EP0107514A2 - Hot mill roll brushing system - Google Patents
Hot mill roll brushing system Download PDFInfo
- Publication number
- EP0107514A2 EP0107514A2 EP83306526A EP83306526A EP0107514A2 EP 0107514 A2 EP0107514 A2 EP 0107514A2 EP 83306526 A EP83306526 A EP 83306526A EP 83306526 A EP83306526 A EP 83306526A EP 0107514 A2 EP0107514 A2 EP 0107514A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- brush
- control system
- rolls
- adhesion control
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B28/00—Maintaining rolls or rolling equipment in effective condition
- B21B28/02—Maintaining rolls in effective condition, e.g. reconditioning
- B21B28/04—Maintaining rolls in effective condition, e.g. reconditioning while in use, e.g. polishing or grinding while the rolls are in their stands
Definitions
- This invention relates in general to a hot rolling mill for strand and strip metal products. More specifically, it relates to a brushing system for controlling and inhibiting adhesion of the metal on the working rolls.
- a wide variety of mill strands are known for hot and cold rolling metals. Where there is a large separating force between the working rolls, whether due to a large reduction and/or to the nature of the material being rolled, there are a number of inherent design problems. One is that the rolls work against a separation force that is sufficiently large to bend or even to deform the rolls depending on the diameter, length and material of the roll as well as the nature of the material, its temperature, and the reduction ratio. The diameter of the roll is also important because for a given "bite” (thickness reduction of the product entering the mill) the "bite ratio" (roll diameter over bite) is an important factor in determining when slippage will occur between the rolls and the product.
- Typical bite ratios for mills currently in use are in the range of 50:1 to 100:1. Another consideration is that larger diameter rolls produce a greater speed, however, the attendant:separation force is also larger. Ideally, ;,the roll design should produce the desired spread with a minimal separation force.
- One solution has been to apply a "release agent" to the rolls to deter the adhesion of the metal to the roll. While this helps, it is not totally effective.
- Another solution is to mechanically remove the adhered metal.
- Known arrangements use fixed scrapers and/or fixed brushes to remove the metal. Where there is a substantial transfer of a comparatively soft metal, e.g.
- Another object of this invention is to provide a brushing system that reliably cleans the outer surface of the mill working rolls without scoring or otherwise damaging the rolls.
- Yet another object is to provide a brushing system that reliably removes metal transferred to the rolls from the product being rolled which does not require frequent replacement of the brushes.
- the brushing system according to the present invention is particularly useful in a hot rolling mill that receives continuously cast, hot metallic strand, particularly strands of copper and copper alloys, and produces a high quality narrow strip with precisely controlled dimensions and profile and with a high reduction.
- the mill has only two working rolls with a comparatively small diameter, each mounted for rotation in chock blocks. One roll is fixed and the other roll and its chock blocks are movable vertically under the control of a pair of hydraulic cylinders to vary the gap between the rolls. For copper and brass, this mill can produce a bite in excess of one inch and approaching two inches and bite ratios of as low as 5:1 without slippage.
- a rotary brush engages the outer working surface of each roll.
- the brush is formed of steel wire bristles in a generally cylindrical configuration, rotated at a high rpm, and mounted on a pivoted frame that is loaded against the roll by a pneumatic cylinder and a counter spring.
- a release agent is also preferably sprayed onto the exterior of the rolls.
- This line can hot roll a wide variety of metals and strands having a variety of cross-sectional shapes, it will be described herein with respect to its preferred use, the continuous hot rolling of copper and copper alloy rod having a circular cross section into a narrow strip.
- This rod is preferably supplied directly from a continuous casting operation of the type described in U.S.-A- 4,211,270 and U.S.-A- 4,301,857, the disclosures of which are incorporated herein by reference.
- This rod leaves the caster red hot and advancing at speeds that are usually in the range of 76.2 to 762 cm/min (30 to 300 inches per minute (ipm)) depending on the diameter of the rod being cast and the desired production line speed.
- the line 12 includes first, second and third hot rolling mill stands 18, 20 and 22, respectively. Each stand is preceded by a gas-fired reheating furnace 24 that raises the temperature of the strand 14 or strip 16 to the desired rolling temperature, typically 1400°F.
- the separation between adjacent stands is sufficiently short that the strip will not cool substantially (or require long reheating furnaces), but long enough that speed and gap controls on each stand are able to adjust without adversely affecting the strip, e.g., causing unstable plastic flow.
- a gauge area including a laser width gauge 28 and an x-ray thickness gauge 30 follow the quench tank.
- Width gauges are also mounted at the exit of the last mill stand to provide an immediate measure of the width of the strip 16 as it leaves the mill. Each of these instruments generates a measurement signal that is used to control the operation of the line 12. Each mill also preferably has a two-colour infra-red pyrometer (not shown) mounted to measure the temperature of the strip as it enters the mill.
- the line terminates with a shear 36 and a spooler 38.
- the shear is used primarily to remove portions of strip that do not meet set tolerances, for example, the initial portion of a strip when the line starts up before the rolls have fully adjusted to a steady state operating condition.
- the spooler 38 collects the strip 16 in an even, level wound coil on a core.
- each rolling mill stand 18, 20 and 22 has substantially the same construction. (Like parts are identified with the same reference number, but common parts associated specifically with the second mill are noted with a prime (') and parts associated with the third mill are noted with a double prime ("). Unprimed number refer to parts of the first mill stands which will be described in detail).
- the mill stand 18 is organised around a frame assembly 40 formed primarily of steel I-beams in a generally rectangular array around the passline 16a of the strip 16.
- Two rolls, 42, 42 are each mounted in associated chock blocks 44, 44 for rotation.
- the rolls are formed of the material sold under the trade designation Astrolly hipped on a tool steel base.
- Other suitable materials are the material sold under the trade designation Waspaloy and cemented tungsten carbide.
- a hydraulic motor 46 drives each of the rolls 42, 42.
- Hydraulic cylinders 48, 48 acting through rods 48a, 48a and the upper chock blocks 44, 44 position the upper roll and apply the necessary downward force to offset the separation force generated by rolling the strip.
- the cylinders 48 are capable of operating with applied fluid pressures of 246 kg/cm 2 (3,500 psi) to generate downward forces of 31,752 kg (70,000 lbs) per cylinder or 63,504 kg(140,000 lbs) per stand.
- the cylinders also include a standard commercial ultrasonic distance measuring device which can measure vertical movement of the rods 48a with a resolution of 0.000254 cm (0.0001 inch).
- the cylinders 48, 48 are each controlled independently to vary the profile of the strip 16.
- the rolls 42 of the present invention are characterised by a relatively narrow central working portion 42a having an enlarged diameter as compared to neck portions 42b, 42b journalled in bearing assemblies 70 mounted in each chock block 44.
- the diameter of even this "enlarged" working portion 42a is small, less than 30.5 cm (a foot) and typically 12.7 to 17.8 cm (five to seven inches), as compared to conventional two high rolls used in " break down" mills where there is a substantial reduction in the thickness of the product being rolled and there are large separation forces.
- the mills include a spray system with primary and auxiliary nozzles 112, 112a that spray each roll portion 42a with a fan-like spray S of the release agent that covers the outer surface of the roll portion 42a.
- the particular release agent chosen will depend on factors such as the type of metal being rolled, the degree of reduction and the temperatures of the product and the roll. Where the reduction in gauge is more moderate, the release agent can be any of a wide variety of known ingredients which provide some degree of lubrication. Where the reduction is more substantial (the first mill stand 18), it is also necessary to use a "gritty" ingredient such as clay carried in a water suspension. It also helps if the clay resists flocculation.
- a mixture of water, a water soluble lubricant, and clay are useful at the first mill stand 18, while water alone can be an effective release agent and lubricator at the second and third mill stands 20 and 22 (although water and a water soluble lubricant are preferred).
- the release agent is mixed in tanks A and B (Fig. 9) and at least tank B containing the "gritty" solution is maintained in a constant agitation by an agitator 114 or the like to hold the particulate matter in suspension.
- a lubricating solution 116 is mixed in tank A and a "gritty” solution 118 is mixed in the tank B.
- the solutions from both tanks are then fed to the nozzles 112, 112a. Because there is usually a particulate held in suspension, there is a substantial risk of clogging of the feed lines 120, 122. Therefore the solution is pumped intermittently from the tanks to the nozzles and the feed lines are purged with water after use.
- a brush system 140 constantly removes metal, oxide and release agent which nevertheless adheres to the roll portions 42a, 42a. It includes a rotary brush 142 that rotates against the outer surface of each roll portion 42a at a high rotational speed, e.g. at least 2,000 rpm and preferably 3,000 rpm.
- the brush also has a comparatively large diameter, e.g. 25.4 cm (10 inches), which together with this high rotational speed produces a large swept surface area per minute. Also, because the brush is cylindrical and rotates rapidly, its bristles impact the roll at a high velocity.
- the bristles are preferably formed of high carbon steel, although corrosion resistant high strength alloys, or coated steel can be used.
- the brush 142 is mounted rotatably at one end of a frame 144 in friction (sleeve) bearings 143, 143.
- the frame is replaceably held in a pivot mount secured to the mill frame 40 by a pivot shaft 146 and a pair of U-shaped mounting brackets 144a, 144b.
- a hydraulic motor 148 mounted on the frame drives a pair of belts 150, 150 that in turn rotate the brush.
- the loading of the brush against the rolls is controlled by an air cylinder 152 connected between a cross bar 145 linking the mounting brackets 144a, 144b and the pivot end of the frame 140.
- a spring 154 located on the opposite side of the frame 140 from the air cylinder provides a counter-balancing force.
- the friction bearings together with the spring 154 also damp vibration induced in the brushing system during use.
- the cylinder pivots the frame so that the brush is spaced from the rolls.
- Intermediate positions, in combination with the spring 154, provide varying loading forces.
- An optimal loading force removes all of the accumulated metal from the rolls without significantly enhancing bristle wear or loss.
- a typical value for the loading force is 11.34 kg (25 lbs). The precise value will vary with factors such as the nature of the metal, the size of the rolls and the brushes, the rate of bristle wear, the rate of loss of bristles from the brush, the diameter and rotational speed of the brush and wear or possible damage to the roll.
- the line 12 continuously hot rolls a metallic strand 14 into a strip 16 (Fig. 8) having a highly uniform configuration and a recrystallised grain pattern.
- the line preferably operates to roll copper or copper alloy rod into narrow strips.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Brushes (AREA)
Abstract
A rolling mill capable of forming a hot, continuously cast metallic strand into a strip, with a large bite and with one pass uses only two small diameter rolls, each mounted for rotation in a pair of chock blocks and each having a comparatively narrow, enlarged diameter working portion. The mill includes rotary brushes that are adjustably loaded against the working portions of the rolls to remove adhered strand material, and a release agent spray system to inhibit adhesion.
Description
- This invention relates in general to a hot rolling mill for strand and strip metal products. More specifically, it relates to a brushing system for controlling and inhibiting adhesion of the metal on the working rolls.
- A wide variety of mill strands are known for hot and cold rolling metals. Where there is a large separating force between the working rolls, whether due to a large reduction and/or to the nature of the material being rolled, there are a number of inherent design problems. One is that the rolls work against a separation force that is sufficiently large to bend or even to deform the rolls depending on the diameter, length and material of the roll as well as the nature of the material, its temperature, and the reduction ratio. The diameter of the roll is also important because for a given "bite" (thickness reduction of the product entering the mill) the "bite ratio" (roll diameter over bite) is an important factor in determining when slippage will occur between the rolls and the product. As low a ratio as possible is desired to minimize roll size (and therefore roll cost) and/or maximize bite. Typical bite ratios for mills currently in use are in the range of 50:1 to 100:1. Another consideration is that larger diameter rolls produce a greater speed, however, the attendant:separation force is also larger. Ideally, ;,the roll design should produce the desired spread with a minimal separation force.
- Another problem inherent in hot rolling, particularly with a large reduction and non-ferrous metals, is the transfer of metal from the product to the rolls. This transfer is a problem because it alters the contour of the rolls, the gap, and the coefficient of friction between the rolls and the product. One solution has been to apply a "release agent" to the rolls to deter the adhesion of the metal to the roll. While this helps, it is not totally effective. Another solution is to mechanically remove the adhered metal. Known arrangements use fixed scrapers and/or fixed brushes to remove the metal. Where there is a substantial transfer of a comparatively soft metal, e.g. copper or brass, these systems are not acceptable because there is a rapid build-up of metal on the scraper (remover) which either reduces its effectiveness or, with a large enough build-up, destroys the device. Removal of the adhered metal is also important to maintain a uniform friction which in turn produces a constant separation force. When coupled with a "stiff" mill, this constant separation force assists in maintaining a uniform gauge.
- It is therefore a principal object of this invention to provide a system for use in a hot rolling mill, particularly one that produces a high reduction in soft, non-ferrous metal products that inhibits and controls the transfer to and adhesion of metal on the rolls.
- Another object of this invention is to provide a brushing system that reliably cleans the outer surface of the mill working rolls without scoring or otherwise damaging the rolls.
- Yet another object is to provide a brushing system that reliably removes metal transferred to the rolls from the product being rolled which does not require frequent replacement of the brushes.
- The brushing system according to the present invention is particularly useful in a hot rolling mill that receives continuously cast, hot metallic strand, particularly strands of copper and copper alloys, and produces a high quality narrow strip with precisely controlled dimensions and profile and with a high reduction. The mill has only two working rolls with a comparatively small diameter, each mounted for rotation in chock blocks. One roll is fixed and the other roll and its chock blocks are movable vertically under the control of a pair of hydraulic cylinders to vary the gap between the rolls. For copper and brass, this mill can produce a bite in excess of one inch and approaching two inches and bite ratios of as low as 5:1 without slippage.
- To control the accumulation of adhered metal on the rolls, a rotary brush engages the outer working surface of each roll. In the preferred form, the brush is formed of steel wire bristles in a generally cylindrical configuration, rotated at a high rpm, and mounted on a pivoted frame that is loaded against the roll by a pneumatic cylinder and a counter spring. A release agent is also preferably sprayed onto the exterior of the rolls.
- An embodiment of the invention will%ow be described by way of example, reference being made to the accompanying drawings in which:-
- Fig. 1 is a highly simplified top plan view of a tandem hot rolling mill operation according to the present invention;
- Fig. 2 is a more detailed top plan view, with portion broken away, of the three mill stands shown in Fig. 1;
- Fig. 3 is a view in side elevation of the mill stands shown in Fig. 2;
- Fig. 4 is a detailed view in front elevation of the rolls and their associated chock blocks with the right lower chock block shown in vertical section;
- Fig. 5 is a simplified view in side elevation of the mill stand shown in Figs. 1 - 4 but also showing an entrance guide assembly, sprays for a release agent and a rotary brush system;
- Fig. 5A is a simplified top plan view of the release agent spray system shown in Fig. 5;
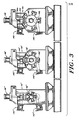
- Fig. 6 is a view in side elevation of the rotary brush assemblies shown in Figs. 2, 3 and 5;
- Fig. 7 is a top plan view of the rotary brush assembly shown in Fig. 6;
- Fig. 8 is a highly simplified view in side elevation showing the action of the rolls of the first mill stand to affect a very high reduction of an incoming cast rod into a narrow strip; and
- Fig. 9 is a highly simplified view in side elevation of the tanks that hold and feed the release agent.
- Fig. 1 shows a tandem hot
rolling line 12 that receives a continuously castmetallic strand 14 and reduces it to anarrow strip 16 of accurately controlled width and gauge. - While this line can hot roll a wide variety of metals and strands having a variety of cross-sectional shapes, it will be described herein with respect to its preferred use, the continuous hot rolling of copper and copper alloy rod having a circular cross section into a narrow strip. This rod is preferably supplied directly from a continuous casting operation of the type described in U.S.-A- 4,211,270 and U.S.-A- 4,301,857, the disclosures of which are incorporated herein by reference. This rod leaves the caster red hot and advancing at speeds that are usually in the range of 76.2 to 762 cm/min (30 to 300 inches per minute (ipm)) depending on the diameter of the rod being cast and the desired production line speed.
- The
line 12 includes first, second and third hot rolling mill stands 18, 20 and 22, respectively. Each stand is preceded by a gas-firedreheating furnace 24 that raises the temperature of thestrand 14 orstrip 16 to the desired rolling temperature, typically 1400°F. The separation between adjacent stands is sufficiently short that the strip will not cool substantially (or require long reheating furnaces), but long enough that speed and gap controls on each stand are able to adjust without adversely affecting the strip, e.g., causing unstable plastic flow. After the strip leaves thethird stand 22 it is cooled in a closely coupledquench tank 26 to control oxidation. A gauge area including alaser width gauge 28 and anx-ray thickness gauge 30 follow the quench tank. Width gauges are also mounted at the exit of the last mill stand to provide an immediate measure of the width of thestrip 16 as it leaves the mill. Each of these instruments generates a measurement signal that is used to control the operation of theline 12. Each mill also preferably has a two-colour infra-red pyrometer (not shown) mounted to measure the temperature of the strip as it enters the mill. The line terminates with ashear 36 and aspooler 38. The shear is used primarily to remove portions of strip that do not meet set tolerances, for example, the initial portion of a strip when the line starts up before the rolls have fully adjusted to a steady state operating condition. Thespooler 38 collects thestrip 16 in an even, level wound coil on a core. - With particular reference to Figs. 2 and 3, each rolling mill stand 18, 20 and 22 has substantially the same construction. (Like parts are identified with the same reference number, but common parts associated specifically with the second mill are noted with a prime (') and parts associated with the third mill are noted with a double prime ("). Unprimed number refer to parts of the first mill stands which will be described in detail). The
mill stand 18 is organised around aframe assembly 40 formed primarily of steel I-beams in a generally rectangular array around thepassline 16a of thestrip 16. Two rolls, 42, 42 are each mounted in associatedchock blocks - A
hydraulic motor 46 drives each of therolls Hydraulic cylinders cylinders 48 are capable of operating with applied fluid pressures of 246 kg/cm2 (3,500 psi) to generate downward forces of 31,752 kg (70,000 lbs) per cylinder or 63,504 kg(140,000 lbs) per stand. The cylinders also include a standard commercial ultrasonic distance measuring device which can measure vertical movement of the rods 48a with a resolution of 0.000254 cm (0.0001 inch). Thecylinders strip 16. - With reference principally to Fig. 4, the
rolls 42 of the present invention are characterised by a relatively narrow central workingportion 42a having an enlarged diameter as compared toneck portions assemblies 70 mounted in eachchock block 44. However, the diameter of even this "enlarged" workingportion 42a is small, less than 30.5 cm (a foot) and typically 12.7 to 17.8 cm (five to seven inches), as compared to conventional two high rolls used in " break down" mills where there is a substantial reduction in the thickness of the product being rolled and there are large separation forces. - As is best seen in Figs. 5, 5A and 9, the mills include a spray system with primary and
auxiliary nozzles 112, 112a that spray eachroll portion 42a with a fan-like spray S of the release agent that covers the outer surface of theroll portion 42a. The particular release agent chosen will depend on factors such as the type of metal being rolled, the degree of reduction and the temperatures of the product and the roll. Where the reduction in gauge is more moderate, the release agent can be any of a wide variety of known ingredients which provide some degree of lubrication. Where the reduction is more substantial (the first mill stand 18), it is also necessary to use a "gritty" ingredient such as clay carried in a water suspension. It also helps if the clay resists flocculation. In the production of copper strip, for example, a mixture of water, a water soluble lubricant, and clay are useful at thefirst mill stand 18, while water alone can be an effective release agent and lubricator at the second and third mill stands 20 and 22 (although water and a water soluble lubricant are preferred). - The release agent is mixed in tanks A and B (Fig. 9) and at least tank B containing the "gritty" solution is maintained in a constant agitation by an
agitator 114 or the like to hold the particulate matter in suspension. Preferably alubricating solution 116 is mixed in tank A and a "gritty"solution 118 is mixed in the tank B. The solutions from both tanks are then fed to thenozzles 112, 112a. Because there is usually a particulate held in suspension, there is a substantial risk of clogging of thefeed lines - With reference to Figs. 5-7, a
brush system 140 constantly removes metal, oxide and release agent which nevertheless adheres to theroll portions rotary brush 142 that rotates against the outer surface of eachroll portion 42a at a high rotational speed, e.g. at least 2,000 rpm and preferably 3,000 rpm. The brush also has a comparatively large diameter, e.g. 25.4 cm (10 inches), which together with this high rotational speed produces a large swept surface area per minute. Also, because the brush is cylindrical and rotates rapidly, its bristles impact the roll at a high velocity. As a result of these features, the metal is removed efficiently from the rolls and does not collect in a small area (as with a scraper) where it could score the roll. The bristles are preferably formed of high carbon steel, although corrosion resistant high strength alloys, or coated steel can be used. - The
brush 142 is mounted rotatably at one end of aframe 144 in friction (sleeve)bearings mill frame 40 by apivot shaft 146 and a pair of U-shaped mountingbrackets 144a, 144b. Ahydraulic motor 148 mounted on the frame drives a pair ofbelts air cylinder 152 connected between across bar 145 linking the mountingbrackets 144a, 144b and the pivot end of theframe 140. Aspring 154 located on the opposite side of theframe 140 from the air cylinder provides a counter-balancing force. The friction bearings together with thespring 154 also damp vibration induced in the brushing system during use. In one extreme position, the cylinder pivots the frame so that the brush is spaced from the rolls. Intermediate positions, in combination with thespring 154, provide varying loading forces. An optimal loading force removes all of the accumulated metal from the rolls without significantly enhancing bristle wear or loss. A typical value for the loading force is 11.34 kg (25 lbs). The precise value will vary with factors such as the nature of the metal, the size of the rolls and the brushes, the rate of bristle wear, the rate of loss of bristles from the brush, the diameter and rotational speed of the brush and wear or possible damage to the roll. - In operation the
line 12 continuously hot rolls ametallic strand 14 into a strip 16 (Fig. 8) having a highly uniform configuration and a recrystallised grain pattern. The line preferably operates to roll copper or copper alloy rod into narrow strips. - There has been described a novel system for controlling the transfer and accumulation of metal on the working rolls of a hot rolling mill, particularly a two high mill with small diameter rolls that produce a narrow strip of copper or copper alloys from a continuously cast strand with only one pass per millstand and a large bite.
- While the invention has been described with reference to its preferred embodiment, it will be understood that various variations and modifications will occur to those skilled in the art from the foregoing detailed description and the accompanying drawings. Such variations and modifications are intended to fall within the scope of the appended claims.
Claims (12)
1. A system for controlling the adhesion of metal to the working rolls of a hot rolling mill for soft metal products where the working rolls that engage the hot metal product are mounted for rotation in a frame, comprising:-
a rotary brush with a generally cylindrical configuration that engages the outer surface of each of the working rolls,
means for rotatably mounting said brush,
means for urging said brush into said engagement with said rolls, and
means for rotating said brush at a high speed.
2. An adhesion control system according to Claim 1 characterised in that said mounting means comprises a brush frame with said brush mounting means located at one end of said frame and said rotating means located at said other end of said frame.
3. An adhesion control system according to Claim 1 or 2 characterised in that said engagement urging means is adjustable.
4. An adhesion control system according to Claim 3 characterised in that said adjustable urging means comprises pivotal mounting means for said brush frame with respect to said mill frame and means for driving said brush frame about said pivotal mounting means in a direction that produces said engagement.
5. An adhesion control system according to Claim 4 characterised in that said driving means includes a pneumatic cylinder and an opposed spring.
6. An adhesion control system according to any one of the preceding claims characterised in that said rotary brush has steel bristles and a comparatively large diameter.
7. An adhesion control system according to any one of the preceding claims characterised in that said brush rotating means is operable to rotate said brush at a rotational speed in excess of 2,000 rpm.
8. An adhesion control system according to any one of the preceding claims characterised in that means is provided for spraying a release agent onto said rolls to inhibit said adhesion.
9. An adhesion control system according to Claim 8 characterised by two holding tanks for liquid components of said release agent.
10. An adhesion control system according to Claim 9 characterised by means for stirring at least one of said tanks to maintain the particulate matter of said components in suspension.
11. An adhesion control system according to Claim 8, 9 or 10 characterised in that said spraying means includes fan spray nozzles that direct said release agent onto the outer surface of said rolls.
12. An adhesion control system according to Claim 11 as dependent from Claim 9 or Claim 10 characterised in that said release agent components are directed to said spray nozzles intermittently.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US43665882A | 1982-10-26 | 1982-10-26 | |
| US436658 | 1982-10-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0107514A2 true EP0107514A2 (en) | 1984-05-02 |
| EP0107514A3 EP0107514A3 (en) | 1986-01-08 |
Family
ID=23733302
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83306526A Withdrawn EP0107514A3 (en) | 1982-10-26 | 1983-10-26 | Hot mill roll brushing system |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP0107514A3 (en) |
| JP (1) | JPS5994511A (en) |
| AU (1) | AU2053283A (en) |
| BR (1) | BR8305874A (en) |
| DK (1) | DK490383A (en) |
| ES (1) | ES526753A0 (en) |
| FI (1) | FI833440A (en) |
| IN (1) | IN159422B (en) |
| ZA (1) | ZA837039B (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5081857A (en) * | 1989-04-28 | 1992-01-21 | Nkk Corporation | Cold rolling method using cleaning brushes for at least the back up rolls |
| EP0666143A1 (en) * | 1994-01-07 | 1995-08-09 | Hotani Co., Ltd. | Method of polishing metal strips |
| DE102012216708A1 (en) * | 2012-09-19 | 2014-03-20 | Sms Siemag Ag | Method for operating a brush system on a rolling stand and brushing system |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1943847A1 (en) * | 1968-08-29 | 1970-03-05 | Reynolds Metals Co | Method for removing roll coating from the surface of a work roll in a roll stand and device for this |
-
1983
- 1983-09-22 ZA ZA837039A patent/ZA837039B/en unknown
- 1983-09-26 FI FI833440A patent/FI833440A/en not_active Application Discontinuation
- 1983-10-05 IN IN1232/CAL/83A patent/IN159422B/en unknown
- 1983-10-21 JP JP58196253A patent/JPS5994511A/en active Pending
- 1983-10-24 BR BR8305874A patent/BR8305874A/en unknown
- 1983-10-25 AU AU20532/83A patent/AU2053283A/en not_active Abandoned
- 1983-10-25 ES ES526753A patent/ES526753A0/en active Granted
- 1983-10-25 DK DK490383A patent/DK490383A/en not_active Application Discontinuation
- 1983-10-26 EP EP83306526A patent/EP0107514A3/en not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1943847A1 (en) * | 1968-08-29 | 1970-03-05 | Reynolds Metals Co | Method for removing roll coating from the surface of a work roll in a roll stand and device for this |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5081857A (en) * | 1989-04-28 | 1992-01-21 | Nkk Corporation | Cold rolling method using cleaning brushes for at least the back up rolls |
| EP0666143A1 (en) * | 1994-01-07 | 1995-08-09 | Hotani Co., Ltd. | Method of polishing metal strips |
| US5575704A (en) * | 1994-01-07 | 1996-11-19 | Hotani Co., Ltd. | Method of polishing metal strips |
| DE102012216708A1 (en) * | 2012-09-19 | 2014-03-20 | Sms Siemag Ag | Method for operating a brush system on a rolling stand and brushing system |
| DE102012216708B4 (en) * | 2012-09-19 | 2017-10-19 | Sms Group Gmbh | Method for operating a brush system on a rolling stand and brushing system |
Also Published As
| Publication number | Publication date |
|---|---|
| BR8305874A (en) | 1984-05-29 |
| FI833440A (en) | 1984-04-27 |
| JPS5994511A (en) | 1984-05-31 |
| ES8406238A1 (en) | 1984-08-01 |
| FI833440A0 (en) | 1983-09-26 |
| AU2053283A (en) | 1984-05-03 |
| DK490383D0 (en) | 1983-10-25 |
| DK490383A (en) | 1984-04-27 |
| ZA837039B (en) | 1984-06-27 |
| IN159422B (en) | 1987-05-16 |
| ES526753A0 (en) | 1984-08-01 |
| EP0107514A3 (en) | 1986-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2452057C (en) | Method and equipment for cooling and lubricating rolls of a rolling stand | |
| CA2286948C (en) | Method of and apparatus for cleaning strip line rolls | |
| AU2002325236B2 (en) | Thin-strip coiler comprising a flatness measuring roll | |
| US5758530A (en) | Hot rolling mill | |
| EP0107514A2 (en) | Hot mill roll brushing system | |
| US20020088602A1 (en) | Strip casting apparatus | |
| CA2532665C (en) | Method for shaping a roll cleaning brush, and a cleaning brush shaped according to the method | |
| EP0794023A3 (en) | Cold rolling mill and cold rolling method | |
| US3803888A (en) | Method of reducing rolling mill roll wear | |
| JPH06501203A (en) | Twin roll casting method | |
| US5016456A (en) | Process for making hollow billets into tubes | |
| JP2747499B2 (en) | Roll surface care method for rolling mill | |
| EP0110556A2 (en) | Two high hot rolling mill process and narrow strip product | |
| EP0715551A1 (en) | Tension leveler roll cleaning system | |
| US5099667A (en) | System for suspending and applying solid lubricants to tools or work pieces | |
| JP2661490B2 (en) | External Lubrication Method in Seamless Pipe Manufacturing | |
| US4577482A (en) | Method and apparatus for treating work rolls in a rolling mill | |
| EP0408911B1 (en) | Method for high-speed rolling and system for high-speed rolling | |
| EP0107970A1 (en) | Hot mill self-centering roll design | |
| JPH07112564B2 (en) | Lubricant for hot rolling of stainless steel | |
| JP3557899B2 (en) | Cold rolling method for stainless steel sheet | |
| JPH0663634A (en) | Hot lubrication rolling method | |
| Wei et al. | Lubrication and Wear in Rolling | |
| JP3795844B2 (en) | Perforated roll skin roughening prevention method | |
| JP3103825B2 (en) | Method and apparatus for temper rolling of steel strip |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RHK1 | Main classification (correction) |
Ipc: B21B 28/04 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19860628 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19861206 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SHINOPULOS, GEORGE |