EP0167370B1 - Articles à fumer contenant du tabac mousseux extrudé - Google Patents
Articles à fumer contenant du tabac mousseux extrudé Download PDFInfo
- Publication number
- EP0167370B1 EP0167370B1 EP85304645A EP85304645A EP0167370B1 EP 0167370 B1 EP0167370 B1 EP 0167370B1 EP 85304645 A EP85304645 A EP 85304645A EP 85304645 A EP85304645 A EP 85304645A EP 0167370 B1 EP0167370 B1 EP 0167370B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- smoking article
- binder
- cellulose
- strands
- sodium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
- A24B15/14—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco made of tobacco and a binding agent not derived from tobacco
Definitions
- the present invention relates to the formation of smoking articles by extrusion and foaming of a tobacco-containing mixture.
- a method of making a foamed, extruded, tobacco-containing smoking article comprising forming a wet blend containing 15% to 50% of water and the remainder, on a dry weight basis, comprising 5 to 98 weight % of tobacco particles having a particle size up to 4 mm, (5 mesh), from 0 to 60 weight % of a filler having a particle size of not more than 350 pm, and from 2 to 40wt.% of a binder from the group consisting of cellulosic binders, natural binders, modified natural binders, synthetic binders, and mixtures thereof, extruding the wet blend through a die having a plurality of holes to form a plurality of strands and twisting the extruded strands together, the strands being foamed by the conversion of some of the moisture to steam and adhered together to form a smoking article.
- the invention also provides a foamed extruded, tobacco-containing, smoking article comprising a plurality of co-extruded strands twisted together that extend generally along the longitude of the smoking article and are adhered to one another so as to leave tortuous flow passageways between the strands, which passageways extend generally along the longitude of the smoking article, the smoking article also comprising on a dry weight basis (a) from 5 to 98 wt.% of tobacco particles having a particle size of up to about 4 mm (5 mesh), (b) from 0 to 60 wt.% of a filler having a particle size of up to about 350 11m, and (c) from about 2 to 40 wt.% of a binder selected from the group consisting of cellulosic binders, natural binders, modified natural binders, synthetic binders, and mixtures thereof, and further comprising (d) from about 5 to about 20 wt.% water calculated as a percentage of the total product weight, the article having a density within the
- the binder in the article may be selected from the groups of (1) cellulosic binders consisting of hydroxypropyl cellulose, carboxymethyl cellulose and its sodium, potassium, and ammonium salts, cross-linked carboxymethyl cellulose and its sodium, potassium, and ammonium salts, hydroxyethyl cellulose, ethyl hydroxyethyl cellulose, hydroxypropyl methyl cellulose, methyl cellulose, ethyl cellulose, and mixtures thereof; or (2) natural binders, modified natural binders, and synthetic binders consisting of pectin and its ammonium, sodium, and potassium salts, starch, guar and derivatives thereof, hemicellulose, xanthan, curdlan, a salt of xanthamonas gum, carageenan, alginic acid and its ammonium, sodium, and potassium salts, chitosan and its water soluble salts oxycellulose, polyvinyl maleic acid polymer and its ammonium, sodium
- Method A includes the steps of:
- Method B includes the steps of:
- the smoking article of this invention is easy to manufacture and its TRD and other physical properties can be easily controlled within desired ranges. Additionally, the multistrand, coherent smoking article displays a surprising combination of properties. Its stiffness and resistance to collapse are significantly better than a single strand's but the RTD, density, taste, and other properties are still within commercially favourable ranges.
- the physical complexity of manufactured smoking articles is such that correcting one unfavorable product variable usually results in another becoming unfavorable.
- the stiffness of the single strand smoking article could be rendered favorable by increasing the density or changing the composition but the former change would require excessive amounts of tobacco per article and raise its RTD and the latter change would probably change the taste of the article.
- the extruded, coherent, multistrand, generally cylindrical smoking article of this invention comprises a plurality of co-extruded strands that are adhered to one another as a result of the co-extrusion process used to make the article or during post-extrusion processing of the extruded strands.
- the adherence results in the article being "coherent", that is, a unitary structure of strands sufficiently joined to one another rather than being a mere assemblage of separate or insufficiently joined strands.
- the strands are "co-extruded" in the sense that they exit different holes of the same die, desirably at substantially the same linear velocity as one another. In the preferred embodiment, the strands are randomly adhered to one another leaving randomized pathways along the length of the article.
- the configuration of the strands and passageways provides sufficient heat transfer area or sufficient residence time or both for the hot gases drawn towards the proximal end of the smoking article by a smoker to cool and to exit the proximal end at a comfortable temperature for the smoker.
- “comfortable temperature” is meant less than 66°C (150°F), usually less than 57°C (135°F), preferably less than 49°C (120°F), and most preferably less than 38°C (100°F).
- strands may move longitudinally and fall out of the smoking article or the strands may move radially and the smoking article may lose its generally cylindrical shape.
- the random adherence in combination with the propert arrangement of the strands to form the randomized passageways between the strands prevents any extensive channeling of the gas/aerosol drawn by the smoker. Such channeling prevents the gas/aerosol from contacting sufficient surface area and/or from having sufficient residence time in the smoking article to cool the gas/aerosol sufficiently.
- the "coherent" nature of the multistrand smoking article is such that it has the look and feel of a smoking article (e.g., cigarette) made by a conventional process.
- the twisting of the coherent strands or rope across the channeling of the smoke through the passageways This forms a more tortuous path, increasing the path length and increasing the relative RTD.
- the tobacco used herein may be any type of tobacco and will generally be comminuted tobacco selected from the group consisting of bright, burley, oriental, and mixtures thereof, comminuted reconstituted tobacco, comminuted stems, tobacco dust or fines, and mixtures thereof.
- the tobacco may have been previously subjected .to a stiffening or expansion process to increase its filling power.
- the smoking article contains from about 5 wt.% to about 98 wt.% tobacco and preferably from about 25-98 wt.%.
- the tobacco is measured on a dry weight basis but in practice may, for example, contain 3 to 20% moisture. Where a dry tobacco dust is used some water may be added to increase the moisture content of the tobacco in order to facilitate mixing of the dry blend. The moisture in the dry blend, whether added or occurring in the constituent materials, is included as part of the water content of the wet blend.
- the particles employed in the present invention will have a particle size of up to about 5 mesh (4 mm). Preferably, substantially all the particles will be less than 35 mesh (500 mm), and more preferably will be less than 50 mesh (300 mm).
- a polyfunctional acid such as citric or phosphoric acid and their ammonium, sodium, and potassium salts
- the polyfunctional acid or its salts is added in an amount such that the smoking article contains from about 0.1 to about 15 wt.% thereof, preferably from about 2 to about 10 wt.%.
- the binder is preferably selected from the group consisting of cellulosic binder, natural binders, modified natural binders, synthetic binders and mixtures thereof.
- the cellulosic binder is selected from the group consisting of hydroxypropyl cellulose, carboxymethyl cellulose and its sodium, potassium, and ammonium salts, cross-linked carboxymethyl cellulose and its sodium, potassium, and ammonium salts, hydroxyethyl cellulose, ethyl hydroxyethyl cellulose, hydroxypropyl methyl cellulose, methyl cellulose, ethyl cellulose, and mixtures thereof.
- a mixture of carboxymethyl cellulose and hydroxypropyl cellulose is particularly preferred.
- the cellulosic binder is present in the smoking article in an amount of from 0 to about 40 wt.% and preferably from about 1 to about 30 wt.%.
- the natural binders, modified natural binders, and synthetic binders are selected from the group consisting of pectin and its sodium, potassium, and ammonium salts, starch, guar, chitin, chitosan, xanthan, and derivatives thereof (e.g., hydroxypropyl guar), hemicellulose, curdlan, a salt of xanthamonas gum, carageenen, oxycellulose, polyvinyl alcohol, vinyl maleic anhydride polymer, vinyl maleic acid polymer and its sodium, potassium, and ammonium salts, microcrystalline cellulose, dextran, dextrin, fibrous cellulose, and mixtures thereof.
- the natural, modified natural, and synthetic binders are present in the smoking article in an amount from 0 to about 40 wt.%.
- the total amount of binder present in the smoking article is in the range from about 2 to about 40 wt.%.
- a typical binder combination is 5 wt.% hydroxypropyl cellulose, 2.5 wt.% carboxymethyl cellulose, and 2.5 wt.% starch.
- Another typical combination is 1 wt.% hydroxypropyl cellulose, 4 wt.% hydroxypropyl guar and 5 wt.% starch.
- the article may also include as a filler any particulate material having a particle size of up to about 350 11m that is compatible with the other components of the blend.
- the filler is preferably selected from the group consisting of calcium carbonate, magnesium carbonate, calcium oxide, magnesium oxide, calcium hydroxide, magnesium hydroxide, metallic aluminum, alumina, hydrated alumina, clay, silica, and mixtures thereof and preferably is calcium carbonate.
- the filler is added, it is added in an amount so that it is from about 5 to about 60 wt.% of the smoking article.
- the dried or equilibrated smoking article contains from about 5 to about 20 wt.% water calculated as a percentage of the total product weight, which is typically measured as oven volatiles (OV).
- OV oven volatiles
- the smoking article remains from about 8 to about 17 wt.% water.
- the smoking article has a density of from about 0.05 to about 1.5 g/cc, preferably from about 0.10 to about 1.0 g/cc.
- the articles comprise a porous structure that permits static burning and the passage of smoke (gas/aerosol) through the article to the smoker.
- the density of the article is related to the porous structure and the voids created between the strands, and an article having a density within the specified range and having the randomized passageways of this invention provides good burn rate and transmission of smoke to the smoker.
- the smoking articles may also include from about 0.001 to about 1 wt.% of an alcohol compatible with the cellulosic binder, that is, an alcohol in which the cellulosic binder is soluble. That alcohol is selected from the group consisting of ethanol, methanol, isopropanol, n-propanol, and mixtures thereof.
- the alcohol present in the smoking article may result from adding alcohol during the formation of the article to lower the moisture content of the extrudate at the die or may be residual alcohol as a result of adding flavor casings.
- the smoking article may also contain from about 0.1 to about 40 wt.%, preferably from about 0.5 to about 20 wt.%, of a cross-linking or stiffening agent.
- the stiffening agent which is added prior to extrusion and then cross-linked during extrusion is selected from the group consisting of alginic acid, carboxymethyl chitin, pectinic acid, chitosan, carboxymethyl chitosan, water soluble salts thereof, and mixtures thereof. From about 0.1 to 10.0 wt.% of a water soluble salt of calcium, magnesium, and/or aluminium may also be used.
