EP0189909A2 - Method and device for making folding-box blanks - Google Patents
Method and device for making folding-box blanks Download PDFInfo
- Publication number
- EP0189909A2 EP0189909A2 EP86101145A EP86101145A EP0189909A2 EP 0189909 A2 EP0189909 A2 EP 0189909A2 EP 86101145 A EP86101145 A EP 86101145A EP 86101145 A EP86101145 A EP 86101145A EP 0189909 A2 EP0189909 A2 EP 0189909A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- grooves
- plotter
- folding box
- holder
- folding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/08—Creasing
- B31F1/10—Creasing by rotary tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/08—Creasing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/25—Surface scoring
- B31B50/252—Surface scoring using presses or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/25—Surface scoring
- B31B50/256—Surface scoring using tools mounted on a drum
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Herstellen eines Faltschachtelzuschnittes, bei dem dieser aus einem Kartonbogen ausgeschnitten und in diesen zur Bildung einer jeden Faltlinie mindestens je eine Rille eingedrückt wird und eine Vorrichtung zum Durchführen dieses Verfahrens.The invention relates to a method for producing a folding box blank, in which it is cut out of a cardboard sheet and at least one groove is pressed into it to form each folding line, and a device for carrying out this method.
Das übliche bekannte Verfahren dieser Art besteht darin, daß für jede Faltlinie je eine tiefe Rille auf der Seite des Kartonbogens eingedrückt wird, die nach dem Falten die Außenseite der Faltschachtel bildet. Diese Rille muß so tief sein, daß sie auf der nach dem Falten der Faltschachtel die Innenseite bildenden Seite des Faltschachtelzuschnittes als Wulst hervortritt. Dadurch wird das Falten.ohne ein Reißen des Materials ermöglicht. Zum Durchführen dieses bekannten Verfahrens wird der Faltschachtelzuschnitt aus einem Kartonbogen mittels eines Stanzwerkzeuges ausgestanzt, das gleichzeitig die Rillen bildet. Hierbei muß die Unterlage, auf die der Kartonbogen aufgelegt wird, zur Aufnahme der beim Stanzen eingeprägten Rillen Kanäle aufweisen. Sowohl das Stanzwerkzeug selbst als auch die Unterlage für das Ausstanzen eines Faltschachtelzuschnittes sind verhältnismäßig kompliziert herzustellende Werkzeuge. Dieses bekannte Verfahren eignet sich daher aus Kostengründen nicht für die Herstellung von Mustern für Faltschachteln.The usual known method of this type is that for each folding line a deep groove is pressed in on the side of the cardboard sheet, which forms the outside of the folding box after folding. This groove must be so deep that it emerges as a bulge on the side of the folding box blank that forms the inside after the folding box has been folded. Thereby folding becomes possible without tearing the material. To carry out this known method, the folding box blank is punched out of a cardboard sheet by means of a punching tool which at the same time forms the grooves. Here, the base on which the cardboard sheet is placed must have channels for receiving the grooves embossed during punching. Both the punching tool itself and the base for punching out a folding box blank are relatively complicated tools to manufacture. For cost reasons, this known method is therefore unsuitable for the production of patterns for folding boxes.
Durch die DE-OS 21 49 850 sind ein weiteres Verfahren und eine dazugehörige Vorrichtung der eingangs genannten Art bekannt. Bei diesem bekannten Verfahren werden für jede Faltlinie des Faltschachtelzuschnittes zwei einander parallele Rillen durch zwei im Abstand voneinander befindliche parallele Faltlehrenkanten hergestellt. Zum Durchführen dieses bekannten Verfahrens muß eine Form hergestellt werden, bei der Messerschneiden und Faltrillenlehrenpaare mit dazwischen befindlichen Abstandselementen in Schlitze oder Kanäle einer Formplatte eingesetzt sind.From DE-OS 21 49 850 a further method and an associated device of the type mentioned are known. In this known method, two mutually parallel grooves are produced for each folding line of the folding box blank by two parallel folding gauge edges which are spaced apart from one another. In order to carry out this known method, a mold must be produced in which knife edges and pairs of folding groove gauges with spacing elements located between them are inserted into slots or channels in a mold plate.
Beim Herstellen des Faltschachtelzuschnittes wird ein Kartonblatt mit der Seite auf die Form aufgelegt, die später bei der gefalteten Faltschachtel die Innenseite bildet. Mittels einer zylindrisch gewölbten Fläche wird das Kartonblatt dann an die Formplatte angedrückt, so daß gleichzeitig der Faltschachtelzuschnitt ausgeschnitten und die Rillen eingedrückt werden.When producing the folding box blank, a cardboard sheet is placed with the side on the form that later forms the inside of the folded folding box. The cardboard sheet is then pressed onto the form plate by means of a cylindrically curved surface, so that the folding box blank is cut out and the grooves are pressed in at the same time.
Dieses bekannte Verfahren hat sich in der Praxis nicht durchgesetzt. Da beim Ausstanzen der Pappzuschnitte die Schneiden der Messer abgenutzt werden, entstehen immer tiefere Rillen, die sich denn auch auf der Sichtseite so deutlich abzeichnen, daß der Kartonzuschnitt nicht mehr verwendbar ist.This known method has not become established in practice. Since the cutting edges of the knives are worn out when punching out the cardboard blanks, this always occurs deeper grooves, which are so clearly visible on the visible side that the cardboard blank can no longer be used.
Außerdem ist die Herstellung der Formplatte mit den für die Messer und die Faltrillenlehren vorgesehenen Kanälen sehr aufwendig, so daß dieses bekannte Verfahren für die Herstellung von Faltschachtelmustern, die nur in einer geringen Zahl hergestellt werden, auch nicht in Frage kommt.In addition, the production of the mold plate with the channels provided for the knives and the folding groove gauges is very complex, so that this known method for the production of folding box patterns, which are only produced in small numbers, is also out of the question.
Die bekannten Faltschachtelzuschnitte für Faltschachtelmuster werden daher so hergestellt, daß in einem aus einem Kartonblatt ausgeschnittenen Zuschnitt die zum Falten notwendigen Rillen vom Mustermacher von Hand hergestellt werden. Hierbei wird der noch nicht mit Rillen versehene Faltschachtelzuschnitt mit der später die Innenseite der Faltschachtel bildenden Seite auf eine Schablone mit einer Kanalnut so gelegt, daß die Kanalnut unter der gewünschten Rille liegt. Dann prägt der Mustermacher mit einem Falzbein die Rille in die Außenseite des Faltschachtelzuschnittes ein. Da ein Faltschachtelzuschnitt viele in verschiedenen Richtungen verlaufende Rillen aufweist, ist dieser Vorgang sehr umständlich und wegen der hohen Lohnkosten auch teuer.The known folding box blanks for folding box patterns are therefore produced in such a way that the grooves necessary for folding are made by hand by the pattern maker in a blank cut from a cardboard sheet. Here, the folding box blank not yet provided with grooves is placed with the side that later forms the inside of the folding box on a template with a channel groove in such a way that the channel groove lies under the desired groove. The pattern maker then embosses the groove into the outside of the box cut with a folding leg. Since a folding box blank has many grooves running in different directions, this process is very cumbersome and also expensive because of the high labor costs.
Der Erfindung liegt die Aufgabe zu Grunde, ein Verfahren anzugeben und eine Vorrichtung zu schaffen, mittels deren Faltschachtelzuschnitte in kleiner Zahl, also für Faltschachtelmuster, mit geringem Arbeitsaufwand herstellbar sind.The invention is based on the object of specifying a method and creating a device by means of which folding box blanks can be produced in small numbers, that is to say for folding box patterns, with little effort.
Das erfindungsgemäße Verfahren zum Herstellen eines Faltschachtelzuschnittes besteht darin, daß zum Schneiden und zum Eindrücken der Rillen ein Plotter mit einer EDV-Anlage für rechnergestütztes Konstruieren und Fertigen verwendet und seine EDV-Anlage so vorprogrammiert wird, daß sein Halter nach einem ersten und zweiten Programm längs Bahnen geführt wird, die dem Verlauf der Rillen bzw, dem Umriß des Faltschachtelzuschnittes entsprechen, daß der Kartonbogen auf der ununterbrochenen Oberfläche des Tisches des Plotters losbar festgehalten wird, daß in den Halter des Plotters ein Druckwerkzeug eingesetzt und der Plotter eingeschaltet wird, so daß beim Durchführen des ersten Programms der Halter das Druckwerkzeug längs den vorprogrammierten Bahnen bewegt und dadurch die Rillen eindrückt, daß dann das Druckwerkzeug im Halter gegen ein Schneidwerkzeug ausgewechselt und beim Durchführen des zweiten Programms der Halter das Schneidwerkzeug längs des Umrisses bewegt und dadurch den mit Rillen versehenen Faltschachtelzuschnitt herausschneidet.The method according to the invention for producing a folding box blank consists in that a plotter with a computer system for computer-aided design and manufacture is used for cutting and pressing in the grooves and its computer system is preprogrammed such that its holder is longitudinal after a first and a second program Paths is guided, which correspond to the course of the grooves or the outline of the folding box cut, that the cardboard sheet is detachably held on the uninterrupted surface of the table of the plotter, that a printing tool is inserted into the holder of the plotter and the plotter is switched on, so that when Carrying out the first program of the holder moves the printing tool along the preprogrammed paths and thereby presses in the grooves, that the printing tool in the holder is then exchanged for a cutting tool and, when carrying out the second program, the holder moves the cutting tool along the outline and thereby the groove provided folding box cut out.
Unter "Plotter" wird hierbei eine Maschine verstanden, die ähnlich wie eine EDV-Anlagen-gesteuerte Zeichenmaschine einen Tisch und einen über den Tisch nach XY-Koordinaten bewegbaren Halter aufweist. Die Erfahrung hat gezeigt, daß, wenn der Kartonbogen auf eine glatte Unterlage, nämlich die Oberfläche des Plottertisches, gelegt wird und dann die Rillen durch ein über die Oberfläche des Kartonbogens geführtes Druckwerkzeug eingedrückt werden, der so hergestellte Faltschachtelzuschnitt längs den durch diese Rillen festgelegten Faltlinien einwandfrei gefaltet werden kann. Besonders vorteilhafte Verhältnisse ergeben sich hierbei, wenn der Kartonbogen mit einer Seite auf den Tisch des Plotters gelegt und fürjede Faltlinie des Faltschachtelzuschnittes mindestens je zwei einander parallele Rillen in die andere Seite des Kartonbogens eingedrückt werden,"Plotter" is understood here to mean a machine which, like an EDP system-controlled drawing machine, has a table and a holder which can be moved over the table according to XY coordinates. Experience has shown that if the cardboard sheet is placed on a smooth surface, namely the surface of the plotter table, and then the grooves are pressed in by a printing tool guided over the surface of the cardboard sheet, the folding box blank produced in this way along the folding lines defined by these grooves can be folded properly. Particularly advantageous conditions result when the cardboard sheet is placed with one side on the plotter's table and at least two mutually parallel grooves are pressed into the other side of the cardboard sheet for each folding line of the folding box blank,
wobei es dann besonders vorteilhaft ist, daß die Rillen in die Seite des Kartonbogens eingedrückt werden, die nach dem Herstellen der Faltschachtel die Innenseite dieser bildet.it then being particularly advantageous for the grooves to be pressed into the side of the cardboard sheet which forms the inside of the folding box after the folding box has been produced.
Durch die Verwendung des Plotters zum Zuschneiden des Faltschachtelzuschnittes und zum Eindrücken der Rillen wird eine sehr rationelle Fertigung von Faltschachtelmustern erreicht.By using the plotter to cut the folding box blank and to press in the grooves, a very efficient production of folding box patterns is achieved.
Die Erfindung ist in der folgenden Beschreibung an Hand von in der Zeichnung dargestellten AusfOhrungsbeispielen im einzelnen erläutert.The invention is explained in detail in the following description with reference to exemplary embodiments shown in the drawing.
Es zeigen:
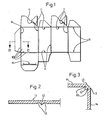
- Fig. 1 eine Draufsicht derjenigen Seite eines Faltschachtelzuschnittes, die nach dem Falten die Innenseite der Faltschachtel bildet;
- Fig. 2 einen stark vergrößert dargestellten Schnitt nach der Linie II - II in Fig.l;
- Fig. 3 den Schnitt nach Fig.2 nach dem Falten der beiden aneinanderstoßenden Teile des Faltschechtelzuschnittes:
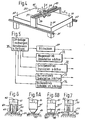
- Fig. 4 eine vereinfachte, perspektivische Ansicht einer Maschine zum Herstellen von Faltschachtelzuschnitten;
- Fig. 5 ein schematisches Diagramm der programmierbaren Mittel für die Betätigung der Maschine nach Fig.4;
- Fig.6, 6Aund 6B abgebrochen dargestellte, vereinfachte Ansichten von verschiedenen Druckwerkzeugen;
- Fig. 7 in ähnlicher Ansicht ein Schneidwerkzeug.
- Figure 1 is a plan view of that side of a folding box blank, which forms the inside of the folding box after folding.
- Figure 2 is a greatly enlarged section along the line II - II in Fig.l.
- 3 shows the section according to FIG. 2 after the two abutting parts of the folding box blank have been folded:
- Figure 4 is a simplified perspective view of a machine for making folding carton blanks;
- Figure 5 is a schematic diagram of the programmable means for operating the machine of Figure 4;
- Fig. 6, 6A and 6B broken simplified views of different printing tools;
- Fig. 7 in a similar view a cutting tool.
Der in Fig.1 dargestellte Faltschachtelzuschnitt aus Karton weist auf der Seite, die nach dem Falten die Innenseite der Faltschachtel bildet, aus einanderparallelen Rillen 10 gebildete Rillenpaare 11 auf. Wie das aus Fig.2 ersichtlich ist, beträgt die Rillentiefe weniger als die Hälfte und der Abstand der Rillenmitten voneinander etwa das Doppelte der Kartondicke. Durch diese Rillen wird erreicht, daß die innere Kartonfläche 12 einer aus dem Faltschachtelzuschnitt hergestellten Faltschachtel zwischen den beiden Rillen 10 eines jeden Rillenpaares 11 sich geringfügig ausbaucht. Dies hat zur Folge, daß beim Falten des Kartons um die durch die Rillenpaare 11 definierten Faltlinien die innere Kartonoberfläche 12 eine Wulst bildet, wie das vergrößert in Fig.3 dargestellt ist. Gleichzeitig bilden die den Böden der beiden Rillen 10 gegenüberliegenden Stellen der Außenseite des Kartons die aus Fig.3 ersichtlichen Knicklinien 13, die die ebenen Felder 14 der Außenseite der Faltschachtel sauber begrenzen.The folding box blank of cardboard shown in FIG. 1 has, on the side which forms the inside of the folding box after folding,
Der oben beschriebene Faltschachtelzuschnitt nach Fig.1 ist eine bevorzugte Ausführungsform. Anstelle von zwei ein Rillenpear 11 bildenden Rillen 10 können für jede Faltlinie auch nur eine oder auch mehr als zwei, z.B. drei Rillen vorgesehen sein. Auch können die Rillen in die später die Außenseite der Faltschachtel bildende Seite eingedrückt werden.The folding box blank according to FIG. 1 described above is a preferred embodiment. Instead of two
Für die in Fig.4 dargestellte Maschine zum Herstellen der Faltschachtelzuschnitte kann eine übliche EDV-Anlagen-gesteuerte Zeichenmaschine benutzt werden. Sie wird daher im folgenden kurz als Plotter bezeichnet und weist dementsprechend eine ununterbrochene ebene Tischfläche eines Tisches 20 auf, der auf zwei einander gegenüberliegenden Längsseiten einander parallele Schienen 21 und 22 aufweist, auf denen ein sich über den Tisch 20 erstreckender Wagen 23 längs einer in der Zeichnung mit X bezeichneten Koordinete bewegbar ist.A conventional EDP system-controlled drawing machine can be used for the machine for producing the folding box blanks shown in FIG. It is therefore briefly referred to below as a plotter and accordingly has an uninterrupted flat table surface of a table 20 which has
Auf dem Wagen 23 ist ein Schlitten 24 senkrecht zur X-Achse, also längs der in der Zeichnung mit Y bezeichneten Achse, durch Querschienen 25 und 26 geführt verschiebbar. Der Schlitten 24 trägt einen Halter S8, in den, wie beim Plotter. ein Zeichenstift oder dergleichen, ein Druckwerkzeug oder ein Schneidwerkzeug, einsetzbar sind.On the carriage 23, a
Dieser Halter 28 ist längs der in der Zeichnung mit Z bezeichneten Achse senkrecht zur Oberfläche des Tisches 20 auf und ab bewegbar und um die Z-Achse drehbar im Schlitten 24 gelagert.This
Die Tischplatte kann aus einem porösen Material bestehen, so daß auf den Tisch aufgelegte Kartonbogen auf diesem durch Anlegung eines Vakuums an der Unterseite der Tischplatte lösbar festgehalten werden können. Die vier in Fig.4 dargestellten Pfeile 30 sollen ein solches Mittel zum Festhalten des Kartonbogens auf der Tischplatte kennzeichnen, das sowohl durch das genannte Vakuum oder auch durch ein anderes, z.B. mechanisches Mittel verwirklicht werden kann.The table top can be made of a porous material, so that cardboard sheets placed on the table can be detachably held thereon by applying a vacuum to the underside of the table top. The four
Der in Fig.4 vereinfacht dargestellte Plotter weist in der Zeichnung nicht dargestellte Antriebe für die Translationsbewegung des Wagens 23 längs der X-Achse, für die Translationsbewegung des Schlittens 24 längs der Y-Achse, für die Translationsbewegung des Halters 28 längs der Z-Achse und für die Drehung des Halters 28 um die Z-Achse auf.The plotter shown in simplified form in FIG. 4 has drives, not shown in the drawing, for the translational movement of the carriage 23 along the X axis, for the translational movement of the
Das schematische Diagramm nach Fig.5 zeigt eine EDV-Anlage 35 für rechnergestütztes Konstruieren und Fertigen mit einem Bildschirm 37 und den Antriebssteuerungen 31, 32 und 33 für die Translationsbewegung des Wagens längs der X-Achse, des Schlittens längs der Y-Achse bzw. des Halters längs der Z-Achse sowie eine Steuerung 34 für die Rotation des Halters 28 um die Z-Achse.The schematic diagram according to FIG. 5 shows an
Im Bildschirm 37 können die gewünschten Faltlinien und Schnittlinien genau zueinander angeordnet werden, so daß sich dann die Vorprogrammierung für die EDV-Anlage zum Durchführen der Bewegungen des Halters zum Eindrücken der Rillen und zum Ausschneiden des Faltschachtelzuschnittes ergibt. Die EDV-Anlage muß also für zwei verschiedene Programme vorprogrammiert werden, nämlich für ein Programm zum Herstellen der Rillen 10 und für ein zweites Programm zum Ausschneiden des Faltschachtelzuschnittes, die nacheinander mit den entsprechenden Werkzeugen ablaufen, wobei auch eine in der Zeichnung nicht dargestellte automatische Wechselvorrichtung vorgesehen sein kann, die nach Ablauf des ersten Programms selbsttätig das Werkzeug zum Eindrücken der Rillen gegen ein Schneidwerkzeug austauscht und dann das zweite Programm ablaufen läßt.In the
Fig.6 zeigt eine vereinfachte Ansicht eines Druckwerkzeuges 40 zum Herstellen von zwei einander parallelen Rillen 10. Dieses Werkzeug weist einen in das Futter des Halters 28 einsetzbaren Schaft 41 auf, der mit einem Schlitz 42 versehen ist, um den Schaft 41 drehfest mit dem Halter 28 zu verbinden. Mit dem Schaft 41 ist um eine zur Schaft-und damit zur Z-Achse des Halters 28 senkrechte Achse 24 drehbar eine Druckrolle 43 verbunden, die zwei Wulste 45 aufweist, die zum gleichzeitigen Eindrücken von einander parallelen Rillen 10 vorgesehen sind.6 shows a simplified view of a
Bei dem zweiten Ausführungsbeispiel eines Druckwerkzeuges 40' ist anstelle der Druckrolle 43 eine am unteren Ende des Schaftes 41 allseitig drehbar gelagerte Kugel 47 vorgesehen. Hierbei kann eine den bekannten Kugelschreibern entsprechende Konstruktion für dieses Druckwerkzeug verwendet werden. Diese Ausführungsform hat sich besonders gut geeignet. Während beim Ausführungsbeispiel nach Fig.6 für Rillenpaare, die miteinander Winkel bilden, der Halter 28 um die Z-Achse gedreht werden muß, ist dies beim Ausführungsbeispiel nach Fig.6A nicht notwendig.In the second exemplary embodiment of a printing tool 40 ', instead of the
Das dritte Ausführungsbeispiel eines Druckwerkzeuges 40" nach Fig.6B entspricht wiederum dem Ausführungsbeispiel nach Fig.6, nur daß hier anstelle der Rolle 43 zwei der Kugel 47 entsprechende Kugeln 48 und 49 vorgesehen sind. Die Steuerung dieses Druckwerkzeuges 40" muß entsprechend der Steuerung des Druckwerkzeuges 40 nach Fig.6 erfolgen, d.h. auch hier muß das Werkzeug für das Eindrücken von Rillen, die miteinander Winkel bilden, um die Z-Achse gedreht werden.The third exemplary embodiment of a
Als Schneidwerkzeug kann ein beliebiges, bekanntes Schneidwerkzeug, z.B. eine Fräse, wie sie an Zahnarztstühlen bekannt ist, verwendet werden. In Fig.7 ist lediglich schematisch ein Schneidwerkzeug 50 dargestellt, das einen Schaft 51 aufweist, der ebenso wie der Schaft 41 der Druckwerkzeuge einen Schlitz 52 aufweist, um ihn drehfest mit dem Halter 28 zu verbinden. Am unteren Ende dieses Schaftes 51 ist, ähnlich wie die Rolle 43, ein Rundmesser 53 um die zur Z-Achse senkrechte Achse 54 drehbar gelagert. Anstelle eines solchen Rundmessers 53 kann auch ein festes Messer vorgesehen sein, das in einem Tangentialschnitt über den Kartonbogen geführt wird.Any known cutting tool, e.g. a milling machine, as is known on dental chairs, can be used. A cutting
Zum Herstellen eines Faltschachtelzuschnittes für ein Faltschachtelmuster nach dem bevorzugten Verfahren wird zunächst die EDV-Anlage 35 mit Hilfe des Bildschirmes für die beiden Programme zum Herstellen der Rillen 10 und zum Ausschneiden des Faltschachtelzuschnittes vorprogrammiert. Dann wird ein Kartonbogen 46 mit der Seite auf die Tischfläche des Plottertisches 20 aufgelegt, die später bei der gefalteten Faltschachtel die Außenseite bildet. Nachdem in den Halter 28 ein Druckwerkzeug 40, 40' oder 40" eingesetzt worden ist, läßt man das erste einprogrammierte Programm der EDV-Anlage ablaufen, so daß die Rillen 10 für jede Faltlinie paarweise eingedrückt werden, ohne daß sie sich auf der Außenseite des Kartons abzeichnen. Anschließend werden mit einem Schneidwerkzeug, z.B. einer Fräse, einem Tangentialmesser oder einem Rundmesser 53 (Fig.7), nach dem zweiten Programm die Schnitte zum Ausschneiden des Faltschachtelzuschnittes hergestellt. Man erhält dadurch Faltschachtelzuschnitte zur Bildung von Faltschachtel-Mustern in geringer Anzahl, die den Qualitätsanforderungen von serienmäßig ausgestanzten Faltschachtelzuschnitten voll und ganz entsprechen, so daß auf Grund der aus diesen Faltschachtelzuschnitten gefalteten Faltschachteln die Güte der serienmäßig zu fertigenden Faltschachteln einwandfrei beurteilt werden kann.To produce a folding box blank for a folding box pattern according to the preferred method, the
Alle in der vorstehenden Beschreibung erwähnten sowie auch die nur allein aus der Zeichnung entnehmbaren Merkmale sind als weitere Ausgestaltungen Bestandteile der Erfindung, auch wenn sie nicht besonders hervorgehoben und insbesondere nicht in den Ansprüchen erwähnt sind.All of the features mentioned in the above description and also the features that can only be inferred from the drawing are further refinements of the invention, even if they are not particularly emphasized and are not mentioned in the claims.
Claims (6)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3503001 | 1985-01-30 | ||
| DE3503001 | 1985-01-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0189909A2 true EP0189909A2 (en) | 1986-08-06 |
Family
ID=6261107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86101145A Withdrawn EP0189909A2 (en) | 1985-01-30 | 1986-01-29 | Method and device for making folding-box blanks |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0189909A2 (en) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4816015A (en) * | 1985-08-01 | 1989-03-28 | Karl Holder | Machine for producing pattern cardboard articles |
| US4994008A (en) * | 1989-06-01 | 1991-02-19 | Rsr Machine Builders, Inc. | Machine for producing container blanks from flat stock |
| US5001325A (en) * | 1988-09-07 | 1991-03-19 | Lpf Verpakkingen B.V. | Method of providing score lines in packaging material |
| US5010231A (en) * | 1989-05-19 | 1991-04-23 | Lpf Verpakkingen B.V. | Method of forming lines of weakness in or grooving a plastic material, especially a packaging material |
| WO1997037837A1 (en) * | 1996-04-10 | 1997-10-16 | Comag Printing & Converting Systems Ag | Method of producing objects by folding flat material and object produced according to this method |
| AT406353B (en) * | 1998-06-30 | 2000-04-25 | Wolf Systembau Gmbh & Co Kg | MARKING DEVICE FOR JOINING TIMBER BEAMS BY means of NAIL PLATES |
| WO2002070241A1 (en) * | 2001-03-06 | 2002-09-12 | Hilfling Royalty A/S | A method and a tool for stamping a bending edge in a package material |
| DE19851091B4 (en) * | 1997-11-07 | 2004-12-09 | Griffin Automation, Inc. | Process for forming slotted and folded box blanks |
| US7311648B2 (en) * | 2001-03-06 | 2007-12-25 | Jes Hilfing Petersen | Method for stamping a bending edge in a package material |
| DE19944099B4 (en) * | 1998-09-17 | 2008-04-30 | Caretec Ges.M.B.H. | Device for producing tactile detectable sublimities |
| ITBO20100519A1 (en) * | 2010-08-11 | 2012-02-12 | Swisslog Italia Spa | DEVICE AND PROCEDURE FOR SINGULARIZING PRODUCTS |
| JP2014176958A (en) * | 2013-03-13 | 2014-09-25 | Xerox Corp | Apparatus, system and method for cutting and creasing media |
| CN104890291A (en) * | 2015-05-27 | 2015-09-09 | 蚌埠市振华包装机械有限责任公司 | Full-automatic adjustable paper box impressing devices |
| CN104890292A (en) * | 2015-05-27 | 2015-09-09 | 蚌埠市振华包装机械有限责任公司 | Carton indentation device convenient to operate |
| CN104924669A (en) * | 2015-05-27 | 2015-09-23 | 蚌埠市振华包装机械有限责任公司 | Full-automatic carton indentation device |
| CN104960244A (en) * | 2015-05-27 | 2015-10-07 | 蚌埠市振华包装机械有限责任公司 | Carton indentator being accurate in line pressing |
-
1986
- 1986-01-29 EP EP86101145A patent/EP0189909A2/en not_active Withdrawn
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4816015A (en) * | 1985-08-01 | 1989-03-28 | Karl Holder | Machine for producing pattern cardboard articles |
| US5001325A (en) * | 1988-09-07 | 1991-03-19 | Lpf Verpakkingen B.V. | Method of providing score lines in packaging material |
| US5010231A (en) * | 1989-05-19 | 1991-04-23 | Lpf Verpakkingen B.V. | Method of forming lines of weakness in or grooving a plastic material, especially a packaging material |
| US4994008A (en) * | 1989-06-01 | 1991-02-19 | Rsr Machine Builders, Inc. | Machine for producing container blanks from flat stock |
| WO1997037837A1 (en) * | 1996-04-10 | 1997-10-16 | Comag Printing & Converting Systems Ag | Method of producing objects by folding flat material and object produced according to this method |
| DE19851091B4 (en) * | 1997-11-07 | 2004-12-09 | Griffin Automation, Inc. | Process for forming slotted and folded box blanks |
| AT406353B (en) * | 1998-06-30 | 2000-04-25 | Wolf Systembau Gmbh & Co Kg | MARKING DEVICE FOR JOINING TIMBER BEAMS BY means of NAIL PLATES |
| DE19944099B4 (en) * | 1998-09-17 | 2008-04-30 | Caretec Ges.M.B.H. | Device for producing tactile detectable sublimities |
| WO2002070241A1 (en) * | 2001-03-06 | 2002-09-12 | Hilfling Royalty A/S | A method and a tool for stamping a bending edge in a package material |
| US7311648B2 (en) * | 2001-03-06 | 2007-12-25 | Jes Hilfing Petersen | Method for stamping a bending edge in a package material |
| ITBO20100519A1 (en) * | 2010-08-11 | 2012-02-12 | Swisslog Italia Spa | DEVICE AND PROCEDURE FOR SINGULARIZING PRODUCTS |
| WO2012020354A1 (en) * | 2010-08-11 | 2012-02-16 | Swisslog Italia S.P.A. | Device and method for singling out products |
| CN103108809A (en) * | 2010-08-11 | 2013-05-15 | 思维斯洛格意大利股份公司 | Device and method for singling out products |
| CN103108809B (en) * | 2010-08-11 | 2014-08-27 | 思维斯洛格意大利股份公司 | Device and method for singling out products |
| US9308661B2 (en) | 2010-08-11 | 2016-04-12 | Swisslog Italia S.P.A. | Device and method for singling out products |
| JP2014176958A (en) * | 2013-03-13 | 2014-09-25 | Xerox Corp | Apparatus, system and method for cutting and creasing media |
| CN104890291A (en) * | 2015-05-27 | 2015-09-09 | 蚌埠市振华包装机械有限责任公司 | Full-automatic adjustable paper box impressing devices |
| CN104890292A (en) * | 2015-05-27 | 2015-09-09 | 蚌埠市振华包装机械有限责任公司 | Carton indentation device convenient to operate |
| CN104924669A (en) * | 2015-05-27 | 2015-09-23 | 蚌埠市振华包装机械有限责任公司 | Full-automatic carton indentation device |
| CN104960244A (en) * | 2015-05-27 | 2015-10-07 | 蚌埠市振华包装机械有限责任公司 | Carton indentator being accurate in line pressing |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19851091B4 (en) | Process for forming slotted and folded box blanks | |
| EP0189909A2 (en) | Method and device for making folding-box blanks | |
| DE2710855C2 (en) | Device for punching out workpiece blanks | |
| DE3527537C2 (en) | Machine for the production of sample cardboard boxes | |
| DE2149850A1 (en) | Method and device for producing folding grooves in cardboard | |
| DE19527620A1 (en) | Device and method for producing an airbag hollow body | |
| DE3728888C2 (en) | ||
| AT393845B (en) | BED FOR SUPPORTING STRETCHED FLAT MATERIAL | |
| DE3633448A1 (en) | CUTTER | |
| DE2637078C3 (en) | Method and device for processing the foot of punched knitting or knitting machine needles or of sinkers, needle slides, pusher or the like. | |
| DE2833618A1 (en) | ROTARY PRINTING MACHINE WITH INTERLOCATING ADJUSTABLE PRESSING FORMS | |
| DE3420763A1 (en) | Process and apparatus for the selective embroidering and/or engraving and/or painting and/or perforating of material webs or blanks consisting of materials permeable or impermeable to needles and drills | |
| EP1672084B1 (en) | Method and apparatus for automatically reworking of flexible non-metallic objects | |
| EP0366053B1 (en) | Device for producing a profile template | |
| EP0362833A2 (en) | Wood-working machine, in particular a moulder | |
| EP0116811B1 (en) | Device for producing cardboard or corrugated paper patterns or templates | |
| DE19603076B4 (en) | Method and device for producing folded surface webs | |
| EP0714720B1 (en) | Device for stamping out and cutting | |
| DE19617688A1 (en) | Method and stripping tool for stripping punch waste in the production of blanks from a sheet | |
| DE657505C (en) | Method and machine for producing box blanks from cardboard, cardboard or the like. | |
| DE2636468A1 (en) | COPY MILLING MACHINE | |
| DE3619765A1 (en) | METHOD FOR PRODUCING A CUTTING TOOL DEVICE AND TOOLING DEVICE PRODUCED BY THIS METHOD | |
| DE2062982A1 (en) | Paper punching machine | |
| EP1405735A1 (en) | Method for producing a relief surface and device for carrying out said method | |
| DE2823288C2 (en) | Device for attaching decorations, such as grooves, grooves or the like. into the surface of a workpiece |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19880107 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BUTENUTH, DIETER, DIPL.-ING. Inventor name: BUTENUTH, MANFRED |