EP0336439A2 - Gesättigte Schaum- und Trennbeschichtung eines Fasersubstrates - Google Patents
Gesättigte Schaum- und Trennbeschichtung eines Fasersubstrates Download PDFInfo
- Publication number
- EP0336439A2 EP0336439A2 EP89106197A EP89106197A EP0336439A2 EP 0336439 A2 EP0336439 A2 EP 0336439A2 EP 89106197 A EP89106197 A EP 89106197A EP 89106197 A EP89106197 A EP 89106197A EP 0336439 A2 EP0336439 A2 EP 0336439A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- saturant
- foam
- foamed
- release coating
- paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/04—Physical treatment, e.g. heating, irradiating
- D21H25/06—Physical treatment, e.g. heating, irradiating of impregnated or coated paper
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M23/00—Treatment of fibres, threads, yarns, fabrics or fibrous goods made from such materials, characterised by the process
- D06M23/04—Processes in which the treating agent is applied in the form of a foam
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0086—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the application technique
- D06N3/0095—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the application technique by inversion technique; by transfer processes
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/10—Coatings without pigments
- D21H19/14—Coatings without pigments applied in a form other than the aqueous solution defined in group D21H19/12
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/80—Paper comprising more than one coating
- D21H19/82—Paper comprising more than one coating superposed
- D21H19/824—Paper comprising more than one coating superposed two superposed coatings, both being non-pigmented
Definitions
- the present invention relates to sizing paper and the application of a release coating to a paper substrate, a nonwoven substrate, or a woven substrate.
- a sizing agent either at the wet end, known as "internal sizing", or in the drying section of the paper making machine. This is done to increase the resistance of the paper or paperboard to wetting and penetration by liquids, particularly aqueous liquids, and thereby provides the paper product with water resistant properties.
- paper refers to a web of felted or matted sheets of nonwoven cellulose fibers, formed on a fine wire screen from a dilute water suspension, and bonded together as the water is removed and the sheet is dried. Paper also refers to sheet materials produced from other types of fibers, particularly mineral or synthetic, which can be formed and bonded by other means. Of particular importance in the present invention, is the unbleached kraft paper commonly used in the manufacture of masking tapes and packaging tapes.
- nonwoven fiber or woven fiber substrates from synthetic or natural sources, such as nylon, rayon, cellulose diacetate, cellulose triacetate, polyamide resins, polyester resins, polyacrylic resins, polyvinyl resins, polyolefin resins, glass, metal, abaca, sisal, henequen jute, cotton, ramie, flax, hemp, silk, wool, mohair, cashmere, vicuna, alpaca, and the like.
- synthetic or natural sources such as nylon, rayon, cellulose diacetate, cellulose triacetate, polyamide resins, polyester resins, polyacrylic resins, polyvinyl resins, polyolefin resins, glass, metal, abaca, sisal, henequen jute, cotton, ramie, flax, hemp, silk, wool, mohair, cashmere, vicuna, alpaca, and the like.
- the process of saturating or impregnating paper or a nonwoven fiber substrate with a resin or polymer is also known in the trade as sizing.
- tub sizing The application of a sizing agent to paper sheet or paperboard in the drying section of the papermaking machine is generally referred to as tub sizing.
- Partially dry sheet is passed through a size solution or over a roll wetted with size solution to saturate the paper.
- the same procedure can be applied to a nonwoven substrate but not generally to a woven substrate, which ordinarily has sufficient strength.
- tub sizing The two principal methods of sizing paper are the tub sizing method and off-machine saturation method.
- tub sizing the paper is contacted with the size while still on the paper machine and in a partially dry state. A relatively small percentage of manufactured paper is saturated by this method.
- the tape cannot be unwound, or unwound only with great difficulty, it is said to be "blocking".
- the tape must unwind in a controlled fashion so that only the amount desired for use is unwound from the roll.
- the tape should not be capable of unwinding in an uncontrolled manner when handled, so that more tape separates from the roll than the amount desired.
- Suitable adhesives for pressure sensitive adhesive tape applications include tackified rubber adhesive solutions, tackified hot melt adhesives, tackified rubber emulsion adhesives and acrylic ester adhesives.
- the majority of manufactured paper is saturated with a sizing composition, known as a "saturant", by means of an off-machine saturation method wherein the paper is saturated on a separate machine and is dry at the time of saturation.
- a sizing composition known as a "saturant”
- the conventional means for saturating paper in the off-machine method is to dip the paper in a dilute latex or resin emulsion, and then pass the paper between nip rollers under high pressure to remove excess resin or saturant. The paper is then passed through an oven to dry and set the resin.
- a normal dry add-on of styrene-butadiene-rubber (SBR) latex to achieve acceptable tensile and delamination properties is generally about 10 to 50% by weight of the dry paper.
- the latex is usually applied from a dip bath having a solids level of about 25 to 30%. Wet pick-ups from a bath such as this range from about 75 to 150%. "Wet pick-up” refers to the weight of the added substance plus the vehicle, the weight of the web as a basis. Styrene-butadiene-rubber latices are manufactured at about 50 to 55% solids. It thus becomes necessary to dilute the latex with water in order to avoid adding more rubber solids to the paper than is necessary to achieve the desired tensile strength.
- a controlled release coating referred to as "backsize" is generally applied to the surface of the dry, saturated paper stock by coating a low solids polymer solution, such as that of acrylic ester copolymer resins, vinyl acetate copolymer resins, silicone resins, polyamide resins and polyester resins by conventional coating methods such as a kiss roll or a wire wound roll.
- non-aqueous solvent solutions were generally used. However, due to environmental considerations, aqueous emulsions or latices have recently been introduced with much success, displacing the use of non-aqueous solvent solutions.
- Controlled release latices are available at a level of about 40 to 50% solids, and are diluted with water to about 10 to 30% solids in order to meter the application of the release coating so that only a sufficient amount is used to achieve the desired release properties.
- the controlled release coating is applied only on the surface of one side of the paper.
- Silicone emulsions are also used for controlled release coatings, and are applied from emulsions containing about 2 to 10% silicone solids, since only small amounts of silicone are necessary to achieve the desired release properties.
- the ability to apply the release coating to the paper surface or other substrate using a high solids content emulsion would result in energy saving benefits in the dryer provided that the wet pickup is proportionately lower.
- U.S. Patent 4,571,360 to Brown et al discloses uniformly distributing paper treating agents onto paper without changing the properties of the paper by applying fast breaking and fast wetting foams. Ionic foaming agents were added to distribute the treating agent evenly to the paper. In all the examples starch was the treating agent. Foam may be applied to either side of the paper in multiple or two-sided applications, or sequentially.
- U.S. Patent 4,581,254 to Cunningham et al discloses applicators for uniformly distributing treating agents, such as cooked starch, to rapidly moving paper.
- U.S. Patent 4,597,831 to Anderson discloses application of water-repelling, external sizing such as rosin to the surface of paper.
- the rosin used was self-foaming and the use of foaming agents was discouraged.
- U.S. Patent 4,184,914 to Jenkins discloses the use of a foamed protein added to paper pulp before its entrance to the mesh of a papermaking machine in order to reduce the amount of water picked up by the pulp.
- the protein foaming agent also reduces the surface tension of the water.
- U.S. Patent 4,279,964 to Heller discloses densification of a high solids froth of a resin emulsion and a starch solution, or a frothed starch solution coated onto a paper substrate to increase its opacity and ink hold out.
- U.S. Patent 4,288,475 to Meeker teaches vacuum impregnation of a fibrous web by a foamed binder consisting of up to 60% of the weight of the material.
- the present invention relates to the application of a foam release coating to paper and other substrates. It also relates to the sequential application of a foamed saturant and of a foamed release coating to an appropriate substrate without an intermediate drying step.
- a release coating in the form of a foam is applied to paper or other substrate, such as woven or nonwoven fibers from natural or synthetic sources.
- the use of the release coating in the form of a foam reduces the amount of water that is necessary in the conventional manner of applying a release coating by aqueous dilution.
- a high solids latex release coating can be converted to a foam by injecting air into the compounded latex in a mechanical foam generator.
- the viscous foam that is formed acts as a carrier for the release coating composition which can be contacted to the paper substrate by means of a variety of coating technologies known in the art.
- controlled release coating is also referred to by those skilled in the art as "backsize".
- Typical controlled release coatings include acrylic ester copolymer latices, vinyl acetate copolymer latices and silicone emulsions.
- Suitable vinyl acetate copolymers include Valcoat-155TM manufactured by Valchem corporation, 5649TM manufactured by National Starch and Chemical Corporation and Sunaryl SM-3TM manufacured by Sun Chemical Corporation.
- Suitable acrylic ester copolymer latexes include Valcoat-182TM manufactured by Valchem Corporation and R225TM manufactured by Rohm and Haas Corporation.
- Suitable silicone emulsions include GE2145/GE2156, a two part system manufactured by General Electric Corporation, and DC1171/DC1171A, a two part system manufactured by Dow Corning Corporation.
- silicone emulsion release coatings into a foam was unexpected and surprising due to the fact that silicones are generally resistant to foaming, and are commonly used as a major ingredient in anti-foam compositions.
- the foamed release coating can be applied to a dry resin saturated paper.
- the resin saturated paper can be previously saturated by either conventional wet or foamed application of the saturant.
- Typical saturants include natural rubber latices, styrene-butadiene emulsion polymers, polyacrylic ester emulsions, polyvinyl acetate emulsions, polyurethane emulsions and mixtures thereof. Solvent based saturants can also be used but are being phased out for commercial applications due to environmental considerations.
- Suitable means for applying the foamed saturant composition to a fibrous substrate include horizontal pad roll applicators, such as the Reed-Chatwood and Dewtex; slot die foam applicators, such as the Gaston County and rotary screen applicators, such as the Stork Brabant RSF.
- Suitable means for applying the foamed release composition to a fibrous substrate include floating knife applicators, kiss roll applicators, and slot die foam applicators, such as the Gaston County.
- both saturant and release coating be composed of water based systems.
- emulsion polymers in the trade contain defoamers. This is because in conventional wet applications, foaming can cause variations in the amount of emulsion polymer added to the web. It is preferred that the latexes used in the present invention contain no defoamer.
- the foamed saturant and foamed controlled release coating can be applied to the paper web or other substrate sequentially with an intermediate drying step.
- An intermediate drying step between the application of the saturant and the application of the controlled release coating is necessary in conventional aqueous dilution processes.
- the use of foam allows for the sequential application of saturant and release coating without an intermediate drying step.
- the release coating can be applied to the paper web or other substrate in an unfoamed state subsequent to the application of the foamed saturant, without an intermediate drying step.
- the release coating composition After the release coating composition has been applied to the paper web or other substrate, it can be dried in suitable drying equipment known to the art.
- the drying temperatures can vary from about 150 to 450°F, preferably about 200 to 350°F.
- Suitable drying means include gas fired ovens, steam heated cans, and the like.
- foaming aids and foam stabilizers are important to the successful operation and application of the foamed saturant and foamed release coating. Selection is critical so that the foaming aid does not adversely affect the desired properties of the treated paper. For example, certain foaming agents and saturants can make the paper hydrophilic, which defeats the purpose of imparting water resistance. With regard to the release coating, improperly selected foaming agents can adversely affect the release properties and cause the adhesive coated paper on an adhesive tape to block. Blocking occurs when a roll of adhesive tape cannot be unwound. The foaming agent can also migrate from the release coating into the adhesive layer, causing detackification.
- Additives must be selected which will not interfere with the release properties of the controlled release coating, or detackify the subsequently coated pressure sensitive adhesive.
- the foamable saturant is designed to penetrate the paper web whereas the foamable release coating is contacted to the paper web in a manner such that it exists primarily on its surface.
- Typical foaming agents include sodium lauryl sulfate, ammonium stearate, fatty acid diethanolamide, and ethoxylated fatty acids.
- the amount of foaming agent can vary from about 0.02 to 5%, and preferably about 0.05 to 2% by weight of the saturant or release composition. As a general rule, the least amount of foaming agent necessary to provide a foam of the desired stability is used since foaming agents can, if used in excess, adversely effect water resistance and release properties of the final saturated and release coated substrate.
- foam stabilizers are employed to increase the stability of the foam.
- foam must be sufficiently stable so that it will not collapse unless an external force such as compression or a vacuum is applied to the foam.
- Typical stabilizers for the foam include hydroxyethyl cellulose, ammonium polyacrylate, methoxyethyl cellulose, and hydroxypropyl cellulose.
- the foams used in this invention contain gas and the foamable saturant, or the controlled release coating.
- the gas which comprises the vapor component of the foam can be any gasous material capable of forming a foam with the saturant or release composition.
- suitable gases include, air, nitrogen, oxygen and inert gases, with air being the preferred foaming gas.
- the vol ume ratio of gas to liquid is known as the "blow ratio".
- a foam using air as the gas and having a blow ratio of 15 consists of 14 parts of air and 1 part of the liquid treating composition.
- the blow ratio is determined by dividing the weight of a given volume of unfoamed liquid by the weight of an equal volume of the foam.
- blow ratio is dictated by the nature of the paper web or other substrate, and whether saturation or a surface release coating is desired, and by the coating speed.
- the blow ratio generally ranges from about 1.5 to about 25, preferably from about 5 to 15.
- the blow ratio can range from about 5 to about 30, preferably from about 5 to 20.
- the foam compositions of the present invention require an external force, such as mechanical compression or vacuum in order to collapse. This is in contrast to the fast-breaking foams disclosed in U.S. Patent No. 4,571,360 to Brown which collapse merely on contacting a substrate.
- the saturant composition after collapse of the foam is fast wetting, that is, after the foam collapses, the saturant is rapidly absorbed into the surface, and penetrates and impregnates the paper web or other substrate, evenly distributing itself throughout.
- the foamed release coating composition after collapse by external force is preferably not fast-wetting so that the coating remains on the surface of the web or substrate.
- foams can be generated by injecting air and the compounded liquid treating composition into a mechanical foam generator available commercially, such as the known static, radial or axial types.
- Foam generation means generally consist of a mechanical agitator capable of mixing metered quantities of gas and liquid treating compositions.
- the foaming is controlled by adjusting the blow ratio and the rotation rate of the rotor in the foaming apparatus to provide a foam having the desired bubble size and half life.
- the relative feed rates of the liquid treating composition in the gas will determine the density of the foam.
- Suitable foamers include the TexacoteTM foamer (U.S. Rubber and Textile Company, Dalton, Georgia), and the OakesTM foamer (Oakes Machinery Corporation, Long Island, NY). Static foamers can also be used such as the ValfoamerTM (Southern Machine and Sales Company, Inc., Cheraw, SC). On a laboratory scale, common household mixers, such as the KitchenaidTM mixer (Hobart Corp., Troy, OH), and other household mixers made by Oster Co., Hamilton Beach Co., and Waring Co., can also be used, equipped with a wire whip to produce the foam.
- TexacoteTM foamer U.S. Rubber and Textile Company, Dalton, Georgia
- the OakesTM foamer Oakes Machinery Corporation, Long Island, NY
- Static foamers can also be used such as the ValfoamerTM (Southern Machine and Sales Company, Inc., Cheraw, SC).
- common household mixers such as the KitchenaidTM mixer (Hobart Corp., Troy,
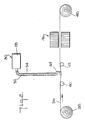
- One method for applying the saturant is to use a coating operation shown schematically in Fig. 1, wherein air and the saturant composition are (1) foamed in a mechanical foaming device (2) which produces the foamed saturant composition (3) which passes through foamed delivery pipe (4) and divides into distribution points (5) and (6), which release foam onto horizontal padder rolls (7) and (8).
- the paper web (10) unwinds from letoff roll (12) and passes over idler roller (14) where it continues its passage through horizontal padder rolls (7) and (8) and contacts the foamed saturant (3) being released from foam distributors (5) and (6) in the nip roll section (16) wherein the foamed saturant (3) is compressed and collapses into the liquid state and penetrates the paper web (10) from both sides of the paper.
- Optional movable gates (18) and (20) restrict the contact time between the foam and the paper web (10), and if necessary can be adjusted to block the foam entirely from contacting the paper web (10).
- the compression pressure on the paper web (10) exerted by the nip rolls (16) of the horizontal padder rolls (7) and (8) is adjusted to meter the desired amount of foam so that no excess liquid formed after the collapse of the foamed saturant exists after compression.
- the paper web (10) then continues its passage over idler roller (22) through dryer (24) and onto takeup roll (26).
- the foamable saturant (3) is formulated so that the foam is sufficiently stable to be delivered to the horizontal padder rolls (7) and (8) without collapsing. However, the foamed saturant instanteously collapses into a liquid when subjected to the pressure applied in the nip roll section (16).
- Examples 1 to 3 demonstrate foam saturation of a paper substrate.
- Examples 4 to 7 demonstrate foam application of a release coating.
- Example 8 shows the sequential application of a foamable saturant and a release coating without an intermediate drying step, and
- Example 9 shows a foamed silicone release coating.
- a foamable paper saturant formulation was prepared by mixing 100 parts of a 60:40 styrene-butadiene-rubber (SBR) latex, 55% solids, defoamer free (Walsh Chemical Co., Morganton NC); 2 parts ethoxylated fatty alcohol sold under the name ValdetTM-4016, (Valchem Chemical Co., Langley, S.C.) and 1 part hydroxyethylcellulose solution (Stabilizer 341TM, Valchem Chemical Co., Langley, S.C.). The mixture was foamed to a blow ratio of 5 in an Oakes foamer.
- SBR styrene-butadiene-rubber
- a 26 pound unbleached crepe kraft paper web was fed through a pair of horizontal pad rolls, one steel, and one hard rubber at a rate of 30 feet per minute with a nip pressure of 30 psi.
- the foam was applied to both sides of the web as it traversed the pad rolls.
- the web was cut into sections and each section was dried in a gas fired oven at 325°C for 10 seconds.
- the amount of saturant and physical properties of the paper product are detailed in Table 1.
- Example 1 The rubber latex saturant formulation of Example 1 was foamed with air to a blow ratio of 11.
- the same unbleached crepe kraft paper as in Example 1 was fed through a Reed-Chatwood pilot horizontal pad foam applicator, with foam applied to both sides of the web.
- the paper was impregnated with saturant, and dried on steam heated cans, at 220°F at a rate of 60 feet per minute.
- the amount of saturant and physical properties of the paper product are detailed in Table 1.
- Example 1 The data in Table 1, demonstrates that in Example 1 the blow ratio of 5 was too low, resulting in excessive dry add-on. Higher dry add-on does not contribute to improved tensile strength. In Example 2 where the blow ratio was 11, the dry add-on was reduced to the conventional level resulting in a small reduction in tensile strength.
- Example 3 with an intermediate amount of % wet and % dry add-on for the acrylic copolymer latex resulted in a higher tensile strength than that of Examples 1 and 2.
- the paper was dipped in a bath containing 25% solid styrene-butadiene latex.
- the wet paper was compressed using a vertical padder to remove excess latex.
- the water to be evaporated per pound of paper was 0.61 pounds or 47.6 pounds per 1,000 square yards of 26 pound kraft paper.
- Example 2 For the foam application of Example 2, 0.22 pounds of water per pound of paper or 17.2 pounds per 1,000 square yards of 26 pound kraft paper was evaporated.
- aqueous acrylic release coating sold under the name Valcoat 182TM (Valchem Chemical Co.) was foamed to a blow ratio of 11:1.
- the foam was applied to one side of a saturated crepe paper using a floating knife arrangement as shown in Fig. 2, wherein air and the release coating (28) were foamed in mechanical foamer (30) to form a foamed release coating (32) passing through foam delivery pipe (34) which released the foam onto the surface of the paper web (36).
- the paper web (36), which can be previously treated with saturant was unrolled from letoff roll (38) and passed over support rolls (40) and (42), where the paper web (36) contacted the foam (32) which was metered onto the surface of the paper web (36) by means of coating knife (44), which caused the foam to collapse into a liquid.
- the proportion of foam (32) metered onto the surface of the paper was controlled by the pressure of the coating knife (44) in such a manner that no excess liquid was left after the foam (32) collapsed into a liquid in sufficient amounts to coat the surface of the paper web (36) with the release coating.
- the treated paper web (36) then passed into the steam can dryer (46), finally being collected at takeup roll (48).
- the coating speed was 30 ft/min. Control parameters and release properties are detailed in Table 2.
- Example 4 The same acrylic release coating used in Example 4 and foamed to a blow ratio of 8:1, was coated on the same saturated paper under the same conditions of Example 4. The paper was dried in a gas-fired oven. Control parameters and release properties are detailed in Table 2.
- Example 4 The same release coating used in Example 4 was foamed to a blow ratio of 8:1 and coated on a 26 pound saturated masking paper using the floating knife arrangement in Fig. 2. In the same operation the paper was dried and a solvent based natural rubber adhesive was applied to the other side and dried. The running speed for this trial was 600 ft/min. The control parameters and release properties of the masking tape produced in this trial are detailed in Table 2.
- Example 4 The same acrylic release coating used in Example 4 was foamed to a blow ratio of 8:1 and applied to a 26 pound saturated crepe paper, with a kiss roller, followed by a scrape blade in accordance with Fig. 3, wherein air and release coating (28) were foamed in mechanical foamer (30) to form foamed release coating (32) which passed through foam delivery pipe (34) where it was released and collected in collection vessel (50) housing a kiss roller (52) which collected the foam release coating (32) and transferred it to the underside surface of the paper web (36) which unrolled from letoff roller (38) and traversed over the kiss roller (52).
- air and release coating (28) were foamed in mechanical foamer (30) to form foamed release coating (32) which passed through foam delivery pipe (34) where it was released and collected in collection vessel (50) housing a kiss roller (52) which collected the foam release coating (32) and transferred it to the underside surface of the paper web (36) which unrolled from letoff roller (38) and traversed over the kiss roller (52).
- the foamed release coating (32) was metered onto the underside surface of the paper web (36) by the scrape blade (54), which also collapsed the foam, allowing any excess to drip back into vessel (50).
- the release coated paper web (36) then passed through dryer (46) and was collected on takeup roll (48). After drying the paper, an adhesive was applied under the same conditions as in Example 6.
- the production running speed was 650 ft/min.
- Table 2 shows the control parameters and release properties of the finished masking tape.
- Example 1 The SBR foamed latex saturant of Example 1 was foamed with air to a 6:1 blow ratio and applied to a 26 pound unbleached crepe paper as in Example 1. Without an intermediate drying step, the saturant impregnated paper web was then coated on the surface of one side with the same foamed acrylic release coating as in Example 4 at a blow ratio of 11:1 with a floating knife apparatus. The procedure is shown schematically in Fig.
- a general purpose masking tape manufactured by Anchor Continental Co. of Columbia, S.C. was used to test release papers listed in Table 2, which follows.
- the "conventional paper” in Table 2 is that used to prepare the general purpose masking tape.
- the conventional paper was saturated by being dipped into a 25% solids bath of stryrene-butadiene latex polymer, squeezed through pad rolls to remove excess latex and then dried.
- One side of the paper was then kiss coated with a 28% solids acrylic ester copolymer latex release coating and dried.
- the wet add-on of release coating was 21% and the dry add-on was 4.0%.
- Readhesion is a measure of the peel strength of the adhesive measured against a stainless steel plate after the adhesive has been contact with a release coating for 20 minutes. This is a modification of PSTC-1.
- a conventional coating consisted of: Parts Water 327 Acetic Acid 0.1 Silicone GE2145 (General Electric) 31 Catalyst GE2126C (General Electric) 7.56 365.66
- a foamable coating consisted of: Parts Water 228 Acetic Acid 0.2 Silicone GE2145 (General Electric) 62 Catalyst GE2126C (General Electric) 15 Sodium lauryl sulfate (Sipex UB, Alcolac Co., Baltimore, MD) 4.5 309.7
- the conventional coating was applied to a 35 pound machine finished paper using a wire wound rod coater.
- the foamable coating was foamed to a blow ratio of 13 to 1 and applied to the machine finished paper using a floating knife applicator.
- the coated papers were dried in a oven. Both release papers were then coated with a butyl acrylate/vinyl acetate emulsion copolymer pressure sensitive adhesive Valtac 28ST (Valchem Co.). The coatings were dried and laminated to a white 3 mil vinyl film, by passing through pad rolls at 30 psi.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Paper (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Molding Of Porous Articles (AREA)
- Adhesive Tapes (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17941188A | 1988-04-08 | 1988-04-08 | |
| US179411 | 1988-04-08 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0336439A2 true EP0336439A2 (de) | 1989-10-11 |
| EP0336439A3 EP0336439A3 (de) | 1991-08-28 |
Family
ID=22656483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890106197 Withdrawn EP0336439A3 (de) | 1988-04-08 | 1989-04-07 | Gesättigte Schaum- und Trennbeschichtung eines Fasersubstrates |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0336439A3 (de) |
| JP (1) | JPH0214135A (de) |
| KR (1) | KR890016247A (de) |
| AU (1) | AU3240789A (de) |
| BR (1) | BR8901669A (de) |
| CA (1) | CA1325926C (de) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6503412B1 (en) | 2000-08-24 | 2003-01-07 | Kimberly-Clark Worldwide, Inc. | Softening composition |
| US6607783B1 (en) | 2000-08-24 | 2003-08-19 | Kimberly-Clark Worldwide, Inc. | Method of applying a foam composition onto a tissue and tissue products formed therefrom |
| US6761800B2 (en) | 2002-10-28 | 2004-07-13 | Kimberly-Clark Worldwide, Inc. | Process for applying a liquid additive to both sides of a tissue web |
| US6805965B2 (en) | 2001-12-21 | 2004-10-19 | Kimberly-Clark Worldwide, Inc. | Method for the application of hydrophobic chemicals to tissue webs |
| US6852196B2 (en) | 2000-11-08 | 2005-02-08 | Kimberly-Clark Worldwide, Inc. | Foam treatment of tissue products |
| US6949168B2 (en) | 2002-11-27 | 2005-09-27 | Kimberly-Clark Worldwide, Inc. | Soft paper product including beneficial agents |
| US6964725B2 (en) | 2002-11-06 | 2005-11-15 | Kimberly-Clark Worldwide, Inc. | Soft tissue products containing selectively treated fibers |
| US6977026B2 (en) | 2002-10-16 | 2005-12-20 | Kimberly-Clark Worldwide, Inc. | Method for applying softening compositions to a tissue product |
| US7029756B2 (en) | 2002-11-06 | 2006-04-18 | Kimberly-Clark Worldwide, Inc. | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US7396593B2 (en) | 2003-05-19 | 2008-07-08 | Kimberly-Clark Worldwide, Inc. | Single ply tissue products surface treated with a softening agent |
| CN116997695A (zh) * | 2021-02-23 | 2023-11-03 | 美真纸板有限公司 | 一种方法、一种纸板产品以及泡沫涂布机和随后高浓度计量施胶压榨机的用途 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6797319B2 (en) | 2002-05-31 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Application of foam to tissue products using a liquid permeable partition |
| US6797116B2 (en) | 2002-05-31 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Method of applying a foam composition to a tissue product |
| US6835418B2 (en) | 2002-05-31 | 2004-12-28 | Kimberly-Clark Worldwide, Inc. | Use of gaseous streams to aid in application of foam to tissue products |
| KR100681388B1 (ko) * | 2005-07-20 | 2007-02-15 | 주식회사 옵팀 | 실리콘 코팅 이형원단의 제조 방법 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1240653A (en) * | 1967-10-10 | 1971-07-28 | Durie And Miller Holdings Ltd | A method of producing layers, sheet or films of rubber and/or plastics |
| US4118526A (en) * | 1975-06-06 | 1978-10-03 | United Merchants And Manufacturers, Inc. | Method for treating fabrics |
| US4279964A (en) * | 1979-11-26 | 1981-07-21 | Reichhold Chemicals, Incorporated | Froth coating of paper products and process for forming same |
| US4562097A (en) * | 1980-05-09 | 1985-12-31 | Union Carbide Corporation | Process of treating fabrics with foam |
-
1989
- 1989-04-03 CA CA000595520A patent/CA1325926C/en not_active Expired - Fee Related
- 1989-04-04 AU AU32407/89A patent/AU3240789A/en not_active Abandoned
- 1989-04-07 JP JP1087145A patent/JPH0214135A/ja active Pending
- 1989-04-07 BR BR898901669A patent/BR8901669A/pt unknown
- 1989-04-07 EP EP19890106197 patent/EP0336439A3/de not_active Withdrawn
- 1989-04-08 KR KR1019890004672A patent/KR890016247A/ko not_active Ceased
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6503412B1 (en) | 2000-08-24 | 2003-01-07 | Kimberly-Clark Worldwide, Inc. | Softening composition |
| US6607783B1 (en) | 2000-08-24 | 2003-08-19 | Kimberly-Clark Worldwide, Inc. | Method of applying a foam composition onto a tissue and tissue products formed therefrom |
| US6852196B2 (en) | 2000-11-08 | 2005-02-08 | Kimberly-Clark Worldwide, Inc. | Foam treatment of tissue products |
| US6805965B2 (en) | 2001-12-21 | 2004-10-19 | Kimberly-Clark Worldwide, Inc. | Method for the application of hydrophobic chemicals to tissue webs |
| US6977026B2 (en) | 2002-10-16 | 2005-12-20 | Kimberly-Clark Worldwide, Inc. | Method for applying softening compositions to a tissue product |
| US6761800B2 (en) | 2002-10-28 | 2004-07-13 | Kimberly-Clark Worldwide, Inc. | Process for applying a liquid additive to both sides of a tissue web |
| US6964725B2 (en) | 2002-11-06 | 2005-11-15 | Kimberly-Clark Worldwide, Inc. | Soft tissue products containing selectively treated fibers |
| US7029756B2 (en) | 2002-11-06 | 2006-04-18 | Kimberly-Clark Worldwide, Inc. | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US6949168B2 (en) | 2002-11-27 | 2005-09-27 | Kimberly-Clark Worldwide, Inc. | Soft paper product including beneficial agents |
| US7101460B2 (en) | 2002-11-27 | 2006-09-05 | Kimberly-Clark Worldwide, Inc. | Soft paper product including beneficial agents |
| US7396593B2 (en) | 2003-05-19 | 2008-07-08 | Kimberly-Clark Worldwide, Inc. | Single ply tissue products surface treated with a softening agent |
| CN116997695A (zh) * | 2021-02-23 | 2023-11-03 | 美真纸板有限公司 | 一种方法、一种纸板产品以及泡沫涂布机和随后高浓度计量施胶压榨机的用途 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR890016247A (ko) | 1989-11-28 |
| BR8901669A (pt) | 1989-11-21 |
| AU3240789A (en) | 1989-10-12 |
| JPH0214135A (ja) | 1990-01-18 |
| CA1325926C (en) | 1994-01-11 |
| EP0336439A3 (de) | 1991-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5089296A (en) | Foam saturation and release coating of a fibrous substrate | |
| EP0336439A2 (de) | Gesättigte Schaum- und Trennbeschichtung eines Fasersubstrates | |
| US4362781A (en) | Flushable premoistened wiper | |
| US3364063A (en) | Porous pressure-sensitive adhesive tapes | |
| US3713868A (en) | Acrylic-nitrile foam-backed fabric and method of preparation | |
| US4441962A (en) | Soft, absorbent tissue paper | |
| US2719806A (en) | Process for the manufacture of porous, air-permeable, flexible sheet material | |
| US4705712A (en) | Operating room gown and drape fabric with improved repellent properties | |
| EP0190853B1 (de) | Auftragung eines Schaummediums auf luftdurchlässige Materialien | |
| EP0079143A2 (de) | Transfer eines pseudoplastischen Gels | |
| EP0195458B1 (de) | Verfahren zur Behandlung eines nassen Papiers mit Schaum | |
| EP0118221B1 (de) | Nichtgewobene faserige Unterlage für Wandbekleidung | |
| CA1162799A (en) | Heat collapsing foam system | |
| US4142017A (en) | Flexible laminates and processes for producing same | |
| JPH02127590A (ja) | 製紙機械用織物を変性する方法 | |
| JPH0726355B2 (ja) | 溶液および分散液の形の合成樹脂で含浸した紙帯状体の製造法 | |
| US4070520A (en) | Fabric softener composition | |
| US2046763A (en) | Paper product and method of making | |
| WO1995015136A1 (en) | Process for applying a foamed coating to a medical adhesive tape | |
| EP0325028B1 (de) | Wandbekleidungssubstrat aus Multifilamentgarnen mit hydrophilen Eigenschaften | |
| EP1024217B1 (de) | Thermisches Verbinden von Nassfasern auf Zellulosebasis | |
| US4028457A (en) | Consolidation of dry formed webs | |
| MX2015001024A (es) | Tejido de alto volumen que comprende microesferas dilatables. | |
| US3306769A (en) | Process for manufacturing a low density, foam-fiber product | |
| KR20010089437A (ko) | 증기-보조 페이퍼 함침 및 건조 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE CH DE ES FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE CH DE ES FR GB IT LI NL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19911103 |