- the smoking articles are preferably formed as generally cylindrical, coherent, multistrand articles having a diameter of from about 2 to about 35 mm. preferably from about 4 to about 25 mm. Alternate cross-sectional configurations may be made with an appropriate die, for example, oval, star-shaped, cylindrical, and the like, or shaped appropriately in a post-extrusion process. These rods are typically made in conventional cigarette or cigar lengths and may be wrapped with cigarette paper, a cigar wrapper, or a co-extruded shell of combustible material or the like. The articles may be thus marketed as non-filtered "cigarettes" or as "cigars". A conventional filler may be joined to the "cigarette” by tipping paper to form a filtered smoking article.
- flavorants and/or humectants that are commonly employed in the manufacture of smoking articles may be added prior to extrusion or may be subsequently added to the extruded article.
- the method of the present invention comprises mixing or blending together tobacco particles with binder, filler, cross-linking or stiffening agent, and any other desired ingredient with water to form a wet blend, and extruding the wet blend through a die having a plurality of holes, thereby forming a plurality of strands, the extrusion conditions being such that the moisture in the blend is converted to steam so as to foam each strand as it exits the die of the extruder and the strands adhere to one another when they are twisted together.
- the strands may also be processed by the application of an adhesive, similar material, or other manufacturing process under conditions that will produce a tacky surface on the individual strands so that the strands will adhere to each other along their outer surfaces.
- the resulting mixture is to be a wet blend containing from about 15 to about 50 wt.% of water.
- Method A comprises the steps: (a) dry blending tobacco particles with binder, filler, and any other desired ingredient; (b) admixing this dry blend with water to form a wet blend; and (c) extruding the wet blend through a die having a plurality of holes in accordance with the extrusion conditions set forth above so as to foam each strand and adhere the strands to one another.
- Method B comprises the steps (1) dry blending tobacco particles with filler, and any other desired ingredient, (2) prehydrating the binder material with water to activate the adhesive character of the binder, (3) admixing the dry blend and the prehydrated binder to form a wet blend, and (4) extruding the wet blend through a die having a plurality of holes under the extrusion conditions set forth above so as to foam each strand and adhere the strands to one another.
- step (a) blending in step (a) may be carried out in any conventional mixing device.
- the dry blend from step (a) is then admixed in step (b) with water to form a wet blend containing from about 15 to about 50 wt.% of water.
- Step (b) is carried out in a conventional mixing device, such as a horizontal mixing cylinder, and it is preferred to employ a low shear mixing device.
- step (2) prehydrating the binder and other desired materials with water can be carried out in any conventional mixing device.
- step (1) dry blending of tobacco particles, filler, and other desired materials, can be carried out in any conventional mixing device.
- step (3) admixing the prehydrated binder from step (2) and the dry blend from step (1) can also be done in a conventional mixing device.
- the resulting wet blend can then be fed to the feed chamber of the extruder as described in greater detail below.
- Method B is used in conjunction with a twin screw positive mass displacement extruder having multiple feed ports.
- Step (2) prehydration is performed by adding the binder materials to a first feed port of the extruder and by adding the water or similar solvent to a second feed port a distance downstream of the first feed port so that as a charge of binder in inserted, it is processed, sheared, and homogenized as it progresses down the extrusion barrels. Then it is admixed with the water as it passes the second port, prehydrating the binder as the materials are displaced down the extruder barrel.
- Step (1) dry blending the tobacco, filler, and other materials occurs in a conventional mixing device and is added in a blended state to the extruder barrel by a third feed port, a distance downstream of the second port.
- the prehydrated binder material from step (2) is admixed with the tobacco and other materials from step (1) in a continuous feed process.
- the amount of water present in the wet blend is important. If the water content is reduced to less than about 15 wt.%, shear at the die may increase so much that the surface of the extruded product becomes porous and rough and a less than desirable degree of foaming results. At water contents in excess of about 50 wt.% insufficient energy may be supplied to the formulation to generate sufficient foam as the product exits the die. Also, more energy maybe required to dry the product to a useable condition or to cause the strands to foam. Too little or too much water also prevents the extruded strands from adhering to one another to the proper degree to form a coherent multistrand article with the desired, preferably randomized, passageways.
- a post-extrusion drying chamber may be provided for drying the product to the desired temperature and moisture level to achieve the desired porous structure.
- the drying chamber comprises a microwave cavity and the product is exposed to microwaves for an appropriate time to obtain a smoking article having the desired density.
- Tobacco particles typically are generally more hygroscopic than binder, absorbing water at a faster rate. Any water absorbed by the tobacco in excess of the desired final moisture content of between 5 and 20 wt.% must be removed, typically by drying, for example, using microwave energy. Further, the lower the moisture content of the resulting extrudate, the easier the extrudate will be to handle and the less energy will be required to dry the extrudate.
- Method A water is added to a dry blend of binder and tobacco and other materials.
- Method B water is added to the dry binder first, before the bulk, if not all of the tobacco is added. Relatively less water may be required in Method B than in Method A to activate the adhesive character of the binder materials because in Method B, the binder materials may not have to compete with any or any significant amount of tobacco to utilize the water. Thus, Method B is preferred because by prehydrating the binder, the water is delivered to the binder where it is most needed, reducing the overall amount of water required to have the same strength product as obtained by Method A.
- a further consequence of prehydration is that because the binder is exposed to most of the water without significant competition, it becomes more fully activated in both quantity and quality than the binder in accordance with Method A. Therefore the amount of binder required to hold the extrudate together may be significantly reduced to achieve the same strength extrudate as found by the application of Method A. Reducing the amount of binder used is not only more economical, but it also enhances the subjective factors of a smoking article, taste, feel, aroma, color, and quality of smoke. The less binder used, the more favorable the subjective factors will be.
- Method B prehydration produces a significantly more activated binder material than Method A, and as a result the prehydrated binder is also more viscous. Because some extruder and mixing apparatus cannot generate the forces necessary to process and extrude the smoking article in accordance with this invention by the application of Method B, it may be advantageous to dry blend with the binder a small amount of tobacco particles, preferably an amount less than 5 wt.% of the tobacco, a small amount of filler, or other added component, and then prehydrate the blended binder and tobacco or other components. The resultant wet blend will have a lower viscosity than if no tobacco or other component were present and may be more easily processed without significantly raising the moisture content of the mass.
- the viscous prehydrated binder can become very sticky and adhere to the mixing equipment, it is advantageous to dry blend with the binder a small amount of tobacco particles, filler material, or both.
- the amount of tobacco added is preferably less than about 5 wt.% of the tobacco.
- the dry blend is then prehydrated, resulting in a wet blend that has a reduced tendency to stick to the processing equipment and is relatively easier to process uniformly, as the material progresses from one step to the next.
- a portion of the binder may be dry blended with the tobacco and the balance of the binder prehydrated. Because of the relative surplus of water (later taken up by the dry blended tobacco and binder), the viscosity will be lower and the mass easier to handle. Although having a somewhat higher moisture content than without cross mixing tobacco and binder in steps (1) and (2), the more efficient activation of the binder results in a dryer and stronger extrudate than that made by the application of Method A.
- the wet blend is fed into an extruder and processed as set forth in greater detail below.
- the extruder may be a single screw cooking extruder, which is a high temperaturelshort residence time extruder that is essentially an Archimedean pump. That type of extruder has been employed in the food industry.
- Other suitable extruders are hydraulic piston extruders, ram extruders, extruders employing an extrusion chamber consisting of a male auger and a sleeve which incorporates a female auger, a spacer ring, and a face plate (or die) and extruders employing twin screws having a positive mass displacement extrusion action.
- the tobacco particles, the binder, and any additional ingredients be mixed to form a homogeneous mixture prior to extrusion. It may be desired to add water at one or more points along the extruder barrel to control the moisture content of the mass, for example, above 15% OV.
- a foaming agent may be added to the blend in Method A or Method B.
- the foaming agent is preferably selected from the group consisting of air, nitrogen, carbon dioxide, nitrous oxide, ammonium carbonate, ammonium carbamate, an azide, a hydrazide, pentane, hexane, heptane, a halogenated flurocarbon, pyrrole, acetone, ethanol, a peroxide, and azodicarbonamide.
- Some of these foaming agent may require the addition of an acid or a base for decomposition.
- the foaming agent will supplement the foaming effect of the water in the wet blend and may allow the use of lower amounts of water.
- the final product should not contain more than 1 wt.% of residual foaming agent.
- the feeding bin is a common starting point for extruder systems. It is usually located near the extruder and its purpose is to provide a continuous source of raw ingredients for the rest of the extruder system.
- the feeding bin receives material from a conventional mixer/surge system and it usually feeds a variable speed metering/feeding device.
- a simple gravity bin with bottom discharge may be used as the feeding bin for the ingredients employed in a dry blending step.
- a variable speed metering/feeding device is usually employed to transport the dry blend from the feeding bin to the extruder. Water may then be added either at the point of entry to the extruder or at one or more locations along the extruder barrel. Vibratory feeders and variable speed screw feeders are two commonly used metering/feeding devices.
- An intermediary processing device such as a horizontal mixing cylinder with either a single shaft or twin counter-rotating shafts, may be utilized to admix the water with the dry blend in step (b). Continuous mixing of the dry blend with the water is accomplished in the cylinder, and from this cylinder the wet blend is fed directly into the extruder barrel. Alternately, hydration of the dry blend from step (b) could occur within the extruder barrel by the addition of sufficient water at a controlled rate of feed, correlating with the rate of feed of the dry blend from step (b), either at the point of entry, or downstream of the dry blend feed.
- each of the mixing steps can be carried out in a separate conventional mixer/surge system having variable speed metering/feeding devices to provide the desired blend to the extruder.
- the binder materials could be mixed at one station and fed to a first port under a controlled rate of feed.
- the tobacco, filler, and other material could be mixed and similarly fed to a second port downstream of the first port, also at a controlled rate of feed.
- Water could be added in controlled amounts to prehydrate the binder at a location before the tobacco blend material is introduced into the extruder barrel, and added elsewhere if necessary, to control the moisture content.
- the binder When a single feed port extruder is available, the binder could be first prehydrated in an intermediary processing device. Then the tobacco, filler, and other materials, having first been dry blended in a separate device are introduced to the intermediary processor for admixture, and the resulting wet blend then fed directly to the extruder barrel.
- the extruder barrel may be built in segments or sections, with the individual screws being separated by steam locks. That gives each section its own discrete processing capability.
- the raw material exists as discrete particles. As these particles are transported forward in the feed zone, there is a positive pumping action with some compression of the material. This compression pushes the particles together into a more solid homogeneous mass.
- the final die has two major functions. The first is to offer resistance to the upward flow of the mixture, thereby creating a condition where leakage flow and pressure flow may occur. The second is to shape the final product. Flow resistance of the die is the greatest factor in the heating of the mixture because the flow resistance has the greatest control over the pressure (and, therefore, the shear) within the barrel.
- the pressure at the inlet of the die is from about 50 to about 2500 psig, (0.35 to 17.25 MPa) more preferably from about 150 to about 1500 psig, (1.04 to 10.35 MPa).
- a die having a plurality of holes typically from about 10 to about 30 holes, each ranging in size from about 0.010 inches (.254 mm) to about 0.050 inches (1.27 mm) in diameter.
- the combination of the number of holes and size of each hole is chosen to give the desired diameter and shape of the smoking article.
- the holes need not be of the same size or shape.
- a typical hole pattern will be described below.
- a die having centrally located holes and an outer annular opening may be used. The material extruded through the annulus will form what may be considered a wrapper for the co-extruded strands.
- foaming of the product occurs immediately after extrusion. Foaming is a result of the moisture, other foaming agent, or gas within the extrudate changing from a super-heated liquid or compressed gas to a gas at essentially atmospheric pressure as the extrudate leaves the high-pressure environment behind the die inside the extruder and enters the atmospheric environment just downstream of the die openings.
- One preferred extruder is the Wenger Model X20, a six-zone extrusion screw/barrel unit, commercially available from Wenger Manufacturing, Sabetha, Kansas. Various parameters for each zone are set forth in the following table.
- Zones 1, 2, and 3 knead the extrusion mixture to develop elasticity and hydrate the gum (binder). Zones 4, 5, and 6 work the mixture by shear. If the Zone 6 screw is not tapered, the mixture will be overworked. The multistrand die is attached to the end of Zone 6.
- a 1/8-inch (3.175 mm) thick spacer having an inner diameter equal to that of the Zone 6 barrel is used between the exit of Zone 6 and the die inlet. If a 1/4-inch (6.35 mm) thick spacer is used, some of the mixture tends to collect in the spacer, and collected material will occasionally exit the die in the form of lumps. Furthermore, with the 1/4-inch (6.35 mm) spacer and for the preferred mixture, the extrudate will be underworked, appear wet, and expansion will be insufficient. If no spacer is used, it is possible the extrudate will be overworked and darkened by cooking caused by the overworking, and expansion will be decreased. Thus, there is an optimal range for working of any particular extrusion mixture, outside of which less desirable articles are produced.
- the product is transported through the extruder barrel by the extruder screws, complemented by the closure around the screw.
- the extruder barrel is jacketed, and the jacket is designed for either electrical heating or the circulation of water, steam, or other liquid thermofluid. That permits adjustment of the temperature profile of the extruder barrel by, for example, controlling the flow of cooling water in the jacket. Most of the thermoenergy within the extruder is created by the conversion of the mechanical energy into heat.
- thermocouples are inserted through the head into the flow channel and are connected to either temperature indicators or to automatic temperature control systems.
- Zones 1-5 are not critical, and should be high enough for the mixture to flow through the extruder but less than about 230°F (110°C).
- the temperature of Zone 6 should be between about 160°F (71°C) and 260°F (127°C). With the preferred extrusion mixture described below and when making a cigarette-type smoking article of this invention, the following cooling water exit temperatures have been measured:
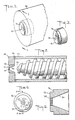
- Figure 1 shows the end of typical extrusion barrel 20 with preferred die 22 having holes 24.
- the barrel is represented schematically and without the jacket, cooling water tubing, thermocouple wires, or the means for removing the head to change the die).
- Figure 2 shows screw 28 schematically in barrel 20. Shoulder 26 on die 22 (having internal conical surface 30) mates with a corresponding lip on head 52 and prevents die 22 from being forced out of the head. Spacer 54 lies between head 52 and barrel 20.
- Figures 3, 4, and 5 are perspective, end, and side sectional views of die 22, respectively.
- Figure 6 shows the layout of holes 24 of preferred die 22 for making cigarettes from the preferred blend.
- Angle A is 12°-51'
- angle B is 25°-43'
- angle C is 51°-26'. As will be apparent, these values have been rounded to the nearest minute.
- the inner ring is offset from (rotated with respect to) the outer ring so that no outer ring holes and either of the two nearest inner ring holes falls on a line eith the center hole. That is to prevent any excessive channeling in the final product.
- the centers of the holes in the inner and outer rings fall on the circumferences of imaginary circles 0.128 inches (3.25 mm) and 0.256 inches (6.5 mm) in diameter, respectively.
- the center of each imaginary circle is the center of the single central hole of the die, that is, the one central hole, the inner ring, and the outer ring are concentric.
- the preferred die has a land length (length of holes through the die face) of 1/8 inch (3.175 mm).
- strands 32 of extruded material are shown leaving die 22 through holes 24. Upon leaving the die, the strands expand and then contact and adhere to one another. The moist rope of the adhered strands cools and starts to harden quickly. The rope may be twisted to further increase the tortuosity of the passageways in the article. The rope may be collected on a non-stick surface and then sent to a drier.
- Drying may be accomplished in any suitable manner. Microwave heating is preferred because of uniformity in drying along the radial direction. Drying desirably reduced the water content of the rope made by the application of Method A from about 25-35 wt.% at the die exit to about 12-15 wt.%.
- the water content of the rope of strands is desirably reduced from about 20-35 wt.% at the die exit to about 12-15 wt.%.
- Cigarette 34 comprises tobacco rod 38 and filter 36.
- Figure 9 is an end view of tobacco rod 38 of cigarette 34. Passageways 44 lie between strands 32. The circumference of strands 32 is not completely circular because of deformation at the points of contact (and adherence) of the strands to one another.
- the extruded, foamed strands in the preferred embodiment have generally smooth but slightly irregular surfaces.
- the irregularity is typically random and a principal cause of the randomness of contact of adjacent strands. Normally, the contact occurs almost immediately after the strands leave the die, and because of the tackiness of the material, adherence is immediate upon contact.
- the strands do not expand sufficiently (e.g., because of over- or underworking or too much or too little water) or if the material does not have sufficient tackiness (e.g., because the strands are too dry, too cold, or the binder is not satisfactory), the desired contact and adherence will not occur and the article will not have the desired network of passageways without post-extrusion processing.
- the holes of the die should not be too far apart, otherwise the extruded strands will not be able to contact one another soon enough after leaving the die for sufficient adherence to occur. If the velocity of the exiting strands is too high, the strands may cool too much before they can contact and adhere sufficiently to one another. Also, the linear velocity of the strands exiting the die should be substantially uniform so that there is as little linear motion of the strands with respect to one another as possible. To achieve this uniform velocity may require the die having holes of different sizes, depending on the particular extruder used and its particular pressure profile just upstream of the die.
- the spacing of the holes and the temperature of the strands as extruded may be less important for causing the strands to adhere to each other because heat sufficient to cause the strands to become tacky and adhere is imparted to the product while it is heated in the drying chamber or, in other circumstances, an adhesive or other manufacturing condition is applied to cause the adjacent strands to adhere to one another.
- Figure 10 is an enlarged view of a portion of tobacco rod 38 having wrapping paper 40, coal 42, and passageways 44.
- Arrow 48 indicates the flow of smoke to the end of the cigarette proximal to the smoker. When that smoke reaches an area of adherence 46 of one strand to another, the smoke finds passageway 44 blocked and may travel towards the smoker as indicated by arrows 50.
- the preferred extruding composition was prepared and extruded in accordance with Method A. That composition was made by first dry blending and loading that mixture into the feed hopper of a preferred extruder, the Wenger X20 unit described above.
- the tobacco dust was a mixture of burley, bright, and oriental tobacco particles, essentially all of which were less than 80 mesh in size.
- the extruder feeder speed was set at 10 rpm, which corresponds to about 136 pounds per hour of dry mixture, and the mixing cylinder speed was set at 300 rpm.
- the mixing cylinder speed was set at 300 rpm.
- the extruded ropes (if formed) were dried, wrapped (if possible), cut to rods 63 mm in length, and joined to a filter (if possible).
- the run conditions and results are shown in the table below.
- the screws were rotated so as to be 90° out of phase to prevent interfering with each other and to provide a tolerance between the screws of about 50/64 mm.
- the Baker-Perkins extruder has multiple feed ports along its length so auxiliary mixing equipment was not required as it was the case in the Wenger extruder.
- the binder was added at a distance 15:1 length:diameter (“UD") screw length measured from the extrusion end (die), the water used to prehydratethe binder was added at a distance 12:1 (UD) from the die, and the tobacco dust was added at a distance 10:1 (L/D) from the die.
- the binder mixture used consisted of the following blend: The results of the various extrusions are set forth in Table II below.
Claims (24)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US62740784A | 1984-07-03 | 1984-07-03 | |
| US627407 | 1984-07-03 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0167370A2 EP0167370A2 (fr) | 1986-01-08 |
| EP0167370A3 EP0167370A3 (en) | 1986-03-05 |
| EP0167370B1 true EP0167370B1 (fr) | 1990-04-25 |
Family
ID=24514526
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85304645A Expired - Lifetime EP0167370B1 (fr) | 1984-07-03 | 1985-06-28 | Articles à fumer contenant du tabac mousseux extrudé |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0167370B1 (fr) |
| AU (1) | AU577871B2 (fr) |
| BR (1) | BR8506813A (fr) |
| CA (1) | CA1247970A (fr) |
| DE (1) | DE3577269D1 (fr) |
| ES (1) | ES8702123A1 (fr) |
| WO (1) | WO1986000504A1 (fr) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0198718A2 (fr) * | 1985-04-16 | 1986-10-22 | Philip Morris Products Inc. | Fabrication par extrusion d'articles contenant du tabac foisonnant |
| EP0248128A1 (fr) * | 1986-06-03 | 1987-12-09 | Philip Morris Products Inc. | Traitement d'une matière contenant du tabac extrudé en continu |
| US4874000A (en) * | 1982-12-30 | 1989-10-17 | Philip Morris Incorporated | Method and apparatus for drying and cooling extruded tobacco-containing material |
| EP0352107A2 (fr) * | 1988-07-22 | 1990-01-24 | Philip Morris Products Inc. | Source d'arôme libérable par chauffage pour articles à fumer |
| EP0457587A2 (fr) * | 1990-05-17 | 1991-11-21 | Merck & Co. Inc. | Produits alimentaires et végétaux reconstitués |
| US5072744A (en) * | 1989-06-23 | 1991-12-17 | British-American Tobacco Company Limited | Relating to the making of smoking articles |
| US5101839A (en) * | 1990-08-15 | 1992-04-07 | R. J. Reynolds Tobacco Company | Cigarette and smokable filler material therefor |
| US5129409A (en) * | 1989-06-29 | 1992-07-14 | R. J. Reynolds Tobacco Company | Extruded cigarette |
| US5129408A (en) * | 1990-08-15 | 1992-07-14 | R. J. Reynolds Tobacco Company | Cigarette and smokable filler material therefor |
| EP0514805A2 (fr) * | 1991-05-23 | 1992-11-25 | British-American Tobacco Company Limited | Amélioration de la viscosité d'un polymère et utilisation d'un tel polymère |
| EP0744904A1 (fr) | 1995-01-28 | 1996-12-04 | H.F. & Ph.F. Reemtsma GmbH & Co | Procede de production d'un produit de tabac a fumer |
| US5727571A (en) * | 1992-03-25 | 1998-03-17 | R.J. Reynolds Tobacco Co. | Components for smoking articles and process for making same |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8704196D0 (en) * | 1987-02-23 | 1987-04-01 | British American Tobacco Co | Tobacco reconstitution |
| GB8704197D0 (en) * | 1987-02-23 | 1987-04-01 | British American Tobacco Co | Tobacco reconstitution |
| EP1729602A1 (fr) | 2003-12-22 | 2006-12-13 | U.S. Smokeless Tobacco Company | Procede de traitement pour compositions de tabac ou de tabac a priser |
| US11944114B2 (en) * | 2012-06-20 | 2024-04-02 | Altria Client Services Llc | Smokeless tobacco lipid granules |
| CN111838739B (zh) * | 2019-04-30 | 2022-06-21 | 贵州中烟工业有限责任公司 | 一种加热不燃烧发烟体的制造方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0113595A2 (fr) * | 1982-12-30 | 1984-07-18 | Philip Morris Products Inc. | Article à fumer, écumeux, extrudé et contenant du tabac et son procédé de préparation |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2433877A (en) * | 1941-10-09 | 1948-01-06 | Int Cigar Mach Co | Tobacco sheets and filaments and methods of making them |
| CH275420A (de) * | 1949-09-23 | 1951-05-31 | Soehne Burger | Verfahren zur Herstellung von Tabakprodukten wie Stumpen und Cigarillos, und Vorrichtung zur Durchführung des Verfahrens. |
| GB983928A (en) * | 1962-05-03 | 1965-02-24 | British American Tobacco Co | Improvements relating to the production of tobacco smoking materials |
| GB1055445A (en) * | 1962-09-12 | 1967-01-18 | American Mach & Foundry | Smoking articles and method for producing same |
| CA951209A (en) * | 1970-10-26 | 1974-07-16 | Jack B. Batdorf | Tobacco shaped articles and process of making |
| GB1444816A (en) * | 1972-12-22 | 1976-08-04 | Tamag Basel Ag | Extruder nozzle for moulding tobacco pulp |
| US4233993A (en) * | 1978-03-17 | 1980-11-18 | Celanese Corporation | Smoking material |
| US4333484A (en) * | 1978-08-02 | 1982-06-08 | Philip Morris Incorporated | Modified cellulosic smoking material and method for its preparation |
| US4341228A (en) * | 1981-01-07 | 1982-07-27 | Philip Morris Incorporated | Method for employing tobacco dust in a paper-making type preparation of reconstituted tobacco and the smoking material produced thereby |
-
1985
- 1985-06-28 EP EP85304645A patent/EP0167370B1/fr not_active Expired - Lifetime
- 1985-06-28 DE DE8585304645T patent/DE3577269D1/de not_active Expired - Fee Related
- 1985-07-01 WO PCT/US1985/001247 patent/WO1986000504A1/fr unknown
- 1985-07-01 BR BR8506813A patent/BR8506813A/pt unknown
- 1985-07-02 ES ES544806A patent/ES8702123A1/es not_active Expired
- 1985-07-03 AU AU44558/85A patent/AU577871B2/en not_active Ceased
- 1985-07-03 CA CA000486263A patent/CA1247970A/fr not_active Expired
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0113595A2 (fr) * | 1982-12-30 | 1984-07-18 | Philip Morris Products Inc. | Article à fumer, écumeux, extrudé et contenant du tabac et son procédé de préparation |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4874000A (en) * | 1982-12-30 | 1989-10-17 | Philip Morris Incorporated | Method and apparatus for drying and cooling extruded tobacco-containing material |
| EP0198718A2 (fr) * | 1985-04-16 | 1986-10-22 | Philip Morris Products Inc. | Fabrication par extrusion d'articles contenant du tabac foisonnant |
| EP0198718A3 (fr) * | 1985-04-16 | 1988-04-20 | Philip Morris Products Inc. | Fabrication par extrusion d'articles contenant du tabac foisonnant |
| AU586238B2 (en) * | 1985-04-16 | 1989-07-06 | Philip Morris Products Inc. | Manufacture of foamed tobacco-containing articles by extrusion |
| EP0248128A1 (fr) * | 1986-06-03 | 1987-12-09 | Philip Morris Products Inc. | Traitement d'une matière contenant du tabac extrudé en continu |
| EP0352107A2 (fr) * | 1988-07-22 | 1990-01-24 | Philip Morris Products Inc. | Source d'arôme libérable par chauffage pour articles à fumer |
| EP0352107A3 (fr) * | 1988-07-22 | 1990-12-05 | Philip Morris Products Inc. | Source d'arôme libérable par chauffage pour articles à fumer |
| US5072744A (en) * | 1989-06-23 | 1991-12-17 | British-American Tobacco Company Limited | Relating to the making of smoking articles |
| US5129409A (en) * | 1989-06-29 | 1992-07-14 | R. J. Reynolds Tobacco Company | Extruded cigarette |
| EP0457587A2 (fr) * | 1990-05-17 | 1991-11-21 | Merck & Co. Inc. | Produits alimentaires et végétaux reconstitués |
| EP0457587A3 (en) * | 1990-05-17 | 1992-01-08 | Merck & Co. Inc. | Restructured food and plant products |
| US5101839A (en) * | 1990-08-15 | 1992-04-07 | R. J. Reynolds Tobacco Company | Cigarette and smokable filler material therefor |
| US5129408A (en) * | 1990-08-15 | 1992-07-14 | R. J. Reynolds Tobacco Company | Cigarette and smokable filler material therefor |
| US5598868A (en) * | 1990-08-15 | 1997-02-04 | R. J. Reynolds Tobacco Company | Cigarette and smokable filler material therefor material for use in smoking articles |
| EP0514805A2 (fr) * | 1991-05-23 | 1992-11-25 | British-American Tobacco Company Limited | Amélioration de la viscosité d'un polymère et utilisation d'un tel polymère |
| EP0514805A3 (fr) * | 1991-05-23 | 1994-02-23 | British American Tobacco Co | |
| US5727571A (en) * | 1992-03-25 | 1998-03-17 | R.J. Reynolds Tobacco Co. | Components for smoking articles and process for making same |
| EP0744904A1 (fr) | 1995-01-28 | 1996-12-04 | H.F. & Ph.F. Reemtsma GmbH & Co | Procede de production d'un produit de tabac a fumer |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3577269D1 (de) | 1990-05-31 |
| AU4455885A (en) | 1986-01-09 |
| ES8702123A1 (es) | 1987-01-01 |
| BR8506813A (pt) | 1986-11-25 |
| EP0167370A3 (en) | 1986-03-05 |
| EP0167370A2 (fr) | 1986-01-08 |
| AU577871B2 (en) | 1988-10-06 |
| ES544806A0 (es) | 1987-01-01 |
| CA1247970A (fr) | 1989-01-03 |
| WO1986000504A1 (fr) | 1986-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4632131A (en) | Foamed, extruded, coherent multistrand smoking articles | |
| EP0167370B1 (fr) | Articles à fumer contenant du tabac mousseux extrudé | |
| US4625737A (en) | Foamed, extruded, tobacco-containing smoking article and method of making the same | |
| EP0113595B1 (fr) | Article à fumer, écumeux, extrudé et contenant du tabac et son procédé de préparation | |
| US4989620A (en) | Method and apparatus for coating extruded tobacco-containing material | |
| US4874000A (en) | Method and apparatus for drying and cooling extruded tobacco-containing material | |
| US6182670B1 (en) | Low-density tobacco filler and a method of making low-density tobacco filler and smoking articles therefrom | |
| CA2019680C (fr) | Fabrication d'articles de fumeurs | |
| CA1294188C (fr) | Reconstitution de tabac | |
| US4981522A (en) | Thermally releasable flavor source for smoking articles | |
| US4347855A (en) | Method of making smoking articles | |
| EP0254842A2 (fr) | Matières particulières compactées pour produits à fumer | |
| JPH0628578B2 (ja) | 煙草再生方法およびその方法によって製造される煙草充填物 | |
| JP2001501452A (ja) | 喫煙物品用の喫煙可能な充填材 | |
| CN1016842B (zh) | 处理连续挤压出的含烟草物料的方法 | |
| EP0248128A1 (fr) | Traitement d'une matière contenant du tabac extrudé en continu | |
| CN109123757B (zh) | 一种双层复合热挤压膨化烟草柱的制备方法 | |
| TW202015554A (zh) | 生產管狀菸草產品用之方法、管狀菸草產品、氣溶膠形成棒、氣溶膠產生裝置 | |
| CA1255568A (fr) | Fabrication par extrusion d'articles mousses a teneur de tabac | |
| CN1121692A (zh) | 含消胆胺的组合物及其制备方法 | |
| US5709229A (en) | Method of producing a tobacco product for smoking | |
| CA1252013A (fr) | Traitement de materiau a teneur de tabac extrude en continu | |
| JPH045413B2 (fr) | ||
| TW202023399A (zh) | 生產管狀菸草產品用之方法、管狀菸草產品、氣溶膠形成棒、氣溶膠產生裝置 | |
| CN112754061A (zh) | 一种烟草材料的生产工艺及生产设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19860715 |
|
| 17Q | First examination report despatched |
Effective date: 19871202 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PHILIP MORRIS PRODUCTS INC. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI NL |
|
| REF | Corresponds to: |
Ref document number: 3577269 Country of ref document: DE Date of ref document: 19900531 |
|
| ITF | It: translation for a ep patent filed |
Owner name: STUDIO TORTA SOCIETA' SEMPLICE |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19910513 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19910515 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19910524 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19910530 Year of fee payment: 7 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19910630 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19920628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19920630 Ref country code: CH Effective date: 19920630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19930101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19920628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930226 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19930302 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |