scouring and relaxation, dyeing or the like. If the filament constituting the fabric has a too large wet shrinkage, the fabric will shrink by such processing to thereby become hard, which is not preferred. Fibers for textile fabrics in general therefore must have wet shrinkages lower than about 20%. In addition, in the case of the conductive filament of the present invention, such filament is most frequently used while being mixed in a small amount into conventional fibers in view of economy. For example a single filament each of the conductive filament may be inserted at 2.54 x 10⁻²m (1-inch) intervals among a plurality of conventional warps for a fabric. In this case if the conductive filament has a much larger wet shrinkage than that of neighbouring warps, the conductive filament will be put under a high tension after the fabric has been wet treated, to thereby readily break when the fabric is loaded with an external force, which is often the case when clothes made of the fabric are actually put on.
- The present invention conducts melt-spinning at a rate of at least 2,500 m/min to obtain highly oriented composite filaments as spun having a shrinkage in hot water at 100°C of not more than 20%. Therefore, in the present invention, since a high orientation melt spinning is conducted with the drawing process omitted, there can be eliminated troubles arising from the drawing process, such as cracks or breakages of the core component, and cut-off of the conducting circuit by drawing can be avoided.
- Other features of the invention will become apparent in the course of the following descriptions of exemplary embodiments which are given for illustration of the invention and are not intended to be limiting thereof.
- In the present invention, the electric resistance of the filament core is measured as follows.
- Both ends of a 10-cm specimen of a composite filament are immersed in a pair of pot-shape electrodes filled with a conductive resin. Electric current at a voltage of 1 kV is measured. The electric resistance is calculated by Ohm's law and then divided by 10 (cm) and the number of filaments constituting the specimen to give a filament core resistance in Ω/cm·filament.
- The critical elongation was measured in the present invention, by application of the above-described measurement of filament core resistance, according to the method described below. It may however be also measured by measuring an electric resistance of a specimen when elongated by using a tensile tester combinedly with an electrode and resistance tester.
- FIG. 2 shows an example of the measuring apparatus. As seen from the FIGURE, an apparatus comprising a pair of electrodes (1) and a dial (4) for extending the specimen are used for measurement.
- The both ends of a specimen (3) are each set on a pair of the electrodes (1) at a gauge length of 3 cm. A conductive paint is applied to the both ends including the exposed core tip so that electric current can send therethrough, then the both ends are fixed. Then the dial (4) is turned to elongate the specimen until it breaks while its electric resistance is being measured. The obtained values of electric resistance are converted to ones per unit cm and the elongation (%) at which the electric resistance exceeds 1 x 10¹¹Ω/cm·filament is obtained therefrom as the critical elongation.
- The intrinsic viscosity, [η], of polyethylene terephthalate is measured at 30°C in a 1/1 mixed solvent of phenol/tetrachloroethane. The intrinsic viscosity of nylon 6 is measured on its solution in 96% H₂SO₄ The melt index of polyethylene is measured according to JIS-K6760.
- Particle-incorporating chips having a volume specific resistance of 9 x 10²Ω·cm were obtained by melting and mixing 60 parts of a particulate titanium oxide having an average particle diameter of not more than 0.2µ coated on the surface thereof with 15% by weight of stannic oxide containing 2% by weight of antimonium oxide (hereinafter this conductive material is referred to as W₁) and 40 parts of nylon 6 chips (Tm₁ = 218°C) at 270°C. The thus obtained chips were vacuum dried at 80°C to a chip moisture content of 400 ppm (B). The chips (B) and conventional polyethylene terephthalate chips (A) (Tm₂ = 256°C and [η] after spinning = 0.63) were separately melted in two extruders and, using a composite-spinning apparatus, extruded through a spinneret having 4 holes at 295°C into sheath-core composite filaments so that (B) and (A) formed the core and the sheath respectively in a (A)/(B) ratio by weight of 87/13, and the filaments were wound at a rate of 4,500 m/min while being divided into two to give two highly oriented conductive composite yarns of each 27.7 x 10⁻⁷ kg/m (25 deniers)/2 filaments. The obtained yarns had a core resistance of 5 x 10¹⁰Ω/cm·filament and a critical elongation of 15%.
- The thus obtained yarn was covered with a blended yarn of polyester (polyethylene terephthalate)/cotton = 65/35 to give a core yarn. The core yarn was inserted into warps of a blended yarn of polyester (polyethylene terephthalate) fiber/cotton = 65/35 having a cotton count of 20s/2 at an interval of 1 core yarn per 80 warps and woven into a 2/1 twill of 80 warps/in x 50 wefts/in (1 in = 2.54 x 10⁻²m). The twill thus woven was dyed and finished under the usual finishing conditions for conventional polyester/cotton blended yarn fabric. The fabric thus obtained had a static charge of 4.5µ Coulomb/m². A suit was tailored from the fabric and actually worn by a man for 1 year, while being washed 250 times during the period, and measured again for the static charge to give 5.5µ Coulomb/m², which clears the standard of "Recommended Practice for Protection Against Hazards Arising out of Electricity" in "Technical Recommendations" issued by Research Institute of Industrial Safety of Labor Ministry, proving the excellent antistatic properties with superior durability of the conductive filament
- Example 1 was repeated except for changing the parts by weight of W₁ and the results are shown in Table 1 as Examples 2 and 3 and Comparative Examples 1 and 2.
- In Examples 2 and 3, 65 parts by weight and 70 parts by weight of W₁ were respectively used to obtain conductive polymers having a volume specific resistance of both 4.1 x 10²Ω·cm, which were further formed under the same spinning conditions as in Example 1 into conductive composite filaments. These filaments both had critical elongations of at least 10% and a core resistance of 6 x 10⁹Ω/cm·filament, thus having excellent antistatic properties. The conductive composite filaments were woven into 2/1 twill fabrics, which were then dyed and finished, in the same manner as in Example 1. The fabrics thus obtained showed a static charge of both 35µ Coulomb/m², and that after 250 times of washings of 4 to 4.3µ Coulomb/m², which clears the standard, i.e. not more than 7µ Coulomb/m², proving their excellent durability.
- In Comparative Example 1, Example 1 was repeated except for changing the amount of W₁ to 55 parts by weight to obtain a composite filament. The obtained filament had a core resistance of 8 x 10¹²Ω/cm·filament and was not a filament having antistatic properties.
- In Comparative Example 2, Example 1 was repeated except for changing the amount of W₁ to 80 parts by weight to obtain a conductive composite filament. Though the obtained filament had antistatic properties, the spinning operation was unstable because the life of the spinneret pack was very short due to filter clogging and the like.
- The influence of the moisture content of conductive polymer was studied herein.
- In Examples 4 and 5, Example 1 was repeated except for changing the moisture content of the polymer to 800 ppm and 1,100 ppm respectively to obtain conductive composite filaments under the same spinning conditions as in Example 1. These filaments had core resistances of 5 x 10⁹Ω/cm·filament and 6 x 10⁹Ω/cm·filament respectively and critical elongations of 15% and 5% respectively. The obtained conductive composite filaments were woven into 2/1 twill fabrics, which were then dyed and finished, in the same manner as in Example 1. The fabrics thus obtained showed static charges of from 3.5 to 4.0µ Coulomb/m², and those after 250 times of washings of from 4.1 to 4.5 µ Coulomb/m², which clears the standard, proving their excellent durability.
- In Comparative Examples 3 and 4, Example 1 was repeated except for changing the moisture content of the conductive polymer to 1,500 ppm and 2,000 ppm respectively under the same spinning conditions as in Example 1, where frequent filament breakages occurred. The obtained conductive composite filaments had a core resistance of both 8 x 10⁹Ω/cm·filament, which proved their high antistatic properties, but they had critical elongations as small as 1 to 2%. These filaments were woven into 2/1 twill fabrics, which were then dyed and finished, in the same manner as in Example 1. The filaments contained in the fabrics thus obtained showed core resistances after 250 times of washings of from 10¹⁰ to more than 10¹³Ω/cm·filament, with cracks being observed in some portions of the conductive layer, thus being of inferior durability.
- In Comparative Example 5, Example 1 was repeated except for changing the moisture content of the conductive polymer to 80 ppm under the same spinning conditions as in Example 1. Though the spinnability was good, many of the obtained conductive composite filaments showed a core resistance exceeding 10¹¹Ω/cm·filament, and further after the fabric incorporating the composite filament had been washed 250 times cracks were observed in the conductive layer of the filament, thus proving its inferior durability.
- A conductive composite filament was obtained by extruding the conductive polymer used in Example 1 and a polybutylene terephthalate (Novadur 5008® made by Mitsubishi Chemical Industries Limited; Tm₂ = 226°C) such that the former formed the core and the latter the sheath through a spinneret having 4 holes at 265°C and the extruded filaments were divided into two and then wound at a rate of 3,750 m/min to give two 27.7 x 10⁻⁷ kg/m (25 deniers)/2 filament yarns (core resistance: 5 x 10⁹Ω/cm·filament; critical elongation: 12%). The obtained conductive composite filament was woven into a 2/1 twill fabric, which was then dyed and finished, in the same manner as in Example 1. The fabric thus obtained showed a static charge of from 4.0µ Coulomb/m², and that after 250 times of washings of 4.5µ Coulomb/m², proving the excellent durability of its antistatic properties.
- Particle-incorporating chips having a volume specific resistance of 3 x 10²Ω·cm were obtained by melting at 270°C and mixing 64 parts of the same particulate conductive material, W₁, as in Example 1, 1 part of particulate stannic oxide containing antimonium oxide having an average particle diameter of 0.1µ and 35 parts of nylon 6 chips. The thus obtained chips were vacuum dried at 80°C to a chip moisture content of 400 ppm (B). Two types of conductive composite filaments were obtained with the thus obtained conductive polymer used for the core under the same spinning conditions as in Examples 1 and 6 respectively. These filaments had core resistances and critical elongations of 3 x 10⁹ Ω/cm·filament and 10% and 4 x 10⁹Ω/cm·filament and 10%, respectively. The obtained conductive composite filaments were woven into 2/1 twill fabrics, which were then dyed and finished, in the same manner as in Example 1. The fabrics thus obtained both showed a static charge after 250 times of washings of 4.6µ Coulomb/m², proving their excellent antistatic properties with durability.
- A composite filament as spun was obtained under the same spinning conditions as in Example 4 except that the spinning speed was changed to 1,500 m/min. The as spun yarn, which had a maximum drawability of 4.53 times, was drawn by roller-plate system, at a hot roller temperature and a hot plate temperature of 75°C and 120°C respectively by 3.1 times to give a composite filament. Observation with a transmission-type electron microscope revealed that the conductive layer of the core had been torn to pieces. The filament had a core resistance of at least 10¹³Ω/cm·filament and was not a filament having antistatic properties. No heat drawing conditions with the temperature and the drawing ratio varied while maintaining stable drawing could give a composite filament in which the conductive core layer was not broken and which had antistatic properties.
- A conductive polymer was obtained by melting and mixing parts of the conductive fine particles, W₁, used in Example 1, and 35 parts of polyethylene chips having a melt index of 50 g/10 min. A composite filament as spun was obtained using this polymer for the core under the same conditions as in Example 1 except for changing the spinning speed to 1,500 m/min. The thus obtained filament as spun was drawn by 3.0 times at a hot roller temperature and a hot plate temperature of 75°C and 120°C respectively to yield a conductive composite filament having a core resistance of 9 x 10⁹Ω/cm·filament and a critical elongation of 10%. The obtained conductive composite filament was woven into a 2/1 twill fabric, which was then dyed and finished, in the same manner as in Example 1. The fabric thus obtained showed a static charge of 4.2µ Coulomb/m², which cleared the standard, but had a static charge after 250 times of washings of 7.8µ Coulomb/m², thus being of no durability.
- A composite filament having a low wet shrinkage was obtained under the same spinning conditions as in Example 1 ( i.e. spinning speed: 4,500 m/min; no heat drawing) except for using the conductive polymer prepared in Comparative Example 7 as the core. Though the obtained filament had antistatic properties, it did not have the durability, similar to the one in Comparative Example 7.
- The influence of the sheath-core composite ratio was studied herein.
- In Example 9, the same conductive component as in Example 2 was used as the core component and Example 1 was repeated except for changing the sheath-core composite ratio to 17/83. The spinnability and the durability of antistatic properties of the obtained fabric were both excellent as shown in Table 1.
- In Comparative Examples 9, the ratio of the conductive component to the sheath was further increased to 30/70. Frequent filament breakages occurred in the spinning process and no stable spinning was thus accomplished.
- In Comparative Example 10, the ratio of the conductive component to the sheath component was 4/96. Though the spinnability was good, no conductive filament having antistatic properties was obtained.
- The influence of the intrinsic viscosity, [η], after spinning of polyethylene terephthalate used for the sheath was studied.
- Spinning operation of Example 1 was repeated except that the [η] after spinning were 0.58 (Example 10) and 0.52 (Comparative Example 11). While the filament obtained in Example 10 had excellent antistatic properties with durability, in Comparative Example 11 frequent filament breakages occurred and stable spinning was not attained.
- Particle-incorporating chips having a volume specific resistance of 4 x 10²Ω·cm were obtained by melting and mixing 65 parts of the same particulate conductive material, W₁, as in Example 1, and 35 parts of metaxylylenediamine nylon chips made by Mitsubishi Gas Chemical Company, Inc. The thus obtained chips were dried to a moisture content of 400 ppm and then formed into a conductive composite filament under the same spinning conditions as in Example 1. The filament had a core resistance and a critical elongation of 2 x 10¹⁰ Ω/cm·filament and 15% respectively. The fabric incorporating the thus obtained filament showed a static charge after 250 times of washings of 6.5µ Coulomb/m², proving its excellent antistatic properties with durability.
- Particle-incorporating chips having a volume specific resistance of 4 x 10²Ω·cm were obtained by melting and mixing 73 parts of the same particulate conductive material, W₁, as in Example 1, and 35 parts of
nylon 12 chips made by Ube Industries, Ltd. The thus obtained chips were dried to a moisture content of 400 ppm. A conductive composite filament was obtained with the thus prepared chips as the core and polybutylene terephthalate as the sheath under the same spinning conditions as in Example 6. The filament had a core resistance and a critical elongation of 8 x 10⁹Ω/cm·filament and 15% respectively and thus had antistatic properties. The fabric incorporating the thus obtained filament in the same manner as in Example 1 showed a static charge of 3.7µ Coulomb/m², and that after 250 times of washings of 5.0µ Coulomb/m², which cleared the standard and proved its excellent durability of antistatic properties. - Example 1 was repeated except for changing the spinning speed to 2,000 m/min. The obtained filament had a shrinkage in hot water at 100°C of 28%. The finished fabric contained the composite filament under high tension. Though the fabric initially showed good antistatic properties, it completely lost the properties after being worn actually for some period.




Claims (5)
- A highly oriented, undrawn, conductive, composite filament which is a sheath-core composite filament comprising a sheath of a fiber-forming thermoplastic polymer (A) selected from polyethylene terephthalate and polybutylene terephthalate and a core of a composition (B) comprising a conductive material which comprises conductive metal oxide(s) particles and a thermoplastic polyamide, said filament having a critical elongation of at least 5% and a shrinkage in hot water at 100°C of not higher than 20%, said core having a core resistance at a D.C. voltage of 1 kV of less than 9 x 10¹⁰Ω/cm·filament; wherein the critical elongation means an elongation reached in the course of extending a composite filament at which the core resistance exceeds 1 x 10¹¹Ω/cm·filament at a D.C. voltage of 1 kV.
- The highly oriented, undrawn, conductive, composite filament of Claim 1, wherein said conductive material is a particulate conductive material (W₁) having an average particle diameter of 0.01 to 0.3µ comprising titanium dioxide or barium sulfate coated on the surface thereof with a metal oxide (D) selected from stannic oxide and zinc oxide, said metal oxide (D) containing antimonium oxide (C), the ratios by weight of said antimonium oxide (C) and said metal oxide (D) to said particulate conductive material (W₁) satisfying the following formulae (1) and (2)


- The highly oriented, undrawn, conductive, composite filament of Claim 1, wherein said conductive material is incorporated in said polyamide in an amount of 60 to 75% by weight.
- The highly oriented, undrawn, conductive, composite filament of Claim 1, wherein the ratio by weight of said fiber-forming thermoplastic polymer (A) selected from polyethylene terephthalate and polybutylene terephthalate and said composition (B) comprising a conductive material and a polyamide is:
(B)/(A) = 8/92 to 22/78. - A process for producing a highly oriented, undrawn, conductive, composite filament which is a sheath-core composite filament comprising a sheath component of a fiber-forming thermoplastic polymer (A) selected from polyethylene terephthalate and polybutylene terephthalate and a core component of a composition (B) comprising a conductive material which comprises a conductive metal oxide(s) and a thermoplastic polyamide, which comprises extruding said fiber-forming thermoplastic polymer (A) having an intrinsic viscosity, [η], after spinning of at least 0.55 and said composition (B) having a moisture content adjusted by drying to 100 to 1,200 ppm separately through different extruders, and conducting high orientation melt spinning using a composite spinning apparatus at at least 2,500 m/min so that the filaments thus spun will have a shrinkage in hot water at 100°C of not more than 20%.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13074588 | 1988-05-27 | ||
| JP130745/88 | 1988-05-27 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0343496A2 EP0343496A2 (en) | 1989-11-29 |
| EP0343496A3 EP0343496A3 (en) | 1990-10-31 |
| EP0343496B1 true EP0343496B1 (en) | 1994-08-31 |
Family
ID=15041620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890108861 Expired - Lifetime EP0343496B1 (en) | 1988-05-27 | 1989-05-17 | Conductive composite filament and process for producing the same |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0343496B1 (en) |
| CA (1) | CA1334326C (en) |
| DE (1) | DE68917784T2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019132028B3 (en) * | 2019-11-26 | 2021-04-15 | Deutsche Institute Für Textil- Und Faserforschung Denkendorf | Piezoresistive force sensor |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5318845A (en) * | 1988-05-27 | 1994-06-07 | Kuraray Co., Ltd. | Conductive composite filament and process for producing the same |
| DE3923086A1 (en) * | 1989-07-13 | 1991-01-24 | Hoechst Ag | ANTISTATIC CORE COAT FILAMENT |
| DE4017044A1 (en) * | 1990-05-26 | 1991-11-28 | Metallgesellschaft Ag | ELECTRICALLY CONDUCTIVE BARIUM SULFATE AND METHOD FOR THE PRODUCTION THEREOF |
| US5607766A (en) * | 1993-03-30 | 1997-03-04 | American Filtrona Corporation | Polyethylene terephthalate sheath/thermoplastic polymer core bicomponent fibers, method of making same and products formed therefrom |
| KR100392965B1 (en) * | 1995-03-02 | 2003-10-30 | 도레이 가부시끼가이샤 | Polyester high-purity fragrance-stretched fiber and manufacturing method thereof |
| DE69507593T2 (en) * | 1995-03-29 | 1999-06-24 | Teijin Ltd., Osaka | Electrically conductive composite fibers |
| US5654096A (en) * | 1995-03-30 | 1997-08-05 | Teijin Limited | Electroconductive conjugate fiber |
| DK1230863T3 (en) * | 1995-06-06 | 2005-04-25 | Filtrona Richmond Inc | Porous element |
| CN112410959A (en) * | 2020-11-12 | 2021-02-26 | 湖州欣缘纺织有限公司 | Preparation method of anti-static polyester core-spun yarn |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1158816A (en) * | 1980-06-06 | 1983-12-20 | Kazuo Okamoto | Conductive composite filaments and methods for producing said composite filaments |
| CA1285358C (en) * | 1987-01-30 | 1991-07-02 | Yasuhiro Ogawa | Conductive composite filaments and fibrous articles containing the same |
-
1989
- 1989-05-17 DE DE1989617784 patent/DE68917784T2/en not_active Expired - Fee Related
- 1989-05-17 EP EP19890108861 patent/EP0343496B1/en not_active Expired - Lifetime
- 1989-05-18 CA CA 600059 patent/CA1334326C/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019132028B3 (en) * | 2019-11-26 | 2021-04-15 | Deutsche Institute Für Textil- Und Faserforschung Denkendorf | Piezoresistive force sensor |
| WO2021104899A1 (en) | 2019-11-26 | 2021-06-03 | Deutsche Institute Für Textil- Und Faserforschung Denkendorf | Piezoresistive force sensor |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0343496A3 (en) | 1990-10-31 |
| CA1334326C (en) | 1995-02-14 |
| DE68917784T2 (en) | 1995-01-05 |
| DE68917784D1 (en) | 1994-10-06 |
| EP0343496A2 (en) | 1989-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5318845A (en) | Conductive composite filament and process for producing the same | |
| CA1158816A (en) | Conductive composite filaments and methods for producing said composite filaments | |
| US5698148A (en) | Process for making electrically conductive fibers | |
| US4457973A (en) | Conductive composite filaments and methods for producing said composite filaments | |
| EP2037015B1 (en) | Conductive sheath-core conjugate fiber and process for producing the same | |
| CA1107473A (en) | Conductive composite filaments | |
| EP0929701B1 (en) | Electrically conductive heterofil | |
| US4756969A (en) | Highly electrically conductive filament and a process for preparation thereof | |
| CA1081416A (en) | Antistatic biconstituent polymeric filament with partially encapsulated constituent containing carbon black | |
| US4085182A (en) | Process for producing electrically conductive synthetic fibers | |
| EP1219734B2 (en) | Core-sheath composite conductive fiber | |
| EP0399397B1 (en) | Sheath-core spinning of multilobal conductive core filaments | |
| US5202185A (en) | Sheath-core spinning of multilobal conductive core filaments | |
| EP0343496B1 (en) | Conductive composite filament and process for producing the same | |
| US5260013A (en) | Sheath-core spinning of multilobal conductive core filaments | |
| US4869951A (en) | Method and materials for manufacture of anti-static cloth | |
| JPH05263318A (en) | Conductive composite fiber | |
| JP2004225214A (en) | Electroconductive conjugated fiber | |
| JPH01292116A (en) | Electrically conductive fiber and production thereof | |
| JP7340183B1 (en) | Core-sheath type polyester composite fiber and its manufacturing method | |
| JPS6350446B2 (en) | ||
| JP2778981B2 (en) | Conductive composite fiber and method for producing the same | |
| JP3210787B2 (en) | Conductive mixed yarn | |
| JPS61174469A (en) | Production of conductive composite fiber | |
| EP3690088B1 (en) | Conductive composite fiber |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE GB |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE GB |
|
| 17P | Request for examination filed |
Effective date: 19901127 |
|
| 17Q | First examination report despatched |
Effective date: 19931014 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB |
|
| REF | Corresponds to: |
Ref document number: 68917784 Country of ref document: DE Date of ref document: 19941006 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20050511 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050512 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060517 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20060517 |