EP0141280A2 - Apparatus for manufacturing slide fasteners with flies - Google Patents
Apparatus for manufacturing slide fasteners with flies Download PDFInfo
- Publication number
- EP0141280A2 EP0141280A2 EP84111829A EP84111829A EP0141280A2 EP 0141280 A2 EP0141280 A2 EP 0141280A2 EP 84111829 A EP84111829 A EP 84111829A EP 84111829 A EP84111829 A EP 84111829A EP 0141280 A2 EP0141280 A2 EP 0141280A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- guide
- chain
- rows
- coupling elements
- feed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 230000008878 coupling Effects 0.000 claims abstract description 55
- 238000010168 coupling process Methods 0.000 claims abstract description 55
- 238000005859 coupling reaction Methods 0.000 claims abstract description 55
- 238000007599 discharging Methods 0.000 claims abstract description 5
- 239000012530 fluid Substances 0.000 claims description 24
- 230000007246 mechanism Effects 0.000 claims description 15
- 230000004044 response Effects 0.000 claims description 8
- 230000000881 depressing effect Effects 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 230000001360 synchronised effect Effects 0.000 claims 1
- 238000011144 upstream manufacturing Methods 0.000 claims 1
- 238000009958 sewing Methods 0.000 description 5
- 230000000994 depressogenic effect Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images












Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/42—Making by processes not fully provided for in one other class, e.g. B21D53/50, B21F45/18, B22D17/16, B29D5/00
- A44B19/60—Applying end stops upon stringer tapes
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41H—APPLIANCES OR METHODS FOR MAKING CLOTHES, e.g. FOR DRESS-MAKING OR FOR TAILORING, NOT OTHERWISE PROVIDED FOR
- A41H37/00—Machines, appliances or methods for setting fastener-elements on garments
- A41H37/06—Setting slide or glide fastener elements
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/42—Making by processes not fully provided for in one other class, e.g. B21D53/50, B21F45/18, B22D17/16, B29D5/00
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/42—Making by processes not fully provided for in one other class, e.g. B21D53/50, B21F45/18, B22D17/16, B29D5/00
- A44B19/62—Assembling sliders in position on stringer tapes
Definitions
- the present invention seeks to provide an apparatus for automatically manufacturing a succession of slide fasteners with flies from a slide fastener chain with such flies sewn thereto in advance.
- an apparatus for automatically manufacturing a succession of slide fasteners with flies from a continuous slide fastener chain having a pair of intermeshed rows of coupling elements with element-free spaces therein and stringer tapes supporting the rows of coupling elements, respectively, with the flies sewn to one of the tapes comprising:
- a slide fastener chain 10 is composed of a pair of continuous stringer tapes 11, 11 supporting intermeshed rows of discrete coupling elements 12 on confronting longitudinal edges thereof with an element-free space or gap 13 in the intermeshed rows of coupling elements 12.
- a fly 14 wider than the chain 10 is sewn to one of the stringer tapes 11 by two rows of sewing threads 15 along a transversely substantially central portion of the fly 14.
- the chain 10 with the stitched fly 14 is progressively processed as follows:
- the slide fastener chain 10 with the fly 14 can be processed into the slider fastener 22 with the fly 14 by an apparatus generally designated by the reference numeral 25 in Figures 3 and 4.
- the apparatus 25 essentially comprises a fly folder 26, a slider applicator 27, and a bottom stop applicator and chain cutter 28, which are arranged in the order named along a feed path 29 for the slide fastener chain 10 and mounted on a bed or base 30.
- the feed path 29 is primarily defined by a guide roller assembly 31 in the fly folder 26, a feed roller assembly 32 disposed downstream of the slider applicator 27, and a discharge roller assembly 33 disposed downstream of the bottom stop applicator and chain cutter 28.
- the guide roller assembly 31 is composed of a pair of upper and lower idling rollers 34, 35 for guiding the intermeshed rows of coupling elements 12 sandwiched therebetween.
- the upper roller 34 is rotatably mounted by a shaft 36 secured to a vertical support plate 37 mounted on the bed 30.
- the lower roller 35 is mounted on a shaft 38 extending through the vertical support plate 37 and supporting thereon a brake mechanism 39.
- the brake mechanism 39 includes'-a disk 40 keyed to the shaft 38 for rotation therewith, a brake drum 41 with a brake shoe 42 force-fitted thereover and fixedly mounted in an attachment plate 43 mounted on the vertical support plate 37, and a clutch plate 44 axially movably attached to the brake drum 41 by pins 45.
- An electromagnet 46 is mounted in the vertical support plate 37 closely to the disk 40. In response to energization of the electromagnet 46, the clutch plate 44 can be pressed against the disk 40 to stop rotation of the guide roller assembly 31 for thereby interrupting the travel of the chain 10.
- the fly 14 starts being progressively folded by an inclined guide plate 47 before reaching the guide roller assembly 31 and is folded completely on itself after moving past the guide roller assembly 31, as illustrated in Figure 5.
- the feed roller assembly 32 comprises a pair of upper and lower rollers 48, 49 for feeding the intermeshed rows of coupling elements 12 therebetween.
- the upper roller 48 is rotatably mounted on a bracket 50 ( Figure 4) which is movable vertically by a first fluid cylinder 23 to bring the upper roller 48 toward and away from the lower roller 49.
- the lower roller 49 is rotatably mounted by a shaft 51 in a bearing 52 mounted on a block 53.
- the shaft 51 supports on an end thereof a sprocket 54 which is driven via an endless chain 55 by a sprocket 56 mounted on an end of a shaft 57 of the discharge roller assembly 33.
- the upper and lower rollers 48, 49 have toothed or otherwise roughened peripheral surfaces 58, 59, respectively, for engaging and driving the intermeshed rows of coupling elements 12.
- a one-way clutch 60 - is disposed between the shaft 51 and the lower roller 49 for rotating the lower roller 49 only in a direction . to feed the intermeshed rows of coupling elements 12.
- the discharge roller assembly 33 is composed of a pair of laterally spaced upper rollers 61, 61 and a lower roller 62 coacting with the upper rollers 61, 61 for discharging a completed slide fastener in sandwiching relation.
- Each of the upper rollers 61, 61 is rotatably mounted on one end of a lever 63 pivotably connected by a pin 64a to a bracket 64 mounted on a vertical mount plate 65.
- the other end of the lever 63 is pivotably connected to a piston rod of a second fluid cylinder 66 supported on the vertical mount plate 65.
- the levers 63, 63 are pivotably movable to bring the respective upper rollers 61, 61 into and out of engagement with the lower roller 62, in response to operation of the second fluid cylinder 66.
- the upper rollers 61, 61 are normally urged against the lower roller 62 by means of a pair of tension coil springs 63a, 63a acting between the respective levers 63, 63 . and the vertical mount plate 65.
- the levers 63, 63 are loosely connected to the piston rod of the cylinder 66 such that the levers 63, 63 are pivotally movable against the bias of the respective springs 63a, 63a when the chain 10 is passed between the uper and lower rollers 61, 62.
- the lower roller 62 is supported on the shaft 57 which is rotatably supported on the vertical mount plate 65 and driven to rotate by a motor 67 mounted in the bed 30 through a drive mechanism 68.
- the drive mechanism 68 includes a pulley 69 rotatably mounted on an end of the shaft 57 remote from the sprocket 56 and rotatable by a belt 70 trained around the pulley 69 and a pulley (not shown) coupled to the motor 67.
- a clutch plate 71 is axially movably mounted by a pin 72 on the pulley 69.
- a disk 73 supporting an electromagnet 74 is keyed to the shaft 57 in axialy confronting relation to the clutch plate 71.
- the lower roller 62 is axially interposed between a pair of set collars 75, 76 and resiliently pressed therebetween by a pair of springs 24 (one being shown) axially acting on the set collar 75.
- a pinion 77 is mounted by a one-way clutch 78 on the shaft 57 and held in mesh with a rack 80 which is vertically movable by a third fluid cylinder 81 ( Figures 3 and 4).
- the slider applicator 27 is composed of the feed path 29, a chain splitter 85, a slider supply unit 86, and a tape edge inserter 87.
- the chain splitter 85 is mounted on the vertical mount plate 65 and inclined along the feed path 29 progressively downwardly in the direction in which the chain 10 is fed along.
- the chain splitter 85 includes a chain. guide 88 through which the feed path 29 extends, and an arm 89 vertically angularly movably mounted by a pivot pin 90 on the mount plate 65 above the chain guide 88.
- a pair of levers 91, 91 ( Figure 10) is laterally swingably mounted by pivot pins 92, 92 on a forward end of the arm 89.
- the levers 91, 91 have a pair of downward fingers 93, 93 for normally contacting an upper surface of the intermeshed rows of coupling elements 12 under the resilient force of a spring 94 acting between the arm 89 and the chain guide 88. Therefore, when any one of the element-free spaces 13 between adjacent lengths of coupling elements 12 reaches the fingers 93, 93, the fingers 93, 93 are displaced downwardly into the element-free space 13 under the force of the spring 94. The fingers 93, 93 will then be lifted out of the space 13 by a fourth cylinder 95 which depresses a rear end of the arm 89 against the resiliency of the spring 94.
- the fingers 93, 93 are normally urged toward each other by a tension spring 93a connected at opposite ends to the respective levers 91, 91, as shown in Figure 10.
- Another lever 96 is vertically pivotably mounted by a pivot pin 97 on a bracket 65a secured to the mount plate 65, the lever 96 being positioned above the arm 89.
- the lever 96 has a front wedge 98 directed downwardly between the fingers 93, 93.
- the lever 96 is operatively coupled by a pin 100 to a bracket 65b fixed to a piston rod of a fifth fluid cylinder 99, which will be actuated to move the wedge 98 into a lower position between the fingers 93, 93 or into an upper position above the fingers 93, 93.
- a detector plate 101 is positioned laterally of the rear end of the arm 89 for substantially horizontal movement about a pin 102, the detector plate 101 being normally urged by a spring 103 to move toward the arm 89.
- the detector plate 101 has a shoulder or step 104 facing upwardly and disposed adjacent to the arm 89 and an inclined cam surface 105 progressively projecting laterally in an overhanging relation to the lever 96.
- a detector rod 106 extends from the detector plate 101 away from the cam surface 105 and has an end normally engaging a sensor 107.
- the rear end of the arm 89 is raised until it clears the shoulder 104, whereupon the detector plate 101 is turned to the right ( Figure 9).
- the detector rod 106 now disengages from the sensor 107, which produces an electric signal indicative of the depression of the fingers 93, 93 into the space 13.
- the wedge 98 is lowered to spread the fingers 93, 93 against the bias of the tension spring 93a ( Figure 11) for thereby splitting the intermeshed rows of coupling elements 12 into disengaged rows from the trailing end of the space 13.
- the slider supply unit 86 is disposed below the downstream end of the chain splitter 85 and angularly movably supported on a horizontal shaft 108 mounted on a post 109 vertically disposed on the bed 30.
- a slider holder ' 110 is securely fitted over the shaft 108, and a clip 111 is rotatably mounted on the shaft 108 for holding the pull tab 19 of a slider 17 against the slider holder 110, the clip 111 having a through-hole 112.
- a lever 114 angularly movably mounted by a pin 115 on the slider holder 110 has a locking prong 113 for engaging in the hole 20 in the pull tab 19 through the hole 112 in the clip 111.
- the locking prong 113 is forced into the hole 20 in the pull tab 19 by a sixth fluid cylinder 116 having a piston rod 117 acting on the lever 114 through a steel ball 118.
- the locking prong 113 is normally urged to move in a direction out of the pull tab hole 20 under the resiliency of a tension spring 119 acting between the slider holder 110 and the lever 114.
- Sliders 17 are successively delivered from a chute 82 ( Figure 3) to the slider holder 110.
- the shaft 108 is angularly moved back and forth through about 90 degrees to move the slider holder 110 between substantially horizontal and vertical positions, the angular movement of the shaft 108 being effected by a pinion (not shown) fixed to the shaft 108 and meshing with a rack (not shown) actuatable by a fluid cylinder (not shown).
- the slider holder 110 receives one slider 17 at a time from the chute 82 with the shoulders 18 of the slider 17 directed upwardly as shown in Figure 10 when the slider holder 110 is in the horizontal position ( Figure 8).
- the tape edge inserter 87 is disposed above the feed path 29 between the chain splitter 85 and the feed roller assembly 32, as shown in Figure 3.
- the tape edge inserter 87 comprises a substantially horizontal rod 121 secured to a piston rod 129 ( Figure 12) of a seventh fluid cylinder 120 mounted on the mount plate 65.
- the horizontal rod 121 extends substantially perpendicularly to the feed path 29, and is movable downwardly by the seventh fluid cylinder 120 for depressing engagement with the chain 10 ( Figure 13).
- the bottom stop applicator and chain cutter 28 generally comprises, as shown in Figure 16, a casing 122 mounted on the mount plate 65, and a punch 123 and a cutter 124 vertically movably disposed in the casing 122 and drivable by an eighth fluid cylinder 125 mounted on the mount plate 65.
- the punch 123 is positioned in another cutter 126 having cutter blades 127 one of which cuts off, upon depression, a bottom stop blank wire 147 supplied horizontally below the punch 123, as shown in Figure 17.
- a blank wire length as severed by the cutter blade 127 is formed into a bottom stop 21 by coaction of the lowering punch 123 and a wire bender 128 located therebelow, as shown in .
- the formed bottom stop 21 is then applied to the leading end of the intermeshed rows of coupling elements 12 by the punch 123 which is continuously depressed, while at the same time the chain 10 is transversely cut off across the element-free space 13 adjacent to the leading end of the intermeshed rows of coupling elements 12.
- a vertical - - stop bar 130 is angularly movably mounted on an end of a lever 131 pivotably mounted by a pin 132 on the mount plate 65.
- the stop bar 130 has an upper end normally slidably held against a lower surface of the intermeshed rows of coupling elements 12, and a lower end normally engaging a sensor 133.
- the stop bar 130 is moved upwardly under the bias of a spring 144 acting on the lever 131 for projection into the space 13.
- the upper end of the stop bar 130 is slightly displaced downstream due to the movement of the chain 10, whereupon the lower end of the stop bar 130 disengages from the sensor 133 which issues a signal to de-energize the motor 67.
- a ninth fluid cylinder 145 is mounted on the mount plate 65 for acting on the lever 131 to lower the stop bar 130 out of the space 13 when the chain 10 is to be fed along again.
- the lever 131 has an adjustment bolt 146 for adjusting the interval which the stop bar 130 is vertically movable.
- FIG. 19 there is a substantially U-shaped element guide 138 pivotably mounted on a shaft 136 and including front and rear guide legs 137, 135 disposed forward and rearward, respectively, of the feed roller assembly 32.
- the front and rear guide legs 137, 135 have guide grooves 143, 134, respectively, opening downwardly and aligned with the feed path 29..
- the element guide 138 is normally urged to turn clockwise ( Figures 19 and 21) about the shaft 136 under the bias of a spring 139 acting on a rear end of the element guide 138.
- the bracket 50 on which the upper feed roller 48 is rotatably mounted has a vertical bolt 140 vertically aligned with the rear guide leg 135 for depressing the rear guide leg 135 when the upper feed roller 48 is lowered.
- the element guide 138 is turned clockwise under the resiliency of the spring 139 to cause the rear guide leg 135 to be lifted and the front guide leg 137 to be lowered.
- the bracket 53 on which the lower feed roller 49 is rotatably mounted has an upper element guide base 142 with an upwardly opening guide groove 141 aligned with the feed path 29.
- the guide groove 143 in the front guide leg 137 and the guide groove 141 in the. element guide base 142 jointly define a guide slot ( Figure 21) for guiding the intermeshed rows of coupling elements 12 therethrough.
- the lower discharge roller 62 has a pair of axially spaced roller portions 62a, 62b of equal diameters which are vertically . ' aligned with the upper rollers 61, 61, respectively. Since the levers 63, 63 are connected pivotably and loosely connected to the piston rod of the cylinder 66, the upper rollers 61, 61 are vertically movably away from the respective roller portions 62a, 62b of the lower roller 62 so as to define a gap 83 between one of the upper rollers 61 and the lower portion 62b which is greater than a gap 84 between the other upper roller 61 and the lower portion 62a. The wider gap 83 allows the folded fly 14 of the slider fastener 22 to smoothly pass between the upper roller 61 and the lower roller portions 62b.
- the fingers 93, 93 project downwardly into the space 13.
- the fingers 93, 93 abut against the leading end of a successive length of coupling elements 12, whereupon the clutch disk 73 is disengaged from the clutch plate 71 to stop movement of the chain 10 and the brake mechanism 39 is actuated in response to a signal from the sensor 107, to keep the chain 10 under tension.
- the fifth cylinder 99 is actuated to retract its piston rod, whereupon the wedge 98 is lowered to spread the fingers 93, 93 apart to open the space 13 and split open the leading end of the rows of coupling elements 12, as shown in Figure 11.
- the slider supply unit 86 is turned counterclockwise to position the slider 17 in the space 13. Retracting movement of the piston rod of the cylinder 99 causes the rear end of the lever 96 to engage the cam surface 105 and to urge the detector plate 101 to rotate against the bias of the spring 103 until the detector rod 106 engages the sensor 107, as shown in Figure 9. Then the fourth cylinder 95 is actuated to extend its piston rod, whereupon the arm 89 is rotated countercloskwise ( Figure 8) about the pin 90 against the bias of the spring 94 to thereby move the fingers 93, 93 upwardly away from the element-free space 13. The confronting inner edges of the stringer tapes 11, 11 are now inserted into the slider 17 through side slots therein.
- the rod 121 - of the tape edge inserter 87 is lowered to depress the chain 10 so that the tape edges which may have engaged an upper slider surface will enter the slider 17, as illustrated in Figures 12 and 13.
- the upper feed roller 48 is lowered to sandwich the chain 10 between the upper and lower feed rollers 48, 49, and the upper and lower discharge rollers 61, 62 sandwich the chain 10 therebetween. Because the rear guide leg 135 of the element guide 138 is lowered, the rows of coupling elements 12 are smoothly guided by the guide groove 134, as shown in Figure 19.
- the rack 80 ( Figure 7) is then actuated by the third fluid cylinder 81 to turn the lower discharge roller 62 through a certain angular interval against the braking force effected by the brake mechanism 39.
- the lower feed roller 49 is also turned by the chain 55 in synchronism with the lower discharge roller 62.
- the chain 10 is advanced slightly to cause the rows of coupling elements 12 to enter the slider 17 through the- open shoulders 18, 18, respectively, whereupon the slider 17 is placed on the rows of coupling elements 12.
- the brake mechanism 39 is inactivated, and the sixth fluid actuator 116 is inactivated to move the locking prong 113 away from the slider holder 110 for thereby releasing the slider 17, as shown in Figure 15.
- the upper feed roller 48 is raised by the first fluid cylinder 23, and the clutch disk 73 is engaged with the clutch plate 71 with the result that the lower discharge roller 62 is driven by the motor 32 through the drive mechanism 68 ( Figure 7) to feed the chain 10 with the slider 17 mounted thereon.
- the leading end of the rows of coupling elements 12 is engaged by the stop bar 130, the lower discharge roller 62 is stopped. At this time, the slider 17 on the chain 10 has moved past the rear guide leg 135 which has been lifted.
- the feed roller assembly 32 engages and drives the rows of coupling elements 12 so that the chain 10 can be fed along reliably regardless of the fly 14 sewn to one of the tapes 11. Since the chain 10 is kept under tension : by the brake mechanism 39 when the slider 17 is to be mounted, the tape edges as they are kept taut are depressed by the rod 121 and reliably brought into the slider 17.
- the element guide 138 can accurately guide the rows of coupling elements 12 at all times alternately with the guide legs 135, 137 while allowing the slider 17 to pass therethrough.
- the discharge roller assembly 33 can discharge the completed slide fastener 22 reliably without causing any jam since the fly 14 can smoothly move through the wider gap 83 between the upper roller 61 and the lower roller portion 62b.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Slide Fasteners (AREA)
- Sewing Machines And Sewing (AREA)
Abstract
Description
- Various apparatus have been put to use for automatically manufacturing slide fasteners successively. However, no apparatus has been proposed or employed in the art for automatically manufacturing slide fasteners with flies attached thereto.
- It has been customary practice to use slide fasteners with flies stitched thereto in advance for increased efficiency when slide fasteners are to be attached to a closing at the front of men's trousers. The fly is sewn to one of stringer tapes longitudinally along a transversely substantially central line, the fly being wider than the slide fastener. At the time of sewing the slide fastener, the fly is folded on itself about the stitching and then sewn to the trousers. In the production of slide fasteners with flies, if a fly were to be attached to a finished slide fastener, then difficulty would arise in sewing the fly to the slide fastener on a sewing machine due to the presence of a slider on the slide fastener. Therefore, it is more advantageous to sew flies to a slide fastener chain in advance, and then to process the slide fastener chain into individual finished slide fasteners. However, since flies have already been sewn to the slide fastener chain, the fly has to be folded on itself before a slider is mounted on the chain, and the folded fly presents an increased thickness on one side of the chain, which has prevented the chain from being accurately fed along. The folded fly attached to one of stringer tapes renders the tapes different in rigidity, making it less reliable to thread the tape edges through the slider. For accurately feeding the chain, it would be possible to drive the chain with a feed roller assembly engaging the row of coupling elements only. However, the slider would interfere with the feed roller assembly. For the reasons described above, only manually operated apparatus have been available in the past for manufacturing slide fasteners with flies.
- The present invention seeks to provide an apparatus for automatically manufacturing a succession of slide fasteners with flies from a slide fastener chain with such flies sewn thereto in advance.
- According to the present invention, there is provided an apparatus for automatically manufacturing a succession of slide fasteners with flies from a continuous slide fastener chain having a pair of intermeshed rows of coupling elements with element-free spaces therein and stringer tapes supporting the rows of coupling elements, respectively, with the flies sewn to one of the tapes, comprising:
- (a) a feed path along which the chain can be fed along;
- (b) first means in said feed path for folding one of the flies on itself at a time;
- (c) second means in said feed path for mounting one of the sliders at a time on the rows of coupling elements;
- (c) a feed roller assembly for feeding the chain along said feed path in selective engagement with the intermeshed rows of coupling elements (12);
- (d) third means in said feed path for applying a bottom stop to the rows of coupling elements and cutting off the chain across one of the element-free spaces to produce a slide fastener with a fly; and
- (e) a discharge roller assembly actuatable in synchronism with said feed roller assembly for discharging the produced slide fastener with the fly.
- Many other advantages and features of the present invention will become manifest to those versed in the art upon making reference to the detailed description and the accompanying sheets of drawings in which a preferred structural embodiment incorporating the principles of the present invention is shown by way of illustrative example.
- Figure 1 is a plan view showing the progressive process in which a slide fastener with a fly is manufactured;
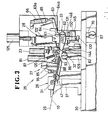
- Figure 2 is a cross-sectional view taken along line II - II of Figure 1;
- Figure 3 is a side elevational view of an apparatus for manufacturing slide fasteners with flies;
- Figure 4 is a fragmentary perspective view of the apparatus shown in Figure 3;
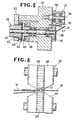
- Figure 5 is a vertical cross-sectional view of a guide roller assembly;
- Figure 6 is a front elevational view of a feed roller assembly;
- Figure 7 is a horizontal cross-sectional view of the feed roller assembly and a discharge roller assembly;
- Figure 8 is a vertical cross-sectional view of a chain splitter and a slider supply unit;
- Figure 9 is a front elevational view of the chain splitter, taken along line IX - IX of Figure 8;
- Figure 10 is a perspective view of a slide fastener chain as it runs below the chain splitter;
- Figure 11 is a perspective view of the slide fastener chain as it is spread by the chain splitter; .
- Figure 12 is a perspective view of the slide fastener chain on which a slider is mounted;
- Figure 13 is a cross-sectional view taken along line XIII - XIII of Figure 12;
- Figure 14 is a vertical cross-sectional view of the slider supply unit as it places a slider in an element-free space in a slide fastener chain;
- Figure 15 is a view similar to Figure 14, illustrating the slider released from a slider holder;
- Figure 16 is a fragmentary vertical cross-sectional view of a bottom stop applicator and a chain cutter;
- Figure 17 is an enlarged fragmentary vertical cross-sectional view of the bottom stop applicator before it cuts off a bottom stop blank wire;
- Figure 18 is an enlarged fragmentary vertical cross-sectional view of the bottom stop applicator after it has produced a bottom stop from the bottom stop blank wire;
- Figure 19 is a side elevational view, partly in cross section, of a chain guide device in the apparatus shown in Figure 3;
- Figure 20 is a side elevational view of a stopper as it stops a slide fastener chain;
- Figure 21 is a side elevational view, partly in cross section, of the chain guide device;
- Figure 22 is a perspective view of the chain guide device; and
- Figure 23 is a fragmentary front elevational view of the discharge roller assembly as it discharges 3 slide fastener chain.
- As shown in Figures 1 and 2, a
slide fastener chain 10 is composed of a pair ofcontinuous stringer tapes discrete coupling elements 12 on confronting longitudinal edges thereof with an element-free space orgap 13 in the intermeshed rows ofcoupling elements 12. Afly 14 wider than thechain 10 is sewn to one of thestringer tapes 11 by two rows ofsewing threads 15 along a transversely substantially central portion of thefly 14. Thechain 10 with the stitchedfly 14 is progressively processed as follows: - As the
chain 10 travels in the direction of thearrow 16, thefly 14 is folded on itself about thesewing threads 15, as shown in Figure 2, thus exposing the intermeshed rows ofcoupling elements 12. Aslider 17 is put in the element-free space 13 as the intermeshed rows ofcoupling elements 12 is threaded through theslider 17 from itsopen shoulders slider 17 has apull tab 19 with a through-hole 20 defined therein. Then,bottom stops 21 are applied to an end of the intermeshed rows ofcoupling elements 12, and thechain 10 is cut into a predetermined length, thereby completing aslide fastener 22 with thefly 14.. - The
slide fastener chain 10 with thefly 14 can be processed into theslider fastener 22 with thefly 14 by an apparatus generally designated by thereference numeral 25 in Figures 3 and 4. Theapparatus 25 essentially comprises afly folder 26, aslider applicator 27, and a bottom stop applicator andchain cutter 28, which are arranged in the order named along afeed path 29 for theslide fastener chain 10 and mounted on a bed orbase 30. - The
feed path 29 is primarily defined by aguide roller assembly 31 in thefly folder 26, afeed roller assembly 32 disposed downstream of theslider applicator 27, and adischarge roller assembly 33 disposed downstream of the bottom stop applicator andchain cutter 28. - As illustrated in Figure 5, the
guide roller assembly 31 is composed of a pair of upper and loweridling rollers coupling elements 12 sandwiched therebetween. Theupper roller 34 is rotatably mounted by ashaft 36 secured to avertical support plate 37 mounted on thebed 30. Thelower roller 35 is mounted on ashaft 38 extending through thevertical support plate 37 and supporting thereon abrake mechanism 39. Thebrake mechanism 39 includes'-adisk 40 keyed to theshaft 38 for rotation therewith, abrake drum 41 with abrake shoe 42 force-fitted thereover and fixedly mounted in anattachment plate 43 mounted on thevertical support plate 37, and aclutch plate 44 axially movably attached to thebrake drum 41 bypins 45. Anelectromagnet 46 is mounted in thevertical support plate 37 closely to thedisk 40. In response to energization of theelectromagnet 46, theclutch plate 44 can be pressed against thedisk 40 to stop rotation of theguide roller assembly 31 for thereby interrupting the travel of thechain 10. - As the
chain 10 is fed along through theguide roller assembly 31, thefly 14 starts being progressively folded by aninclined guide plate 47 before reaching theguide roller assembly 31 and is folded completely on itself after moving past theguide roller assembly 31, as illustrated in Figure 5. - As shown in Figures 3, 4, and 6, the
feed roller assembly 32 comprises a pair of upper andlower rollers coupling elements 12 therebetween. Theupper roller 48 is rotatably mounted on a bracket 50 (Figure 4) which is movable vertically by afirst fluid cylinder 23 to bring theupper roller 48 toward and away from thelower roller 49. Thelower roller 49 is rotatably mounted by ashaft 51 in abearing 52 mounted on ablock 53. Theshaft 51 supports on an end thereof asprocket 54 which is driven via anendless chain 55 by asprocket 56 mounted on an end of ashaft 57 of thedischarge roller assembly 33. As shown in Figure 6, the upper andlower rollers peripheral surfaces coupling elements 12. - As illustrated in Figure 7, a one-way clutch 60 - is disposed between the
shaft 51 and thelower roller 49 for rotating thelower roller 49 only in a direction . to feed the intermeshed rows ofcoupling elements 12. - As shown in Figures 3 and 4, the
discharge roller assembly 33 is composed of a pair of laterally spacedupper rollers lower roller 62 coacting with theupper rollers upper rollers lever 63 pivotably connected by apin 64a to abracket 64 mounted on avertical mount plate 65. The other end of thelever 63 is pivotably connected to a piston rod of asecond fluid cylinder 66 supported on thevertical mount plate 65. Thus, thelevers upper rollers lower roller 62, in response to operation of thesecond fluid cylinder 66. Theupper rollers lower roller 62 by means of a pair oftension coil springs respective levers vertical mount plate 65. Thelevers cylinder 66 such that thelevers respective springs chain 10 is passed between the uper andlower rollers lower roller 62 is supported on theshaft 57 which is rotatably supported on thevertical mount plate 65 and driven to rotate by amotor 67 mounted in thebed 30 through adrive mechanism 68. Thedrive mechanism 68 includes apulley 69 rotatably mounted on an end of theshaft 57 remote from thesprocket 56 and rotatable by abelt 70 trained around thepulley 69 and a pulley (not shown) coupled to themotor 67. Aclutch plate 71 is axially movably mounted by apin 72 on thepulley 69. Adisk 73 supporting anelectromagnet 74 is keyed to theshaft 57 in axialy confronting relation to theclutch plate 71. Thelower roller 62 is axially interposed between a pair ofset collars set collar 75. Apinion 77 is mounted by a one-way clutch 78 on theshaft 57 and held in mesh with arack 80 which is vertically movable by a third fluid cylinder 81 (Figures 3 and 4). - As shown in Figures 3 and 4, the
slider applicator 27 is composed of thefeed path 29, achain splitter 85, aslider supply unit 86, and atape edge inserter 87. - The
chain splitter 85 is mounted on thevertical mount plate 65 and inclined along thefeed path 29 progressively downwardly in the direction in which thechain 10 is fed along. As illustrated in detail in Figures 8 and 9, thechain splitter 85 includes a chain. guide 88 through which thefeed path 29 extends, and anarm 89 vertically angularly movably mounted by a pivot pin 90 on themount plate 65 above thechain guide 88. A pair oflevers 91, 91 (Figure 10) is laterally swingably mounted bypivot pins arm 89. Thelevers downward fingers coupling elements 12 under the resilient force of aspring 94 acting between thearm 89 and thechain guide 88. Therefore, when any one of the element-free spaces 13 between adjacent lengths ofcoupling elements 12 reaches thefingers fingers free space 13 under the force of thespring 94. Thefingers space 13 by afourth cylinder 95 which depresses a rear end of thearm 89 against the resiliency of thespring 94. Thefingers tension spring 93a connected at opposite ends to therespective levers lever 96 is vertically pivotably mounted by apivot pin 97 on abracket 65a secured to themount plate 65, thelever 96 being positioned above thearm 89. Thelever 96 has afront wedge 98 directed downwardly between thefingers lever 96 is operatively coupled by apin 100 to abracket 65b fixed to a piston rod of afifth fluid cylinder 99, which will be actuated to move thewedge 98 into a lower position between thefingers fingers - When the
fingers free spaces 13, thefingers space 13. At this time, thechain 10 is stopped in its travel in response to such downward movement of thefingers detector plate 101 is positioned laterally of the rear end of thearm 89 for substantially horizontal movement about apin 102, thedetector plate 101 being normally urged by aspring 103 to move toward thearm 89. Thedetector plate 101 has a shoulder or step 104 facing upwardly and disposed adjacent to thearm 89 and aninclined cam surface 105 progressively projecting laterally in an overhanging relation to thelever 96. Adetector rod 106 extends from thedetector plate 101 away from thecam surface 105 and has an end normally engaging asensor 107. When thefingers space 13, the rear end of thearm 89 is raised until it clears theshoulder 104, whereupon thedetector plate 101 is turned to the right (Figure 9). Thedetector rod 106 now disengages from thesensor 107, which produces an electric signal indicative of the depression of thefingers space 13. Thereafter, thewedge 98 is lowered to spread thefingers tension spring 93a (Figure 11) for thereby splitting the intermeshed rows ofcoupling elements 12 into disengaged rows from the trailing end of thespace 13. - When the movement of the
chain 10 is interrupted, thebrake mechanism 39 for theguide roller assembly 31 is actuated to lock thechain 10 which is now kept taut between theguide roller assembly 31 and thedischarge roller assembly 33 so that a slider can smoothly be placed onto the rows ofcoupling elements 12. - The
slider supply unit 86 is disposed below the downstream end of thechain splitter 85 and angularly movably supported on ahorizontal shaft 108 mounted on apost 109 vertically disposed on thebed 30. As shown in Figure 8, aslider holder '110 is securely fitted over theshaft 108, and aclip 111 is rotatably mounted on theshaft 108 for holding thepull tab 19 of aslider 17 against theslider holder 110, theclip 111 having a through-hole 112. Alever 114 angularly movably mounted by apin 115 on theslider holder 110 has alocking prong 113 for engaging in thehole 20 in thepull tab 19 through thehole 112 in theclip 111. Thelocking prong 113 is forced into thehole 20 in thepull tab 19 by a sixthfluid cylinder 116 having apiston rod 117 acting on thelever 114 through asteel ball 118. Thelocking prong 113 is normally urged to move in a direction out of thepull tab hole 20 under the resiliency of atension spring 119 acting between theslider holder 110 and thelever 114. -
Sliders 17 are successively delivered from a chute 82 (Figure 3) to theslider holder 110. Theshaft 108 is angularly moved back and forth through about 90 degrees to move theslider holder 110 between substantially horizontal and vertical positions, the angular movement of theshaft 108 being effected by a pinion (not shown) fixed to theshaft 108 and meshing with a rack (not shown) actuatable by a fluid cylinder (not shown). Theslider holder 110 receives oneslider 17 at a time from thechute 82 with theshoulders 18 of theslider 17 directed upwardly as shown in Figure 10 when theslider holder 110 is in the horizontal position (Figure 8). When theslider holder 110 is turned into the vertical position to position theslider 17 in the element-free space 13 as it is spread by thefingers 93 as illustrated in Figure 11, theshoulders 18 of theslider 17 are oriented toward the leading end of following intermeshed rows ofcoupling elements 12, with thepull tab 19 depending downwardly, and theslider 17 is angularly positioned in parallel to thechain 10. - The
tape edge inserter 87 is disposed above thefeed path 29 between thechain splitter 85 and thefeed roller assembly 32, as shown in Figure 3. Thetape edge inserter 87 comprises a substantiallyhorizontal rod 121 secured to a piston rod 129 (Figure 12) of aseventh fluid cylinder 120 mounted on themount plate 65. Thehorizontal rod 121 extends substantially perpendicularly to thefeed path 29, and is movable downwardly by theseventh fluid cylinder 120 for depressing engagement with the chain 10 (Figure 13). - The bottom stop applicator and
chain cutter 28 generally comprises, as shown in Figure 16, acasing 122 mounted on themount plate 65, and apunch 123 and acutter 124 vertically movably disposed in thecasing 122 and drivable by aneighth fluid cylinder 125 mounted on themount plate 65. Thepunch 123 is positioned in anothercutter 126 havingcutter blades 127 one of which cuts off, upon depression, a bottom stopblank wire 147 supplied horizontally below thepunch 123, as shown in Figure 17. A blank wire length as severed by thecutter blade 127 is formed into abottom stop 21 by coaction of the loweringpunch 123 and awire bender 128 located therebelow, as shown in . Figure 18. The formedbottom stop 21 is then applied to the leading end of the intermeshed rows ofcoupling elements 12 by thepunch 123 which is continuously depressed, while at the same time thechain 10 is transversely cut off across the element-free space 13 adjacent to the leading end of the intermeshed rows ofcoupling elements 12. - As shown in Figures 3, 4, 19, and 20, a vertical - -
stop bar 130 is angularly movably mounted on an end of alever 131 pivotably mounted by apin 132 on themount plate 65. Thestop bar 130 has an upper end normally slidably held against a lower surface of the intermeshed rows ofcoupling elements 12, and a lower end normally engaging asensor 133. When an element-free space 13 in thechain 10 reaches the upper end of thestop bar 130, thestop bar 130 is moved upwardly under the bias of aspring 144 acting on thelever 131 for projection into thespace 13. The upper end of thestop bar 130 is slightly displaced downstream due to the movement of thechain 10, whereupon the lower end of thestop bar 130 disengages from thesensor 133 which issues a signal to de-energize themotor 67. Aninth fluid cylinder 145 is mounted on themount plate 65 for acting on thelever 131 to lower thestop bar 130 out of thespace 13 when thechain 10 is to be fed along again. Thelever 131 has anadjustment bolt 146 for adjusting the interval which thestop bar 130 is vertically movable. - As illustrated in Figures 19, 21, and 22, there is a substantially
U-shaped element guide 138 pivotably mounted on ashaft 136 and including front andrear guide legs feed roller assembly 32. The front andrear guide legs guide grooves feed path 29.. Theelement guide 138 is normally urged to turn clockwise (Figures 19 and 21) about theshaft 136 under the bias of aspring 139 acting on a rear end of theelement guide 138. Thebracket 50 on which theupper feed roller 48 is rotatably mounted has avertical bolt 140 vertically aligned with therear guide leg 135 for depressing therear guide leg 135 when theupper feed roller 48 is lowered. When theupper feed roller 48 is raised by the first fluid cylinder 23 (Figure 3), theelement guide 138 is turned clockwise under the resiliency of thespring 139 to cause therear guide leg 135 to be lifted and thefront guide leg 137 to be lowered. Thebracket 53 on which thelower feed roller 49 is rotatably mounted has an upperelement guide base 142 with an upwardly openingguide groove 141 aligned with thefeed path 29. When thefront guide leg 137 of theelement guide 138 is lowered, theguide groove 143 in thefront guide leg 137 and theguide groove 141 in the.element guide base 142 jointly define a guide slot (Figure 21) for guiding the intermeshed rows ofcoupling elements 12 therethrough. - As shown in Figure 23, the
lower discharge roller 62 has a pair of axially spacedroller portions upper rollers levers cylinder 66, theupper rollers respective roller portions lower roller 62 so as to define agap 83 between one of theupper rollers 61 and thelower portion 62b which is greater than agap 84 between the otherupper roller 61 and thelower portion 62a. Thewider gap 83 allows the foldedfly 14 of theslider fastener 22 to smoothly pass between theupper roller 61 and thelower roller portions 62b. - Operation of the apparatus thus constructed is as follows: The
slide fastener chain 10 with thefly 14 stitched thereto is fed along thefeed path 29 first into thefly folder 26 in which thefly 14 is folded on itself by theguide plate 47 while thechain 10 is guided by theguide roller assembly 31, as shown in Figure 5. Thechain 10 is driven through thechain splitter 85 by thefeed roller assembly 32 with thefingers coupling elements 12, as shown in Figure 10. At this time, aslider 17 is mounted on theslider holder 110 angularly positioned as shown in Figure 8, with theopen shoulders 18 opening upwardly. Theslider 17 is securely retained in place by thelocking prong 113 engaging in thepull tab hole 20. As an element-free space 13 reaches thefingers fingers space 13. Upon continued travel of thechain 10, thefingers coupling elements 12, whereupon theclutch disk 73 is disengaged from theclutch plate 71 to stop movement of thechain 10 and thebrake mechanism 39 is actuated in response to a signal from thesensor 107, to keep thechain 10 under tension. Then thefifth cylinder 99 is actuated to retract its piston rod, whereupon thewedge 98 is lowered to spread thefingers space 13 and split open the leading end of the rows ofcoupling elements 12, as shown in Figure 11. Theslider supply unit 86 is turned counterclockwise to position theslider 17 in thespace 13. Retracting movement of the piston rod of thecylinder 99 causes the rear end of thelever 96 to engage thecam surface 105 and to urge thedetector plate 101 to rotate against the bias of thespring 103 until thedetector rod 106 engages thesensor 107, as shown in Figure 9. Then thefourth cylinder 95 is actuated to extend its piston rod, whereupon thearm 89 is rotated countercloskwise (Figure 8) about the pin 90 against the bias of thespring 94 to thereby move thefingers free space 13. The confronting inner edges of thestringer tapes slider 17 through side slots therein. To enable the tape edges to be reliably inserted into theslider 17, the rod 121 - of thetape edge inserter 87 is lowered to depress thechain 10 so that the tape edges which may have engaged an upper slider surface will enter theslider 17, as illustrated in Figures 12 and 13. During this time, theupper feed roller 48 is lowered to sandwich thechain 10 between the upper andlower feed rollers lower discharge rollers chain 10 therebetween. Because therear guide leg 135 of theelement guide 138 is lowered, the rows ofcoupling elements 12 are smoothly guided by theguide groove 134, as shown in Figure 19. - The rack 80 (Figure 7) is then actuated by the
third fluid cylinder 81 to turn thelower discharge roller 62 through a certain angular interval against the braking force effected by thebrake mechanism 39. Thelower feed roller 49 is also turned by thechain 55 in synchronism with thelower discharge roller 62. Thechain 10 is advanced slightly to cause the rows ofcoupling elements 12 to enter theslider 17 through the-open shoulders slider 17 is placed on the rows ofcoupling elements 12. - Then, the
brake mechanism 39 is inactivated, and the sixthfluid actuator 116 is inactivated to move thelocking prong 113 away from theslider holder 110 for thereby releasing theslider 17, as shown in Figure 15. Theupper feed roller 48 is raised by thefirst fluid cylinder 23, and theclutch disk 73 is engaged with theclutch plate 71 with the result that thelower discharge roller 62 is driven by themotor 32 through the drive mechanism 68 (Figure 7) to feed thechain 10 with theslider 17 mounted thereon. When the leading end of the rows ofcoupling elements 12 is engaged by thestop bar 130, thelower discharge roller 62 is stopped. At this time, theslider 17 on thechain 10 has moved past therear guide leg 135 which has been lifted. Since thefront guide leg 137 is lowered, the rows ofcoupling elements 12 are smoothly guided by the joinedguide grooves chain 10 is cut off by the bottom stop applicator andchain cutter 28 in response to actuation of theeighth fluid cylinder 125. The upper feed anddischarge rollers discharge roller assembly 33. Thechain 10 is also fed along by thefeed roller assembly 32, during which time thefront guide leg 137 is in the upper position allowing theslider 17 to go toward thedischarge roller assembly 33. - During operation of the apparatus, the
feed roller assembly 32 engages and drives the rows ofcoupling elements 12 so that thechain 10 can be fed along reliably regardless of thefly 14 sewn to one of thetapes 11. Since thechain 10 is kept under tension : by thebrake mechanism 39 when theslider 17 is to be mounted, the tape edges as they are kept taut are depressed by therod 121 and reliably brought into theslider 17. Theelement guide 138 can accurately guide the rows ofcoupling elements 12 at all times alternately with theguide legs slider 17 to pass therethrough. Thedischarge roller assembly 33 can discharge the completedslide fastener 22 reliably without causing any jam since thefly 14 can smoothly move through thewider gap 83 between theupper roller 61 and thelower roller portion 62b.
Claims (19)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP188753/83 | 1983-10-07 | ||
| JP58188753A JPS6080401A (en) | 1983-10-07 | 1983-10-07 | Apparatus for inserting slider into continuous slide fastener chain with fly |
| JP194496/83 | 1983-10-18 | ||
| JP58194496A JPS6085704A (en) | 1983-10-18 | 1983-10-18 | Fastener chain guide apparatus in fly attached slide fastener molding machine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0141280A2 true EP0141280A2 (en) | 1985-05-15 |
| EP0141280A3 EP0141280A3 (en) | 1985-10-30 |
| EP0141280B1 EP0141280B1 (en) | 1988-07-06 |
Family
ID=26505128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84111829A Expired EP0141280B1 (en) | 1983-10-07 | 1984-10-03 | Apparatus for manufacturing slide fasteners with flies |
Country Status (11)
| Country | Link |
|---|---|
| EP (1) | EP0141280B1 (en) |
| KR (1) | KR860000519B1 (en) |
| AU (1) | AU557957B2 (en) |
| BR (1) | BR8405128A (en) |
| CA (1) | CA1231227A (en) |
| DE (1) | DE3472526D1 (en) |
| ES (1) | ES536893A0 (en) |
| FI (1) | FI77144C (en) |
| GB (1) | GB2147945B (en) |
| HK (1) | HK21189A (en) |
| SG (1) | SG80988G (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0251022A1 (en) * | 1986-06-25 | 1988-01-07 | Yoshida Kogyo K.K. | Slider holding apparatus |
| EP0288954A1 (en) * | 1987-04-25 | 1988-11-02 | Yoshida Kogyo K.K. | Chain feeder for slide fastener finishing machines |
| CN114474224A (en) * | 2021-12-31 | 2022-05-13 | 泰安中科生产力促进有限公司 | Equipment is tailor to environment air monitoring sampling filter membrane intelligence |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3570104A (en) * | 1969-09-18 | 1971-03-16 | Scovill Manufacturing Co | Method and apparatus for making a continuous series of fly pieces |
| GB2021681A (en) * | 1978-05-26 | 1979-12-05 | Textron Inc | Apparatus for forming flypiece and slide fastener chain assembly and method |
-
1984
- 1984-09-26 CA CA000464014A patent/CA1231227A/en not_active Expired
- 1984-09-27 AU AU33580/84A patent/AU557957B2/en not_active Expired
- 1984-10-01 FI FI843854A patent/FI77144C/en not_active IP Right Cessation
- 1984-10-03 DE DE8484111829T patent/DE3472526D1/en not_active Expired
- 1984-10-03 EP EP84111829A patent/EP0141280B1/en not_active Expired
- 1984-10-05 GB GB08425229A patent/GB2147945B/en not_active Expired
- 1984-10-05 ES ES536893A patent/ES536893A0/en active Granted
- 1984-10-05 BR BR8405128A patent/BR8405128A/en not_active IP Right Cessation
- 1984-10-06 KR KR1019840006187A patent/KR860000519B1/en not_active IP Right Cessation
-
1988
- 1988-11-30 SG SG809/88A patent/SG80988G/en unknown
-
1989
- 1989-03-09 HK HK211/89A patent/HK21189A/en not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3570104A (en) * | 1969-09-18 | 1971-03-16 | Scovill Manufacturing Co | Method and apparatus for making a continuous series of fly pieces |
| GB2021681A (en) * | 1978-05-26 | 1979-12-05 | Textron Inc | Apparatus for forming flypiece and slide fastener chain assembly and method |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0251022A1 (en) * | 1986-06-25 | 1988-01-07 | Yoshida Kogyo K.K. | Slider holding apparatus |
| EP0288954A1 (en) * | 1987-04-25 | 1988-11-02 | Yoshida Kogyo K.K. | Chain feeder for slide fastener finishing machines |
| US4865242A (en) * | 1987-04-25 | 1989-09-12 | Yoshida Kogyo K. K. | Chain feeder for slide fastener finishing machines |
| CN114474224A (en) * | 2021-12-31 | 2022-05-13 | 泰安中科生产力促进有限公司 | Equipment is tailor to environment air monitoring sampling filter membrane intelligence |
| CN114474224B (en) * | 2021-12-31 | 2024-02-02 | 泰安中科生产力促进有限公司 | Equipment is tailor to ambient air monitoring sampling filter membrane intelligence |
Also Published As
| Publication number | Publication date |
|---|---|
| CA1231227A (en) | 1988-01-12 |
| AU3358084A (en) | 1985-04-18 |
| FI77144C (en) | 1989-02-10 |
| GB8425229D0 (en) | 1984-11-14 |
| FI843854L (en) | 1985-04-08 |
| BR8405128A (en) | 1985-08-27 |
| EP0141280A3 (en) | 1985-10-30 |
| DE3472526D1 (en) | 1988-08-11 |
| GB2147945B (en) | 1987-01-07 |
| ES8506435A1 (en) | 1985-08-01 |
| AU557957B2 (en) | 1987-01-15 |
| SG80988G (en) | 1989-04-21 |
| HK21189A (en) | 1989-03-17 |
| GB2147945A (en) | 1985-05-22 |
| ES536893A0 (en) | 1985-08-01 |
| KR860000519B1 (en) | 1986-05-08 |
| FI843854A0 (en) | 1984-10-01 |
| FI77144B (en) | 1988-10-31 |
| EP0141280B1 (en) | 1988-07-06 |
| KR850003320A (en) | 1985-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100551292C (en) | The continuous finishing processing unit (plant) of slide fastener | |
| US3504418A (en) | Means for automatically feeding and controlling a device for applying top stops to slider fasteners | |
| US4598454A (en) | Apparatus for manufacturing slide fasteners with flies | |
| CA1312004C (en) | Elongate article processing apparatus with an improved discharge device | |
| US4441438A (en) | Apparatus for manufacturing a continuous slide fastener stringer chain with element-free space portions | |
| EP0141280B1 (en) | Apparatus for manufacturing slide fasteners with flies | |
| US4433478A (en) | Method of and apparatus for attaching bottom stops to a slide fastener chain | |
| EP0089002B1 (en) | Method of and apparatus for automatically attaching top stops to a gapped slide fastener chain with sliders mounted thereon | |
| US4606100A (en) | Element guide in apparatus for manufacturing slide fasteners with flies | |
| EP0586839B1 (en) | Apparatus for feeding slide fastener chain with attached fabric strips | |
| EP0269912A1 (en) | Apparatus for manufacturing bidirectionally openable slide fasteners | |
| US4443923A (en) | Method of and apparatus for manufacturing a continuous slide fastener stringer chain with element-free space portions | |
| US4651603A (en) | Method of and apparatus for cutting off separable slide fastener chain | |
| EP0288213B1 (en) | An elongate article processing apparatus with an improved discharge device | |
| US4641424A (en) | Apparatus for finishing slide fastener chain with reinforcing strip | |
| JPH0128567B2 (en) | ||
| US3746236A (en) | Bottom stop machine | |
| US4206544A (en) | Apparatus for removing coupling element residuals | |
| US4856695A (en) | Method of and apparatus for feeding slide fastener chain with fly strips |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19860122 |
|
| 17Q | First examination report despatched |
Effective date: 19870413 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE FR IT LI NL SE |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3472526 Country of ref document: DE Date of ref document: 19880811 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19941013 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19941031 Year of fee payment: 11 Ref country code: NL Payment date: 19941031 Year of fee payment: 11 Ref country code: DE Payment date: 19941031 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: YKK CORPORATION |
|
| ITPR | It: changes in ownership of a european patent |
Owner name: CAMBIO RAGIONE SOCIALE;YKK CORPORATION |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 84111829.2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19951004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19951031 Ref country code: CH Effective date: 19951031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19960501 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed |
Ref document number: 84111829.2 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19960501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19960801 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20021008 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20021219 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031031 |
|
| BERE | Be: lapsed |
Owner name: *YKK CORP. Effective date: 20031031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |