EP0065626A2 - Immobilization of vanadium deposited on sorbent materials during the treatment of oils containing heavy metals and coke precursors - Google Patents
Immobilization of vanadium deposited on sorbent materials during the treatment of oils containing heavy metals and coke precursors Download PDFInfo
- Publication number
- EP0065626A2 EP0065626A2 EP82101769A EP82101769A EP0065626A2 EP 0065626 A2 EP0065626 A2 EP 0065626A2 EP 82101769 A EP82101769 A EP 82101769A EP 82101769 A EP82101769 A EP 82101769A EP 0065626 A2 EP0065626 A2 EP 0065626A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sorbent
- vanadium
- coke
- feed
- regenerated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G25/00—Refining of hydrocarbon oils in the absence of hydrogen, with solid sorbents
- C10G25/06—Refining of hydrocarbon oils in the absence of hydrogen, with solid sorbents with moving sorbents or sorbents dispersed in the oil
- C10G25/09—Refining of hydrocarbon oils in the absence of hydrogen, with solid sorbents with moving sorbents or sorbents dispersed in the oil according to the "fluidised bed" technique
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G25/00—Refining of hydrocarbon oils in the absence of hydrogen, with solid sorbents
Definitions
- This invention relates to processes for producing a high grade of oil feed having lowered metals and Conradson carbon values for use as feedstocks for reduced crude conversion processes and/or for typical FCC processes from a poor grade of carbo-metallic oil having extremely high metals and Conradson carbon values. More particularly, this invention is related to a method of immobilizing vanadium compounds deposited on the sorbent during pretreatment of the oil feed.
- VGO vacuum gas oils
- the catalysts employed in early homogenous fluid dense beds were of an amorphous siliceous material, prepared synthetically or from naturally occurring materials activated by acid leaching.
- Tremendous strides were made in the 1950's in FCC technology in the areas of metallurgy, pro- ⁇ cessing equipment, regeneration and new more-active and more stable amorphous catalysts.
- increasing demand with respect to quantity of gasoline and increased octane number requirements to satisfy the new high horsepower-high compression engines being promoted by the auto industry put extreme pressure on the petroleum industry to increase FCC capacity and severity of operation.
- the new catalyst developments revolved around the development of various zeolites such as synthetic types X and Y and naturally occurring faujasites; increased thermal- steam. (hydrothermal) stability of zeolites through the inclusion of rare earth ions or ammonium ions via ion-exchange techniques; and the development of more attrition resistant matrices for supporting the zeolites.
- these heavier crude oils also contained more of the heavier fractions and yielded less or lower volume of the high quality FCC charge stocks which normally boil below about 1025°F and are usually processed so as to contain total metal levels below 1 ppm, preferably below 0.1 ppm, and Conradson carbon values substantially below 1.0.
- the effect of increased Conradson carbon is to increase that portion of the feedstock converted to coke deposited on the catalyst.
- the amount of coke deposited on the catalyst averages about 4-5 wt% of the feed.
- This coke production has been attributed to four different coking mechanisms, namely, contaminant coke from adverse reactions caused by metal deposits, catalytic coke caused by acid site cracking, entrained hydrocarbons resulting from pore structure adsorption and/or poor stripping,-and Conradson carbon resulting from pyrolytic distillation of hydrocarbons in the conversion zone.
- the coked catalyst is brought back to equilibrium activity by burning off the deactivating coke in the regeneration zone in the presence of air, and the regenerated catalyst is recycled back to the reaction zone.
- the heat generated during regeneration is removed by the catalyst and carried to the reaction zone for vaporization of the feed and to provide heat for the endothermic cracking reaction.
- the temperature in the regenerator is normally limited because of metallurgical limitations and the hydrothermal stability of the catalyst.
- the hydrothermal stability of the zeolite-containing catalyst is determined by the temperature and steam partial pressure at which the zeolite begins to rapidly lose its crystalline structure to yield a low activity amorphous material.
- the presence of steam is highly critical and is generated by the burning of adsorbed and absorbed (sorbed) carbonaceous material which has a significant hydrogen content (hydrogen to carbon atomic ratios generally greater than about 0.5).
- This carbonaceous material is principally the high boiling sorbed hydrocarbons with boiling points as high as 1500-1700°F or above that have a modest hydrogen content and the high boiling nitrogen containing hydrocarbons, as well as related porphyrins and asphaltenes.
- the high molecular weight nitrogen compounds usually boil above 1025°F and may be either basic or acidic in nature.
- the basic nitrogen compounds may neutralize acid sites while those that are more acidic may be attracted to metal sites on the catalyst.
- the porphyrins and asphaltenes also generally boil above 1025°F and may contain elements other than carbon and hydrogen.
- the term "heavy hydrocarbons" includes all carbon and hydrogen containing compounds that do not boil below about 1025°F, re- g ardless of whether other elements are also present in the compound.
- the heavy metals in the feed are generally present as porphyrins and/or asphaltenes. However, certain of these metals, particularly iron and copper, may be present as the free metal or as inorganic compounds resulting from either corrosion of process equipment or contaminants from other refining processes.
- the metal containing fractions of reduced crudes contain Ni-V-Fe-Cu in the form of porphyrins and asphaltenes. These metal containing hydrocarbons are deposited on the catalyst during processing and are cracked in the riser to deposit the metal or are carried over by the coked catalyst as the metallo-porphyrin or asphaltene and converted to cause non-selective or degradative cracking and dehydro g ena- tion to produce increased amounts of coke and light gases such as hydrogen, methane and ethane. These mechanisms adversely affect selectivity, resulting in poor yields and quality of gasoline and light cycle oil. The increased production of light gases, while impairing the yield and selectivity of the processes, also puts an increased demand on the gas compressor capacity. The increase in coke production, in addition to its negative impact on yield, also adversely affects catalyst activity-selectivity, greatly increases regenerator air demand and compressor capacity, and may result in uncontrollable and/or dangerous regenerator temperatures.
- 4,243,514 is an inert solid initially composed of kaolin, which has been spray dried to yield microspheri- cal particles having a surface area below 100 m 2 /g and a catalytic cracking micro-activity (MAT) value of less than 20 and subsequently calcined at high temperature so as to achieve better attrition resistance.
- MAT catalytic cracking micro-activity
- the rate of vanadium buildup on the sorbent and the equilibrium or steady state of vanadium on the sorbent is a function of vanadium content of the feed and especially the sorbent addition and withdrawal rates which are equal at equilibrium conditions.
- the following table presents a typical case for a 40,000 bbl/day unit in which the vanadium content of the feed is varied from 1 ppm (treatment of an FCC feed comprised of VGO and 5 to 20 percent of a heavy hydrocarbon fraction) up to 25 to 400 ppm (treatment of a reduced crude for RCC operations).
- the sorbent addition rate can be varied to yield equilibrated vanadium values of from 5000 to 30,000 ppm.
- a process for treating a hydrocarbon oil feed having a significant content of vanadium and Conradson carbon to p ro- vide a product substantially lower in vanadium and Conradson carbon.
- the hydrocarbon oil feed is contacted with a sorbent under conditions whereby coke and vanadium in an oxidation state lower than +5 are deposited on said sorbent, the sorbent is separated from the remaining feed., and is regenerated in the presence of an oxygen-containing gas under conditions whereby the vanadium is retained in an oxidation state lower than +5.
- the regenerated sorbent is recycled to contact fresh feed.
- Vanadium in an oxidation state of +5 melts at a temperature within the range at which the regeneration is carried out; however, vanadium in the +3 or +4 oxidation state melts at temperatures significantly greater than those encountered in the regenerator, and therefore does not present the problems resulting from coalescence of particles as does vanadium in the +5 oxidation state.
- the invention provides a method of producing a high grade of reduced crude conversion (RCC) feedstocks having lowered metals and Conradson carbon values relative to a poor grade of reduced crude or other carbo-metallic oil having extremely high metals and Conradson carbon values.
- RRC reduced crude conversion
- the invention may further be used for processing crude oils or crude oil .fractions with significant levels of metals and/or Conradson carbon to provide an improved feedstock for typical fluid catalytic (FCC) cracking processes.
- FCC fluid catalytic
- the invention thus provides an improved method for treating petroleum oil feeds containing significant levels of vanadium (at least about 1.0 ppm). More particularly, this invention reduces particle coalescence and loss of fluidization caused by the vanadium contaminants in oil feeds of all types utilized in FCC and/or RCC operations. The invention is particularly useful in the pretreatment of carbo-metallic oil feeds to be utilized in RCC units.
- the invention may be carried out by controlling the regeneration of the spent, vanadium-containing sorbent using several methods, alone or in combination.
- the objective of these methods is to retain vanadium in a low oxidation state, either by not exposing the vanadium to oxidizing conditions, or by exposing vanadium to oxidizing conditions for too short a time to oxidize a significant amount of vanadium to the +5 state.
- the concentration of vanadium on the sorbent particles increases as the catalyst is recycled, and the vanadium on the sorbent introduced into the reactor becomes coated with coke formed in the reactor.
- the regenerator conditions are selected to ensure that at least enough coke is retained on the sorbent to keep vanadia in a reduced state. This coke may serve either to ensure a reducing environment for the vanadium, or to provide a barrier to the movement of oxidizing gas to underlying vanadium.
- the concentration of coke on the sorbent particles is preferably at least about 0.05 percent and a more preferred coke concentration is at least about 0.15 percent.
- the regeneration is carried out in an environment which is non-oxidizing for the vanadium in an oxidation state less than +5. This may be accomplished by adding reducing gases such as, for example, CO or ammonia to the regenerator, or by regenerating under oxygen-deficient conditions. Oxygen-deficient regeneration increases the ratio of CO to C0 2 and in this method of providing a non-oxidizing atmosphere the CO/C0 2 ratio is at least about 0.25, preferably is at least about 0 . 3 , and most preferably is at least about 0.4.
- reducing gases such as, for example, CO or ammonia
- the CO/CO - 2 ratio may be controlled by controlling the extent of oxygen deficiency within the regenerator.
- the CO/CO 2 ratio may2 also be increased by providing chlorine to the regenerator oxidizing atmosphere, preferably in concentrations of about 100 to about 400 ppm.
- Regeneration in a reducing atmosphere is especially useful in combusting coke in zones where the coke level approaches or is reduced below about 0.05 percent, and it is preferred to have a CO/CO 2 ratio of at least about 0.25 in zones where the coke loading is less than about 0.05 percent by weight.
- a reducing atmosphere will be employed in zones within the regenerator wherein the sorbent particles are in a relatively dense bed, such as in a dense fluidized or settled bed. It is especially useful to keep the vanadium in a reduced state under such conditions wherein the particles are in contact or in relatively frequent contact with each other, and are thus more likely to coalesce.
- a reducing gas such as for example Co, methane, or ammonia may be added to a zone having a dense catalyst phase, such as for example a bed having a density of about 25 to about 50 pounds per cubic foot.
- the sorbent is regenerated in one or more stages, in one stage of which, preferably the final regeneration state, the sorbent particles are in contact with an oxidizing atmosphere for a short period of time, such as for example, less than 2 seconds, and more preferably less than one second.
- the sorbent particles are in a dispersed rather than a dense phase.
- a riser regenerator is used as the stage in a multi-state regenerator to contact the catalyst with an oxidizing atmosphere for a short period of time, such as for example less than about two seconds and preferably less than about one second.
- the riser stage of the regenerator has the advantage in reducing the carbon concentration to a level less than about 0.15 percent or less than about 0.05 percent, that vanadium, which is no longer protected by a coating of carbon, may not be in an oxidizing atmosphere for a long enough time to form molten +5 vanadium.
- the low density of the particles in the riser-regenerator minimizes coalescence of those particles which may have liquid pentavalent vanadia on their surfaces.
- the particles are contacted with a reducing atmosphere, such as one containing CO or other reducing gas, after leaving the riser and before accumulating in a dense bed of re g en- erated particles.
- a reducing atmosphere such as one containing CO or other reducing gas
- the preferred riser regenerator is similar to the vented riser reactor as is disclosed in U.S. Patents 4,066,53 3 and 4,070,159 to Myers et al which achieves ballistic separation of gaseous products from catalyst.
- This apparatus has the advantages of achieving virtually instantaneous separation of the regenerated catalyst, now containing some vanadia to which any oxygen present would have access, from the oxidizing atmosphere.
- the catalyst is contacted with a reducing atmosphere, preferably immediately after its separation from the oxidizing atmosphere and most preferably also in collection zones for the regenerated catalyst.
- This invention may be used in processing any hydrocarbon feed containing a significant concentration of vanadium. It is, however, especially useful in processing reduced crudes having high metal and high Conradson carbon values, and the invention will be described in detail with respect to its use in processing an RCC feed.
- RCC feed having a high metal and Conradson carbon values is preferably contacted in a riser with an inert solid sorbent of low surface area at temperatures above about 900°F. Residence time of the oil in the riser is below 5 seconds, preferably 0.5-2 seconds.
- the preferred sorbent is a spray-dried composition in the form of micro- spherical particles generally in the size range of 10 to 200 microns, preferably 20 to 150 microns, and more preferably between 40 and 80 microns, to ensure adequate fluidization properties.
- the sorbents useful in this invention include solids of low catalytic activity, such as spent catalyst, clays, bentonite, kaolin, montmorillonite, smectites, and other 2- layered lamellar silicates, mullite, pumice, silica, later- ite, and combinations of one or more of these or like materials.
- the surface area of these sorbents are preferably below 25 m 2 /g, have a pore volume of approximately 0.2 cc/g or greater and a micro-activity value as measured by the ASTM Test Method No. D3907-80 of below 20.
- the RCC feed is introduced at the bottom of the riser and contacts the sorbent at a temperature of l150-1400°F to yield a temperature at the exit of the riser in the sorbent disengagement vessel of approximately 900-1100°F.
- water, steam, naphtha, flue gas, or other vapors or gases may be introduced to aid in vaporization and act as a lift gas to control residence time.
- Coked sorbent is rapidly separated from the hydrocarbon vapors at the exit of the riser by employing the vented riser concept developed by Ashland Oil, Inc., and described in U.S. Patent Nos. 4,066,533 and 4,070,159 to Myers, et al., which patents are incorporated herein by reference.
- the metal and Conradson carbon compounds are deposited on the sorbent.
- the coked sorbent is deposited as a dense but fluffed bed at the bottom of the disengagement vessel, transferred to a stripper and then to the regeneration zone.
- the coked sorbent is then contacted with an oxygen-containing gas to remove the carbonaceous material through combustion to carbon oxides to yield a regenerated sorbent in accordance with this invention.
- the regenerated sorbent is then recycled to the bottom of the riser where it again joins high metal and Conradson carbon containing feed to repeat the cycle.
- This vanadia immobilization method is preferably employed to provide an RCC feedstock for the processes for carbo-metallic oil conversion described in copending U.S. applications Ser. Nos. 94,091; 94,092; 94,216: 94,217 and 94,227, referred to above.
- the preferred feeds capable of being cracked by these RCC methods and apparatuses are comprised of 100% of less of 650°F+ material of which at least 5 wt%, preferably at least 10 wt%, does not boil below about 1025°F.
- the terms "high molecular weight” and/or “heavy” hydrocarbons refer to those hydrocarbon fractions having a normal boiling point of at least 1025°r and include non-boiling hydrocarbons, i.e., those materials which may not boil under any conditions.
- the feedstocks for which the invention is particularly useful will have a heavy metal content of at least about 5 ppm of nickel equivalents, a vanadium content of at least 2.0 ppm, and a Conradson residue of at least about 2.0. The greater the heavy metal content and the greater the propor-. tion of vanadium in that heavy metal content, the more advantageous the processes of this invention become.
- a particularly preferred feedstock for treatment by the process of the invention includes a reduced crude comprising 70% or more of a 650°F+ material having a fraction greater than 20% boiling about 1025°F at atmospheric pressure, a metals content of greater than 5.5 ppm nickel equivalents of which at least 5 ppm is vanadium, a vanadium to nickel atomic radio of at least 1.0, and a Conradson carbon residue greater than 4.0.
- This feed may also have a hydrogen to carbon ratio of less than about 1.8 and coke precursors in an amount sufficient to yield about 4 to 14% coke by weight based on fresh feed.
- Sodium vanadates have low melting points and may also flow and cause particle coalescence in the same manner as vanadium pentoxide. Thus, it is desirable to maintain low sodium levels in the feed in order to minimize coalescence as well as to avoid sodium vanadates on the sorbent.
- such metals may accumulate on the sorbent to levels in the range of from about 3000 to 70,000 ppm of total metals, preferably 10,000 to 30,000 ppm, of which 5 to 100%, preferably 20 to 80% is vanadium.
- the treating process according to the methods of the invention will produce coke in amounts of 1 to 14 percent by weight based on weight of fresh feed.
- This coke is laid down on the sorbent in amounts in the range of about 0.3 to 3 percent by weight of sorbent, depending upon the sorbent to oil ratio (weight of sorbent to weight of feedstock) in the riser.
- the severity of the process should be sufficiently low so that conversion of the feed to gasoline and lighter products is below 20 volume percent, preferably below 10 volume percent. Even at these low levels of severity, the treatment process is effective to reduce Conradson carbon values by at least 20 percent, preferably in the range of 40 to 70 percent, and heavy metals content by at least 50 percent, preferably in the range of 75 to 90 percent.
- the feed, with or without pretreatment, is introduced as shown in Fig. 1 into the bottom of the riser along with a suspension of hot sorbent.
- Steam, naphtha, water, flue gas and/or some other diluent is preferably introduced into the riser along with feed.
- These diluents may be from a fresh source or may be recycled from a process stream in the refinery. Where recycle diluent streams are used, they may contain hydrogen sulfide and other sulfur compounds which may help passivate adverse catalytic activity by heavy metals accumulating on the catalyst. It is to be understood that water diluents may be introduced either as a liquid or as steam.
- Water is added primarily as a source of vapor for dispersing the feed and accelerating the feed and sorbent to achieve the vapor velocity and residence time desired.
- Other diluents as such need not be added but where used, the total amount of diluent specified includes the amount of water used. Extra diluent would further increase the vapor velocity and further lower the feed partial pressure in the riser.
- the feed As the feed travels up the riser, it forms basically four products known in the industry as dry gas, wet gas, naphtha, and RCC or FCC feedstock.
- the sorbent particles are ballistically separated from product vapors as previously described.
- the sorbent which then contains the coke formed in the riser is sent to the regenerator to burn off the coke and the separated product vapors are sent to a fractionator for further separation and treatment to provide the four basic products indicated.
- Table C The preferred conditions for contacting feed and sorbent in the riser are summarized in Table C, in which the abbreviations used have the following meanings: "Temp.” for temperature, "Dil.” for diluent, .
- the regenerating gas may be any gas which can provide oxygen to convert carbon to carbon oxides.
- Air is highly suitable for this purpose in view of its ready availability. The amount of air required per pound of coke for combustion depends upon the desired carbon dioxide to carbon monoxide ratio in the effluent gases and upon the amount of other combustible materials present in the coke, such as hydrogen, sulfur, nitrogen and other elements capable of forming gaseous oxides at regenerator conditions.
- the regenerator is operated at temperatures in the range of about 900 to 1500°F, preferably 1150 to 1400°F, most preferably 1200 to 1300°F, to achieve adequate combustion while keeping sorbent temperatures below those at which significant sorbent degradation can occur.
- it is necessary to control the rate of burning which, in turn, can be controlled at least in part by the relative amounts of oxidizing gas and carbon introduced into the regeneration zone per unit time.
- the feedstock is partially catalytically cracked in passing up riser 2 and the product vapors are separated from coke-coated sorbent in vessel 8.
- the sorbent particles move upwardly from riser 2 into the space within vessel 8 and fall downwardly into dense bed 16.
- the cracking products together with some sorbent fines pass through horizontal line 4 into cyclone 5.
- the gases are separated from the sorbent and pass out through line 6.
- the sorbent fines drop into bed 16 through dipleg 19.
- the spent sorbent is fluidized with a mixture of air, CO and C0 2 passing through porous plate 21 from lower zone 20, is partially regenerated in bed 18 and is passed into the lower portion of vented riser 13 through line 11.
- Air is introduced into riser 13 through line 12 where it is mixed with the partially regenerated sorbent which is forced rapidly upwards through the riser and falls into dense settled bed 17.
- Line 14 provides a source of reducing gas such as CO for bed 17 to keep the regenerated sorbent in a reducing atmosphere and thus keep vanadium present in a reduced oxidation state.
- Regenerated sorbent is returned to the riser reactor 2 through line 3, which is provided with a source of a reducing gas such as CO through line 22.
- Fig. 2 spent sorbent coated with coke and vanadium in a reduced state flow into dense fluidized bed 32 of regenerator 31 through inlet line 33. Air to combust the coke and fluidize the sorbent is introduced through line 34 and porous plate 35 which distributes the air. Coke is burned and the partially regenerated sorbent passes upwardly into riser regenerator 36. The partially regenerated sorbent which reaches the riser 36 is contacted with air from line 37 which completes the regeneration and helps move the sorbent rapidly up the riser. The regenerated sorbent passes upwardly from the top of the riser 36 and falls down into dense settled bed 37.
- Dense bed 37 and the zone above 37 through which the regenerated sorbent falls are supplied with a reducing gas such as CO through lines 40 and 41.
- the regenerated sorbent is returned to the reactor through line 38, and the CO-rich flue gases leave the regenerator through line 39.
- a carbo-metallic feed at a temperature of about 400°F is fed at a rate of about 2000 pounds per hour into the bottom of a vented riser reactor where it is mixed with sorbent at a temperature of about 1275°F and a sorbent to oil ratio by weight of about 11.
- the carbo-metallic feed has a heavy metal content of about 200 ppm Nickel Equivalents of heavy metals including 100 ppm vanadium, and has a Conradson carbon content of about 12 percent. About 85 percent of the feed boils above 650°F and about 20 percent of the feed boils above 1025°F.
- the temperature within the reactor is about 1000°F and the pressure is about 27 psia. About 20 percent of the feed is converted to fractions boiling-at a temperature less than 430°F and about 10 percent of the feed is converted to gasoline. During the reaction, about 11 percent of the feed is converted to coke.
- the sorbent containing about one percent by weight of coke contains about 20,000 ppm Nickel Equivalents including about 12,000 ppm vanadium.
- the sorbent is stripped with steam at a temperature of about 1000°F to remove volatiles and the stripped sorbent is introduced into the upper zone of the regenerator as shown in Fig. 1 at a rate of about 23,000 pounds per hour, and is partially regenerated to a coke concentration of about 0.2 percent by a mixture of air, CO and C0 2 .
- the CO/CO 2 ratio in the fluidized bed in the upper zone is about 0.3.
- the partially regenerated sorbent is passed to the bottom of a riser reactor where it is contacted with air in an amount sufficient to force the sorbent up the riser with a residence time of about 1 second.
- the regenerated catalyst having a coke loading of about 0.05 percent exits from the top of the riser and falls into a dense bed having a reducing atmosphere comprising CO.
- the regenerated catalyst is recycled to the riser reactor for contact with additional feed.
- the invention is useful in the treatment of both FCC and RCC feeds as described above.
- the present invention is particularly useful in the treatment of high boiling carbo-metallic feedstock of extremely high metals-Conradson carbon values to provide products of lowered metals-Conradson carbon values suitable for use as feedstocks for FCC and/or RCC units.
- these oils are reduced crudes and other crude oils or crude oil fractions containing metals and/or residua as above defined.
- This invention is particularly useful in processing feedstocks containing vanadium in a concentration of over about 100 ppm or over about 200 ppm and having Conradson carbon values greater than about 8%.
- Feedstocks for which the invention is particularly useful are those in which the vanadium content is at least about 50 percent of the heavy metal content.
- this invention has applicability in treating other feedstocks containing significant levels of vanadium and is applicable, for example, for treating a gas oil having a vanadium concentration greater than about 0.1 ppm and having a Conradson carbon value of less than about 1.
- the treating process is preferably conducted in a riser reactor of the vented type, other types of risers and other types of reactors with either upward or downward flow may be employed.
- the treating operation may be conducted with a moving bed of sorbent which moves in counter-current relation to liquid (unvaporized) feedstock under suitable contact conditions of pressure, temperature and weight hourly space velocity.
- the process conditions, sorbent and feed flows and schematic flow of a moving bed operation are described in the literature, such as those disclosed, for example, in articles entitled "T.C. Reforming", Pet. Engr., April (1954); and “Hyperforming", Pet. Engr., April (1954); which articles are incorporated herein by reference.
Landscapes
- Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Production Of Liquid Hydrocarbon Mixture For Refining Petroleum (AREA)
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
- Steroid Compounds (AREA)
Abstract
Description
- This invention relates to processes for producing a high grade of oil feed having lowered metals and Conradson carbon values for use as feedstocks for reduced crude conversion processes and/or for typical FCC processes from a poor grade of carbo-metallic oil having extremely high metals and Conradson carbon values. More particularly, this invention is related to a method of immobilizing vanadium compounds deposited on the sorbent during pretreatment of the oil feed.
- The introduction of catalytic cracking to the petroleum industry in the 1930's constituted a major advance over previous techniques with the object of increasing the yield of gasoline and its quality. Early fixed bed, moving bed, and fluid bed catalytic cracking FCC processes employed vacuum gas oils (VGO) from crude sources that were considered sweet and light. The terminology of sweet refers to low sulfur content and light refers to the amount of material boiling below approximately 1000-1025°F.
- The catalysts employed in early homogenous fluid dense beds were of an amorphous siliceous material, prepared synthetically or from naturally occurring materials activated by acid leaching. Tremendous strides were made in the 1950's in FCC technology in the areas of metallurgy, pro-· cessing equipment, regeneration and new more-active and more stable amorphous catalysts. However, increasing demand with respect to quantity of gasoline and increased octane number requirements to satisfy the new high horsepower-high compression engines being promoted by the auto industry, put extreme pressure on the petroleum industry to increase FCC capacity and severity of operation.
- A major breakthrough in FCC catalysts came in the early 1960's with the introduction of molecular sieves or zeolites. These materials were incorporated into the matrix of amorphous and/or amorphous/kaolin materials constituting the FCC catalysts of that time. These new zeolitic catalysts, containing a crystalline aluminosilicate zeolite in an amorphous or amorphous/kaolin matrix of silica, alumina, silica-alumina, kaolin, clay or the like, were at least 1000-10,000 times more active for cracking hydrocarbons than the earlier -amorphous or amorphous/kaolin containing silica-alumina catalysts. This introduction of zeolitic cracking catalysts revolutionized the fluid catalytic cracking process. Inova- tions were developed to handle these high activities, such as riser cracking, shortened contact times, new regeneration processes, new improved zeolitic catalyst developments, and the like.
- The new catalyst developments revolved around the development of various zeolites such as synthetic types X and Y and naturally occurring faujasites; increased thermal- steam. (hydrothermal) stability of zeolites through the inclusion of rare earth ions or ammonium ions via ion-exchange techniques; and the development of more attrition resistant matrices for supporting the zeolites.
- These zeolitic catalyst developments gave the petroleum industry the capability of greatly increasing through-put of feedstock with increased conversion and selectivity while employing the same units without expansion and without requiring new unit construction.
- After the introduction of zeolite containing catalysts, the petroleum industry began to suffer from a lack of crude availability as to quantity and quality accompanied by increasing demand for gasoline with increasing octane values. The world crude supply picture changed dramatically in the late 1960's and early 1970's. From a surplus of light, sweet crudes the supply situation changed to a tighter supply with an ever increasing amount of heavier crudes with higher sulfur contents. These heavier and higher sulfur crudes presented processing problems to the petroleum refiner in that these heavier crudes invariably also contained much higher metals and Conradson carbon values, with accompanying significantly increased asphaltic content.
- Fractionation of the total crude to' yield cat cracker charge stocks also required much better control to ensure that metals and Conradson carbon values were not carried overhead to contaminate the FCC charge stock. The effects of heavy metal and Conradson carbon on a zeolite-containing FCC catalyst have been described in the literature as to their unfavorable effect in lowering catalyst activity and selectivity for gasoline production and their equally harmful effect on catalyst life.
- As mentioned previously, these heavier crude oils also contained more of the heavier fractions and yielded less or lower volume of the high quality FCC charge stocks which normally boil below about 1025°F and are usually processed so as to contain total metal levels below 1 ppm, preferably below 0.1 ppm, and Conradson carbon values substantially below 1.0.
- With the increasing supply of heavier crudes, which meant lowered yields of gasoline, and the increasing demand for liquid transportation fuels, the petroleum industry began a search for processing schemes to utilize these heavier crudes in producing gasoline. Many of these processing schemes have been described in the literature. These include Gulf's Gulfining and Union Oil's Unifining processes for treating residuum, UOP's Aurabon process, Hydrocarbon Research's H-Oil process, Exxon's Flexicoking process to produce thermal gasoline and coke, H-Oil's Dynacracking and Phillip's Heavy Oil Cracking (HOC) processes. These processes utilize thermal cracking or hydro-treating followed by FCC or hydrocracking operations to handle the higher content of metal contaminants (Ni-V-Fe-Cu-Na) and high Conradson carbon values of 5-15. Some of the drawbacks of these types of processing are as follows: Coking yields thermally cracked gasoline which has a much lower octane value than cat cracked gasoline and is unstable due to the production of gum from diolefins and requires further hydrotreating and reforming to produce a high octane product; gas oil quality is degraded due to thermal reactions which produce a product containing refractory polynuclear aromatics and high Conradson carbon levels which are highly unsuitable for catalytic cracking; and hydrotreating requires expensive high pressure hydrogen, multi-reactor systems make of special alloys, costly operations, and a separate costly facility for the production of hydrogen.
- To better understand the reasons why the industry has progressed along the processing schemes described, one must understand the known and established effects of contaminant metals (Ni-V-Fe-Cu-Na) and Conradson carbon on the zeolite containing cracking catalysts and the operating parameters of an FCC unit. Metal content and Conradson carbon are two very effective restraints on the operation of an FCC unit and may even impose undesirable restraints on a Reduced Crude Conversion (RCC) unit from the standpoint of obtaining maximum conversion, selectivity and life. Relatively low levels of these contaminants are highly detrimental to an FCC unit. As metals and Conradson carbon levels are increased still further, the operating capacity and efficiency of an RCC unit may be adversely affected or made uneconomical. These adverse effects occur even though there is enough hydrogen in the feed to produce an ideal gasoline consisting of only toluene and isomeric pentenes (assuming a catalyst with such ideal selectivity could be devised).
- The effect of increased Conradson carbon is to increase that portion of the feedstock converted to coke deposited on the catalyst. In typical VGO operations employing a zeolite containing catalyst in an FCC unit, the amount of coke deposited on the catalyst averages about 4-5 wt% of the feed. This coke production has been attributed to four different coking mechanisms, namely, contaminant coke from adverse reactions caused by metal deposits, catalytic coke caused by acid site cracking, entrained hydrocarbons resulting from pore structure adsorption and/or poor stripping,-and Conradson carbon resulting from pyrolytic distillation of hydrocarbons in the conversion zone. There has been postulated two other sources of coke present in reduced crudes in addition to the four present in VGO. They are: (1) adsorbed and absorbed high boiling hydrocarbons which do not vaporize and cannot be removed by normally efficient stripping, and (2) high molecular weight nitrogen containing hydrocarbon compounds adsorbed on the catalyst's acid sites. Both of these two new types of coke producing phenomena add greatly to the complexity of residue processing. Therefore, in the processing of higher boiling fractions, e.g., reduced crudes, residual fractions, topped, crude, and the like, the coke production based on feed is the summation of the four types present in VGO processing (the Conradson carbon value generally being much higher than for VGO), plus coke from the higher boiling unstrippable hydrocarbons and coke associated with the high boiling nitrogen containing molecules which are adsorbed-on the catalyst. Coke production on clean catalyst, when processing reduced crudes, may be estimated as approximately 4 wt% of the feed plus the Conradson carbon value of the heavy feedstock.
- The coked catalyst is brought back to equilibrium activity by burning off the deactivating coke in the regeneration zone in the presence of air, and the regenerated catalyst is recycled back to the reaction zone. The heat generated during regeneration is removed by the catalyst and carried to the reaction zone for vaporization of the feed and to provide heat for the endothermic cracking reaction. The temperature in the regenerator is normally limited because of metallurgical limitations and the hydrothermal stability of the catalyst.
- The hydrothermal stability of the zeolite-containing catalyst is determined by the temperature and steam partial pressure at which the zeolite begins to rapidly lose its crystalline structure to yield a low activity amorphous material. The presence of steam is highly critical and is generated by the burning of adsorbed and absorbed (sorbed) carbonaceous material which has a significant hydrogen content (hydrogen to carbon atomic ratios generally greater than about 0.5). This carbonaceous material is principally the high boiling sorbed hydrocarbons with boiling points as high as 1500-1700°F or above that have a modest hydrogen content and the high boiling nitrogen containing hydrocarbons, as well as related porphyrins and asphaltenes. The high molecular weight nitrogen compounds usually boil above 1025°F and may be either basic or acidic in nature. The basic nitrogen compounds may neutralize acid sites while those that are more acidic may be attracted to metal sites on the catalyst. The porphyrins and asphaltenes also generally boil above 1025°F and may contain elements other than carbon and hydrogen. As used in this specification, the term "heavy hydrocarbons" includes all carbon and hydrogen containing compounds that do not boil below about 1025°F, re- gardless of whether other elements are also present in the compound.
- .The heavy metals in the feed are generally present as porphyrins and/or asphaltenes. However, certain of these metals, particularly iron and copper, may be present as the free metal or as inorganic compounds resulting from either corrosion of process equipment or contaminants from other refining processes.
- As the Conradson carbon value of the feedstock increases, coke production increases and this increased load will raise the regeneration temperature; thus the unit may be limited as to the amount of feed that can be processed because of its Conradson carbon content. Earlier VGO units operated with the regenerator at 1050-1250°F. A new development in reduced crude processing, namely, Ashland Oil's "Reduced Crude Conversion Process", as described in the pending U.S. applications S.N. 94,091, 94,092, 94,216, 94,217 and 94,227, all filed on November 14, 1979, can operate at regenerator temperatures in the range of 1350-1400°F. But even these higher regenerator temperatures place a limit on the Conradson carbon-value of the feed at approximately 8, which represents about 12-13 wt% coke on the catalyst based on the weight of feed. This level is controlling unless considerable water is introduced to further control temperature, which addition is also practiced in Ashland's RCC processes.
- The metal containing fractions of reduced crudes contain Ni-V-Fe-Cu in the form of porphyrins and asphaltenes. These metal containing hydrocarbons are deposited on the catalyst during processing and are cracked in the riser to deposit the metal or are carried over by the coked catalyst as the metallo-porphyrin or asphaltene and converted to cause non-selective or degradative cracking and dehydrogena- tion to produce increased amounts of coke and light gases such as hydrogen, methane and ethane. These mechanisms adversely affect selectivity, resulting in poor yields and quality of gasoline and light cycle oil. The increased production of light gases, while impairing the yield and selectivity of the processes, also puts an increased demand on the gas compressor capacity. The increase in coke production, in addition to its negative impact on yield, also adversely affects catalyst activity-selectivity, greatly increases regenerator air demand and compressor capacity, and may result in uncontrollable and/or dangerous regenerator temperatures.
- These problems of the prior art have been greatly minimized by the development at Ashland Oil, Inc. of its Reduced Crude Conversion (RCC) Processes described in co-pending applications referenced above and incorporated herein by reference. The new process can handle reduced crudes or crude oils containing high metals and Conradson carbon values previously not susceptible to direct processing. Normally, these crudes require expensive vacuum distillation to isolate suitable feedstocks and produce as a by-product, high sulfur containing vacuum still bottoms. Ashland's RCC process avoids these prior art disadvantages. However, certain crudes such as Mexican Mayan or Venezuelan contain abnormally high metal and Conradson carbon values. If these poor grades of crude are processed in a reduced crude process, they may lead to an uneconomical operation because of the high load on the regenerator and the high catalyst addition rate required to maintain catalyst activity and selectivity. The addition rate can be as high as 4-8 lbs/bbl which, at today's catalyst prices, can add as much as $2-8/ bbl of additional catalyst cost to the processing economics. On the other hand, it is desirable to develop an economical means of processing poor grade crude oils, such as the Mexican Mayan, because of their availability and cheapness as compared to Middle East crudes.
- The literature suggests many processes for the reduction of metals content and Conradson carbon values of reduced crudes and other contaminated oil fractions. One such process is that described in U.S. Patent 4,243,514 and German Patent No. 29 04 230 assigned to Engelhard Minerals and Chemicals, Inc., which patents are incorporated herein by reference. Basically, these prior art processes involve contacting a reduced crude fraction or other contaminated oil with sorbent at elevated temperature in a sorbing zone, such as a fluid bed, to produce a product of reduced metal and Conradson carbon value. One of the sorbents described in Patent No. 4,243,514 is an inert solid initially composed of kaolin, which has been spray dried to yield microspheri- cal particles having a surface area below 100 m2/g and a catalytic cracking micro-activity (MAT) value of less than 20 and subsequently calcined at high temperature so as to achieve better attrition resistance.
- As the vanadia content on such sorbents increases, into the range of 10,000-30,000 ppm, the elevated temperatures encountered in regeneration zones cause the vanadia to flow and form a liquid coating on the sorbent particles. Any interruption or decrease in particle flow may result in coalescence between the liquid-coated particles, which interrupts fluidization, and may cause unit shutdown.
- For example, at 1000 ppm vanadium, this phenomena begins to be observed and by 10,000 ppm vanadium particle coalescence becomes a major factor in unit operation. By applying the methods of this invention, one can now operate in the upper ranges of vanadium levels (30,000 to 50,000 ppm) without vanadium deposition causing particle coalescence or excessive sintering of the sorbent structure.
- In the treatment of feeds of varying vanadium content, the rate of vanadium buildup on the sorbent and the equilibrium or steady state of vanadium on the sorbent is a function of vanadium content of the feed and especially the sorbent addition and withdrawal rates which are equal at equilibrium conditions. The following table presents a typical case for a 40,000 bbl/day unit in which the vanadium content of the feed is varied from 1 ppm (treatment of an FCC feed comprised of VGO and 5 to 20 percent of a heavy hydrocarbon fraction) up to 25 to 400 ppm (treatment of a reduced crude for RCC operations). In order to maintain various levels of vanadium on the sorbent at the equilibrium state after long term operation (50 to 150 days), the sorbent addition rate can be varied to yield equilibrated vanadium values of from 5000 to 30,000 ppm.


- In accordance with this invention a process has been provided for treating a hydrocarbon oil feed having a significant content of vanadium and Conradson carbon to pro- vide a product substantially lower in vanadium and Conradson carbon. In carrying out this process the hydrocarbon oil feed is contacted with a sorbent under conditions whereby coke and vanadium in an oxidation state lower than +5 are deposited on said sorbent, the sorbent is separated from the remaining feed., and is regenerated in the presence of an oxygen-containing gas under conditions whereby the vanadium is retained in an oxidation state lower than +5. The regenerated sorbent is recycled to contact fresh feed.
- Vanadium in an oxidation state of +5 melts at a temperature within the range at which the regeneration is carried out; however, vanadium in the +3 or +4 oxidation state melts at temperatures significantly greater than those encountered in the regenerator, and therefore does not present the problems resulting from coalescence of particles as does vanadium in the +5 oxidation state.
- The invention provides a method of producing a high grade of reduced crude conversion (RCC) feedstocks having lowered metals and Conradson carbon values relative to a poor grade of reduced crude or other carbo-metallic oil having extremely high metals and Conradson carbon values.
- The invention may further be used for processing crude oils or crude oil .fractions with significant levels of metals and/or Conradson carbon to provide an improved feedstock for typical fluid catalytic (FCC) cracking processes.
- The invention thus provides an improved method for treating petroleum oil feeds containing significant levels of vanadium (at least about 1.0 ppm). More particularly, this invention reduces particle coalescence and loss of fluidization caused by the vanadium contaminants in oil feeds of all types utilized in FCC and/or RCC operations. The invention is particularly useful in the pretreatment of carbo-metallic oil feeds to be utilized in RCC units.
-
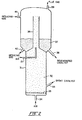
- Figs. 1 and 2 are schematic designs of sorbent regeneration and associated cracking apparatus which may be used in carrying out this invention.
- The invention may be carried out by controlling the regeneration of the spent, vanadium-containing sorbent using several methods, alone or in combination. The objective of these methods is to retain vanadium in a low oxidation state, either by not exposing the vanadium to oxidizing conditions, or by exposing vanadium to oxidizing conditions for too short a time to oxidize a significant amount of vanadium to the +5 state.
- The concentration of vanadium on the sorbent particles increases as the catalyst is recycled, and the vanadium on the sorbent introduced into the reactor becomes coated with coke formed in the reactor. In one method of carrying out the invention, the regenerator conditions are selected to ensure that at least enough coke is retained on the sorbent to keep vanadia in a reduced state. This coke may serve either to ensure a reducing environment for the vanadium, or to provide a barrier to the movement of oxidizing gas to underlying vanadium. The concentration of coke on the sorbent particles is preferably at least about 0.05 percent and a more preferred coke concentration is at least about 0.15 percent.
- In one method of carrying out this invention, which may be combined with the foregoing method of retaining at least about 0.05 percent coke on the sorbent or may be used to . achieve lower concentrations of coke, the regeneration is carried out in an environment which is non-oxidizing for the vanadium in an oxidation state less than +5. This may be accomplished by adding reducing gases such as, for example, CO or ammonia to the regenerator, or by regenerating under oxygen-deficient conditions. Oxygen-deficient regeneration increases the ratio of CO to C02 and in this method of providing a non-oxidizing atmosphere the CO/C02 ratio is at least about 0.25, preferably is at least about 0.3, and most preferably is at least about 0.4. The CO/CO -2 ratio may be controlled by controlling the extent of oxygen deficiency within the regenerator., The CO/CO2 ratio may2 also be increased by providing chlorine to the regenerator oxidizing atmosphere, preferably in concentrations of about 100 to about 400 ppm. These methods of increasing the CO/ C02 ratio are disclosed in copending applications Ser. No. 246,751 filed March 23, 1981 for "Addition of MgCl2 Catalyst" and Ser. No. 246,782 filed March 23, 1981 for "Addition of Chlorine to Regenerator", both in the name of George D. Myers.
- Regeneration in a reducing atmosphere is especially useful in combusting coke in zones where the coke level approaches or is reduced below about 0.05 percent, and it is preferred to have a CO/CO2 ratio of at least about 0.25 in zones where the coke loading is less than about 0.05 percent by weight.
- It is especially contemplated in carrying out this method that a reducing atmosphere will be employed in zones within the regenerator wherein the sorbent particles are in a relatively dense bed, such as in a dense fluidized or settled bed. It is especially useful to keep the vanadium in a reduced state under such conditions wherein the particles are in contact or in relatively frequent contact with each other, and are thus more likely to coalesce. In carrying out this method a reducing gas, such as for example Co, methane, or ammonia may be added to a zone having a dense catalyst phase, such as for example a bed having a density of about 25 to about 50 pounds per cubic foot.
- In another method of carrying out this invention, which is particularly useful in regenerating sorbent to a coke level below about 0.15 percent, and is especially useful to attain a coke level below about 0.05 percent, the sorbent is regenerated in one or more stages, in one stage of which, preferably the final regeneration state, the sorbent particles are in contact with an oxidizing atmosphere for a short period of time, such as for example, less than 2 seconds, and more preferably less than one second. In the preferred method of contacting the sorbent in an oxidizing atmosphere the sorbent particles are in a dispersed rather than a dense phase.
- In the preferred method of carrying out this aspect of the invention, a riser regenerator is used as the stage in a multi-state regenerator to contact the catalyst with an oxidizing atmosphere for a short period of time, such as for example less than about two seconds and preferably less than about one second. The riser stage of the regenerator has the advantage in reducing the carbon concentration to a level less than about 0.15 percent or less than about 0.05 percent, that vanadium, which is no longer protected by a coating of carbon, may not be in an oxidizing atmosphere for a long enough time to form molten +5 vanadium. Further, the low density of the particles in the riser-regenerator, minimizes coalescence of those particles which may have liquid pentavalent vanadia on their surfaces.
- In the preferred method of using a riser regenerator, the particles are contacted with a reducing atmosphere, such as one containing CO or other reducing gas, after leaving the riser and before accumulating in a dense bed of regen- erated particles.
- The preferred riser regenerator is similar to the vented riser reactor as is disclosed in U.S. Patents 4,066,533 and 4,070,159 to Myers et al which achieves ballistic separation of gaseous products from catalyst. This apparatus has the advantages of achieving virtually instantaneous separation of the regenerated catalyst, now containing some vanadia to which any oxygen present would have access, from the oxidizing atmosphere.
- In the preferred method of reducing the coke concentration to a level less than about 0.15 and especially to less than 0.05% the catalyst is contacted with a reducing atmosphere, preferably immediately after its separation from the oxidizing atmosphere and most preferably also in collection zones for the regenerated catalyst.
- This invention may be used in processing any hydrocarbon feed containing a significant concentration of vanadium. It is, however, especially useful in processing reduced crudes having high metal and high Conradson carbon values, and the invention will be described in detail with respect to its use in processing an RCC feed.
- RCC feed having a high metal and Conradson carbon values is preferably contacted in a riser with an inert solid sorbent of low surface area at temperatures above about 900°F. Residence time of the oil in the riser is below 5 seconds, preferably 0.5-2 seconds. The preferred sorbent is a spray-dried composition in the form of micro- spherical particles generally in the size range of 10 to 200 microns, preferably 20 to 150 microns, and more preferably between 40 and 80 microns, to ensure adequate fluidization properties.
- The sorbents useful in this invention include solids of low catalytic activity, such as spent catalyst, clays, bentonite, kaolin, montmorillonite, smectites, and other 2- layered lamellar silicates, mullite, pumice, silica, later- ite, and combinations of one or more of these or like materials. The surface area of these sorbents are preferably below 25 m2/g, have a pore volume of approximately 0.2 cc/g or greater and a micro-activity value as measured by the ASTM Test Method No. D3907-80 of below 20.
- The RCC feed is introduced at the bottom of the riser and contacts the sorbent at a temperature of l150-1400°F to yield a temperature at the exit of the riser in the sorbent disengagement vessel of approximately 900-1100°F. Along with the RCC feed, water, steam, naphtha, flue gas, or other vapors or gases may be introduced to aid in vaporization and act as a lift gas to control residence time.
- Coked sorbent is rapidly separated from the hydrocarbon vapors at the exit of the riser by employing the vented riser concept developed by Ashland Oil, Inc., and described in U.S. Patent Nos. 4,066,533 and 4,070,159 to Myers, et al., which patents are incorporated herein by reference. During the course of the treatment in the riser, the metal and Conradson carbon compounds are deposited on the sorbent. After separation in the vented riser, the coked sorbent is deposited as a dense but fluffed bed at the bottom of the disengagement vessel, transferred to a stripper and then to the regeneration zone. The coked sorbent is then contacted with an oxygen-containing gas to remove the carbonaceous material through combustion to carbon oxides to yield a regenerated sorbent in accordance with this invention. The regenerated sorbent is then recycled to the bottom of the riser where it again joins high metal and Conradson carbon containing feed to repeat the cycle.
- This vanadia immobilization method is preferably employed to provide an RCC feedstock for the processes for carbo-metallic oil conversion described in copending U.S. applications Ser. Nos. 94,091; 94,092; 94,216: 94,217 and 94,227, referred to above.
- The preferred feeds capable of being cracked by these RCC methods and apparatuses are comprised of 100% of less of 650°F+ material of which at least 5 wt%, preferably at least 10 wt%, does not boil below about 1025°F. The terms "high molecular weight" and/or "heavy" hydrocarbons refer to those hydrocarbon fractions having a normal boiling point of at least 1025°r and include non-boiling hydrocarbons, i.e., those materials which may not boil under any conditions.
- A carbo-metallic feed for purposes of this invention is- one having a heavy metal content of at least about 4 ppm nickel equivalents, (ppm total metals being converted to nickel equivalents by the.formula: Ni Eq. = Ni + V/4.8 + Fe/7.1 + Cu/1.23) a Conradson carbon residue value greater than about 1.0, and a vanadium content of at least 1.0 ppm. The feedstocks for which the invention is particularly useful will have a heavy metal content of at least about 5 ppm of nickel equivalents, a vanadium content of at least 2.0 ppm, and a Conradson residue of at least about 2.0. The greater the heavy metal content and the greater the propor-. tion of vanadium in that heavy metal content, the more advantageous the processes of this invention become.
- A particularly preferred feedstock for treatment by the process of the invention includes a reduced crude comprising 70% or more of a 650°F+ material having a fraction greater than 20% boiling about 1025°F at atmospheric pressure, a metals content of greater than 5.5 ppm nickel equivalents of which at least 5 ppm is vanadium, a vanadium to nickel atomic radio of at least 1.0, and a Conradson carbon residue greater than 4.0. This feed may also have a hydrogen to carbon ratio of less than about 1.8 and coke precursors in an amount sufficient to yield about 4 to 14% coke by weight based on fresh feed.
- Sodium vanadates have low melting points and may also flow and cause particle coalescence in the same manner as vanadium pentoxide. Thus, it is desirable to maintain low sodium levels in the feed in order to minimize coalescence as well as to avoid sodium vanadates on the sorbent.
- With respect to the tolerance levels of heavy metals on the sorbent itself, such metals may accumulate on the sorbent to levels in the range of from about 3000 to 70,000 ppm of total metals, preferably 10,000 to 30,000 ppm, of which 5 to 100%, preferably 20 to 80% is vanadium.
- The treating process according to the methods of the invention will produce coke in amounts of 1 to 14 percent by weight based on weight of fresh feed. This coke is laid down on the sorbent in amounts in the range of about 0.3 to 3 percent by weight of sorbent, depending upon the sorbent to oil ratio (weight of sorbent to weight of feedstock) in the riser. The severity of the process should be sufficiently low so that conversion of the feed to gasoline and lighter products is below 20 volume percent, preferably below 10 volume percent. Even at these low levels of severity, the treatment process is effective to reduce Conradson carbon values by at least 20 percent, preferably in the range of 40 to 70 percent, and heavy metals content by at least 50 percent, preferably in the range of 75 to 90 percent.
- The feed, with or without pretreatment, is introduced as shown in Fig. 1 into the bottom of the riser along with a suspension of hot sorbent. Steam, naphtha, water, flue gas and/or some other diluent is preferably introduced into the riser along with feed. These diluents may be from a fresh source or may be recycled from a process stream in the refinery. Where recycle diluent streams are used, they may contain hydrogen sulfide and other sulfur compounds which may help passivate adverse catalytic activity by heavy metals accumulating on the catalyst. It is to be understood that water diluents may be introduced either as a liquid or as steam. Water is added primarily as a source of vapor for dispersing the feed and accelerating the feed and sorbent to achieve the vapor velocity and residence time desired. Other diluents as such need not be added but where used, the total amount of diluent specified includes the amount of water used. Extra diluent would further increase the vapor velocity and further lower the feed partial pressure in the riser.
- As the feed travels up the riser, it forms basically four products known in the industry as dry gas, wet gas, naphtha, and RCC or FCC feedstock. At the upper end of the riser, the sorbent particles are ballistically separated from product vapors as previously described. The sorbent which then contains the coke formed in the riser is sent to the regenerator to burn off the coke and the separated product vapors are sent to a fractionator for further separation and treatment to provide the four basic products indicated. The preferred conditions for contacting feed and sorbent in the riser are summarized in Table C, in which the abbreviations used have the following meanings: "Temp." for temperature, "Dil." for diluent,."pp" for partial pressure, "wgt" for weight, "V" for vapor, "Res:" for residence, "S/0" for sorbent to oil ratios, "sorb." for sorbent", "bbl" for barrel, "MAT" for microactivity by the MAT test using a standard Davison feedstock, "Vel." for velocity, "cge" for charge, "d" for density and "Reg." for regenerated.

- In treating carbo-metallic feedstocks in accordance with the present invention, the regenerating gas may be any gas which can provide oxygen to convert carbon to carbon oxides. Air is highly suitable for this purpose in view of its ready availability. The amount of air required per pound of coke for combustion depends upon the desired carbon dioxide to carbon monoxide ratio in the effluent gases and upon the amount of other combustible materials present in the coke, such as hydrogen, sulfur, nitrogen and other elements capable of forming gaseous oxides at regenerator conditions.
- The regenerator is operated at temperatures in the range of about 900 to 1500°F, preferably 1150 to 1400°F, most preferably 1200 to 1300°F, to achieve adequate combustion while keeping sorbent temperatures below those at which significant sorbent degradation can occur. In order to control these temperatures, it is necessary to control the rate of burning which, in turn, can be controlled at least in part by the relative amounts of oxidizing gas and carbon introduced into the regeneration zone per unit time.
- Referring in detail to the drawings, in Fig. 1, petroleum feedstock is introduced into the lower end of
riser reactor 2 through inlet line 1 at which point it is mixed with hot regenerated sorbent coming from regenerator 9 through line 3. - The feedstock is partially catalytically cracked in passing up
riser 2 and the product vapors are separated from coke-coated sorbent invessel 8. The sorbent particles move upwardly fromriser 2 into the space withinvessel 8 and fall downwardly intodense bed 16. The cracking products together with some sorbent fines pass through horizontal line 4 into cyclone 5. The gases are separated from the sorbent and pass out through line 6. The sorbent fines drop intobed 16 throughdipleg 19. - The spent sorbent, coated with coke and vanadium in a reduced state, passes through line 7 into upper dense
fluidized bed 18 within regenerator 9. The spent sorbent is fluidized with a mixture of air, CO and C02 passing throughporous plate 21 fromlower zone 20, is partially regenerated inbed 18 and is passed into the lower portion of ventedriser 13 through line 11. Air is introduced intoriser 13 throughline 12 where it is mixed with the partially regenerated sorbent which is forced rapidly upwards through the riser and falls into dense settledbed 17.Line 14 provides a source of reducing gas such as CO forbed 17 to keep the regenerated sorbent in a reducing atmosphere and thus keep vanadium present in a reduced oxidation state. - Regenerated sorbent is returned to the
riser reactor 2 through line 3, which is provided with a source of a reducing gas such as CO throughline 22. - In Fig. 2 spent sorbent coated with coke and vanadium in a reduced state flow into dense
fluidized bed 32 ofregenerator 31 throughinlet line 33. Air to combust the coke and fluidize the sorbent is introduced throughline 34 andporous plate 35 which distributes the air. Coke is burned and the partially regenerated sorbent passes upwardly intoriser regenerator 36. The partially regenerated sorbent which reaches theriser 36 is contacted with air fromline 37 which completes the regeneration and helps move the sorbent rapidly up the riser. The regenerated sorbent passes upwardly from the top of theriser 36 and falls down into dense settledbed 37.Dense bed 37 and the zone above 37 through which the regenerated sorbent falls are supplied with a reducing gas such as CO throughlines line 38, and the CO-rich flue gases leave the regenerator throughline 39. - Having thus described this invention the following Example is offered to illustrate it in more detail.
- A carbo-metallic feed at a temperature of about 400°F is fed at a rate of about 2000 pounds per hour into the bottom of a vented riser reactor where it is mixed with sorbent at a temperature of about 1275°F and a sorbent to oil ratio by weight of about 11.
- The carbo-metallic feed has a heavy metal content of about 200 ppm Nickel Equivalents of heavy metals including 100 ppm vanadium, and has a Conradson carbon content of about 12 percent. About 85 percent of the feed boils above 650°F and about 20 percent of the feed boils above 1025°F.
- The temperature within the reactor is about 1000°F and the pressure is about 27 psia. About 20 percent of the feed is converted to fractions boiling-at a temperature less than 430°F and about 10 percent of the feed is converted to gasoline. During the reaction, about 11 percent of the feed is converted to coke.
- The sorbent containing about one percent by weight of coke contains about 20,000 ppm Nickel Equivalents including about 12,000 ppm vanadium. The sorbent is stripped with steam at a temperature of about 1000°F to remove volatiles and the stripped sorbent is introduced into the upper zone of the regenerator as shown in Fig. 1 at a rate of about 23,000 pounds per hour, and is partially regenerated to a coke concentration of about 0.2 percent by a mixture of air, CO and C02. The CO/CO2 ratio in the fluidized bed in the upper zone is about 0.3.
- The partially regenerated sorbent is passed to the bottom of a riser reactor where it is contacted with air in an amount sufficient to force the sorbent up the riser with a residence time of about 1 second. The regenerated catalyst, having a coke loading of about 0.05 percent exits from the top of the riser and falls into a dense bed having a reducing atmosphere comprising CO. The regenerated catalyst is recycled to the riser reactor for contact with additional feed.
- The invention is useful in the treatment of both FCC and RCC feeds as described above. The present invention is particularly useful in the treatment of high boiling carbo-metallic feedstock of extremely high metals-Conradson carbon values to provide products of lowered metals-Conradson carbon values suitable for use as feedstocks for FCC and/or RCC units. Examples of these oils are reduced crudes and other crude oils or crude oil fractions containing metals and/or residua as above defined.
- This invention is particularly useful in processing feedstocks containing vanadium in a concentration of over about 100 ppm or over about 200 ppm and having Conradson carbon values greater than about 8%. Feedstocks for which the invention is particularly useful are those in which the vanadium content is at least about 50 percent of the heavy metal content. However, this invention has applicability in treating other feedstocks containing significant levels of vanadium and is applicable, for example, for treating a gas oil having a vanadium concentration greater than about 0.1 ppm and having a Conradson carbon value of less than about 1.
- Although the treating process is preferably conducted in a riser reactor of the vented type, other types of risers and other types of reactors with either upward or downward flow may be employed. Thus, the treating operation may be conducted with a moving bed of sorbent which moves in counter-current relation to liquid (unvaporized) feedstock under suitable contact conditions of pressure, temperature and weight hourly space velocity. The process conditions, sorbent and feed flows and schematic flow of a moving bed operation are described in the literature, such as those disclosed, for example, in articles entitled "T.C. Reforming", Pet. Engr., April (1954); and "Hyperforming", Pet. Engr., April (1954); which articles are incorporated herein by reference.
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82101769T ATE20903T1 (en) | 1981-04-20 | 1982-03-06 | IMMOBILIZATION OF VANADINE DEPOSITED ON ADSORBENTS IN THE TREATMENT OF OILS CONTAINING COKE PRECURSORS AND HEAVY METALS. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US25593181A | 1981-04-20 | 1981-04-20 | |
| US255931 | 1981-04-20 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0065626A2 true EP0065626A2 (en) | 1982-12-01 |
| EP0065626A3 EP0065626A3 (en) | 1983-03-23 |
| EP0065626B1 EP0065626B1 (en) | 1986-07-23 |
Family
ID=22970439
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82101769A Expired EP0065626B1 (en) | 1981-04-20 | 1982-03-06 | Immobilization of vanadium deposited on sorbent materials during the treatment of oils containing heavy metals and coke precursors |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0065626B1 (en) |
| JP (1) | JPS57182387A (en) |
| AT (1) | ATE20903T1 (en) |
| AU (1) | AU534630B2 (en) |
| BR (1) | BR8202229A (en) |
| CA (1) | CA1175375A (en) |
| DE (1) | DE3272069D1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0428486Y2 (en) * | 1987-06-26 | 1992-07-10 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4162213A (en) * | 1976-04-29 | 1979-07-24 | Mobil Oil Corporation | Catalytic cracking of metal-contaminated oils |
| GB2015564A (en) * | 1978-02-06 | 1979-09-12 | Engelhard Min & Chem | Decoking and demetallizing residual oils |
| US4243514A (en) * | 1979-05-14 | 1981-01-06 | Engelhard Minerals & Chemicals Corporation | Preparation of FCC charge from residual fractions |
| US4280895A (en) * | 1979-12-31 | 1981-07-28 | Exxon Research & Engineering Co. | Passivation of cracking catalysts |
| GB2075048A (en) * | 1980-04-28 | 1981-11-11 | Engelhard Min & Chem | Selective vaporization process and dynamic control thereof |
-
1982
- 1982-03-06 EP EP82101769A patent/EP0065626B1/en not_active Expired
- 1982-03-06 DE DE8282101769T patent/DE3272069D1/en not_active Expired
- 1982-03-06 AT AT82101769T patent/ATE20903T1/en not_active IP Right Cessation
- 1982-03-11 AU AU81311/82A patent/AU534630B2/en not_active Ceased
- 1982-04-19 CA CA000401224A patent/CA1175375A/en not_active Expired
- 1982-04-19 BR BR8202229A patent/BR8202229A/en unknown
- 1982-04-20 JP JP57066175A patent/JPS57182387A/en active Granted
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4162213A (en) * | 1976-04-29 | 1979-07-24 | Mobil Oil Corporation | Catalytic cracking of metal-contaminated oils |
| GB2015564A (en) * | 1978-02-06 | 1979-09-12 | Engelhard Min & Chem | Decoking and demetallizing residual oils |
| US4243514A (en) * | 1979-05-14 | 1981-01-06 | Engelhard Minerals & Chemicals Corporation | Preparation of FCC charge from residual fractions |
| US4280895A (en) * | 1979-12-31 | 1981-07-28 | Exxon Research & Engineering Co. | Passivation of cracking catalysts |
| GB2075048A (en) * | 1980-04-28 | 1981-11-11 | Engelhard Min & Chem | Selective vaporization process and dynamic control thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| BR8202229A (en) | 1983-03-29 |
| AU534630B2 (en) | 1984-02-09 |
| EP0065626B1 (en) | 1986-07-23 |
| DE3272069D1 (en) | 1986-08-28 |
| EP0065626A3 (en) | 1983-03-23 |
| CA1175375A (en) | 1984-10-02 |
| ATE20903T1 (en) | 1986-08-15 |
| AU8131182A (en) | 1982-10-28 |
| JPS6253038B2 (en) | 1987-11-09 |
| JPS57182387A (en) | 1982-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0072653B1 (en) | Endothermic removal of coke deposited on sorbent materials during conversion of oils containing coke precursors and heavy metals | |
| US4414098A (en) | Upgrading carbo-metallic oils with used catalyst | |
| US4377470A (en) | Immobilization of vanadia deposited on catalytic materials during carbo-metallic oil conversion | |
| US4513093A (en) | Immobilization of vanadia deposited on sorbent materials during treatment of carbo-metallic oils | |
| EP0171460B1 (en) | Residual oil cracking process using dry gas as lift gas initially in riser reactor | |
| US4446009A (en) | Selective vaporization process and apparatus | |
| US4508839A (en) | Catalyst for the conversion of carbo-metallic containing oils | |
| JPH0232310B2 (en) | ||
| EP0134924B1 (en) | Addition of water to regeneration air | |
| US4374021A (en) | Method for controlling a pretreatment process | |
| US4450241A (en) | Endothermic removal of coke deposited on catalytic materials during carbo-metallic oil conversion | |
| US4432864A (en) | Carbo-metallic oil conversion with liquid water containing H2 S | |
| JPH0124200B2 (en) | ||
| JPH0116879B2 (en) | ||
| US4425259A (en) | Endothermic removal of coke deposited on catalytic materials during carbo-metallic oil conversion | |
| JP5982496B2 (en) | Passivation / capture method | |
| EP0074945A1 (en) | Immobilization of vanadia deposited on catalytic materials during carbometallic oil conversion | |
| JPH0216354B2 (en) | ||
| US4915820A (en) | Removal of coke and metals from carbo-metallic oils | |
| US4384949A (en) | Pretreating hydrocarbon feed stocks using deactivated FCC catalyst | |
| EP0137998A2 (en) | Vented riser for stripping spent catalyst | |
| WO1982003226A1 (en) | Immobilization of vanadia deposited on sorbent materials during treatment of carbo-metallic oils | |
| EP0065626B1 (en) | Immobilization of vanadium deposited on sorbent materials during the treatment of oils containing heavy metals and coke precursors | |
| EP0175799A1 (en) | Immobilization of vanadia deposited on sorbent materials during visbreaking treatment of carbo-metallic oils | |
| US4980050A (en) | Catalytic cracking process with partial CO combustion |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19830611 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19860723 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19860723 Ref country code: CH Effective date: 19860723 Ref country code: BE Effective date: 19860723 Ref country code: AT Effective date: 19860723 |
|
| REF | Corresponds to: |
Ref document number: 20903 Country of ref document: AT Date of ref document: 19860815 Kind code of ref document: T |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19860731 |
|
| REF | Corresponds to: |
Ref document number: 3272069 Country of ref document: DE Date of ref document: 19860828 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19870331 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19901218 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19901220 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19910330 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19910331 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19920306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19921001 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19921130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19921201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |