EP0154502B1 - Pasteurizable container closure - Google Patents
Pasteurizable container closure Download PDFInfo
- Publication number
- EP0154502B1 EP0154502B1 EP85301317A EP85301317A EP0154502B1 EP 0154502 B1 EP0154502 B1 EP 0154502B1 EP 85301317 A EP85301317 A EP 85301317A EP 85301317 A EP85301317 A EP 85301317A EP 0154502 B1 EP0154502 B1 EP 0154502B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- skirt
- container
- neck
- mouth
- cap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/02—Closing bottles, jars or similar containers by applying caps by applying flanged caps, e.g. crown caps, and securing by deformation of flanges
- B67B3/10—Capping heads for securing caps
- B67B3/18—Capping heads for securing caps characterised by being rotatable, e.g. for forming screw threads in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/32—Caps or cap-like covers with lines of weakness, tearing-strips, tags, or like opening or removal devices, e.g. to facilitate formation of pouring openings
- B65D41/34—Threaded or like caps or cap-like covers provided with tamper elements formed in, or attached to, the closure skirt
- B65D41/348—Threaded or like caps or cap-like covers provided with tamper elements formed in, or attached to, the closure skirt the tamper element being rolled or pressed to conform to the shape of the container, e.g. metallic closures
Definitions
- Pasteurized bottled beer is produced by filling cold beer into previously rinsed containers which are then capped. The bottled beer is then passed through a pasteurizer where the bottle is subjected to an external spray of water for 20 minutes or more with the temperature of the water being approximately 65.5°C (150 degrees F). The pasteurizer is programmed such that the beer temperature rises to about 60°C (140 degrees F) and is held at that temperature for about 6 minutes. The product is then cooled as it exits the pasteurizer.
- closures have been employed in an attempt to seal the containers in such a manner that when subjected to the elevated temperature of pasteurization and inherent internal pressures, the integrity of the seal remains intact.
- One type of closure employed was the conventional aluminum roll-on closure of the type used on soft drink bottles wherein the skirt of the closure has threads or impressions formed in it by the deformation of the skirt against the finish of the container.
- An example of an apparatus for applying such beverage closures with a locking band (pilfer proof ring) is described in United States Patent 3,760,561. Closures of molded plastic similar to those disclosed in United States Patents 4,322,009 or 4,352,436 have also been tested. It has been observed that when PET containers are sealed with conventional aluminum roll-on caps or with plastic caps featuring a top edge seal, and the sealed containers then subjected to the pasteurization process, closure leak failures occur in more than 5% of the containers.
- the cause for the failure is generally a reforming or a movement of the sealing surface, primarily of the bottle finish, under the temperatures and pressures involved during the pasteurization process.
- the polyester forming the container itself be modified by a heat treatment. See, for example, United States Patents 4,039,641 and 4,375,442.
- the elevated temperatures and pressures of the pasteurization treatment cause the thermoplastic in the region of the finish to creep sufficiently to cause seal failure resulting in loss of carbonation and possible product contamination.
- Cited British Patent Specification No 16,645 of 1913 is concerned with the fitting of a closure cap to a glass bottle.
- a closure member formed from a thin metal element having a pre-threaded tubular skirt closed at one end by an end wall.
- the bottle neck is provided with a peripheral flange spaced from the top of the neck and against which the free end of the skirt bears when the element is initially screwed into place with a compressible disc interposed between the bottle top and the inside of the cap.
- the cap and the bottle neck are then placed in a press which presses firmly upon the cap end wall so that the latter is effectively sandwiched between the press and the ledge on the bottle neck.
- the sealing operation of the press very slightly indents the top of the cap such that the cap end wall presses firmly against the compressible disc to cause the latter to seal against the bottle neck free end.
- the cap skirt free end presses against the outwardly directed ledge on the bottle neck and as a result material of the skirt is upset to produce a circumferential rim which takes up surplus material of the skirt and in so doing ensures that the cap end remains level with the top of the bottle.
- plastics materials as containers has resulted in considerable problems in maintaining the integrity of a closure seal when the container is subjected to the temperature and pressure regimes such as those involved in current pasteurisation processes and that many attempts have been made to achieve the desirable reliable seal between a swageable metal closure cap and the neck of a container formed from a plastics material.
- the reformation of conventional aluminum roll-on caps or other caps can be achieved at the time of application by the use of a suitable pressure block to form a closure.
- the pressure block includes a central land of a diameter slightly less than the inner diameter of the mouth of the container to which the closure is to be applied.
- the central land has an axial dimension sufficient to displace a central portion in the form of a disc or cylinder of the material forming the cap into the mouth of the container so as to enable the container to resist radial deformation.
- the skirt of the aluminum cap can be elongated slightly so as to still properly interact with the conventionally positioned pilfer-proof enlargement band on the bottle.
- a conventionally sized aluminum roll-on cap can be used with a bottle having a slightly narrower pilfer proof band.
- a bottle 10 is shown in Fig. 1 which has been formed by conventional blow molding techniques of a suitable plastic material, such as polyethylene terephthalate, polypropylene, polyethylene, or polyvinylchloride.
- the bottle 10 has an opening 12 at the top which includes a top sealing surface 14 and a screw-threaded finish 16 terminating in its lower end with a pilfer-proof band 18.
- a neck support ledge 20 Spaced below the pilfer proof band 18 is a neck support ledge 20.
- Below the neck support ledge 20 is a tubular sidewall or body portion 22.
- the bottle 10 typically terminates at its lower end in a generally convex or dome-shaped pressure bottom 24 which is enclosed in a base cup 26 either cemented or snap fit to the lower end of the bottle 10.
- the bottle 10 is generally symmetrical about longitudinal axis 28 although various designs have been adopted particularly for the tubular sidewall portion 22 as a secondary indication of the bottle contents.
- Bottles 10 having the general configuration illustrated in Fig. 1 have been subjected to a crystallization of the finish 16 in general accordance with the teachings of United States Patent 4,375,442.
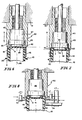
- a sectional detail of such a bottle 10 is shown in both Figs. 2 and 3.
- the crystallized section 11 shows some small variation of the linearity of the internal surface 13 of the bottle 10 due principally to heat shrinkage which occurs during the crystallization process.
- the uncrystallized portion 15 of bottle 10 remains substantially undeformed even through a typical capping procedure.
- an aluminum cap 30 which includes a deformable plastic liner typically made of a moldable thermoplastic such as polyvinylchloride or ethylenevinylacetate.
- the cap 30 includes a flat top wall 32 and a skirt portion 34 which has been swaged by rollers against the finish 16 of the bottle 10 in order to form cooperative threads 36.
- the process for forming such threads is well known and disclosed, for example, in United States Patent 3,760,561.
- the cap 30 also includes a pilfer-proof ring portion 38 which has been swaged under the pilfer-proof band 18 at the time the threads 36 are formed.
- a cap 30 When a cap 30 is properly applied as shown in Fig. 2 under the usual soft drink bottling process which includes no pasteurization or other elevated temperature scheme, the cap seals satisfactorily and a negligible failure rate is observed.
- a cap When such a cap is employed in bottling beer or other commodities which are then subjected to a post bottling pasteurization process as previously outlined, it has been observed that the neck portion of the bottle 10 has deformed to the shape shown in Fig. 3. Despite the fact that portion 11 of the bottle has been crystallized or heat set, considerable deformation particularly of the sealing surface 14 is observed. Tests have shown that a failure rate of more than 5% can be expected even in bottles having crystallized finishes containing beer after having completed the beer pasteurization cycle described above.
- the deformation observed is characterized by an essentially radial inward collapse of the mouth portion 12 which in turn causes the sealing surface 14 to draw away from the rim portion 33 of the cap 30. While in many instances the deformation of the bottle is so small as to not cause a problem, in more that 5% of the bottles, the deformation is sufficient to cause a leak to develop.
- cap 40 constructed in accordance with the present invention.
- One such cap 40 is shown in Fig. 4 to include a closed end and an annular skirt portion 42 having threads 44 engaging the external screw threaded finish 16 of the container 10.
- the closed end includes a rim portion 46 integral with the top 45 of the skirt portion 42 which extends radially inward from the skirt and sealingly engages the sealing surface 14 of the bottle and an internal support portion 48.
- This support portion 48 is integral with the inner edge 47 of the rim portion 46 and depends therefrom into the mouth 12 of the container.
- the support portion 48 has the form of a cylinder closed at its lower end and whose cylindrical wall defines a second skirt 47A extending axially internally of the container neck, and whose closed lower end defines a radially extending end wall 48A.
- the combination of the lower end of the second skirt and the peripheral region of the end wall 48A produces a circumferential region of sufficient compressive strength to resist any radial collapse of the top edge of the mouth or opening of the bottle so as to maintain the integrity of contact between the rim portion 46 of the cap and the sealing surface 14 of the container 10.
- the cap will preferably include a pilfer-proof ring 49 which engages the pilfer-proof band 18 of the container in the usual fashion.
- the cap 40 will include a conventional liner 41 similar to the liner 32 of cap 30.
- Cap 50 is shown to be constructed of a suitable moulded plastic resin such as polypropylene, polyethylene, copolymers or mechanical blends of these, or other suitable polymers.
- the cap 50 can include one or more sealing rings or ridges such as are variously disclosed in United States Patents 4,276,989, 4,299,328, and 4,398,645.
- the cap can include a flowed-in sealing liner 52 such as that disclosed in United States Patent No. 4,331,249 the material of which may be selected from a vinylchloride type resin and can include any of those disclosed by United States Patent No. 4,392,581.
- the cap 50 includes a skirt portion 54 having threads 55 engaging the external screw-threaded finish 16 of the container 10.
- the rim portion 56 including either the liner 52 as illustrated or sealing rings as disclosed in prior art, engages the sealing surface 14 of the bottle 10.
- An internal support portion 58 depends from the rim portion 56 into the mouth 12 of the container 10.
- the material selected for forming the support portion should have sufficient compressive strength to resist any radial inward collapse of the top edge 12 of the bottle 10 so as to maintain the integrity of contact between the rim portion 56 of the cap 50 and the sealing surface 14 of the container 10.
- the cap 50 can include a pilfer-proof ring 59 which engages the pilfer-proof band 18 of the bottle 10.
- the cap 50 can be applied with the aid of apparatus such as that disclosed in United States Patent 4,308,707.
- the cap shown in Fig. 4 was installed in a manner discussed below on PET bottles containing beer.
- the bottles did not have a heat treated or crystallized finish but instead were made of conventional amorphous untreated PET.
- the bottles with the cap 40 installed in place were subjected to the convention beer pasteurization treatment discussed above and no failures whatsoever were observed. It is believed that the central support portion 48 of cap 40 provided a sufficient resistance to counter any tendency for the radial collapse of the top portion of the bottle during the pasteurization procedure thereby maintaining the integrity of contact between the top sealing surface 14 of the bottle and the rim portion 46 of the cap.
- the central land portion 64 comprises one end of a cylinder 67 having three distinct radius portions including the land portion 64 and outer rim portion 66 and a body portion 68.
- the outer rim portion 66 and body portion 68 are snugly received within the sleeve 63 of the pressure block 60 while the central land portion 64 extends axially downward so as to project into the container mouth 12.
- Figs. 6-8 The method for simultaneously forming and applying a closure in accordance with the present invention is illustrated in Figs. 6-8.
- a conventional aluminum roll-on cap blank 43 is positioned over the finish 14 of the bottle 10 and the capping machine with the modified pressure block 60 descends to contact the top of the cap blank 43.
- the bottle 10 is retained and supported by the neck support 20 so that a compressive force may be applied to the cap blank 43.
- the central land portion 64 of the pressure block 60 contacts and depresses a central portion in the form of cylinder or disk 48 into the mouth 12 of the bottle as shown in Fig. 7. This causes the contiguous annular portion 47 into conforming relation with the cylindrical inner surface 12 of the rim of the bottle 10.
- the annular ring portion 62 on the lower end of sleeve 63 of the pressure block 60 then contacts the outer rim 45 to pinch the liner 41 in tight sealing relation with the sealing surface 14 of the bottle 10.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closures For Containers (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Dental Preparations (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT85301317T ATE54895T1 (de) | 1984-03-05 | 1985-02-27 | Verschluss fuer einen pasteurisierbaren behaelter. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US58655684A | 1984-03-05 | 1984-03-05 | |
| US586556 | 1984-03-06 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0154502A2 EP0154502A2 (en) | 1985-09-11 |
| EP0154502A3 EP0154502A3 (en) | 1986-06-04 |
| EP0154502B1 true EP0154502B1 (en) | 1990-07-25 |
Family
ID=24346227
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85301317A Expired - Lifetime EP0154502B1 (en) | 1984-03-05 | 1985-02-27 | Pasteurizable container closure |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0154502B1 (https=) |
| JP (1) | JPS60193850A (https=) |
| AT (1) | ATE54895T1 (https=) |
| AU (1) | AU565746B2 (https=) |
| CA (1) | CA1283079C (https=) |
| DE (1) | DE3578788D1 (https=) |
| IL (1) | IL74020A (https=) |
| ZA (1) | ZA85167B (https=) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2514376B2 (ja) * | 1987-09-10 | 1996-07-10 | 日本クラウンコルク株式会社 | 密封方法 |
| JP4833608B2 (ja) * | 2005-08-05 | 2011-12-07 | 麒麟麦酒株式会社 | 密封容器 |
| US20090008360A1 (en) * | 2007-05-31 | 2009-01-08 | Graham Packaging Company, L.P. | Finish and closure for plastic pasteurizable container |
| CN114341007B (zh) * | 2019-09-12 | 2024-04-30 | Sabic环球技术有限责任公司 | 容器组装件、容器组装件的封闭盖、容器组装件的容器、制造容器组装件的方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191316645A (en) * | 1913-07-21 | 1914-03-05 | Frederick Thomas Marwood | Improvements in and relating to Stoppering Bottles. |
| FR1050765A (fr) * | 1951-01-09 | 1954-01-11 | Pirelli | Obturateur à vis parfaitement étanche, pour récipients en matières plastiques |
| GB1061686A (en) * | 1965-05-06 | 1967-03-15 | Metal Box Co Ltd | Improvements in or relating to closing containers |
| DE1946312A1 (de) * | 1969-09-12 | 1971-05-27 | Kuehne Peter Dipl Ing | Kappenverschluss fuer duennwandige Kunststoffflaschen mit scharfkantigem Muendungsrand |
| JPS52110176A (en) * | 1976-03-11 | 1977-09-16 | Crown Cork Japan | Cap and method of sealing same |
| JPS52152060U (https=) * | 1976-05-13 | 1977-11-17 | ||
| MX148372A (es) * | 1978-09-04 | 1983-04-15 | Cerveceria Cuauhtemoc S A | Mejoras a tapa para envases |
| JPS5768353A (en) * | 1980-10-17 | 1982-04-26 | Crown Cork Japan | Vessel cover having vessel explosion preventive characteristic |
| AU560751B2 (en) * | 1981-07-24 | 1987-04-16 | H-C Industries Inc. | Plastic bottle closure |
| JPS59165342U (ja) * | 1983-04-22 | 1984-11-06 | 株式会社吉野工業所 | 金属薄板製キヤツプ |
-
1984
- 1984-12-20 AU AU36982/84A patent/AU565746B2/en not_active Ceased
- 1984-12-21 CA CA000470840A patent/CA1283079C/en not_active Expired - Lifetime
-
1985
- 1985-01-08 IL IL74020A patent/IL74020A/xx not_active IP Right Cessation
- 1985-01-08 ZA ZA85167A patent/ZA85167B/xx unknown
- 1985-02-06 JP JP60020171A patent/JPS60193850A/ja active Granted
- 1985-02-27 DE DE8585301317T patent/DE3578788D1/de not_active Expired - Lifetime
- 1985-02-27 EP EP85301317A patent/EP0154502B1/en not_active Expired - Lifetime
- 1985-02-27 AT AT85301317T patent/ATE54895T1/de active
Also Published As
| Publication number | Publication date |
|---|---|
| IL74020A0 (en) | 1985-04-30 |
| EP0154502A3 (en) | 1986-06-04 |
| DE3578788D1 (de) | 1990-08-30 |
| ZA85167B (en) | 1985-08-28 |
| EP0154502A2 (en) | 1985-09-11 |
| AU3698284A (en) | 1985-09-12 |
| IL74020A (en) | 1988-11-30 |
| JPS60193850A (ja) | 1985-10-02 |
| CA1283079C (en) | 1991-04-16 |
| JPH0440266B2 (https=) | 1992-07-02 |
| AU565746B2 (en) | 1987-09-24 |
| ATE54895T1 (de) | 1990-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4628669A (en) | Method of applying roll-on closures | |
| US4813557A (en) | Pasteurizable container closure | |
| EP0248890B1 (en) | Closure cap seal and method for forming seal | |
| AU687633B2 (en) | Closure cap seal and method for forming such closure seal | |
| US2829790A (en) | Bottle closures | |
| US8071004B2 (en) | Closure having band with internal thread formed by impression | |
| US4856667A (en) | Container and cap | |
| CA2446220C (en) | Beverage container closure | |
| US5100009A (en) | Closure and access systems for containers and methods of manufacture and use | |
| US6102227A (en) | Snap-on cap with twist on/off reclosure lid | |
| US4629083A (en) | Closure with resilient sealing disc | |
| US4811857A (en) | Closure system and method of forming and using same | |
| EP0871585A1 (en) | Plastic lug closure | |
| US3247994A (en) | Plastic caps for use as closure for containers | |
| US2431114A (en) | Device and method for applying thermoplastic caps to containers | |
| US20180370694A1 (en) | Method of forming a metal closure and closure for container | |
| US3169656A (en) | Bottle closure | |
| EP0154502B1 (en) | Pasteurizable container closure | |
| JP2011037497A (ja) | ライナー付き金属キャップ及びその製造方法並びにキャップ付き容器及びその製造方法 | |
| WO1988009720A1 (en) | Closure cap with linerless seal and method of and apparatus for forming such closure and seal | |
| US5158195A (en) | Closure cap with a seal and method of and apparatus for forming such closure and seal | |
| US3323276A (en) | Closures and methods for applying same | |
| US4925617A (en) | Method of forming a closure cap with a seal | |
| JPS6318594Y2 (https=) | ||
| US20060086687A1 (en) | Plastic container having crimp-on, pry-off crown finish |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19861120 |
|
| 17Q | First examination report despatched |
Effective date: 19871208 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 54895 Country of ref document: AT Date of ref document: 19900815 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3578788 Country of ref document: DE Date of ref document: 19900830 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| ITTA | It: last paid annual fee | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EPTA | Lu: last paid annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: CONSTAR PLASTICS INC. |
|
| ITPR | It: changes in ownership of a european patent |
Owner name: CAMBIO RAGIONE SOCIALE;CONSTAR PLASTICS INC. |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 85301317.5 |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: CONSTAR PLASTICS INC. |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19960201 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19960220 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19960226 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960228 Year of fee payment: 12 Ref country code: AT Payment date: 19960228 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19960229 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19960313 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19960416 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19960530 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970227 Ref country code: GB Effective date: 19970227 Ref country code: AT Effective date: 19970227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19970228 Ref country code: LI Effective date: 19970228 Ref country code: CH Effective date: 19970228 Ref country code: BE Effective date: 19970228 |
|
| BERE | Be: lapsed |
Owner name: CONSTAR PLASTICS INC. Effective date: 19970228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19970901 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970227 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19971030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19971101 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 85301317.5 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19970901 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |