EP0082627B1 - An improved fluid permeable porous electric heating element - Google Patents
An improved fluid permeable porous electric heating element Download PDFInfo
- Publication number
- EP0082627B1 EP0082627B1 EP82306494A EP82306494A EP0082627B1 EP 0082627 B1 EP0082627 B1 EP 0082627B1 EP 82306494 A EP82306494 A EP 82306494A EP 82306494 A EP82306494 A EP 82306494A EP 0082627 B1 EP0082627 B1 EP 0082627B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- coating
- heating element
- carbon
- fibres
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 239000012530 fluid Substances 0.000 title claims description 19
- 238000005485 electric heating Methods 0.000 title claims description 13
- 238000010438 heat treatment Methods 0.000 claims description 56
- 238000000576 coating method Methods 0.000 claims description 54
- 239000011248 coating agent Substances 0.000 claims description 45
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 31
- 229910052799 carbon Inorganic materials 0.000 claims description 30
- 238000000034 method Methods 0.000 claims description 16
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 13
- 229910052710 silicon Inorganic materials 0.000 claims description 13
- 239000010703 silicon Substances 0.000 claims description 13
- 230000008569 process Effects 0.000 claims description 12
- 239000000835 fiber Substances 0.000 claims description 8
- 239000004020 conductor Substances 0.000 claims description 4
- 238000000354 decomposition reaction Methods 0.000 claims description 3
- 239000007833 carbon precursor Substances 0.000 description 28
- 239000000463 material Substances 0.000 description 24
- 239000007789 gas Substances 0.000 description 20
- 230000003647 oxidation Effects 0.000 description 13
- 238000007254 oxidation reaction Methods 0.000 description 13
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 8
- 238000003763 carbonization Methods 0.000 description 7
- 239000002019 doping agent Substances 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- XYFCBTPGUUZFHI-UHFFFAOYSA-N Phosphine Chemical compound P XYFCBTPGUUZFHI-UHFFFAOYSA-N 0.000 description 6
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 6
- 229910052698 phosphorus Inorganic materials 0.000 description 6
- 239000011574 phosphorus Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 239000002243 precursor Substances 0.000 description 5
- 229910052786 argon Inorganic materials 0.000 description 4
- 238000000151 deposition Methods 0.000 description 4
- 230000008021 deposition Effects 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 4
- 229910010271 silicon carbide Inorganic materials 0.000 description 4
- 239000000377 silicon dioxide Substances 0.000 description 4
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 3
- 229910052785 arsenic Inorganic materials 0.000 description 3
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 229910000073 phosphorus hydride Inorganic materials 0.000 description 3
- 239000000376 reactant Substances 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- 230000000717 retained effect Effects 0.000 description 3
- 229910000077 silane Inorganic materials 0.000 description 3
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 238000005137 deposition process Methods 0.000 description 2
- YBMRDBCBODYGJE-UHFFFAOYSA-N germanium dioxide Chemical compound O=[Ge]=O YBMRDBCBODYGJE-UHFFFAOYSA-N 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005234 chemical deposition Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000010849 ion bombardment Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- -1 silane Chemical compound 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24H—FLUID HEATERS, e.g. WATER OR AIR HEATERS, HAVING HEAT-GENERATING MEANS, e.g. HEAT PUMPS, IN GENERAL
- F24H1/00—Water heaters, e.g. boilers, continuous-flow heaters or water-storage heaters
- F24H1/10—Continuous-flow heaters, i.e. heaters in which heat is generated only while the water is flowing, e.g. with direct contact of the water with the heating medium
- F24H1/101—Continuous-flow heaters, i.e. heaters in which heat is generated only while the water is flowing, e.g. with direct contact of the water with the heating medium using electric energy supply
- F24H1/102—Continuous-flow heaters, i.e. heaters in which heat is generated only while the water is flowing, e.g. with direct contact of the water with the heating medium using electric energy supply with resistance
- F24H1/103—Continuous-flow heaters, i.e. heaters in which heat is generated only while the water is flowing, e.g. with direct contact of the water with the heating medium using electric energy supply with resistance with bare resistances in direct contact with the fluid
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/10—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor
- H05B3/12—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material
- H05B3/14—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material the material being non-metallic
- H05B3/148—Silicon, e.g. silicon carbide, magnesium silicide, heating transistors or diodes
Definitions
- This invention relates to a fluid permeable, fibrous electric heating element.
- a desired resistivity of the element may be achieved by coating the carbon fibers with a layer of carbon of lower resistivity than that of the fibres, the coating layer being applied by plasma activated vapour deposition (PAVD).
- PAVD plasma activated vapour deposition
- the carbon fibres may be coated by PAVD with silicon carbide and the carbon fibres then removed by oxidation to leave tubular silicon carbide fibres.
- the silicon carbide may then be subjected to a heat treatment at a temperature between 1200 and 1900°C to achieve a desired resistivity.
- the two types of heating element so produced are of substantially uniform chemical nature, consisting entirely of carbon in the first case, and silicon carbide in the second case.
- the invention provides a fluid permeable electric heating element comprising fibres of carbon in a random arrangement, the carbon fibres being joined together by carbon at points of contact to form a self-supporting body, and characterised by a layer of an electrically conducting material consisting principally of free silicon coating the carbon fibre body.
- the coating desirably includes a dopant material for modifying its electrical resistivity, for example phosphorus, arsenic or nitrogen.
- heating elements as defined above; and also describes heating elements from which the carbon fibres have been removed by oxidation to leave tubular fibres of silicon.
- the present invention relates to the former type of heating element.
- the invention also provides a process for making a fluid permeable, electric heating element, the process comprising forming a permeable body consisting of carbon fibres in a random arrangement and joined together at points of contact to form a self-supporting body, and characterised by coating the carbon fibre body by decomposition of a silicon-containing gas so as to provide a coating on the fibres consisting principally of free silicon, and then heating the coated carbon fibre body at about 600°C to 1400°C so as to provide a desired electrical resistivity of the element.
- the heating element of the invention may be used for example in a heat transfer system comprising a circuit adapted to contain a fluid, a heating element of the invention extending in a part of the circuit, and a heat transfer portion of the circuit for transferring heat from the fluid.
- the heat transfer portion may comprise a portion of a device for heating a material such for example as, a plastics material, a metal, paper, a textile, or a chemical substance.
- porous carbon fibre electric heating elements Examples of porous carbon fibre electric heating elements and their method of manufacture are described in British Patent Specification Nos. 1466240 (United States Patent No. 3943330), 1503644, and 1600253 (United States Patent No. 4257157), which may be referred to for further details.
- a fluid either a gas or a liquid
- a closed loop fluid circulating system to transfer this heat to other fluids or plant in a heat exchange system.
- a particular example is the use of a heated liquid (e.g. oil or water) for the purpose of controlling the temperature of moulds, dies, extruders and calenders used in the plastics industry.
- a heated liquid e.g. oil or water
- immersion electric elements of the metal sheathed type have been used, the heat generated in these elements being transferred by conduction through the metal sheath wall to the surrounding liquid which flows past the element.
- the heat transfer coefficient which can be used with this type of element if oil breakdown or element burnout is to be avoided, e.g. 1-20 watts/cm2 of the element surface area. This factor exerts a consequent effect on the metal sheath size, and the size and weight of the heating system especially at high power ratings.
- the response of such units to a requirement for a change in the rate of heat transfer to the fluid is comparatively slow due to the appreciable heat capacity of the heating element itself, to the need to limit the element centre temperature to avoid melting the electrical conductor, and to the need to avoid high surface temperatures of the element sheath.
- This slow response can have a controlling influence on production cycle times when such temperature control units are used to heat moulds and dies in a production run of identical components.
- the invention largely overcomes these limitations by providing a fluid permeable fibrous electric heating element which may be used to replace such a sheathed metal element.
- a fluid can be circulated through the body of the permeable heating element instead of over the external surface only. Power densities exceeding 1 kW/cm 3 of heating element material can then be attained, and this leads not only to a reduction in size and weight of a heating unit for a given duty but also a decrease in the response time such that the system can react virtually instantaneously to a demand for a large step increase in the heat generated and transferred to the circulating fluid.
- a suitable permeable heating element might have a voidage of 50-98% and a bulk density of 50-750 kg/m 3 , and consist of a matrix of fibres of a diameter in the range 5-300 microns and a coating thickness in the range 1-30 microns, a preferred range being 4-20 microns, the space between the fibres providing the voidage.
- a thermal barrier/dispenser may be used in conjunction with the heating element to produce a uniform fluid flow (see U.K. Patent No. 1 466 240), especially where there is a hydrostatic pressure head variation over the heating element entry surface.
- the heating element may have a predetermined electrical resistivity at a particular temperature, and a particular temperature coefficient of resistance, and may be suitable for mains voltage operation without the need for a transformer.
- the porous electric heating element may be made from a precursor in the form of a permeable fibrous carbon electric heating element comprising carbon fibres, made for example as described in the aforementioned patent Specifications, and coated with material conveniently applied by a plasma assisted deposition process (hereinafter referred to as PAVD).
- PAVD plasma assisted deposition process
- the electrical properties of this deposited material, which may be modified after deposition by appropriate heat treatments may largely determine the electrical operating characteristics of the porous electric heating element.
- the permeable fibrous carbon precursor on which the material is deposited by the PAVD process may be retained, or may be removed from beneath the deposited material by means of an oxidation process.
- a plasma is used as a medium for chemical reaction, and deposition of a coating on a substrate is achieved through the decomposition of a gas in an electrically-induced plasma.
- An example of the plasma assisted deposition process is described in British Patent Specification No. 2056829A, and related techniques are disclosed in the paper "Codeposition of Glassy Silica and Germania inside a Tube by Plasma Activated CVD" by D. Kuppers et al, Journal of the Electrochemical Society Vol. 123 No. 7 pages 1079-1082 July 1976.
- a fibrous carbon permeable heating element 200 is supported horizontally by an alumina tube 201 inside the central region along the bore of a cylindrical silica tube 202 having enlarged ends 204, 205, the alumina tube 201 extending axially inside the silica tube 202 from an end cap 203 which closes the enlarged end 204.
- An outlet pipe 206 from the enlarged end 204 is connected through a vacuum-type valve 208 to a vacuum pump 209.
- the other enlarged end 205 is closed by an inlet end cap 210 which has a feed pipe 212 to a mercury pressure gauge 214, and an inlet 216 connected to a manifold 218 fed by gas supply lines 220, 222, and 224 each controlled by a respective valve 221, 223, and 225.
- a silica vessel 226 of annular form is movable along the outside of the tube 202 and is shown surrounding the central region of the tube 202.
- the vessel 226 supports an electrically isolated susceptor 228 (e.g. graphite), and is evacuated down to about 1 to 10 Torr through a vacuum valve 230 by B'vacuum pump 232.
- the vessel 226 is itself surrounded by a helical water-cooled copper coil 236 having eight turns and which is coupled to a high frequency power supply 238 for working in the frequency range of 10 4- 10 8 Hertz.
- Earth connections 240, 241, 242 are made to the heating element 200, the end cap 203, and the enlarged end 204 respectively.
- the high frequency generator 238 is similarly earthed by a connection 246. It may in some instances be advantageous to bias the connection 240 positively or negatively to earth and to connect the element 200 to the connection 240 by a metallic conductor strip (not shown).
- the tube 202 is evacuated down to about 1-10- 2 Torr by the vacuum pump 209, and then filled with argon through the gas supply line 220 to a vacuum pressure inside the tube 202 of between 10- z- 100 Torr.
- the high frequency power supply 238 is energised typically at an anode voltage of 1-4 kV and 4 ⁇ 10 5 Hertz, and a plasma is created about the carbon precursor 200 whilst the susceptor 228 is heated by electrical induction and heats the carbon precursor 200.
- the selected reactant gas or gases are introduced through the appropriate gas supply lines 222 and/or 224 into the tube 202, and the pressure inside the tube 202 maintained in the range 10- 1 to 100 Torr by adjustment of the appropriate valve 223, 225 and use of the vacuum valve 208 and the vacuum pump 209.
- a coating of the selected material is now applied to the surfaces of the fibres of the carbon precursor 200 by the reactant gases, and the thickness of the material deposited is proportional to time. For example a coating of 1 to 20 11m might be deposited in about 24 hours.
- valves 221, 223, and 225 are then closed, the high frequency power supply 238 switched off, whilst the tube 202 continues to be evacuated by the vacuum pump 209 to allow the coated element 200 to cool under vacuum conditions (e.g. 10- 2 Torr), after which the coated precursor 200 is removed from the tube 202.
- vacuum conditions e.g. 10- 2 Torr
- the original fibrous carbon precursor 200 on which the coating has been deposited may either be retained, or removed by a heat treatment comprising oxidation in air at a temperature above 300°C so that a structure of tubular fibres of the deposited material remains.
- a suitable heat treatment may be used to adjust the electrical conductivity and temperature coefficient of resistance of the deposited material to desired values.
- this heat treatment must be carried out in an inert environment since it would normally take place above the carbon oxidation threshold temperature of about 300°C.
- this heat treatment may be effected before or after the carbon precursor is removed, or simultaneously with removal.
- the coating of the fibrous carbon precursor 200 may be performed in the apparatus of the drawing using a gas containing silicon e.g. silane, as the reactant gas to deposit a coating containing silicon on the fibrous carbon element 200.
- a gas containing silicon e.g. silane
- Phosphine gas may be used as a dopant together with the silane if desired to assist in modifying the coating's electrical conductivity by co-depositing phosphorus with silicon in the coating.
- Other suitable dopants may be aluminium, or boron, or arsenic, or nitrogen, or oxygen, the purpose of the dopant being to increase the electrical conductivity of the deposited material by providing an electron donor or acceptor material, so that the final desired electrical resistivity of the heating element can be obtained at lower heat treatment temperatures than would otherwise be required.
- the heat treatment of the coating to modify its electrical resistivity is normally carried out at 800°-1400°C to achieve a particular resistivity of the deposited coating at a selected temperature.
- phosphine gas as a dopant allows the heat treatment temperature to achieve a particular coating resistivity to be reduced to about 600-1100°C.
- the fibrous carbon precursor is placed in the tube 202 and the tube 202 subsequently evacuated down to a vacuum pressure of about 10- 2 Torr.
- Argon is admitted through the gas supply line 220 to a vacuum pressure inside the tube 202 of about 1.0 Torr.
- the high frqeuency generator 238 is subsequently energised, and after about one hour, the silane gas to deposit the silicon is introduced into tube 202 through the gas supply line 222, and a mixture of phosphine/argon is introduced into the tube 202 through the gas supply line 224, the vacuum pressure inside the tube 202 being maintained at about 0.9 Torr.
- a suitable time interval e.g.
- the valves 221, 223 and 225 are closed, the tube 202 evacuated to about 10- 2 Torr and the high frequency generator 238 switched off to allow the coated precursor to cool under vacuum conditions.
- the coated precursor is subsequently removed from the tube 202 and cut into appropriate lengths prior to oxidation to remove the fibrous carbon precursor and/or such further heat treatment as may be required to modify the electrical resistivity of the coating.
- An oxidation process to remove the fibrous carbon precursor may be carried out at any convenient temperature above about 300°C, but the time taken to oxidise the carbon can be reduced by increasing the oxidation temperature. Too high an oxidation temperature may however have an effect on the electrical properties of the coating which is not desired, and this possibility arises as a result of the nature of the material deposited during the PAVD coating process.
- Heat treatment of the deposited material changes the electrical properties of the coating to a degree which is influenced by the heat treatment temperature and time.
- heat treat in an inert atmosphere at a relatively high temperature to obtain a selected resistivity, and to follow this by oxidation at a lower temperature, or to oxidise at a relatively low temperature and to follow this process with one or more heat treatment stages in an inert or oxidising atmosphere to adjust the coating resistivity to the desired value.
- the heat treatment time and temperature to produce a required coating resistivity depend not only on the PAVD coating parameters, for example the gas composition and flow rates and RF conditions, but also on the electrical properties of the carbon precursor on which the coating is deposited.
- the electrical resistivity of the fibrous carbon precursor during the coating process is a function not only of the carbonisation temperature of the carbon precursor but also of the RF field conditions through its effect on the temperature of the carbon precursor during the coating process. It has been found that the composition of the material deposited during the coating process and its electrical properties is influenced by both the RF field voltage and the carbonisation temperature to which the carbon precursor was subjected, and that the heat treatment procedure required to obtain a particular electrical resistivity of the deposited material depends on its composition.
- Removing the phosphorus from the coating gases and substituting arsenic or boron for phosphorus also changes the composition of the material deposited and affects the heat treatment process required to attain a particular resistivity.
- the temperature coefficient of resistance (TCR) of the element may become of importance.
- TCR temperature coefficient of resistance
- the permeable electric heating elements may be of alternative shapes or sizes to those aforedescribed, and may be used to heat either a gas or a liquid. It will be understood that where the carbon fibres in the fibrous carbon precursor are contiguous, the coatings about the fibres may merge together at these positions of contiguity. Hence if the coated precursor is oxidised, the tubular fibres that remain may be integral with closely adjacent tubular fibres at the positions of contiguity. Otherwise the coating material deposited substantially replicates the geometry and fibre distribution pattern of the original fibrous carbon precursor.
- the fibrous carbon precursor need not be removed, but may be allowed to remain in situ during any heat treatment of the coating which should then be carried out in an inert atmosphere.
- the electrical resistivity of the heating element would then be a combination of the resistivity of the fibrous carbon precursor and the selected resistivity of the coating.
- the electrical resistivity of the coating may be the same or greater than that of the carbon precursor, but in some cases it may be desirable that the electrical resistivity of the heating element is determined mainly by the coating, so that under operating conditions the coating carries the majority of the electric current.
- the electrical resistivity of the fibrous carbon precursor should, therefore, be substantially greater than the electrical resistivity of the coating after the final heat treatment to adjust the electrical resistivity of the coating has been completed.
- a relatively high electrical resistivity of the fibrous carbon precursor may be achieved by selecting a relatively low carbonisation temperature, e.g. below about 800°C, and this implies that the PAVD coating parameters must be selected so as to ensure that the heat treatment required to achieve a desired coating resistivity may be carried out at a temperature which is preferably below the carbonisation temperature of the fibrous carbon precursor.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Resistance Heating (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Description
- This invention relates to a fluid permeable, fibrous electric heating element.
- It is known from UK patent specification GB 2 056 829A to make a fluid permeable electric heating element from a permeable body of carbon fibres in a random arrangement and joined together by carbon at points of contact, this fibrous body being produced by carbonisation of an acrylic-fibre felt-like material. A desired resistivity of the element may be achieved by coating the carbon fibers with a layer of carbon of lower resistivity than that of the fibres, the coating layer being applied by plasma activated vapour deposition (PAVD). Alternatively the carbon fibres may be coated by PAVD with silicon carbide and the carbon fibres then removed by oxidation to leave tubular silicon carbide fibres. The silicon carbide may then be subjected to a heat treatment at a temperature between 1200 and 1900°C to achieve a desired resistivity. The two types of heating element so produced are of substantially uniform chemical nature, consisting entirely of carbon in the first case, and silicon carbide in the second case.
- The invention provides a fluid permeable electric heating element comprising fibres of carbon in a random arrangement, the carbon fibres being joined together by carbon at points of contact to form a self-supporting body, and characterised by a layer of an electrically conducting material consisting principally of free silicon coating the carbon fibre body.
- The coating desirably includes a dopant material for modifying its electrical resistivity, for example phosphorus, arsenic or nitrogen.
- The following description describes heating elements as defined above; and also describes heating elements from which the carbon fibres have been removed by oxidation to leave tubular fibres of silicon. The present invention relates to the former type of heating element.
- The invention also provides a process for making a fluid permeable, electric heating element, the process comprising forming a permeable body consisting of carbon fibres in a random arrangement and joined together at points of contact to form a self-supporting body, and characterised by coating the carbon fibre body by decomposition of a silicon-containing gas so as to provide a coating on the fibres consisting principally of free silicon, and then heating the coated carbon fibre body at about 600°C to 1400°C so as to provide a desired electrical resistivity of the element.
- The heating element of the invention may be used for example in a heat transfer system comprising a circuit adapted to contain a fluid, a heating element of the invention extending in a part of the circuit, and a heat transfer portion of the circuit for transferring heat from the fluid. The heat transfer portion may comprise a portion of a device for heating a material such for example as, a plastics material, a metal, paper, a textile, or a chemical substance.
- Examples of porous carbon fibre electric heating elements and their method of manufacture are described in British Patent Specification Nos. 1466240 (United States Patent No. 3943330), 1503644, and 1600253 (United States Patent No. 4257157), which may be referred to for further details.
- It is frequently necessary to heat a fluid, either a gas or a liquid, electrically and to utilise a closed loop fluid circulating system to transfer this heat to other fluids or plant in a heat exchange system. A particular example is the use of a heated liquid (e.g. oil or water) for the purpose of controlling the temperature of moulds, dies, extruders and calenders used in the plastics industry. In existing designs of such temperature control units immersion electric elements of the metal sheathed type have been used, the heat generated in these elements being transferred by conduction through the metal sheath wall to the surrounding liquid which flows past the element. There is a limit to the heat transfer coefficient which can be used with this type of element if oil breakdown or element burnout is to be avoided, e.g. 1-20 watts/cm2 of the element surface area. This factor exerts a consequent effect on the metal sheath size, and the size and weight of the heating system especially at high power ratings.
- Furthermore, the response of such units to a requirement for a change in the rate of heat transfer to the fluid is comparatively slow due to the appreciable heat capacity of the heating element itself, to the need to limit the element centre temperature to avoid melting the electrical conductor, and to the need to avoid high surface temperatures of the element sheath. This slow response can have a controlling influence on production cycle times when such temperature control units are used to heat moulds and dies in a production run of identical components.
- The invention largely overcomes these limitations by providing a fluid permeable fibrous electric heating element which may be used to replace such a sheathed metal element. A fluid can be circulated through the body of the permeable heating element instead of over the external surface only. Power densities exceeding 1 kW/cm3 of heating element material can then be attained, and this leads not only to a reduction in size and weight of a heating unit for a given duty but also a decrease in the response time such that the system can react virtually instantaneously to a demand for a large step increase in the heat generated and transferred to the circulating fluid.
- A suitable permeable heating element might have a voidage of 50-98% and a bulk density of 50-750 kg/m3, and consist of a matrix of fibres of a diameter in the range 5-300 microns and a coating thickness in the range 1-30 microns, a preferred range being 4-20 microns, the space between the fibres providing the voidage. A thermal barrier/dispenser may be used in conjunction with the heating element to produce a uniform fluid flow (see U.K. Patent No. 1 466 240), especially where there is a hydrostatic pressure head variation over the heating element entry surface.
- It may be desirable to maintain a heat generation rate and a fluid flow rate through the voidage in the heating element which restricts the fluid temperature rise across the heating element to not more than about 50°C, but this is not essential and temperature rises of 2-300°C or more are possible with a heating element wall thickness of 2-15 mm for an annular heating element. The heating element may have a predetermined electrical resistivity at a particular temperature, and a particular temperature coefficient of resistance, and may be suitable for mains voltage operation without the need for a transformer.
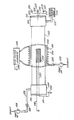
- The invention will now be further described by way of example only with reference to the accompanying drawing which shows a diagrammatic representation of a plasma activated vapour deposition apparatus.
- The porous electric heating element may be made from a precursor in the form of a permeable fibrous carbon electric heating element comprising carbon fibres, made for example as described in the aforementioned patent Specifications, and coated with material conveniently applied by a plasma assisted deposition process (hereinafter referred to as PAVD). The electrical properties of this deposited material, which may be modified after deposition by appropriate heat treatments may largely determine the electrical operating characteristics of the porous electric heating element. The permeable fibrous carbon precursor on which the material is deposited by the PAVD process may be retained, or may be removed from beneath the deposited material by means of an oxidation process.
- In the PAVD process a plasma is used as a medium for chemical reaction, and deposition of a coating on a substrate is achieved through the decomposition of a gas in an electrically-induced plasma. An example of the plasma assisted deposition process is described in British Patent Specification No. 2056829A, and related techniques are disclosed in the paper "Codeposition of Glassy Silica and Germania inside a Tube by Plasma Activated CVD" by D. Kuppers et al, Journal of the Electrochemical Society Vol. 123 No. 7 pages 1079-1082 July 1976.
- One form of apparatus for performing the PAVD coating process is shown in the drawing to which reference is now made. In the drawing a fibrous carbon
permeable heating element 200 is supported horizontally by analumina tube 201 inside the central region along the bore of acylindrical silica tube 202 having enlargedends alumina tube 201 extending axially inside thesilica tube 202 from anend cap 203 which closes the enlargedend 204. Anoutlet pipe 206 from the enlargedend 204 is connected through a vacuum-type valve 208 to avacuum pump 209. The other enlargedend 205 is closed by aninlet end cap 210 which has afeed pipe 212 to amercury pressure gauge 214, and aninlet 216 connected to amanifold 218 fed bygas supply lines respective valve silica vessel 226 of annular form is movable along the outside of thetube 202 and is shown surrounding the central region of thetube 202. Thevessel 226 supports an electrically isolated susceptor 228 (e.g. graphite), and is evacuated down to about 1 to 10 Torr through avacuum valve 230 byB'vacuum pump 232. Thevessel 226 is itself surrounded by a helical water-cooledcopper coil 236 having eight turns and which is coupled to a highfrequency power supply 238 for working in the frequency range of 104-108 Hertz. Earthconnections heating element 200, theend cap 203, and the enlargedend 204 respectively. Thehigh frequency generator 238 is similarly earthed by a connection 246. It may in some instances be advantageous to bias the connection 240 positively or negatively to earth and to connect theelement 200 to the connection 240 by a metallic conductor strip (not shown). - In operation, the
tube 202 is evacuated down to about 1-10-2 Torr by thevacuum pump 209, and then filled with argon through thegas supply line 220 to a vacuum pressure inside thetube 202 of between 10-z-100 Torr. The highfrequency power supply 238 is energised typically at an anode voltage of 1-4 kV and 4×105 Hertz, and a plasma is created about thecarbon precursor 200 whilst thesusceptor 228 is heated by electrical induction and heats thecarbon precursor 200. After about 15 to 30 minutes when thecarbon precursor 200 has reached thermal equilibrium and its surfaces have been cleaned by ion bombardment from the ionised gaseous argon, the selected reactant gas or gases are introduced through the appropriategas supply lines 222 and/or 224 into thetube 202, and the pressure inside thetube 202 maintained in the range 10-1 to 100 Torr by adjustment of theappropriate valve 223, 225 and use of thevacuum valve 208 and thevacuum pump 209. A coating of the selected material is now applied to the surfaces of the fibres of thecarbon precursor 200 by the reactant gases, and the thickness of the material deposited is proportional to time. For example a coating of 1 to 20 11m might be deposited in about 24 hours. Thevalves frequency power supply 238 switched off, whilst thetube 202 continues to be evacuated by thevacuum pump 209 to allow the coatedelement 200 to cool under vacuum conditions (e.g. 10-2 Torr), after which the coatedprecursor 200 is removed from thetube 202. - Subsequently the original
fibrous carbon precursor 200 on which the coating has been deposited may either be retained, or removed by a heat treatment comprising oxidation in air at a temperature above 300°C so that a structure of tubular fibres of the deposited material remains. A suitable heat treatment may be used to adjust the electrical conductivity and temperature coefficient of resistance of the deposited material to desired values. In cases where thefibrous carbon precursor 200 is retained, this heat treatment must be carried out in an inert environment since it would normally take place above the carbon oxidation threshold temperature of about 300°C. When the fibrous carbon precursor is removed by oxidation and the coating is subjected to a heat treatment to adjust its electrical characteristics, this heat treatment may be effected before or after the carbon precursor is removed, or simultaneously with removal. - The coating of the
fibrous carbon precursor 200 may be performed in the apparatus of the drawing using a gas containing silicon e.g. silane, as the reactant gas to deposit a coating containing silicon on thefibrous carbon element 200. Phosphine gas may be used as a dopant together with the silane if desired to assist in modifying the coating's electrical conductivity by co-depositing phosphorus with silicon in the coating. Other suitable dopants may be aluminium, or boron, or arsenic, or nitrogen, or oxygen, the purpose of the dopant being to increase the electrical conductivity of the deposited material by providing an electron donor or acceptor material, so that the final desired electrical resistivity of the heating element can be obtained at lower heat treatment temperatures than would otherwise be required. The heat treatment of the coating to modify its electrical resistivity is normally carried out at 800°-1400°C to achieve a particular resistivity of the deposited coating at a selected temperature. In many instances the use of phosphine gas as a dopant allows the heat treatment temperature to achieve a particular coating resistivity to be reduced to about 600-1100°C. - Typical fabrication procedure parameters used are given below:-
-

- The fibrous carbon precursor is placed in the
tube 202 and thetube 202 subsequently evacuated down to a vacuum pressure of about 10-2 Torr. Argon is admitted through thegas supply line 220 to a vacuum pressure inside thetube 202 of about 1.0 Torr. Thehigh frqeuency generator 238 is subsequently energised, and after about one hour, the silane gas to deposit the silicon is introduced intotube 202 through thegas supply line 222, and a mixture of phosphine/argon is introduced into thetube 202 through thegas supply line 224, the vacuum pressure inside thetube 202 being maintained at about 0.9 Torr. After a suitable time interval (e.g. 48 hours) depending on the thickness of coating required (typically 0.8 grammes/hour are deposited), thevalves tube 202 evacuated to about 10-2 Torr and thehigh frequency generator 238 switched off to allow the coated precursor to cool under vacuum conditions. The coated precursor is subsequently removed from thetube 202 and cut into appropriate lengths prior to oxidation to remove the fibrous carbon precursor and/or such further heat treatment as may be required to modify the electrical resistivity of the coating. - An oxidation process to remove the fibrous carbon precursor may be carried out at any convenient temperature above about 300°C, but the time taken to oxidise the carbon can be reduced by increasing the oxidation temperature. Too high an oxidation temperature may however have an effect on the electrical properties of the coating which is not desired, and this possibility arises as a result of the nature of the material deposited during the PAVD coating process.
- Heat treatment of the deposited material changes the electrical properties of the coating to a degree which is influenced by the heat treatment temperature and time. Thus it is possible to either heat treat in an inert atmosphere at a relatively high temperature to obtain a selected resistivity, and to follow this by oxidation at a lower temperature, or to oxidise at a relatively low temperature and to follow this process with one or more heat treatment stages in an inert or oxidising atmosphere to adjust the coating resistivity to the desired value. In some cases depending on the PAVD coating process parameters employed it will be possible to carry out a one stage heat treatment process which both removes the fibrous carbon precursor by oxidation and adjusts the resistivity of the coating to a desired value. Additionally some of the free silicon may become oxidised if the oxidation temperature is very high.
- The heat treatment time and temperature to produce a required coating resistivity depend not only on the PAVD coating parameters, for example the gas composition and flow rates and RF conditions, but also on the electrical properties of the carbon precursor on which the coating is deposited. The electrical resistivity of the fibrous carbon precursor during the coating process is a function not only of the carbonisation temperature of the carbon precursor but also of the RF field conditions through its effect on the temperature of the carbon precursor during the coating process. It has been found that the composition of the material deposited during the coating process and its electrical properties is influenced by both the RF field voltage and the carbonisation temperature to which the carbon precursor was subjected, and that the heat treatment procedure required to obtain a particular electrical resistivity of the deposited material depends on its composition. Consequently some combinations of PAVD parameters and carbon precursor carbonisation temperatures can allow a given resistivity of the deposited material to be obtained together with a low temperature coefficient of resistance of the deposited material after heat treatment, whereas others may not. Furthermore the use of a dopant such as phosphorus in the PAVD coating process changes the relationship between resistivity, heat treatment conditions, and temperature coefficient of resistance.
- Removing the phosphorus from the coating gases and substituting arsenic or boron for phosphorus also changes the composition of the material deposited and affects the heat treatment process required to attain a particular resistivity.
- An example of the process, using nitrogen rather than phosphorus as dopant, is as follows:-
-

- As a general rule increasing the time and the temperature of heat treatment of the coating up to a heat treatment temperature of about 1400°C, reduces the electrical resistivity of the coating provided material is not lost by evaporation.
- When the heating element is to be used over a relatively wide temperature range (e.g. 20-200°C), the temperature coefficient of resistance (TCR) of the element may become of importance. By appropriate selection of the carbonisation temperature, the coating conditions and the heat treatment temperature, heating elements having a required electrical resistivity and TCR may be made.
- Although the coating of the fibrous carbon has been described in relation to PAVD, it will be understood that appropriate alternative coating processes may be used.
- The permeable electric heating elements may be of alternative shapes or sizes to those aforedescribed, and may be used to heat either a gas or a liquid. It will be understood that where the carbon fibres in the fibrous carbon precursor are contiguous, the coatings about the fibres may merge together at these positions of contiguity. Hence if the coated precursor is oxidised, the tubular fibres that remain may be integral with closely adjacent tubular fibres at the positions of contiguity. Otherwise the coating material deposited substantially replicates the geometry and fibre distribution pattern of the original fibrous carbon precursor.
- For some applications the fibrous carbon precursor need not be removed, but may be allowed to remain in situ during any heat treatment of the coating which should then be carried out in an inert atmosphere. The electrical resistivity of the heating element would then be a combination of the resistivity of the fibrous carbon precursor and the selected resistivity of the coating. The electrical resistivity of the coating may be the same or greater than that of the carbon precursor, but in some cases it may be desirable that the electrical resistivity of the heating element is determined mainly by the coating, so that under operating conditions the coating carries the majority of the electric current. The electrical resistivity of the fibrous carbon precursor should, therefore, be substantially greater than the electrical resistivity of the coating after the final heat treatment to adjust the electrical resistivity of the coating has been completed.
- A relatively high electrical resistivity of the fibrous carbon precursor may be achieved by selecting a relatively low carbonisation temperature, e.g. below about 800°C, and this implies that the PAVD coating parameters must be selected so as to ensure that the heat treatment required to achieve a desired coating resistivity may be carried out at a temperature which is preferably below the carbonisation temperature of the fibrous carbon precursor.
Claims (2)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB8137673 | 1981-12-14 | ||
| GB8137673 | 1981-12-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0082627A1 EP0082627A1 (en) | 1983-06-29 |
| EP0082627B1 true EP0082627B1 (en) | 1988-01-27 |
Family
ID=10526598
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82306494A Expired EP0082627B1 (en) | 1981-12-14 | 1982-12-06 | An improved fluid permeable porous electric heating element |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0082627B1 (en) |
| JP (1) | JPS58112296A (en) |
| DE (2) | DE3278066D1 (en) |
| GB (1) | GB2111809B (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2264617A (en) * | 1991-10-08 | 1993-09-01 | Atomic Energy Authority Uk | Porous heating element |
| JP6412874B2 (en) * | 2012-10-29 | 2018-10-24 | フォエバー ヤング インターナショナル、 インク. | Temperature-change body fluid delivery device and system |
| DE102019203227A1 (en) * | 2019-03-11 | 2020-09-17 | Audi Ag | Forming tool for primary forming or reshaping of a workpiece with a temperature control device |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2056829A (en) * | 1979-06-14 | 1981-03-18 | Atomic Energy Authority Uk | Improvements in or relating to heat transfer elements and systems |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3742192A (en) * | 1972-02-02 | 1973-06-26 | J Brzuszek | Electrical heating device and method |
| GB1466240A (en) * | 1973-02-26 | 1977-03-02 | Atomic Energy Authority Uk | Heating devices |
| JPS5117040A (en) * | 1974-08-02 | 1976-02-10 | Tokyo Shibaura Electric Co | KAABON HATSUNET SUTAI |
| GB1503644A (en) * | 1975-04-21 | 1978-03-15 | Fogarty & Co Ltd E | Method and apparatus for forming fibrous cylindrical element |
| GB1600253A (en) * | 1977-05-23 | 1981-10-14 | Atomic Energy Authority Uk | Porous heater elements |
| DE3040693A1 (en) * | 1979-11-08 | 1981-05-27 | Deutsche Itt Industries Gmbh, 7800 Freiburg | METHOD FOR METALIZING SEMICONDUCTOR COMPONENTS |
-
1982
- 1982-12-06 DE DE8282306494T patent/DE3278066D1/en not_active Expired
- 1982-12-06 GB GB08234714A patent/GB2111809B/en not_active Expired
- 1982-12-06 DE DE1982306494 patent/DE82627T1/en active Pending
- 1982-12-06 EP EP82306494A patent/EP0082627B1/en not_active Expired
- 1982-12-14 JP JP21912382A patent/JPS58112296A/en active Granted
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2056829A (en) * | 1979-06-14 | 1981-03-18 | Atomic Energy Authority Uk | Improvements in or relating to heat transfer elements and systems |
Non-Patent Citations (4)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN, unexamined applications, section C, vol 5, no 12, january 24, 1981 THE PATENT OFFICE JAPANESE GOVERNMENT page 7 C 40 * |
| PATENT ABSTRACTS OF JAPAN, unexamined applications, section C, vol.4, no.106, July 30, 1980; THE PATENT OFFICE JAPANESE GOVERNMENT, page 7C20 * |
| PATENT ABSTRACTS OF JAPAN, unexamined applications, section C, vol.5, no.45, March 25, 1981; THE PATENT OFFICE JAPANESE GOVERNMENT, page 119C48 * |
| PATENT ABSTRACTS OF JAPAN, unexamined applications, section C, vol.5, no.85, June 3, 1981; THE PATENT OFFICE JAPANESE GOVERNMENT page 28C57 * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3278066D1 (en) | 1988-03-03 |
| JPH0416914B2 (en) | 1992-03-25 |
| GB2111809B (en) | 1985-08-21 |
| GB2111809A (en) | 1983-07-06 |
| JPS58112296A (en) | 1983-07-04 |
| DE82627T1 (en) | 1984-02-16 |
| EP0082627A1 (en) | 1983-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4982068A (en) | Fluid permeable porous electric heating element | |
| KR101639577B1 (en) | Manufacturing apparatus for depositing a material on an electrode for use therein | |
| EP0592239A2 (en) | Method and apparatus for densification of porous billets | |
| US4810526A (en) | Method of coating a recrystallized silicon carbide body with a compact silicon carbide coating | |
| US20020014197A1 (en) | Chemical vapor deposition system for polycrystalline silicon rod production | |
| AU2009236677B2 (en) | Manufacturing apparatus for depositing a material and an electrode for use therein | |
| KR20140099952A (en) | Increased polysilicon deposition in a cvd reactor | |
| JPH04228495A (en) | New susceptor for chemical vapor phase deposition apparatus and method for using it | |
| JP3929397B2 (en) | Method and apparatus for manufacturing organic EL element | |
| US4548670A (en) | Silicon melting and evaporation method for high purity applications | |
| WO2010042237A2 (en) | Method and apparatus for simplified startup of chemical vapor deposition of polysilicon | |
| EP0082627B1 (en) | An improved fluid permeable porous electric heating element | |
| US3788893A (en) | Coated filaments | |
| US11621147B2 (en) | Systems and methods for optimizing RF plasma power coupling | |
| EP2266369B1 (en) | Manufacturing apparatus for depositing a material and an electrode for use therein | |
| JP7440347B2 (en) | Manufacturing method and manufacturing device for energizing heating wire | |
| US3738314A (en) | Filament coating apparatus including mercury contact heating means | |
| US2793140A (en) | Method of gas plating with a chromium compound and products of the method | |
| KR20000006202A (en) | A highly resistive recrystallized silicon carbide, an anti-corrosive member, a method for producing the highly resistive recrystallized silicon carbide, and a method for producing the anti-corrosive member | |
| JP2001355072A (en) | Substrate treatment apparatus | |
| US4569307A (en) | Silicon melting and evaporation apparatus for high purity applications | |
| GB2264617A (en) | Porous heating element | |
| US3598955A (en) | Electrical contact for moving filaments | |
| JP7440346B2 (en) | Manufacturing method and manufacturing device for energizing heating wire | |
| GB2099670A (en) | Furnace elements and furnaces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI NL SE |
|
| EL | Fr: translation of claims filed | ||
| ITCL | It: translation for ep claims filed |
Representative=s name: JACOBACCI CASETTA & PERANI S.P.A. |
|
| 17P | Request for examination filed |
Effective date: 19830725 |
|
| TCNL | Nl: translation of patent claims filed | ||
| DET | De: translation of patent claims | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR IT LI NL SE |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3278066 Country of ref document: DE Date of ref document: 19880303 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19911125 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19911127 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19911129 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19911212 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19911231 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19921207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19921231 Ref country code: CH Effective date: 19921231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19930701 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19930901 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82306494.4 Effective date: 19930709 |