EP0253167A1 - Heat-exchanger, more particularly evaporator for refrigerant - Google Patents
Heat-exchanger, more particularly evaporator for refrigerant Download PDFInfo
- Publication number
- EP0253167A1 EP0253167A1 EP87109108A EP87109108A EP0253167A1 EP 0253167 A1 EP0253167 A1 EP 0253167A1 EP 87109108 A EP87109108 A EP 87109108A EP 87109108 A EP87109108 A EP 87109108A EP 0253167 A1 EP0253167 A1 EP 0253167A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tube
- flat
- heat exchanger
- pipe
- widened
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000003507 refrigerant Substances 0.000 title claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 230000007704 transition Effects 0.000 claims description 3
- 239000002826 coolant Substances 0.000 abstract 1
- 238000005476 soldering Methods 0.000 abstract 1
- 238000000034 method Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 2
- 235000010678 Paulownia tomentosa Nutrition 0.000 description 1
- 240000002834 Paulownia tomentosa Species 0.000 description 1
- 244000089486 Phragmites australis subsp australis Species 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05358—Assemblies of conduits connected side by side or with individual headers, e.g. section type radiators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/22—Making finned or ribbed tubes by fixing strip or like material to tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25B—REFRIGERATION MACHINES, PLANTS OR SYSTEMS; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS
- F25B39/00—Evaporators; Condensers
- F25B39/02—Evaporators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/02—Tubular elements of cross-section which is non-circular
- F28F1/025—Tubular elements of cross-section which is non-circular with variable shape, e.g. with modified tube ends, with different geometrical features
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F13/00—Arrangements for modifying heat-transfer, e.g. increasing, decreasing
- F28F13/06—Arrangements for modifying heat-transfer, e.g. increasing, decreasing by affecting the pattern of flow of the heat-exchange media
- F28F13/12—Arrangements for modifying heat-transfer, e.g. increasing, decreasing by affecting the pattern of flow of the heat-exchange media by creating turbulence, e.g. by stirring, by increasing the force of circulation
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0219—Arrangements for sealing end plates into casing or header box; Header box sub-elements
- F28F9/0221—Header boxes or end plates formed by stacked elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D2021/0019—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for
- F28D2021/0068—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for for refrigerant cycles
- F28D2021/0071—Evaporators
Definitions
- the invention relates to a heat exchanger, in particular a refrigerant evaporator according to the preamble of claim 1.
- Heat exchangers of this type have already been proposed by the applicant's earlier application P 35 02 619.7. Heat exchangers of this type have the advantage that, in contrast to heat exchangers with disk-shaped heat exchange bodies, the flat tubes do not have to be soldered or glued over their entire length, but only at their ends and at the connection openings, so that a significant simplification of manufacture can be achieved. Since in the proposed designs the flat tubes lie directly against one another with widened end parts, the arrangement of separate connecting tube sockets is also superfluous.
- heat exchangers of the proposed type are therefore provided, in which according to the indicator of claim 1, turbulence inserts are provided in the region lying between the widened parts of the tubes, which fill the entire tube width. This enables a higher heat exchange performance compared to pipes in which the turbulence insert does not fill the full pipe width.
- each flat tube extends to the narrow longitudinal sides in the shape of an ogive to the bends on the longitudinal edges of the flat tube, so that it is then possible to extend the widened part over the entire tube width. Due to the pointed arch-shaped extension of the expansion towards the end regions, the pipe material is stretched less there than in the middle of the parallel pipe walls. Overstretching with the risk of crack formation is therefore avoided.
- This configuration then makes it possible in a simple manner to insert turbulence inserts with the width of the flat tubes axially into the open tubes and then to fix them in a known manner. It is also advantageous that no deformation occurs in the narrow end areas, where the weld seam is generally located.
- the widened part in another method, however, it is also possible for the widened part to extend only over a part of the width of the flat tubes, although a certain pinch must then be provided in order to provide the full width of the turbulence insert in the flat tube.
- the flat tube is therefore only finished after inserting a turbulence insert.
- This method has proven to be very beneficial. It brings the advantage that the turbulence insert used in this way is also fixed in the flat tube after the deformation of the plate-shaped central part of the initially oval tube.
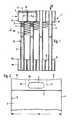
- FIG. 1 to 3 show a heat exchanger (1) which is constructed from a plurality of flat tubes (2) which are placed directly next to one another and with their axes (5) aligned parallel to one another.
- the flat tubes (2) are placed next to one another with widened parts (2a, 2b) provided at the ends and take up heat exchange fins (3) between them, which for better heat dissipation of the in the drawing plane in Fig. 1 on the flat tubes (2nd ) flowing past serve a heat exchange medium, especially air.
- the widened part (2a) or (2b) of the flat tubes (2) is closed in the exemplary embodiment by caps (10) inserted on the end face. These caps are omitted from the lower two tubes of FIG. 3. It can be seen that the middle part (2c) of the flat tubes (2) is considerably narrower than the widened part (2a) and that the flat tubes provided with parallel walls have bends (8) in the area of their longitudinal edges, each of which extends into the parallel walls ( 4) pass over. It can also be seen from the figures that the widened part (2a) or analog (2b) has openings (6, 6 ⁇ ) in the parallel wall parts (4 ⁇ ).
- Fig. 2 shows that the parallel walls (4 ⁇ ) of the expanded part (2a) run approximately in the area between the boundary lines (11) and that from these boundary lines to the outside, where less material is deformed by the ogival shape, also useful End wall parts (12) which run obliquely upwards outwards, while a lower-lying region is present in the region between the boundary lines (11).
- This configuration ensures that even in the middle area, ie. H. in the area of the walls (4 ⁇ ) the material stretch can be kept within the permissible range.
- FIG. 4 to 7 show another embodiment of a flat tube for a refrigerant evaporator, which is also provided with a turbulence insert (70), but is produced in a different way.
- the end regions of a flat tube are not widened, but instead, as the upper part of FIG. 4, a tube (20 ⁇ ) with an oval cross section is selected as the starting material, the walls (40) of which are at a distance (b) from one another.
- This oval tube has the length (B ⁇ ).
- a turbulence insert (70 ⁇ ) in corrugated or zigzag shape is now inserted into an oval tube (20 ⁇ ) designed in this way.
- This turbulence insert (70 ⁇ ) has a total length that is dimensioned such that it corresponds to the length (B) of the deformed part after the deformation of the tube (20 ⁇ ) described below.
- This turbulence insert (70 ⁇ ) with the length (B) is therefore first, as the upper part of FIG. 4 shows, inserted axially into the tube (20), to the extent that it occupies the area (21) (see FIG. 5 and 6), which is then to be deformed. Once this has been done, this central area (21) is pressed together by rolling or pressing, in such a way that in this area the tube (20 ⁇ ) receives the thickness (d) and the Width (B).
- This flat tube (20) designed in this way therefore has widened end regions which do not have the full width (B).
- the turbulence insert (70) over the full length of the width (B), which, due to the deformation process, both assumes its extended position according to FIG. 4 and is secured axially in this position.
- the parts (20a) and (20b) remaining as a result of this deformation process and widened with respect to the region (21) can be provided with openings similar to the openings (6) of the embodiment of FIGS. 1 to 3. In the exemplary embodiment, however, they are each provided with two openings (60) or (60 ⁇ ) which, when they are put together, establish the connection between the individual flat tubes (20).
- outlets (61) projecting outward at the openings (60) are produced, for example, by a suitable stamping process.
- This embodiment then has the advantage that only one type of flat tube (20) is required to build a flat tube evaporator or flat tube heat exchanger, which are soldered to one another.
- the nozzle (61) are dimensioned so that they fit into the openings (60 ⁇ ).
- the open pipe ends are closed by inserted caps (10).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Compression-Type Refrigeration Machines With Reversible Cycles (AREA)
Abstract
Description
Die Erfindung betrifft einen Wärmetauscher, insbesondere einen Kältemittel-Verdampfer nach dem Oberbegriff des Patentanspruches 1. Wärmetauscher dieser Art sind durch die ältere Anmeldung P 35 02 619.7 der Anmelderin bereits vorgeschlagen worden. Wärmetauscher dieser Art weisen den Vorteil auf, daß im Gegensatz zu Wärmetauschern mit scheibenförmigen Wärmetauschkörpern die Flachrohre nicht über ihre gesamte Länge, sondern nur an ihren Enden und an den Verbindungsöffnungen verlötet oder verklebt werden müssen, so daß eine bedeutende Herstellungsvereinfachung erzielt werden kann. Da bei den vorgeschlagenen Bauarten die Flachrohre unmittelbar mit aufgeweiteten Endteilen aneinander anliegen, ist auch die Anordnung gesonderter Verbindungsrohrstutzen überflüssig.The invention relates to a heat exchanger, in particular a refrigerant evaporator according to the preamble of claim 1. Heat exchangers of this type have already been proposed by the applicant's earlier application P 35 02 619.7. Heat exchangers of this type have the advantage that, in contrast to heat exchangers with disk-shaped heat exchange bodies, the flat tubes do not have to be soldered or glued over their entire length, but only at their ends and at the connection openings, so that a significant simplification of manufacture can be achieved. Since in the proposed designs the flat tubes lie directly against one another with widened end parts, the arrangement of separate connecting tube sockets is also superfluous.
Nachteilig ist in gewisser Hinsicht bei solchen Wärmetauscherbauarten jedoch, daß sich die Aufweitungen an den Rohrenden nicht über die ganze Rohrbreite erstrecken lassen, weil bei der Herstellung einer solchen Aufweitung Risse durch Materialüberstreckung, insbesondere im Bereich der bogenförmigen Wände an den Längskanten der Flachrohre ergeben. Das führt dazu, daß bei den bekannten Bauarten innerhalb der Flachrohre keine Einsätze vorgesehen werden können, wie sie beispielsweise von Ölkühlern in der Form von Turbulenzeinlagen bekannt sind. Die nicht über die ganze Breite durchgehende Aufweitung bei den vorgeschlagenen Wärmetauschern würde nur das Einschieben von Turbulenzeinlagen erlauben, die nur einen Teil der Rohrbreite ausfüllen. Das Wärmetauschmittel würde in einem solchen Fall an den Turbulenzeinlagen außen vorbeiströmen, so daß der den Wärmeübergang verbessernde Effekt einer Turbulenzeinlage nicht erfüllt wäre. Erfindungsgemäß werden daher Wärmetauscher der vorgeschlagenen Art vorgesehen, bei denen nach dem Kennzeichen des Patentanspruches 1 in dem zwischen den aufgeweiteten Teilen der Rohre liegenden Bereich Turbulenzeinlagen vorgesehen sind, welche die gesamte Rohrbreite ausfüllen. Dadurch wird eine höhere Wärmetauschleistung gegenüber Rohren ermöglicht, bei denen die Turbulenzeinlage nicht die volle Rohrbreite ausfüllt.In some respects, however, it is disadvantageous with such types of heat exchanger that the widenings at the pipe ends cannot extend over the entire pipe width, because in the production of such a widening cracks result from material overstretching, in particular in the region of the arcuate walls on the longitudinal edges of the flat pipes. The result of this is that, in the known designs, no inserts can be provided within the flat tubes, as are known, for example, from oil coolers in the form of turbulence inserts. The widening which is not continuous over the entire width in the case of the proposed heat exchangers would only allow the insertion of turbulence inserts which only fill part of the tube width. In such a case, the heat exchange medium would flow past the turbulence inserts, so that the effect of a turbulence insert improving the heat transfer would not be fulfilled. According to the invention, heat exchangers of the proposed type are therefore provided, in which according to the indicator of claim 1, turbulence inserts are provided in the region lying between the widened parts of the tubes, which fill the entire tube width. This enables a higher heat exchange performance compared to pipes in which the turbulence insert does not fill the full pipe width.
Dies kann dadurch erreicht werden, daß der aufgeweitete Teil jedes Flachrohres sich zu den schmalen Längsseiten hin spitzbogenförmig zu den Krümmungsbogen an den Längskanten des Flachrohres hin erstreckt, so daß es dann möglich ist, den aufgeweiteten Teil über die gesamte Rohrbreite zu erstrecken. Durch das spitzbogenförmige Auslaufen der Ausweitung zu den Endbereichen hin wird dort das Rohrmaterial weniger gestreckt als in der Mitte der parallelen Rohrwände. Ein Überstrecken mit der Gefahr der Rißbildung unterbleibt daher. Durch diese Ausgestaltung wird es dann in einfacher Weise möglich, Turbulenzeinlagen mit der Breite der Flachrohre axial in die offenen Rohre einzuschieben und dann in bekannter Weise zu fixieren. Vorteilhaft ist auch, daß in den schmalen Endbereichen, wo im allgemeinen die Schweißnaht liegt, keine Verformung auftritt.This can be achieved in that the widened part of each flat tube extends to the narrow longitudinal sides in the shape of an ogive to the bends on the longitudinal edges of the flat tube, so that it is then possible to extend the widened part over the entire tube width. Due to the pointed arch-shaped extension of the expansion towards the end regions, the pipe material is stretched less there than in the middle of the parallel pipe walls. Overstretching with the risk of crack formation is therefore avoided. This configuration then makes it possible in a simple manner to insert turbulence inserts with the width of the flat tubes axially into the open tubes and then to fix them in a known manner. It is also advantageous that no deformation occurs in the narrow end areas, where the weld seam is generally located.
Bei einer anderen Methode ist es aber auch möglich, daß sich der aufgeweitete Teil nur über einen Teil der Breite der Flachrohre erstreckt, wobei dann allerdings ein gewisser Kniff vorgesehen werden muß, um die Turbulenzeinlage in voller Breite in dem Flachrohr vorzusehen. Dies wird dadurch erreicht, daß die Turbulenzeinlage zunächst in zick-zack-förmig gewellter Form in den mittleren Bereich eines ovalen Rohres eingeschoben wird und daß dieses Rohr dann in dem Bereich, in dem die Turbulenzeinlage sitzt, parallel zusammengedrückt und bleibend verformt wird, und zwar in einem Ausmaß, daß sich die Turbulenzeinlage aus ihrer gewellten Form in eine flache gestreckte Form drückt. Bei dieser Methode wird daher das Flachrohr erst nach dem Einsetzen einer Turbulenzeinlage fertiggestellt. Diese Methode hat sich als sehr vorteilhaft erwiesen. Sie bringt den Vorteil mit sich, daß die so eingesetzte Turbulenzeinlage nach der Verformung des plattenförmigen Mittelteiles des zunächst ovalen Rohres auch in dem Flachrohr fixiert ist.In another method, however, it is also possible for the widened part to extend only over a part of the width of the flat tubes, although a certain pinch must then be provided in order to provide the full width of the turbulence insert in the flat tube. This is achieved in that the turbulence insert is first inserted in a zigzag-shaped corrugated shape into the central region of an oval tube and that this tube is then pressed in parallel and permanently deformed in the region in which the turbulence insert is seated to an extent that the turbulence insert presses out of its corrugated shape into a flat, elongated shape. With this method, the flat tube is therefore only finished after inserting a turbulence insert. This method has proven to be very beneficial. It brings the advantage that the turbulence insert used in this way is also fixed in the flat tube after the deformation of the plate-shaped central part of the initially oval tube.
Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung von zwei Ausführungsbeispielen der Erfindung, die in der Zeichnung dargestellt sind. Es zeigen:
- Fig. 1 einen schematischen Längsschnitt durch einen erfindungsgemäß ausgestalteten Kältemittel-Verdampfer, der aus unmittelbar aneinandergesetzten Flachrohren aufgebaut ist,
- Fig. 2 die Seitenansicht des Kältemittel-Verdampfers der Fig. 1 in einer Teilansicht in Richtung des Pfeiles II,
- Fig. 3 die Draufsicht auf den Kältemittel-Verdampfer der Fig. 1 in Richtung des Pfeiles III, wobei nur ein Teil der oberen Stirnenden der Rohre in offenem Zustand gezeigt ist,
- Fig. 4 die schematische Darstellung des Herstellungsvorganges für ein Flachrohr, bei dem die Turbulenzeinlage vor dem Verformen des Mittelteiles eingesetzt ist,
- Fig. 5 die teilweise aufgeschnittene Seitenansicht eines nach dem in Fig. 4 skizzierten Verfahren hergestellten Flachrohres,
- Fig. 6 einen Teilschnitt durch das Flachrohr der Fig. 5 längs der Linie VI-VI und
- Fig. 7 die Draufsicht auf das Rohr der Fig. 5 in Rich tung des Pfeiles VII.
- 1 shows a schematic longitudinal section through a refrigerant evaporator designed according to the invention, which is constructed from flat tubes placed directly next to one another,
- 2 shows the side view of the refrigerant evaporator of FIG. 1 in a partial view in the direction of arrow II,
- 3 is a top view of the refrigerant evaporator of FIG. 1 in the direction of arrow III, only part of the upper ends of the tubes being shown in the open state,
- 4 shows the schematic representation of the manufacturing process for a flat tube, in which the turbulence insert is inserted before the deformation of the central part,
- 5 shows the partially cut-away side view of a flat tube produced by the method outlined in FIG. 4,
- Fig. 6 is a partial section through the flat tube of FIG. 5 along the line VI-VI and
- Fig. 7 is a plan view of the tube of FIG. 5 in Rich arrow VII.
In den Fig. 1 bis 3 ist ein Wärmetauscher (1) gezeigt, der aus mehreren unmittelbar aneinandergesetzten und mit ihren Achsen (5) parallel zueinander ausgerichteten Flachrohren (2) aufgebaut ist. Die Flachrohre (2) sind mit aufgeweiteten, jeweils an den Enden vorgesehenen Teilen (2a, 2b) aneinandergesetzt und nehmen zwischen sich Wärmetauschrippen (3) auf, die für eine bessere Wärmeabgabe des in Fig. 1 in die Zeichenebene hinein an den Flachrohren (2) vorbeiströmenden einen Wärmetauschmediums, insbesondere Luft, dienen.1 to 3 show a heat exchanger (1) which is constructed from a plurality of flat tubes (2) which are placed directly next to one another and with their axes (5) aligned parallel to one another. The flat tubes (2) are placed next to one another with widened parts (2a, 2b) provided at the ends and take up heat exchange fins (3) between them, which for better heat dissipation of the in the drawing plane in Fig. 1 on the flat tubes (2nd ) flowing past serve a heat exchange medium, especially air.
Der aufgeweitete Teil (2a) bzw. (2b) der Flachrohre (2) ist beim Ausführungsbeispiel durch stirnseitig eingesetzte Kappen (10) verschlossen. Diese Kappen sind bei den unteren beiden Rohren der Fig. 3 weggelassen. Man erkennt, daß der mittlere Teil (2c) der Flachrohre (2) wesentlich schmäler ist als der aufgeweitete Teil (2a) und daß die mit parallelen Wänden versehenen Flachrohre im Bereich ihrer Längskanten Krümmungsbogen (8) besitzen, die jeweils in die parallelen Wände (4) übergehen. Aus den Fig. ist auch zu erkennen, daß der aufgeweitete Teil (2a) bzw. analog (2b) Öffnungen (6, 6ʹ) in den parallelen Wandteilen (4ʹ) besitzt. Diese parallelen Wandteile (4ʹ) gehen nach unten zu den Wänden (4) in einen Übergangsbereich (9) über, der etwa senkrecht, sowohl auf den Wänden (4ʹ) als auch auf den Wänden (4) steht. Dieser Übergangsbereich (9) wird zu den beiden Längskanten der Rohre, d. h. jeweils zu den Rohrbogen (8) hin kleiner, was dadurch bewirkt wird, daß die zunächst parallelen Wände (4ʹ) zu den Rohrbögen (8) hin spitzbogenförmig verlaufen. Die Materialdehnung beim Aufweiten der Teile (2a, 2b) wird daher zu den Bereichen der Rohrbögen (8) hin immer kleiner und im Bereich der Rohrbögen (8) zu Null. Durch diese spitzbogenförmige Aufweitung, die mit entsprechenden Werkzeugen vorgenommen werden kann, kann die Gefahr einer Rißbildung im Bereich der Rohrbögen vollkommen vermieden werden. Die Rohre lassen sich, wie Fig. 3 zeigt, gut aneinan dersetzen und bieten den Vorteil, daß eine Turbulenzeinlage (7) mit der gesamten Breite (B) der Flachrohre (2) axial in die Flachrohre eingeschoben und dann verankert werden kann.The widened part (2a) or (2b) of the flat tubes (2) is closed in the exemplary embodiment by caps (10) inserted on the end face. These caps are omitted from the lower two tubes of FIG. 3. It can be seen that the middle part (2c) of the flat tubes (2) is considerably narrower than the widened part (2a) and that the flat tubes provided with parallel walls have bends (8) in the area of their longitudinal edges, each of which extends into the parallel walls ( 4) pass over. It can also be seen from the figures that the widened part (2a) or analog (2b) has openings (6, 6ʹ) in the parallel wall parts (4ʹ). These parallel wall parts (4ʹ) go down to the walls (4) in a transition area (9), which is approximately vertical, both on the walls (4ʹ) and on the walls (4). This transition area (9) becomes smaller towards the two longitudinal edges of the pipes, ie in each case towards the pipe bend (8), which is brought about by the fact that the initially parallel walls (4ʹ) run towards the pipe bends (8) in the shape of an ogive. The material expansion when the parts (2a, 2b) expand is therefore becoming ever smaller towards the areas of the pipe bends (8) and zero in the area of the pipe bends (8). By means of this pointed arch-shaped widening, which can be carried out with appropriate tools, the risk of crack formation in the area of the pipe bends can be completely avoided. The tubes can, as Fig. 3 shows, well together and offer the advantage that a turbulence insert (7) with the entire width (B) of the flat tubes (2) can be inserted axially into the flat tubes and then anchored.
Fig. 2 zeigt, daß die parallelen Wände (4ʹ) des aufgeweiteten Teiles (2a) in etwa im Bereich zwischen den Grenzlinien (11) verlaufen und daß von diesen Grenzlinien aus nach außen, wo durch die spitzbogenförmige Ausbildung weniger Material verformt wird, zweckmäßig auch schräg nach außen oben verlaufende Stirnwandteile (12) verbleiben, während in dem Bereich zwischen den Grenzlinien (11) ein tiefer liegender Bereich vorhanden ist. Diese Ausgestaltung sorgt dafür, daß auch im mittleren Bereich, d. h. im Bereich der Wandungen (4ʹ) die Materialstreckung im zulässigen Rahmen gehalten werden kann.Fig. 2 shows that the parallel walls (4ʹ) of the expanded part (2a) run approximately in the area between the boundary lines (11) and that from these boundary lines to the outside, where less material is deformed by the ogival shape, also useful End wall parts (12) which run obliquely upwards outwards, while a lower-lying region is present in the region between the boundary lines (11). This configuration ensures that even in the middle area, ie. H. in the area of the walls (4ʹ) the material stretch can be kept within the permissible range.
Die Fig. 4 bis 7 zeigen eine andere Ausführungsform eines Flachrohres für einen Kältemittel-Verdampfer, das ebenfalls mit einer Turbulenzeinlage (70) versehen ist, aber auf andere Weise hergestellt wird. Bei dieser Ausführungsform werden die Endbereiche eines Flachrohres nicht aufgeweitet, sondern es wird, wie der obere Teil der Fig. 4 zeigt, als Ausgangsmaterial ein Rohr (20ʹ) mit ovalem Querschnitt gewählt, dessen Wandungen (40) den Abstand (b) zueinander aufweisen. Dieses ovale Rohr hat die Länge (Bʹ). In ein so ausgestaltetes ovales Rohr (20ʹ) wird nun eine Turbulenzeinlage (70ʹ) in gewellter oder Zick-Zack-Form eingelegt. Diese Turbulenzeinlage (70ʹ) weist insgesamt eine Länge auf, die so bemessen ist, daß sie nach der im folgenden beschriebenen Verformung des Rohres (20ʹ) der Länge (B) des verformten Teiles entspricht. Diese Turbulenzeinlage (70ʹ) mit der Länge (B) wird daher zunächst, wie der obere Teil der Fig. 4 zeigt, axial in das Rohr (20) eingeschoben, und zwar so weit, daß sie den Bereich (21) einnimmt (s. Fig. 5 und 6), der anschließend verformt werden soll. Ist dies geschehen, so wird dieser mittlere Bereich (21) durch Walzen oder Pressen zusammengedrückt, und zwar so, daß in diesem Bereich das Rohr (20ʹ) die Stärke (d) erhält und die Breite (B) aufweist. Dieses so ausgebildete Flachrohr (20) besitzt daher aufgeweitete Endbereiche, die nicht die volle Breite (B) besitzen. In dem Bereich (21) aber sitzt über die volle Länge der Breite (B) die Turbulenzeinlage (70), die durch den Verformungsvorgang sowohl ihre gestreckte Lage gemäß Fig. 4 einnimmt, als auch axial in dieser Lage gesichert ist. Die durch diesen Verformungsvorgang verbleibenden und gegenüber dem Bereich (21) aufgeweiteten Teile (20a) und (20b) können mit Öffnungen ähnlich den Öffnungen (6) der Ausführungsform der Fig. 1 bis 3 versehen sein. Sie sind beim Ausführungsbeispiel jedoch jeweils mit zwei Öffnungen (60) bzw. (60ʹ) versehen, die beim Aneinandersetzen die Verbindung zwischen den einzelnen Flachrohren (20) herstellen. Beim Ausführungsbeispiel ist außerdem noch dafür gesorgt, daß an den Öffnungen (60) nach außen vorstehende Stutzen (61) vorhanden sind, die beispielsweise durch einen geeigneten Ausprägevorgang hergestellt werden. Diese Ausführungsform weist dann den Vorteil auf, daß nur eine Sorte von Flachrohren (20) zum Aufbau eines Flachrohrverdampfers oder Flachrohrwärmetauschers nötig ist, die untereinander verlötet werden. Die Stutzen (61) sind dabei so bemessen, daß sie in die Öffnungen (60ʹ) hereinpassen. Die offenen Rohrenden werden, wie auch bei anderen Ausführungsformen, durch eingesetzte Kappen (10) verschlossen.4 to 7 show another embodiment of a flat tube for a refrigerant evaporator, which is also provided with a turbulence insert (70), but is produced in a different way. In this embodiment, the end regions of a flat tube are not widened, but instead, as the upper part of FIG. 4, a tube (20ʹ) with an oval cross section is selected as the starting material, the walls (40) of which are at a distance (b) from one another. This oval tube has the length (Bʹ). A turbulence insert (70ʹ) in corrugated or zigzag shape is now inserted into an oval tube (20ʹ) designed in this way. This turbulence insert (70ʹ) has a total length that is dimensioned such that it corresponds to the length (B) of the deformed part after the deformation of the tube (20ʹ) described below. This turbulence insert (70ʹ) with the length (B) is therefore first, as the upper part of FIG. 4 shows, inserted axially into the tube (20), to the extent that it occupies the area (21) (see FIG. 5 and 6), which is then to be deformed. Once this has been done, this central area (21) is pressed together by rolling or pressing, in such a way that in this area the tube (20ʹ) receives the thickness (d) and the Width (B). This flat tube (20) designed in this way therefore has widened end regions which do not have the full width (B). In the region (21), however, sits the turbulence insert (70) over the full length of the width (B), which, due to the deformation process, both assumes its extended position according to FIG. 4 and is secured axially in this position. The parts (20a) and (20b) remaining as a result of this deformation process and widened with respect to the region (21) can be provided with openings similar to the openings (6) of the embodiment of FIGS. 1 to 3. In the exemplary embodiment, however, they are each provided with two openings (60) or (60ʹ) which, when they are put together, establish the connection between the individual flat tubes (20). In the case of the exemplary embodiment, it is also ensured that outlets (61) projecting outward at the openings (60) are produced, for example, by a suitable stamping process. This embodiment then has the advantage that only one type of flat tube (20) is required to build a flat tube evaporator or flat tube heat exchanger, which are soldered to one another. The nozzle (61) are dimensioned so that they fit into the openings (60ʹ). As in other embodiments, the open pipe ends are closed by inserted caps (10).
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87109108T ATE43707T1 (en) | 1986-07-09 | 1987-06-24 | HEAT EXCHANGER, ESPECIALLY REFRIGERANT EVAPORATORS. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19863622953 DE3622953A1 (en) | 1986-07-09 | 1986-07-09 | HEAT EXCHANGER, ESPECIALLY REFRIGERANT EVAPORATOR |
| DE3622953 | 1986-07-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0253167A1 true EP0253167A1 (en) | 1988-01-20 |
| EP0253167B1 EP0253167B1 (en) | 1989-05-31 |
Family
ID=6304670
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87109108A Expired EP0253167B1 (en) | 1986-07-09 | 1987-06-24 | Heat-exchanger, more particularly evaporator for refrigerant |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0253167B1 (en) |
| JP (1) | JPH0739914B2 (en) |
| AT (1) | ATE43707T1 (en) |
| DE (2) | DE3622953A1 (en) |
| ES (1) | ES2008864B3 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3900744A1 (en) * | 1989-01-12 | 1990-07-26 | Sueddeutsche Kuehler Behr | HEAT EXCHANGER |
| FR2715217A1 (en) * | 1994-01-20 | 1995-07-21 | Valeo Thermique Moteur Sa | Heat exchanger tube, in particular for a motor vehicle, process for its conformation and heat exchanger comprising such tubes. |
| FR2715216A1 (en) * | 1994-01-20 | 1995-07-21 | Valeo Thermique Moteur Sa | Heat exchanger tube, method for its conformation and heat exchanger comprising such tubes. |
| DE19543986A1 (en) * | 1995-11-25 | 1997-05-28 | Behr Gmbh & Co | Heat exchanger and a method of manufacturing a heat exchanger |
| DE19722097A1 (en) * | 1997-05-27 | 1998-12-03 | Behr Gmbh & Co | Heat exchanger and heat exchanger arrangement for a motor vehicle |
| EP0874210A3 (en) * | 1997-04-22 | 1999-11-24 | Whirlpool Corporation | Modular heat exchanger, particularly for clothes dryers, washingdrying machines and the like |
| CN106839854A (en) * | 2017-01-26 | 2017-06-13 | 上海宝丰机械制造有限公司 | Heat exchanger tube and the evaporative condenser including it |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0346757U (en) * | 1989-08-29 | 1991-04-30 | ||
| DE19723878B4 (en) * | 1997-06-06 | 2007-10-25 | Behr Gmbh & Co. Kg | Heat exchanger |
| DE10138247A1 (en) * | 2001-08-03 | 2003-02-13 | Behr Gmbh & Co | Heat exchanger arrangement used in motor vehicles comprises a heat exchanger having adjacent pipe ends designed and joined together to form a collector |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2345331A (en) * | 1942-04-18 | 1944-03-28 | Morris Motors Ltd | Heat interchange apparatus |
| FR2406794A1 (en) * | 1977-10-21 | 1979-05-18 | Volkswagenwerk Ag | Heat exchanger with light alloy tubes - has unequal wall thickness tubes to prevent seal fracture on expansion |
| US4269265A (en) * | 1979-11-29 | 1981-05-26 | Modine Manufacturing Company | Tubular heat exchanger with turbulator |
| FR2512940A1 (en) * | 1981-09-14 | 1983-03-18 | Sueddeutsche Kuehler Behr | Insert for flat heat exchanger tubes - promotes turbulence by transverse ribs ridged alternately in opposite directions |
| FR2576678A1 (en) * | 1985-01-26 | 1986-08-01 | Sueddeutsche Kuehler Behr | HEAT EXCHANGER, IN PARTICULAR EVAPORATOR FOR REFRIGERANT |
-
1986
- 1986-07-09 DE DE19863622953 patent/DE3622953A1/en not_active Withdrawn
-
1987
- 1987-06-10 JP JP62143433A patent/JPH0739914B2/en not_active Expired - Lifetime
- 1987-06-24 EP EP87109108A patent/EP0253167B1/en not_active Expired
- 1987-06-24 ES ES87109108T patent/ES2008864B3/en not_active Expired
- 1987-06-24 DE DE8787109108T patent/DE3760214D1/en not_active Expired
- 1987-06-24 AT AT87109108T patent/ATE43707T1/en not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2345331A (en) * | 1942-04-18 | 1944-03-28 | Morris Motors Ltd | Heat interchange apparatus |
| FR2406794A1 (en) * | 1977-10-21 | 1979-05-18 | Volkswagenwerk Ag | Heat exchanger with light alloy tubes - has unequal wall thickness tubes to prevent seal fracture on expansion |
| US4269265A (en) * | 1979-11-29 | 1981-05-26 | Modine Manufacturing Company | Tubular heat exchanger with turbulator |
| FR2512940A1 (en) * | 1981-09-14 | 1983-03-18 | Sueddeutsche Kuehler Behr | Insert for flat heat exchanger tubes - promotes turbulence by transverse ribs ridged alternately in opposite directions |
| FR2576678A1 (en) * | 1985-01-26 | 1986-08-01 | Sueddeutsche Kuehler Behr | HEAT EXCHANGER, IN PARTICULAR EVAPORATOR FOR REFRIGERANT |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3900744A1 (en) * | 1989-01-12 | 1990-07-26 | Sueddeutsche Kuehler Behr | HEAT EXCHANGER |
| FR2715217A1 (en) * | 1994-01-20 | 1995-07-21 | Valeo Thermique Moteur Sa | Heat exchanger tube, in particular for a motor vehicle, process for its conformation and heat exchanger comprising such tubes. |
| FR2715216A1 (en) * | 1994-01-20 | 1995-07-21 | Valeo Thermique Moteur Sa | Heat exchanger tube, method for its conformation and heat exchanger comprising such tubes. |
| EP0664428A1 (en) * | 1994-01-20 | 1995-07-26 | Valeo Thermique Moteur | Heat exchanger tube, process for making same and heat exchanger provided with such tubes |
| EP0665414A1 (en) * | 1994-01-20 | 1995-08-02 | Valeo Thermique Moteur | Heat exchanger tube, more particularly for automotive vehicle, process for making same and heat exchanger provided with such tubes |
| US5579832A (en) * | 1994-01-20 | 1996-12-03 | Valeo Thermique Moteur | Heat exchanger tube, apparatus for forming such a tube, and a heat exchanger comprising such tubes |
| DE19543986A1 (en) * | 1995-11-25 | 1997-05-28 | Behr Gmbh & Co | Heat exchanger and a method of manufacturing a heat exchanger |
| EP0775884A3 (en) * | 1995-11-25 | 1997-10-29 | Behr Gmbh & Co | Heat exchanger and process for manufacturing same |
| US6397937B1 (en) | 1995-11-25 | 2002-06-04 | Behr Gmbh & Co. | Heat exchanger and a method for producing a heat exchanger |
| US6899168B2 (en) | 1995-11-25 | 2005-05-31 | Behr Gmbh & Co. | Heat exchanger and a method for producing a heat exchanger |
| US7048040B2 (en) | 1995-11-25 | 2006-05-23 | Behr Gmbh & Co. | Heat exchanger and a method for producing a heat exchanger |
| EP0874210A3 (en) * | 1997-04-22 | 1999-11-24 | Whirlpool Corporation | Modular heat exchanger, particularly for clothes dryers, washingdrying machines and the like |
| DE19722097A1 (en) * | 1997-05-27 | 1998-12-03 | Behr Gmbh & Co | Heat exchanger and heat exchanger arrangement for a motor vehicle |
| US6012512A (en) * | 1997-05-27 | 2000-01-11 | Behr Gmbh & Co. | Heat exchanger as well as heat exchanger arrangement for a motor vehicle |
| CN106839854A (en) * | 2017-01-26 | 2017-06-13 | 上海宝丰机械制造有限公司 | Heat exchanger tube and the evaporative condenser including it |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2008864B3 (en) | 1989-08-16 |
| DE3622953A1 (en) | 1988-01-21 |
| ATE43707T1 (en) | 1989-06-15 |
| DE3760214D1 (en) | 1989-07-06 |
| EP0253167B1 (en) | 1989-05-31 |
| JPH0739914B2 (en) | 1995-05-01 |
| JPS6317391A (en) | 1988-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60219538T2 (en) | heat exchangers | |
| DE3752324T2 (en) | capacitor | |
| EP0379701B1 (en) | Heat exchanger | |
| DE3781651T2 (en) | METHOD FOR PRODUCING A HEAT EXCHANGER UNIT WITH INTEGRATED COOLING RIBS. | |
| DE69428219T2 (en) | Plate heat exchanger | |
| DE69306065T2 (en) | Heat exchanger | |
| DE60209994T2 (en) | heat exchanger tube | |
| DE69210452T2 (en) | Heat exchanger with tube bundle, in particular for motor vehicles | |
| DE4340378C2 (en) | Heat exchangers and methods of making the same | |
| DE2847525C3 (en) | Heat exchangers for evaporators, in particular for air conditioning systems | |
| DE4004949C2 (en) | ||
| DE69708730T2 (en) | Heat exchanger and process for its manufacture | |
| EP0672882A1 (en) | Heat exchanger fin | |
| DE69504631T2 (en) | METHOD FOR BRAZING FLAT TUBES FOR FINED SHAPED HEAT EXCHANGERS | |
| DE3303681A1 (en) | HEAT EXCHANGER | |
| DE19543149C2 (en) | Heat exchangers, especially refrigerant evaporators | |
| DE69203388T2 (en) | Method of manufacturing a shell-and-tube heat exchanger. | |
| DE102006002932B4 (en) | Heat exchangers and manufacturing processes for heat exchangers | |
| DE3502619C2 (en) | ||
| DE3834822A1 (en) | Heat exchanger | |
| EP0253167B1 (en) | Heat-exchanger, more particularly evaporator for refrigerant | |
| DE3440064C2 (en) | ||
| DE69406401T2 (en) | Heat exchanger | |
| DE2113581A1 (en) | Flat tube and method of making the same | |
| DE4036320A1 (en) | HEAT EXCHANGER WITH A UNIT OF INTERLOCKED PIPE ELEMENTS, IN PARTICULAR FOR MOTOR VEHICLES |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE ES FR GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19880205 |
|
| 17Q | First examination report despatched |
Effective date: 19880708 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE ES FR GB IT SE |
|
| REF | Corresponds to: |
Ref document number: 43707 Country of ref document: AT Date of ref document: 19890615 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3760214 Country of ref document: DE Date of ref document: 19890706 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920519 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19920521 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19920525 Year of fee payment: 6 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19930624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930625 Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19930625 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 87109108.8 Effective date: 19940110 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980526 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980620 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980622 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990601 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000503 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050624 |