EP0090749B1 - Process for cooling metallurgical workpieces with minimized deformation - Google Patents
Process for cooling metallurgical workpieces with minimized deformation Download PDFInfo
- Publication number
- EP0090749B1 EP0090749B1 EP83420053A EP83420053A EP0090749B1 EP 0090749 B1 EP0090749 B1 EP 0090749B1 EP 83420053 A EP83420053 A EP 83420053A EP 83420053 A EP83420053 A EP 83420053A EP 0090749 B1 EP0090749 B1 EP 0090749B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- cooling
- less
- nozzles
- equal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000001816 cooling Methods 0.000 title claims abstract description 37
- 238000000034 method Methods 0.000 title claims abstract description 22
- 230000008569 process Effects 0.000 title description 4
- 239000002826 coolant Substances 0.000 claims abstract description 5
- 239000004020 conductor Substances 0.000 claims abstract description 3
- 238000005507 spraying Methods 0.000 claims description 21
- 238000007654 immersion Methods 0.000 claims description 12
- 229910000838 Al alloy Inorganic materials 0.000 claims description 7
- 239000012530 fluid Substances 0.000 claims description 5
- 239000000203 mixture Substances 0.000 claims description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 2
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 2
- 229910000640 Fe alloy Inorganic materials 0.000 claims description 2
- 229910052802 copper Inorganic materials 0.000 claims description 2
- 239000010949 copper Substances 0.000 claims description 2
- 239000000725 suspension Substances 0.000 claims 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 27
- 238000010791 quenching Methods 0.000 description 24
- 230000000171 quenching effect Effects 0.000 description 24
- 229910001868 water Inorganic materials 0.000 description 21
- 239000011248 coating agent Substances 0.000 description 14
- 238000000576 coating method Methods 0.000 description 14
- 238000005260 corrosion Methods 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 5
- 239000000956 alloy Substances 0.000 description 5
- 230000007797 corrosion Effects 0.000 description 5
- 239000007921 spray Substances 0.000 description 5
- 239000004115 Sodium Silicate Substances 0.000 description 4
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 4
- 229910052911 sodium silicate Inorganic materials 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 238000005496 tempering Methods 0.000 description 4
- 229910000746 Structural steel Inorganic materials 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 235000019628 coolness Nutrition 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 229910001234 light alloy Inorganic materials 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000035800 maturation Effects 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000002352 surface water Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/68—Temporary coatings or embedding materials applied before or during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/667—Quenching devices for spray quenching
Definitions
- This invention relates to an economical method of cooling metallurgical products which minimizes deformations thereof, while preserving their properties of use.
- the cooling of metallurgical products is involved in a large number of operations such as casting and solidification, after hot transformation on various tools (rolling mills, spinning presses, etc.) or even in the case of metallurgical quenching .
- Pneumatic spraying has the disadvantage of being expensive because of the price of the nozzles (ten times higher than that of the mechanical nozzles) and the high cost of investment and operation of the air compressors. In addition, this system is dangerous because of the risk of bursting of the compressed air lines and is excessively noisy.
- the method according to the invention which eliminates or at least minimizes distortions, aims to cool the metallurgical product of substantially constant thickness with a cooling speed as large as possible and a different cooling mode between approximately two halves adjacent to its outer surface, each of them extending in the long direction or the main plane of the product.
- the coolant generally used consists essentially of water, possibly supplemented with certain additives (anti-corrosion, anti-foaming agent, etc.).
- the coating can be carried out at any stage of the production range, prior to cooling provided that the latter remains adherent and retains its effectiveness during the range (for example, the product can be coated before heating in solution. which precedes quenching).
- the watering be done through the lower part of the products, the long direction thereof being substantially horizontal.
- the process applies mainly, but not exclusively, to long metal products (wires, bars, tubes, profiles) or flat (strips, sheets, flat) of relatively small transverse dimensions and of substantially constant thicknesses.
- the thickness of the flat products is preferably less than or equal to 15 mm (which corresponds substantially to a diameter of 30 mm for a solid round bar).
- the thickness is preferably less than or equal to 35 mm (or to a diameter of approximately 70 mm).
- the thickness is preferably less than or equal to 8 mm (or to a diameter of about 15 mm).
- the method is particularly applicable to the quenching of high strength AI alloys for which the characteristics of use (mechanical and / or corrosion resistance) are practically not modified compared to conventional quenching with, however, very small deformations.
- the surface water deficits remain below 2000 I / min. / M 2 and, preferably, 8001 / min. / M2; the nozzles are placed at a distance of less than 15 cm from the product surface, and the injection pressure is less than 1.5 MPa (15 bars) and preferably 1 MPa (10 bars).
- FIG. 2 represents the characteristics of deformation after cooling: deflection (f) and tile (t) of a rectangular flat product, initially planar.
- Three sheets of 400x400x10 mm in aluminum alloys (7075) were quenched by vertical immersion in cold (20 ° C) or hot (60 ° C) water after dissolving for 4 h at 470 ° C in an oven with ventilated air.
- the sheets A and B, uncoated, were soaked in water tanks at temperatures respectively equal to 20 ° C and 60 ° C.
- the sheet (C) was quenched by immersion in water at 60 ° C after pickling the surfaces and coating a single large surface by means of a continuous insulating layer of low thermal effusivity, essentially consisting of a mixture of sodium silicate in solution in water, barium sulphate and titanium oxide.
- Table 1 below gives the quenching rates measured between 400 and 250 ° C at 1.5 mm under each surface by means of thermocouples placed in the center of the large faces of the sheets as well as the macroscopic deformations measured after quenching (maximum arrow the along the horizontal axis - maximum tile along the vertical axis of the sheets), and the mechanical longitudinal tensile characteristics at mid-thickness in the center of the sheets, measured after tempering in the T6 state (24 h at 120 ° VS).
- the sheet (C) quenched according to the invention by asymmetric cooling is provided with both ca mechanical tensile properties equivalent to those of sheets most rapidly symmetrically hardened in cold water (current practice) and hardening deformation significantly lower than other sheets including sheet (B) symmetrically hardened with speeds of yet relatively slow cooling.
- Spraying was provided over the entire lower horizontal surface of the sheets by adjacent jets with solid cone jets, with an angle of about 60 °, delivering a surface flow of 1451 / min./m 2 under a pressure of 3 bars (0, 3 MPa).
- Table II below gives the deformations of the sheets after quenching, the surface electrical conductivity of the sheets five days after quenching (which is all the lower in the quenched-ripened state as the quenching is faster), the speed of average cooling of the sheets in the critical quenching range (400-250 ° C) and the mechanical characteristics on tensile test pieces treated by tempering - T76 (6 h at 107 ° C + 16 h at 160 ° C) after stripping of the coating and controlled traction of the sheets before tempering.
- the quenched sheets according to the invention have significantly lower residual deformations than those obtained by symmetrical quenching, while retaining substantially equal mechanical properties and although the surface flow rates used here are relatively low.
- the quenching installation included a 700 mm long quenching window, made up of spraying booms situated on either side of a carriage intended to support and translate the sheets with a modular passage speed, so as to simulate the horizontal quenching at the parade in passage oven outlet.
- the spray nozzles consisted of sprayers in full cone jets, angle 60 °, supplied with a flow of water at 15 ° C pressurized to 6.5 bars.
- a sheet was quenched by symmetrical spraying on the two uncoated faces, according to usual practice.
- the other sheets were quenched by horizontal unilateral spraying on the underside with the same surface flow with coating of the surface to be sprayed with an insulating coating based on sodium silicate.
- Table III gives the test conditions, the average cooling rates measured between 400 and 250 ° C. by thermocouples in the center of the sheets, the deformations of the sheets after quenching (longitudinal deflection - transverse tile) as well as the sensitivity to intergranular corrosion of the hardened sheets and stripped of the coating evaluated according to the immersion test in solution of sodium chloride and distilled water according to standard AIR 9048.
- the asymmetrical quenching of the coated sheet metal according to the invention improves both the quenching rates (approximately x2) and the resistance to intergranular corrosion of the alloy as well as the flatness of the sheets while increasing the productivity of the installation (x 3) and by reducing the necessary water consumption (: 2 approximately) compared to the symmetrical quenching of bare sheets.
- the nozzles gave jets with a full cone, angle 60 °, with a surface flow of 5801 / min./m 2 under a water pressure of 6 bars (0.6 M Pa).
- Table IV gives the test conditions as well as the cooling rates and the average longitudinal deformations (arrows) after quenching.
- the results show that the angle iron quenched by unilateral spraying on the coated surface according to the invention has a better compromise between cooling speed and straightness than the angle angles cooled by conventional symmetrical cooling by spraying in the stream or by immersion.
- the coating and the unilateral quenching significantly increase the productivity (x 3) with acceptable quenching deformations.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Heat Treatment Of Articles (AREA)
- Control Of Heat Treatment Processes (AREA)
Abstract
Description
Cette invention est relative à un procédé de refroidissement économique de produits métallurgiques qui minimise les déformations de ceux-ci, tout en préservant leurs propriétés d'emploi.This invention relates to an economical method of cooling metallurgical products which minimizes deformations thereof, while preserving their properties of use.
Le refroidissement des produits métallurgiques intervient dans un grand nombre d'opérations telles que la coulée et solidification, après la transformation à chaud sur divers outils (laminoirs, presses à filer, etc....) ou encore dans le cas de la trempe métallurgique.The cooling of metallurgical products is involved in a large number of operations such as casting and solidification, after hot transformation on various tools (rolling mills, spinning presses, etc.) or even in the case of metallurgical quenching .
Pour des raisons de productivité (en particulier pour le refroidissement des produits en continu au défilé), et/ou de qualité métallurgique (solidification, trempe), il est souvent nécessaire que ces refroidissements soient effectués avec des vitesses élevées, par exemple par pulvérisation d'eau sous forte pression ou pulvérisation bipha- sique (air-eau). On sait que la densité de chaleur extraite des produits peut atteindre 1 à 5 MW/m2 pour des débits d'eau de l'ordre de 20 kg/m2/sec., soit 1200 I/min./m2 For reasons of productivity (in particular for the cooling of the products continuously in the process), and / or of metallurgical quality (solidification, quenching), it is often necessary that these coolings are carried out at high speeds, for example by spraying of water under high pressure or two-phase spraying (air-water). We know that the heat density extracted from the products can reach 1 to 5 MW / m 2 for water flows of the order of 20 kg / m 2 / sec., Or 1,200 I / mi n. / M2
Cependant, ces procédés présentent les inconvénients suivants:
- a) la pulvérisation d'eau à fort débit (> 2000 I/ min./m2) et sous forte pression (p > 1,5 MPa ou 15 bar) entraîne des consommations d'eau importantes et nécessite des équipements onéreux (surpresseur de très forte capacité).
- a) spraying water at a high flow rate (> 2000 I / min./m 2 ) and under high pressure (p> 1.5 MPa or 15 bar) results in significant water consumption and requires expensive equipment (booster pump) very high capacity).
De plus, elle n'est pas adaptée au refroidissement des produits minces, notamment à celui des tôles ou bandes minces en alliages légers car la force d'impact du jet entraîne des déformations importantes de ces produits;
- b) dans la pulvérisation pneumatique d'eau et d'air sous pression, ces deux fluides sont introduits simultanément dans les buses à pulvérisation pneumatique à faible débit d'eau, ou séparément par soufflage d'air comprimé en sortie de buse de pulvérisation mécanique d'eau, à débit élevé.
- b) in the pneumatic spraying of water and pressurized air, these two fluids are introduced simultaneously into the pneumatic spray nozzles with low water flow, or separately by blowing compressed air at the outlet of the mechanical spray nozzle of water, at high flow rate.
La pulvérisation pneumatique présente l'inconvénient d'être onéreuse en raison du prix des buses (dix fois plus élevé que celui des buses mécaniques) et du coût élevé d'investissement et de fonctionnement des compresseurs d'air. De plus, ce système est dangereux à cause des risques d'éclatement des conduites d'air comprimé et est excessivement bruyant.Pneumatic spraying has the disadvantage of being expensive because of the price of the nozzles (ten times higher than that of the mechanical nozzles) and the high cost of investment and operation of the air compressors. In addition, this system is dangerous because of the risk of bursting of the compressed air lines and is excessively noisy.
De plus, avec des vitesses de refroidissement élevées, les produits sont le siège d'un niveau de contraintes internes élevées s'ils sont épais, ou de déformations très importantes s'ils sont minces, ces deux effets étant néfastes:
- - Les déformations ou distorsions des produits refroidis imposent souvent leur redressage ou leur remise en forme à l'aide de moyens puissants tels que presses, planeuses à rouleaux, bancs de traction, etc.... opérations qui, à leur tour, induisent dans ceux-ci des contraintes internes néfastes, par exemple: distorsions lors d'un usinage chimique ou mécanique ultérieur.
- - L'utilisation de dispositifs spéciaux limitant ou supprimant les distorsions lors du refroidissement, par exemple, lors de la trempe, tels que cadres, brides, trempe sous presse, etc.... est d'une certaine efficacité, mais cependant limitée, car, de toute façon, et malgré toutes les précautions prises, le niveau de contraintes internes reste élevé.
- - The deformations or distortions of the cooled products often require their straightening or their reshaping using powerful means such as presses, levelers with rollers, traction benches, etc. operations which, in turn, induce in these harmful internal stresses, for example: distortions during subsequent chemical or mechanical machining.
- - The use of special devices limiting or eliminating distortions during cooling, for example, during quenching, such as frames, flanges, press quenching, etc. is of a certain efficiency, but however limited, because, in any case, and despite all the precautions taken, the level of internal constraints remains high.
Une méthode utilisée pour reduire les contraintes internes des produits métallurgiques est décrite dans le brevet FR 2286880. Celui-ci concerne cependant le refroidissement du produit de section non régulière, tels que rails, dont l'uniformisation du refroidissement est obtenue par emploi d'un revêtement isolant sur les parties qui se refroidissent le plus vite.A method used to reduce the internal stresses of metallurgical products is described in patent FR 2286880. This however relates to the cooling of the product of non-regular section, such as rails, the uniformity of cooling of which is obtained by using a insulating coating on the parts which cool the fastest.
Au contraire, la méthode selon l'invention qui élimine ou du moins minimise les distorsions, a pour but de refroidir le produit métallurgique d'épaisseur sensiblement constante avec une vitesse de refroidissement aussi grande que possible et un mode de refroidissement différent entre approximativement deux moitiés adjacentes de sa surface extérieure, chacune d'elles s'étendant selon le sens long ou le plan principal du produit.On the contrary, the method according to the invention which eliminates or at least minimizes distortions, aims to cool the metallurgical product of substantially constant thickness with a cooling speed as large as possible and a different cooling mode between approximately two halves adjacent to its outer surface, each of them extending in the long direction or the main plane of the product.
Ainsi, pour une barre rectangulaire, on applique un refroidissement différent entre les deux faces latérales adjacentes du produit et les deux faces opposées. Pour un tube, on applique un refroidissement différent entre ses deux faces opposées. Bien sûr, la méthode est généralisable aux autres produits métallurgiques matricés, filés, forgés ou moulés pourvu qu'ils ne soient pas auto-bridés par leur forme et/ou leurs dimensions lors du refroidissement.Thus, for a rectangular bar, different cooling is applied between the two adjacent side faces of the product and the two opposite faces. For a tube, different cooling is applied between its two opposite faces. Of course, the method can be generalized to other stamped, extruded, forged or molded metallurgical products provided that they are not self-clamped by their shape and / or their dimensions during cooling.
Selon la présente invention, ces buts sont atteints à l'aide des mesures indiquées dans la partie caractérisante de la revendication 1. Ainsi, le refroidissement différencié est assuré par les moyens suivants:
- - dans le cas d'un refroidissement par immersion dans un milieu refroidisseur, par enduction de la moitié environ de la surface externe par un revêtement constitué d'un produit isolant ou nettement moins conducteur de la chaleur que l'alliage à refroidir (exemples: placage acier/alliage d'AI, poteyage isolant et réfractaire) avant immersion;
- - dans le cas du refroidissement par aspersion ou pulvérisation, par la différence de l'état de surface entre deux moitiés considérées, l'une d'elle étant revêtue, avant arrosage du produit, d'un enduit peu ou pas conducteur de la chaleur.
- - in the case of cooling by immersion in a cooling medium, by coating approximately half of the external surface with a coating consisting of an insulating product or clearly less conductive of heat than the alloy to be cooled (examples: steel / AI alloy plating, insulating and refractory lining) before immersion;
- - in the case of cooling by sprinkling or spraying, by the difference in the surface state between two halves considered, one of them being coated, before spraying the product, with a coating which is little or not heat conductive .
En particulier, il a été constaté, de façon surprenante, que le refroidissement unilatéral par aspersion ou pulvérisation classique de la moitié de la surface du produit, celle-ci étant préalablement enduite d'un revêtement isolant ou mauvais conducteur de la chaleur, conduisait à des vitesses de refroidissement plus élevées des produits minces que celles de produits non revêtus et ce, sans distorsion notable. Le fluide de refroidissement généralement utilisé est essentiellement constitué d'eau, éventuellement additionnée de certains adjuvants (anticorrosion, anti- moussant, etc...).In particular, it has been found, surprisingly, that the unilateral cooling by conventional spraying or spraying of half of the surface of the product, the latter being previously coated with an insulating coating or poor conductor of heat, leads to higher cooling rates for thin products than for uncoated products without significant distortion. The coolant generally used consists essentially of water, possibly supplemented with certain additives (anti-corrosion, anti-foaming agent, etc.).
Le revêtement peut être effectué à un stade quelconque de la gamme de fabrication, antérieur au refroidissement pourvu que celui-ci reste adhérent et conserve son efficacité au cours de la gamme (par example, le produit peut être revêtu avant le chauffage de mise en solution qui précède la trempe).The coating can be carried out at any stage of the production range, prior to cooling provided that the latter remains adherent and retains its effectiveness during the range (for example, the product can be coated before heating in solution. which precedes quenching).
Il est préférable, dans tous les cas, que l'arrosage se fasse par la partie inférieure des produits, le sens long de ceux-ci étant sensiblement horizontal.It is preferable, in all cases, that the watering be done through the lower part of the products, the long direction thereof being substantially horizontal.
Comme indiqué, le procédé s'applique principalement, mais non exclusivement aux produits métalliques longs (fils, barres, tubes, profilés) ou plats (bandes, tôles, méplats) de relativement faibles dimensions tranversales et d'épaisseurs sensiblement constantes.As indicated, the process applies mainly, but not exclusively, to long metal products (wires, bars, tubes, profiles) or flat (strips, sheets, flat) of relatively small transverse dimensions and of substantially constant thicknesses.
Pour l'AI et les alliages d'aluminium, l'épaisseur des produits plats est, de préférence, inférieure ou égale à 15 mm (ce qui correspond sensiblement à un diamètre de 30 mm pour une barre ronde pleine).For AI and aluminum alloys, the thickness of the flat products is preferably less than or equal to 15 mm (which corresponds substantially to a diameter of 30 mm for a solid round bar).
Pour le cuivre et les alliages de cuivre, l'épaisseur est, de préférence, inférieure ou égale à 35 mm (ou à un diamètre de 70 mm environ).For copper and copper alloys, the thickness is preferably less than or equal to 35 mm (or to a diameter of approximately 70 mm).
Pour les aciers ou les alliages ferreux, l'épaisseur est, de préférence, inférieure ou égale à 8 mm (ou à un diamètre de 15 mm environ).For steels or ferrous alloys, the thickness is preferably less than or equal to 8 mm (or to a diameter of about 15 mm).
On considérera que deux produits ont des sections transversales équivalentes si le rapport surface latérale extérieure/volume est le même.Two products will be considered to have equivalent cross sections if the external lateral surface / volume ratio is the same.
La méthode s'applique particulièrement bien à la trempe des alliages d'AI à haute résistance pour lesquels les caractéristiques d'emploi (résistance mécanique et/ou à la corrosion) ne sont pratiquement pas modifiées par rapport à la trempe classique avec, cependant, des déformations très faibles.The method is particularly applicable to the quenching of high strength AI alloys for which the characteristics of use (mechanical and / or corrosion resistance) are practically not modified compared to conventional quenching with, however, very small deformations.
Lorsque le refroidissement est assuré par pulvérisation ou aspersion à l'aide de buses, il est important que les zones d'impact des jets couvrent l'ensemble de la surface refroidie du produit, soit directement, soit indirectement par ruissellement, rebonds, etc.... Les défits surfaciques d'eau restent inférieurs à 2000 I/min./m2 et, de préférence, 8001/min./m2; les buses sont placées à une distance inférieure à 15 cm de la surface de produit, et la pression d'injection est inférieure à 1,5MPa (15 bars) et, de préférence, 1 MPa (10 bars).When cooling is ensured by spraying or sprinkling using nozzles, it is important that the impact zones of the jets cover the entire cooled surface of the product, either directly or indirectly by trickling, rebounds, etc. ... The surface water deficits remain below 2000 I / min. / M 2 and, preferably, 8001 / min. / M2; the nozzles are placed at a distance of less than 15 cm from the product surface, and the injection pressure is less than 1.5 MPa (15 bars) and preferably 1 MPa (10 bars).
Le procédé suivant l'invention offre, par rapport aux méthodes de refroidissement classiques, les avantages suivants:
- - Produits minces (voir dimensions ci-dessus): absence de distorsions notables ou meilleure planéité (ou rectitude) et contraintes résiduelles faibles après refroidissement même rapide, élimination ou simplification des opérations de planage, dressage ou remise en forme ultérieure (par exemple traction ou compression contrôlées des alliages d'AI avant revenu ou maturation).
- - Pour les produits de dimensions quelconques:
- conservation des propriétés optimales (résistance mécanique, tenue à la corrosion) à l'état d'utilisation:
- diminution des consommations ou volumes de fluide de refroidissement mises en jeu;
- meilleure fiabilité ou répétabilité des opérations de refroidissement
- possibilité de contrôle et de modulation des vitesses de refroidissement des produits.
- - Thin products (see dimensions above): absence of significant distortions or better flatness (or straightness) and low residual stresses after even rapid cooling, elimination or simplification of leveling operations, dressing or subsequent shaping (for example traction or controlled compression of AI alloys before tempering or maturing).
- - For products of any size:
- conservation of optimal properties (mechanical resistance, corrosion resistance) in the state of use:
- reduction in consumption or volumes of cooling fluid involved;
- better reliability or repeatability of cooling operations
- possibility of controlling and modulating product cooling rates.
L'invention sera mieux comprise à l'aide des dessins et exemples suivants:The invention will be better understood using the following drawings and examples:
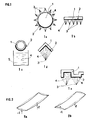
La figure 1 représente une vue en bout de produits (1)
- (a) barre ronde
- (b) tôle
- (c) tube cylindrique
- (d) cornière (côté intérieur)
- (e) profilé quelconque
munis d'un revêtement isolant (2), sur environ la moitié de leur surface extérieure et refroidis soit à l'aide de buses de pulvérisation (3), soit par immersion dans un milieu refroidisseur (4) contenu dans le bac (5).Figure 1 shows an end view of products (1)
- (a) round bar
- (b) sheet metal
- (c) cylindrical tube
- (d) angle iron (interior side)
- (e) any profile
provided with an insulating coating (2), on approximately half of their external surface and cooled either by means of spray nozzles (3), or by immersion in a cooling medium (4) contained in the tank (5) .
La figure 2 représente les caractéristiques de déformation après refroidissement: flèche (f) et tuile (t) d'un produit plat rectangulaire, initialement plan.FIG. 2 represents the characteristics of deformation after cooling: deflection (f) and tile (t) of a rectangular flat product, initially planar.
Trois tôles de dimension 400x400x10 mm en alliages d'aluminium (7075) ont été trempées par immersion verticale dans l'eau froide (20°C) ou chaude (60°C) après mise en solution de 4 h à 470°C en four à air ventilé.Three sheets of 400x400x10 mm in aluminum alloys (7075) were quenched by vertical immersion in cold (20 ° C) or hot (60 ° C) water after dissolving for 4 h at 470 ° C in an oven with ventilated air.
Les tôles A et B, non revêtues, ont été trempées dans des bacs d'eau à des températures respectivement égales à 20°C et 60°C. La tôle (C) a été trempée par immersion dans l'eau à 60°C après décapage des surfaces et revêtement d'une seule grande surface au moyen d'une couche continue isolante de faible effusivité thermique, constituée essentiellement d'un mélange de silicate de sodium en solution dans l'eau, de sulfate de baryum et d'oxyde de titane.The sheets A and B, uncoated, were soaked in water tanks at temperatures respectively equal to 20 ° C and 60 ° C. The sheet (C) was quenched by immersion in water at 60 ° C after pickling the surfaces and coating a single large surface by means of a continuous insulating layer of low thermal effusivity, essentially consisting of a mixture of sodium silicate in solution in water, barium sulphate and titanium oxide.
Le tableau 1 ci-dessous donne les vitesses de trempe mesurées entre 400 et 250°C à 1,5 mm sous chaque surface au moyen de thermocouples placés au centre des grandes faces des tôles ainsi que les déformations macroscopiques mesurées après trempe (flèche maximum le long de l'axe horizontal - tuile maximum le long de l'axe vertical des tôles), et les caractéristiques mécaniques de traction longitudinales à mi-épaisseur au centre des tôles, mesurées après revenu à l'état T6 (24 h à 120°C). On constate, en particulier, que la tôle (C) trempée selon l'invention par refroidissement dissymétrique, est dotée à la fois des caractéristiques mécaniques de traction équivalentes à celles des tôles trempées le plus rapidement de façon symétrique dans l'eau froide (pratique actuelle) et de déformation de trempe nettement plus faibles que les autres tôles y compris la tôle (B) trempée symétriquement avec des vitesses de refroidissement pourtant relativement lentes.Table 1 below gives the quenching rates measured between 400 and 250 ° C at 1.5 mm under each surface by means of thermocouples placed in the center of the large faces of the sheets as well as the macroscopic deformations measured after quenching (maximum arrow the along the horizontal axis - maximum tile along the vertical axis of the sheets), and the mechanical longitudinal tensile characteristics at mid-thickness in the center of the sheets, measured after tempering in the T6 state (24 h at 120 ° VS). It is noted, in particular, that the sheet (C) quenched according to the invention by asymmetric cooling, is provided with both ca mechanical tensile properties equivalent to those of sheets most rapidly symmetrically hardened in cold water (current practice) and hardening deformation significantly lower than other sheets including sheet (B) symmetrically hardened with speeds of yet relatively slow cooling.

Des tôles minces de dimension 630x350x2 mm (épaisseur totale) en alliages d'aluminium (7475) plaquées de 70 µm d'alliage d'aluminium (7072) sur chaque face, ont été trempées après mise en solution de 30 minutes à 475°C, soit par immersion verticale dans un bac d'eau à 18°C selon la pratique habituelle, soit par pulvérisation d'eau à 18°C sur la seule surface inférieure horizontale statique d'une tôle revêtue sur sa seule surface intérieure d'une couche constituée du même revêtement à base de silicate de sodium que dans l'exemple n° 1.Thin sheets of dimension 630x350x2 mm (total thickness) made of aluminum alloys (7475) plated with 70 µm aluminum alloy (7072) on each side, were quenched after dissolving for 30 minutes at 475 ° C , either by vertical immersion in a water tank at 18 ° C according to the usual practice, or by spraying water at 18 ° C on the only static horizontal lower surface of a sheet coated on its only inner surface with a layer consisting of the same coating based on sodium silicate as in Example 1.
La pulvérisation était assurée sur toute la surface inférieure horizontale des tôles par des buses à jets adjacents à cône plein, d'angle environ 60°, délivrant un débit surfacique de 1451/ min./m2 sous une pression de 3 bars (0,3 MPa).Spraying was provided over the entire lower horizontal surface of the sheets by adjacent jets with solid cone jets, with an angle of about 60 °, delivering a surface flow of 1451 / min./m 2 under a pressure of 3 bars (0, 3 MPa).
Le tableau Il ci-dessous donne les déformations des tôles après trempe, la conductivité électrique superficielle des tôles cinq jours après trempe (qui est d'autant plus basse à l'état trempé-mûri que la trempe est plus rapide), la vitesse de refroidissement moyenne des tôles dans l'intervalle critique de trempe (400-250°C) et les caractéristiques mécaniques sur éprouvettes de traction traitées par revenu à l'état - T76 (6 h à 107°C + 16 h à 160°C) après décapage du revêtement et traction contrôlée des tôles avant revenu.

On constate que les tôles trempées suivant l'invention présentent des déformations résiduelles notablement plus faibles que celles obtenues par trempe symétrique, tout en conservant des propriétés mécaniques sensiblement égales et bien que les débits surfaciques utilisés ici soient relativement faibles.It is found that the quenched sheets according to the invention have significantly lower residual deformations than those obtained by symmetrical quenching, while retaining substantially equal mechanical properties and although the surface flow rates used here are relatively low.
Nous avons trempé, par pulvérisation horizontale au défilé ou en statique, des tôles de dimension 650x350x4 mm en alliage d'aluminium (2024) après mise en solution de 30 minutes à 495°C en four à air ventilé.We have dipped, by horizontal spraying on parade or static, sheets of dimension 650x350x4 mm in aluminum alloy (2024) after dissolving for 30 minutes at 495 ° C in a ventilated air oven.
L'installation de trempe comportait une fenêtre de trempe longue de 700 mm, constituée de rampes de pulvérisation situées de part et d'autre d'un chariot destiné à supporter et translater les tôles avec une vitesse de passage modulable, de façon à simuler la trempe horizontale au défilé en sortie de four à passage. Les buses de pulvérisation étaient constituées de pulvérisateurs en jets à cône plein, d'angle 60°, alimentés par un débit d'eau à 15°C pressurisée à 6,5 bars. Une tôle a été trempée par pulvérisation symétrique sur les deux faces non revêtues, selon la pratique habituelle. Les autres tôles ont été trempées par pulvérisation unilatérale horizontale sur la face inférieure avec le même débit surfacique avec poteyage de la surface à arroser par un revêtement isolant à base de silicate de sodium.The quenching installation included a 700 mm long quenching window, made up of spraying booms situated on either side of a carriage intended to support and translate the sheets with a modular passage speed, so as to simulate the horizontal quenching at the parade in passage oven outlet. The spray nozzles consisted of sprayers in full cone jets, angle 60 °, supplied with a flow of water at 15 ° C pressurized to 6.5 bars. A sheet was quenched by symmetrical spraying on the two uncoated faces, according to usual practice. The other sheets were quenched by horizontal unilateral spraying on the underside with the same surface flow with coating of the surface to be sprayed with an insulating coating based on sodium silicate.
Le tableau III ci-dessous donne les conditions d'essai, les vitesses de refroidissement moyennes mesurées entre 400 et 250°C par thermocouples au centre des tôles, les déformations des tôles après trempe (flèche longitudinale - tuile transversale) ainsi que la sensibilité à la corrosion intergranulaire des tôles trempées et débarrassées du revêtement évaluée d'après le test d'immersion en solution de chlorure de sodium et d'eau distillée selon la norme AIR 9048.

On constate que la trempe dissymétrique au défilé de la tôle revêtue selon l'invention améliore à la fois les vitesses de trempe (x2 environ) et la résistance à la corrosion intergranulaire de l'alliage ainsi que la planéité des tôles tout en augmentant la productivité de l'installation (x 3) et en diminuant les consommations d'eau nécessaires (: 2 environ) par rapport à la trempe symétrique des tôles nues.It can be seen that the asymmetrical quenching of the coated sheet metal according to the invention improves both the quenching rates (approximately x2) and the resistance to intergranular corrosion of the alloy as well as the flatness of the sheets while increasing the productivity of the installation (x 3) and by reducing the necessary water consumption (: 2 approximately) compared to the symmetrical quenching of bare sheets.
Nous avons trempé par pulvérisation mécanique au défilé à 25 cm/s, après mise en solution de 1 h à 500°C, des cornières de section 50x50x5 mm et de longueur 600 mm en alliage d'aluminium (6061).We quenched by mechanical spraying at a pass at 25 cm / s, after dissolving for 1 hour at 500 ° C, angles of section 50x50x5 mm and length 600 mm made of aluminum alloy (6061).
Deux cornières ont été trempées à l'eau à 18°C, soit par pulvérisation symétrique (sur les deux faces) ou unilatérale (sur leur face inférieure) au moyen de rampes de pulvérisation longitudinales à buses distantes de 100 mm du sommet des cornières, de façon à refroidir directement l'ensemble de la cornière par les deux faces ou par la face inférieure seule, revêtue préalablement d'une couche uniforme de silicate de sodium (Na,0:3,3SiO.) en solution dans l'eau à densité 1,08 (voir figure 1 d).Two angles were soaked in water at 18 ° C, either by symmetrical spraying (on both sides) or unilateral (on their underside) by means of longitudinal spray bars with nozzles 100 mm apart from the top of the angles, so as to directly cool the entire angle iron from both sides or from the underside alone, previously coated with a uniform layer of sodium silicate (Na, 0: 3.3 SiO.) in solution in water at density 1.08 (see Figure 1 d).
Les buses donnaient des jets à cône plein, d'angle 60°, avec un débit surfacique de 5801/ min./m2 sous une pression d'eau de 6 bars (0,6 M Pa).The nozzles gave jets with a full cone, angle 60 °, with a surface flow of 5801 / min./m 2 under a water pressure of 6 bars (0.6 M Pa).
Le tableau IV ci-après donne les conditions d'essais ainsi que les vitesses de refroidissement et les déformations longitudinales moyennes (flèches) après trempe. Les résultats montrent que la cornière trempée par pulvérisation unilatérale sur la surface revêtue selon l'invention, présente un meilleur compromis vitesse de refroidissement-rectitude que les cornières refroidies par refroidissement symétrique classique par pulvérisation au défilé ou par immersion.Table IV below gives the test conditions as well as the cooling rates and the average longitudinal deformations (arrows) after quenching. The results show that the angle iron quenched by unilateral spraying on the coated surface according to the invention has a better compromise between cooling speed and straightness than the angle angles cooled by conventional symmetrical cooling by spraying in the stream or by immersion.
Le revêtement et la trempe unilatérale permettent d'augmenter notablement la productivité (x 3) avec des déformations de trempe acceptables.

Claims (11)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83420053T ATE21268T1 (en) | 1982-03-25 | 1983-03-24 | METHOD OF COOLING WITH LOW DEFORMATION OF METALLURGICAL ARTICLES. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8205682A FR2524001B1 (en) | 1982-03-25 | 1982-03-25 | COOLING PROCESS MINIMIZING DEFORMATION OF METALLURGICAL PRODUCTS |
| FR8205682 | 1982-03-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0090749A1 EP0090749A1 (en) | 1983-10-05 |
| EP0090749B1 true EP0090749B1 (en) | 1986-08-06 |
Family
ID=9272663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83420053A Expired EP0090749B1 (en) | 1982-03-25 | 1983-03-24 | Process for cooling metallurgical workpieces with minimized deformation |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0090749B1 (en) |
| AT (1) | ATE21268T1 (en) |
| DE (1) | DE3365078D1 (en) |
| ES (1) | ES520920A0 (en) |
| FR (1) | FR2524001B1 (en) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD242428B1 (en) * | 1985-08-19 | 1988-06-29 | Ve Kom Forsttechnik Waren Stam | METHOD AND DEVICE FOR HOLLOWING STEEL SHAFTS |
| AT391882B (en) * | 1987-08-31 | 1990-12-10 | Boehler Gmbh | METHOD FOR HEAT TREATING ALPHA / BETA TI ALLOYS AND USE OF A SPRAYING DEVICE FOR CARRYING OUT THE METHOD |
| FR2680522A1 (en) * | 1991-08-21 | 1993-02-26 | Snecma | Process for heat treatment of articles made of superalloys with installation of a heat barrier before quenching |
| FR2848480B1 (en) | 2002-12-17 | 2005-01-21 | Pechiney Rhenalu | METHOD OF MANUFACTURING STRUCTURAL ELEMENTS BY MACHINING THICK TOLES |
| CN100415902C (en) * | 2006-08-03 | 2008-09-03 | 上海交通大学 | Method of improving steel object surface hardness using carbon distribution |
| CN104998906A (en) * | 2015-06-17 | 2015-10-28 | 铜陵市大明玛钢有限责任公司 | Surface washing method for forged steel cold rolling roller |
| RU2735698C1 (en) * | 2019-10-10 | 2020-11-06 | Виктор Леонидович Князьков | Method of electroarc hardening of steel products |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB358785A (en) * | 1929-12-18 | 1931-10-15 | Fried. Krupp Aktiengesellschaft Friedrich-Alfred-Huette | |
| FR698201A (en) * | 1930-06-30 | 1931-01-28 | Berliner Hartepulver Ges M B H | Protective layer to coat specific points of metals to be quenched |
| DE955042C (en) * | 1953-08-02 | 1956-12-27 | Friedrichshuette Ag | Method and device for cooling hot-rolled, flat rolling stock |
| BE648850A (en) * | 1963-06-04 | |||
| FR1430702A (en) * | 1964-04-22 | 1966-03-04 | United Eng Foundry Co | Method and apparatus for cooling products |
| JPS4927923B1 (en) * | 1968-03-19 | 1974-07-22 | ||
| JPS5318162B2 (en) * | 1973-06-08 | 1978-06-13 | ||
| DE2447019C3 (en) * | 1974-10-02 | 1978-11-16 | Stahlwerke Roechling - Burbach Gmbh, 6620 Voelklingen | Process for cooling rolled profiles |
-
1982
- 1982-03-25 FR FR8205682A patent/FR2524001B1/en not_active Expired
-
1983
- 1983-03-24 AT AT83420053T patent/ATE21268T1/en not_active IP Right Cessation
- 1983-03-24 DE DE8383420053T patent/DE3365078D1/en not_active Expired
- 1983-03-24 ES ES520920A patent/ES520920A0/en active Granted
- 1983-03-24 EP EP83420053A patent/EP0090749B1/en not_active Expired
Non-Patent Citations (2)
| Title |
|---|
| Int. J. Multiphase Flow, vol. 2 (1975), p. 183-190 * |
| Mem. Scient. Rev. Métallurgie LXVIII, no. 6 (1971) p. 391-400 * |
Also Published As
| Publication number | Publication date |
|---|---|
| ES8402356A1 (en) | 1984-01-16 |
| EP0090749A1 (en) | 1983-10-05 |
| DE3365078D1 (en) | 1986-09-11 |
| FR2524001B1 (en) | 1987-02-20 |
| ATE21268T1 (en) | 1986-08-15 |
| ES520920A0 (en) | 1984-01-16 |
| FR2524001A1 (en) | 1983-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0090749B1 (en) | Process for cooling metallurgical workpieces with minimized deformation | |
| JP5551736B2 (en) | Equipment for curing rails | |
| CH629410A5 (en) | METHOD FOR MANUFACTURING A COMPOSITE STRIP BY PLATING. | |
| CN102189370B (en) | Cold spray repairing method for crystallizer copper plate | |
| EP2302102B1 (en) | Pickling method for steel plates | |
| KR100481571B1 (en) | Water cooling method of steel strip and water cooling tank | |
| EP0796685A1 (en) | Process and apparatus for continuously casting a strand of inoxidable austenitic steel on a moving wall or in between two moving walls whose surfaces are grooved | |
| KR20130026468A (en) | Repairing methods for slab of the continuous casting machine mold by using of the laser and its productions | |
| EP0502986B1 (en) | Continuous rail production | |
| CN111438212A (en) | Preparation method of rapid extrusion hard aluminum alloy section | |
| EP0108436A1 (en) | Rail making process and rails so produced | |
| KR100650562B1 (en) | A method and apparatus of producing high manganese at twin-roll strip casting | |
| JP2003275852A (en) | Method and apparatus for continuously casting steel | |
| CN115464333B (en) | TA18 titanium bicycle frame seamless welded pipe and production process | |
| KR102713962B1 (en) | Method for manufacturing aluminum tube using 3-axis rolls | |
| JPH11320060A (en) | Method for continuous light reduction rolling for cast slab of billet and equipment therefor | |
| CN118668045B (en) | High-chromium cast iron reinforced carbon steel wear-resistant composite material and preparation method thereof | |
| US6308392B1 (en) | Brittle wire manufacturing method and apparatus | |
| CN108568610A (en) | The method and its welding method of welded steel performance are improved using water jet | |
| CN102328186A (en) | Production method of steel tube | |
| CN207170522U (en) | H profile steel tandem mill provided with blast injection device | |
| CN113478169A (en) | Welding repair method for heat-treatable strengthened aluminum alloy cracks | |
| RU2092257C1 (en) | Method of flow production of spring steel rod and subsequently working it | |
| JP3356094B2 (en) | Manufacturing method of round billet slab by continuous casting | |
| CN113373284A (en) | Mold surface strengthening treatment process and system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI NL SE Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19840120 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CEGEDUR SOCIETE DE TRANSFORMATION DE L'ALUMINIUM P |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 21268 Country of ref document: AT Date of ref document: 19860815 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3365078 Country of ref document: DE Date of ref document: 19860911 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Free format text: 5204,PAGE 3645 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19910331 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920215 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920217 Year of fee payment: 10 Ref country code: CH Payment date: 19920217 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920218 Year of fee payment: 10 Ref country code: AT Payment date: 19920218 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19920320 Year of fee payment: 10 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19921001 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930324 Ref country code: AT Effective date: 19930324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19930331 Ref country code: CH Effective date: 19930331 Ref country code: BE Effective date: 19930331 |
|
| BERE | Be: lapsed |
Owner name: CEGEDUR SOCIETE DE TRANSFORMATION DE L'ALUMINIUM P Effective date: 19930331 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930324 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19931201 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 83420053.7 Effective date: 19931008 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960321 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971128 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |