EP0064367A2 - Method for inductively heating valve seat inserts - Google Patents
Method for inductively heating valve seat inserts Download PDFInfo
- Publication number
- EP0064367A2 EP0064367A2 EP82302088A EP82302088A EP0064367A2 EP 0064367 A2 EP0064367 A2 EP 0064367A2 EP 82302088 A EP82302088 A EP 82302088A EP 82302088 A EP82302088 A EP 82302088A EP 0064367 A2 EP0064367 A2 EP 0064367A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- valve seat
- approximately
- insert
- energizing
- generally
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L3/00—Lift-valve, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces; Parts or accessories thereof
- F01L3/22—Valve-seats not provided for in preceding subgroups of this group; Fixing of valve-seats
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
Definitions
- This invention relates to the art of induction heating and, more particularly, to a method for inductively heating valve seat inserts for an engine component such as an engine head or the like.
- the invention is particularly applicable to heating exhaust valve seat inserts in a cast aluminum engine component and will be described with particular reference thereto; however, it will be appreciated that the invention has broader applications and may be used for heating a variety of conically shaped metal surfaces in other environments.
- valve seats which coact with reciprocating poppet valves for controlling the flow of gases to and from the engine cylinders.
- the valve seats for the exhaust valves must have extremely high wear characteristics at high engine operating temperatures.
- the conical seat surfaces are inductively heated during engine manufacture and then quench hardened by conventional liquid or mass quenching techniques.
- Induction heating of multiple valve seats in an engine component may be adapted to automatic processing in a single operation where, for example, a plurality of single turn inductors are positioned immediately adjacent the conically shaped exhaust valve seat.
- Such apparatus and methods are to which reference is directed.
- the inductors are independently movable on a common frame relative to the engine component and are biased toward the valve seats.
- the frame itself is moved into contact with the engine component so that each inductor contacts the valve seat which it is to heat.
- the inductors are then locked in position and the frame retracted slightly for purposes of establishing a desired magnetic coupling distance between the inductors and valve seats.
- the foregoing patents disclose methods which have provided extremely good results when induction heating ferrous exhaust valve seats in cast iron engine components.
- the present invention relates to inductively heating a metal valve seat insert within an engine component such as an engine head or the like subsequent to installation and machining of the insert within the component.
- the invention further relates to a method for inductively heating the insert prior to quench hardening while maintaining a pressure fit between the metal insert and a non-ferrous engine component.
- the method utilizes high power induction heating techniques which facilitate obtaining the necessary insert heating to a satisfactory preselected depth in a very short time interval.
- the method comprises the steps of:
- the step of energizing is performed at a frequency generally in the range of approximately 250-500 kilohertz at a selected power generally in the range of 15-25 kilowatts and with said step of machining being performed in a time period of less than 1 second.
- the frequency is approximately 400 kilohertz at a selected power of approximately 20 kilowatts.
- the step of maintaining continues until the metal forming the valve seat is formed into an austenitic structure to a depth of generally no greater than 0.035 inches. In the preferred method, this depth is maintained at approximately 0.024 inches.
- the principal object of the present invention is the provision of a new method which is extremely reliable and effective for purposes of inductively heating a conical surface on a ferrous ring insert, such as a cast iron insert, disposed in a non-ferrous component and, in particular, an internal combustion engine component.
- Another object of the invention is the provision of such a method which will not cause deleterious heat transfer through the insert and/or to the component metal immediately surrounding and adjacent to the insert.
- Still another object of the invention is the provision of a new method for inductively heating a ferrous valve seat insert having a pressure fit in an aluminum engine component so that such heating will not deleteriously affect the pressure fit and wherein an inexpensive ferrous material like cast iron may be used for the insert.
- FIGURE 1 shows an induction heating device A disposed in operative communication with a cast aluminum engine component B.
- induction heating device A disposed in operative communication with a cast aluminum engine component B.
- Specific details of the features and operation of induction heating device A are disclosed in detail in the commonly assigned United States Pat. No. Re 29,046. Essential and non-essential subject matter from that patent, as well as from commonly assigned U. S. Pat. No. 3,837,934, are incorporated hereinto by reference.
- engine component B includes at least one exhaust passageway 10 having an annular valve seat insert 12 formed of cast iron and closely disposed coaxially within a recessed cylindrical exhaust port 14.
- a guide opening or port 16 is coaxial with exhaust port 14 and receives the stem of a conventional poppet valve (not shown) when the engine is assembled.
- Annular valve seat insert 12 includes a conically shaped valve seat surface 30 which is installed into the engine component, machined and thereafter hardened in accordance with the subject invention.
- Insert 12 comprises a standard component typically constructed from steel or cast iron; however, cast iron is preferred because of costs.
- Installation of insert 12 into the receiving bore at exhaust port 14 may be by any one of a number of conventional methods including, for example, a pressure or force fit and the like. When a pressure fit technique is employed, the insert is normally chilled to obtain some degree of contraction and thereby more readily accommodate installation. Following installation, the insert is fixedly-retained in port 14 by opposed forces particularly occurring at interface area 32 between the outer side wall of the.insert and the receiving bore side wall. ' It will be readily appreciated that a plurality of exhaust ports with associated inserts A are typically involved with any engine component B in the same manner best described in U. S. Pat. No. Re 29,046.
- induction heating device A includes a generally cylindrical electrically insulated body 40 having a somewhat smaller cylindrical electrically insulated body insert 42 extending coaxially outward from the inner end thereof.
- a locating pin or nose 44 extends coaxially outward from body insert 42 to accommodate locating the induction heating device coaxially of exhaust port 14 in a known manner.
- a single turn inductor Interposed between body 40 and body insert 42 of the induction heating device is a single turn inductor generally designated 50.
- This inductor comprises a split circular ring of copper of generally rectangular cross-section and includes a pair of spaced legs 52,54 extending therefrom axially through body 40 and outwardly from the body outer end.
- Inductor 50 as well as legs 52,54 are hollow and communicate with each other in such fashion to define a continuous fluid passageway therethrough. This passageway accommodates passage of a suitable coolant from a source (not shown) disposed adjacent to or spaced from the overall induction heating device as is known.
- a power source 60 is operatively connected by leads 62,64 to conductor 50 as at, for example, legs 52,54, 'respectively.
- the power source comprises an oscillator having an output frequency capability generally in the range of 200-500 kilohertz (kHz) and a power capability of generally between 12-25 kilowatts (kw).
- kHz kilohertz
- kw kilowatts
- the preferred power is approximately 20 kw.
- the power density is in the general range of 40 kw/in 2 . This is drastically higher than any power density previously used for heating the valve seats of internal combustion engines.
- a time delay device is advantageously incorporated between leads 62,64 for turning the power source 60 off after a preselected heating time or interval. In accordance with the present new method, this heating time is quite short and is typically less than 1 second.
- aluminum engine component B will typically have a plurality of exhaust ports 14 which all have similar inserts 12 which are to be inductively heated in a simultaneous manner.
- Apparatus adapted for this purpose is shown in U. S. Pat. No. Re 29,046 and includes means for causing induction heating device A to be positioned in an associated exhaust port 14 with locating pin 44 coaxially aligning the device relative to the exhaust port.
- Device A is bottomed out with inductor 50 engaging conical valve seat surface 30 of seat insert 12. Thereafter, the heating device is backed out slightly so that some preselected gap is present between.the inductor and conical valve seat surface 30 to effect a desired coupling relationship therebetween.
- this gap is generally designated by letter a and comprises a distance of approximately 0.040 inches. While this particular gap has been found.particularly suitable in most cases where-a ferrous valve seat insert disposed in an aluminum engine component is to have a conical valve seat surface hardened, it will be appreciated that it may be varied somewhat as deemed necessary or appropriate for a specific application of the new method.
- the side or flat surface 70 of inductor 50 is generally parallel to seat surface 30 and has a width at least slightly greater than that of the seat surface.
- a high power, low time induction heating method is employed whereby seat surface 30 of seat insert 12 is sufficiently heated to an acceptable depth for purposes of transforming the seat material into the austenitic range for subsequent transformation into the martensitic range.
- the depth of such transformation is generally designated by the letter d and may comprise a depth of up to approximately 0.035 inches, although 0.024 inches is generally preferred.
- the prefrred frequency of approximately 400 kHz a relatively shallow reference depth is heated in the seat surface and by using the preferred power of approximately 20 kw to obtain a power density of about 40 kw/in 2 , the valve seat is heated to an acceptable transformation temperature at a very rapid rate. Indeed, and when using the preferred ranges noted, it has been found that a time interval of approximately 0.5 seconds will provide entirely satisfactory heating and hardening results to a depth of approximately 0.024 inches..
- the seat rings or the entire engine component are subjected to quenching in a manner known in the art. Because heating of seat surfaces 30 is so rapid and is substantially limited to or isolated at these surfaces to a preselected shallow depth, there is no deleterious heating of the whole insert or heat transfer through seat inserts 12. These factors might otherwise adversely affect or alter the close fitting relationship between the seat inserts and exhaust ports. This result represents a substantial improvement over results obtained from prior known techniques in inductively heating valve seats or valve seat inserts.
- cast iron valve seat inserts have been successfully hardened to a case depth of 0.030 inches using a heat cycle of 0.5 seconds with a radio frequency oscillator (400 kw) and a power density of 40 kw/in 2 .
- the advantages of using a soft cast iron insert in an aluminum cylinder head rather than a prehardened alloy steel insert resides in the fact that it permits easy machining of the soft cast insert with subsequent hardening of the valve seat by induction hardening techniques. This then achieves the requisite seat durability while, at the same time, yielding considerable improvement by way of increased productivity.
- Valve seat inserts have also been hardened at a 0.2 second heat time with this new method to approximately the case depth of 0.030 inches by using considerably more than 40 kw/in 2 power density. Even though it reduces the tendency to induce heat into the insert, the 0.5 second heating cycle is considered somewhat more tolerable in that it provides a more uniform and constant case depth.
- the preferred parameters of the subject method using a primary power source having a frequency of approximately 400 kHz and a power of approximately 20 kw with a heating cycle of approximately 0.5 seconds provides a case depth of approximately 0.024 inches and a hardness of "58" on the Rockwell C scale in cast iron seat inserts.
- Prior techniques which typically employ the same frequency at a power of approximately 7 kw with a heating cycle of approximately 7-8 seconds provides a case depth of between 0.050-0.060 inches and a hardness of "58" on the Rockwell C scale.
- Such parameters, while acceptable for gray cast iron engine components having integral cast iron valve seats simply will not provide suitable results in the environment of cast aluminum engine components utilizing ferrous seat ring inserts.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatment Of Articles (AREA)
- Details Of Valves (AREA)
- Lift Valve (AREA)
- General Induction Heating (AREA)
Abstract
Description
- This invention relates to the art of induction heating and, more particularly, to a method for inductively heating valve seat inserts for an engine component such as an engine head or the like.
- The invention is particularly applicable to heating exhaust valve seat inserts in a cast aluminum engine component and will be described with particular reference thereto; however, it will be appreciated that the invention has broader applications and may be used for heating a variety of conically shaped metal surfaces in other environments.
- Internal combustion engines generally employ conically shaped valve seats which coact with reciprocating poppet valves for controlling the flow of gases to and from the engine cylinders. The valve seats for the exhaust valves must have extremely high wear characteristics at high engine operating temperatures. To counteract such wear and increase desirable physical properties in the valve seats, the conical seat surfaces are inductively heated during engine manufacture and then quench hardened by conventional liquid or mass quenching techniques.
- Induction heating of multiple valve seats in an engine component may be adapted to automatic processing in a single operation where, for example, a plurality of single turn inductors are positioned immediately adjacent the conically shaped exhaust valve seat. Such apparatus and methods are to which reference is directed. disclosed in U. S. Pat. Nos. Re 29,046 and 3,837,934/ There, the inductors are independently movable on a common frame relative to the engine component and are biased toward the valve seats. The frame itself is moved into contact with the engine component so that each inductor contacts the valve seat which it is to heat. The inductors are then locked in position and the frame retracted slightly for purposes of establishing a desired magnetic coupling distance between the inductors and valve seats. The foregoing patents disclose methods which have provided extremely good results when induction heating ferrous exhaust valve seats in cast iron engine components.
- However, recent efforts to improve gasoline mileage and obtain vehicle weight reductions have brought about an ever increasing use of aluminum for major engine components. Although use of aluminum for manufacturing such major components provides substantial benefits insofar as weight reduction is concerned, attendant difficulties and problems have been encountered in several areas,.including exhaust valve seats. Aluminum does not have sufficient strength and hardness properties to itself accommodate or comprise the valve seat surfaces. As a result of these shortcomings, it is necessary that the exhaust valve seat surfaces be provided through use of seat ring inserts constructed of a hardenable material installed in the cast aluminum engine component by suitable means such as, for example, a force fit or the like. For cost reduction purposes as well as for purposes of assuring accurate location and concentricity of the valve seat surfaces, it is highly desirable that machining of the inserts for obtaining final valve seat conformation take place subsequent to mounting of the inserts into the engine component.
- While machining of the conical valve seat surfaces does not present any significnt problems, subsequent surface hardening must be performed in a manner which will not deleteriously affect the aluminum engine component and/or the pressure fit between the engine component and the ferrous metal insert. Because it is customarily necessary to harden exhaust valve seat surfaces at approximately 1700°F and since the melting point of typical aluminum alloys employed for engine components is generally in the range of 1200° - 1400°F, heating of and heat transfer through the seat inserts must be carefully controlled during the hardening process. Without appropriate control, the inserts may radially expand against the associated receiving bores in the engine component to destroy.the pressure fit relationship therebetween and/or otherwise damage the integrity of the engine component metal adjacent thereto. In more severe cases, the aluminum engine component metal could be unacceptably brought close to its melting temperature. Both of the foregoing situations are extremely undesirable in that they can ultimately adversely affect engine operation or expected engine life. The specific heating methods disclosed in U. S. Pat. Nos. Re 29,046 and 3,837,934 are useful in inductively heating valve seats and valve seat insert surfaces when conventional gray cast iron engine components are involved. They are not, however, as effective for use with aluminum or the like components because of the above noted problems and characteristics which are generally associated therewith. In view of these factors, the inserts were often made of expensive steel and hardened in furnaces before assembly into the engine component. This involves costly materials as well as costly post assembly machining of the hardened seat inserts.
- It has, therefore, been considered desirable to develop a method for inductively heating the seat surface of ferrous seat ring inserts installed in aluminum engine components for purposes of overcoming the foregoing problems. One such method and apparatus is disclosed in the commonly assigned, U. S. patent application Ser. No. 147,829, filea May 8, 1980, and which involves method conceived subsequent to conception of the subject invention. The foregoing application generally relates to use of a conducting ring or shield in operative association with each heating inductor for shielding the inductive energy of the inductor from the aluminum engine component. This then prevents or controls heating of the aluminum engine component around and adjacent to the valve seat insert. The method in this prior application did not solve the problem of undue seat insert expansion during heating. Although providing a solution to one of the major problems, the subject new method is deemed to provide another approach for enhancing the ability to harden ferrous seat rings in the general environment of aluminum engine components.
- The present invention relates to inductively heating a metal valve seat insert within an engine component such as an engine head or the like subsequent to installation and machining of the insert within the component.
- The invention further relates to a method for inductively heating the insert prior to quench hardening while maintaining a pressure fit between the metal insert and a non-ferrous engine component. The method utilizes high power induction heating techniques which facilitate obtaining the necessary insert heating to a satisfactory preselected depth in a very short time interval.
- According to the present invention, the method comprises the steps of:
- (a) locating a generally circular inductor adjacent the insert;
- (b) energizing the inductor with a primary power source having a frequency of at least greater than 200 kilohertz and a selected power greater than approximately 12 kilowatts and providing a power source density at the seat of at least 25 kilowatts per square inch;
- (c) maintaining the inductor in an energized condition for some predetermined period of time less than 3 seconds to transform the metal forming the valve seat into an austenitic structure to some predetermined depth; and,
- (d) thereafter quenching the valve seat material.
- According to a more detailed aspect of the invention, the step of energizing is performed at a frequency generally in the range of approximately 250-500 kilohertz at a selected power generally in the range of 15-25 kilowatts and with said step of machining being performed in a time period of less than 1 second. In the preferred arrangement for practicing the method, the frequency is approximately 400 kilohertz at a selected power of approximately 20 kilowatts.
- According to a further aspect of the invention, the step of maintaining continues until the metal forming the valve seat is formed into an austenitic structure to a depth of generally no greater than 0.035 inches. In the preferred method, this depth is maintained at approximately 0.024 inches.
- The principal object of the present invention is the provision of a new method which is extremely reliable and effective for purposes of inductively heating a conical surface on a ferrous ring insert, such as a cast iron insert, disposed in a non-ferrous component and, in particular, an internal combustion engine component.
- Another object of the invention is the provision of such a method which will not cause deleterious heat transfer through the insert and/or to the component metal immediately surrounding and adjacent to the insert.
- Still another object of the invention is the provision of a new method for inductively heating a ferrous valve seat insert having a pressure fit in an aluminum engine component so that such heating will not deleteriously affect the pressure fit and wherein an inexpensive ferrous material like cast iron may be used for the insert.
- Further objects and advantages for the invention will become readily apparent to those skilled in the art upon a reading and understanding of the following specification.
- The invention may take physical form in certain parts and arrangements of parts, a preferred embodiment of which will be described in detail in the following specification and illustrated in the accompanying drawings which form a part hereof and herein:
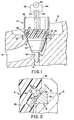
- FIGURE 1 is a partial cross-sectional view illustrating the preferred manner of practicing the subject new method; and,
- FIGURE 2 is an enlarged cross-sectional view of a portion of FIGURE 1 for better-showing the relationship between the inductor and valve seat surface to be heated.
- Referring now to the drawings wherein the showings are for purposes of illustrating the preferred embodiment of the invention only and not for purposes of limiting same, FIGURE 1 shows an induction heating device A disposed in operative communication with a cast aluminum engine component B. Specific details of the features and operation of induction heating device A are disclosed in detail in the commonly assigned United States Pat. No. Re 29,046. Essential and non-essential subject matter from that patent, as well as from commonly assigned U. S. Pat. No. 3,837,934, are incorporated hereinto by reference.
- More particularly, engine component B includes at least one
exhaust passageway 10 having an annular valve seat insert 12 formed of cast iron and closely disposed coaxially within a recessedcylindrical exhaust port 14. A guide opening orport 16 is coaxial withexhaust port 14 and receives the stem of a conventional poppet valve (not shown) when the engine is assembled. - Annular
valve seat insert 12 includes a conically shapedvalve seat surface 30 which is installed into the engine component, machined and thereafter hardened in accordance with the subject invention.Insert 12 comprises a standard component typically constructed from steel or cast iron; however, cast iron is preferred because of costs. Installation ofinsert 12 into the receiving bore atexhaust port 14 may be by any one of a number of conventional methods including, for example, a pressure or force fit and the like. When a pressure fit technique is employed, the insert is normally chilled to obtain some degree of contraction and thereby more readily accommodate installation. Following installation, the insert is fixedly-retained inport 14 by opposed forces particularly occurring atinterface area 32 between the outer side wall of the.insert and the receiving bore side wall. 'It will be readily appreciated that a plurality of exhaust ports with associated inserts A are typically involved with any engine component B in the same manner best described in U. S. Pat. No. Re 29,046. - Continuing with reference to FIGURE 1, induction heating device A includes a generally cylindrical electrically
insulated body 40 having a somewhat smaller cylindrical electricallyinsulated body insert 42 extending coaxially outward from the inner end thereof. A locating pin ornose 44 extends coaxially outward from body insert 42 to accommodate locating the induction heating device coaxially ofexhaust port 14 in a known manner. - Interposed between
body 40 and body insert 42 of the induction heating device is a single turn inductor generally designated 50. This inductor comprises a split circular ring of copper of generally rectangular cross-section and includes a pair of spacedlegs body 40 and outwardly from the body outer end.Inductor 50 as well aslegs - A
power source 60 is operatively connected by leads 62,64 toconductor 50 as at, for example,legs conductor 50.. Also, the preferred power is approximately 20 kw. Since the heated area ofconical surface 30 is about 0.5 square inches (in2), the power density is in the general range of 40 kw/in2. This is drastically higher than any power density previously used for heating the valve seats of internal combustion engines. A time delay device is advantageously incorporated betweenleads power source 60 off after a preselected heating time or interval. In accordance with the present new method, this heating time is quite short and is typically less than 1 second. - In practicing the new method, aluminum engine component B will typically have a plurality of
exhaust ports 14 which all havesimilar inserts 12 which are to be inductively heated in a simultaneous manner. Apparatus adapted for this purpose is shown in U. S. Pat. No. Re 29,046 and includes means for causing induction heating device A to be positioned in an associatedexhaust port 14 with locatingpin 44 coaxially aligning the device relative to the exhaust port. Device A is bottomed out withinductor 50 engaging conicalvalve seat surface 30 ofseat insert 12. Thereafter, the heating device is backed out slightly so that some preselected gap is present between.the inductor and conicalvalve seat surface 30 to effect a desired coupling relationship therebetween. - With reference to FIGURE 2, this gap is generally designated by letter a and comprises a distance of approximately 0.040 inches. While this particular gap has been found.particularly suitable in most cases where-a ferrous valve seat insert disposed in an aluminum engine component is to have a conical valve seat surface hardened, it will be appreciated that it may be varied somewhat as deemed necessary or appropriate for a specific application of the new method. The side or
flat surface 70 ofinductor 50 is generally parallel toseat surface 30 and has a width at least slightly greater than that of the seat surface. - As previously noted, it is necessary to prevent deleterious heating of or heat transfer through the entirety of
insert 12 in the preferred environment here under discussion. It has been discovered that acceptable heating results-could be obtained ifseat surface 30 was quickly brought to temperature and then quenched prior to the time that any deleterious heat transfer could occur. Moreover, it is necessary at the same time to obtain a suitable depth of heating to assure that the hardened seat surface will have sufficiently high wear characteristics at high operating temperatures. To that end, it has also been discovered that a depth of generally no greater than 0.035 inches will provide wholly satisfactory results without in any way impairing engine operation or engine life.. In practice, a depth of approximately 0.024 inches has been found entirely satisfactory and is preferred when using the subject new method. - Thus, and in accordance with the invention, a high power, low time induction heating method is employed whereby
seat surface 30 ofseat insert 12 is sufficiently heated to an acceptable depth for purposes of transforming the seat material into the austenitic range for subsequent transformation into the martensitic range. As shown in FIGURE 2, the depth of such transformation is generally designated by the letter d and may comprise a depth of up to approximately 0.035 inches, although 0.024 inches is generally preferred. By using the prefrred frequency of approximately 400 kHz, a relatively shallow reference depth is heated in the seat surface and by using the preferred power of approximately 20 kw to obtain a power density of about 40 kw/in2, the valve seat is heated to an acceptable transformation temperature at a very rapid rate. Indeed, and when using the preferred ranges noted, it has been found that a time interval of approximately 0.5 seconds will provide entirely satisfactory heating and hardening results to a depth of approximately 0.024 inches.. - On completion of the induction heating cycle, the seat rings or the entire engine component are subjected to quenching in a manner known in the art. Because heating of seat surfaces 30 is so rapid and is substantially limited to or isolated at these surfaces to a preselected shallow depth, there is no deleterious heating of the whole insert or heat transfer through seat inserts 12. These factors might otherwise adversely affect or alter the close fitting relationship between the seat inserts and exhaust ports. This result represents a substantial improvement over results obtained from prior known techniques in inductively heating valve seats or valve seat inserts.
- In using the foregoing new method, cast iron valve seat inserts have been successfully hardened to a case depth of 0.030 inches using a heat cycle of 0.5 seconds with a radio frequency oscillator (400 kw) and a power density of 40 kw/in2. The advantages of using a soft cast iron insert in an aluminum cylinder head rather than a prehardened alloy steel insert resides in the fact that it permits easy machining of the soft cast insert with subsequent hardening of the valve seat by induction hardening techniques. This then achieves the requisite seat durability while, at the same time, yielding considerable improvement by way of increased productivity.
- Valve seat inserts have also been hardened at a 0.2 second heat time with this new method to approximately the case depth of 0.030 inches by using considerably more than 40 kw/in2 power density. Even though it reduces the tendency to induce heat into the insert, the 0.5 second heating cycle is considered somewhat more tolerable in that it provides a more uniform and constant case depth.
- By way of comparison, the preferred parameters of the subject method using a primary power source having a frequency of approximately 400 kHz and a power of approximately 20 kw with a heating cycle of approximately 0.5 seconds provides a case depth of approximately 0.024 inches and a hardness of "58" on the Rockwell C scale in cast iron seat inserts. Prior techniques which typically employ the same frequency at a power of approximately 7 kw with a heating cycle of approximately 7-8 seconds provides a case depth of between 0.050-0.060 inches and a hardness of "58" on the Rockwell C scale. Such parameters, while acceptable for gray cast iron engine components having integral cast iron valve seats simply will not provide suitable results in the environment of cast aluminum engine components utilizing ferrous seat ring inserts.
- The invention has been described with reference to a preferred embodiment. Obviously, modifications and alterations will occur to others upon a reading and understanding of the specification. It is intended to include all such modifications and alterations insofar as they come within the scope of the appended claims or the equivalents thereof.
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82302088T ATE17814T1 (en) | 1981-05-04 | 1982-04-23 | METHOD OF INDUCTION HEATING VALVE SEAT INSERTS. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US25985681A | 1981-05-04 | 1981-05-04 | |
| US259856 | 1988-10-19 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0064367A2 true EP0064367A2 (en) | 1982-11-10 |
| EP0064367A3 EP0064367A3 (en) | 1983-03-30 |
| EP0064367B1 EP0064367B1 (en) | 1986-01-29 |
Family
ID=22986708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82302088A Expired EP0064367B1 (en) | 1981-05-04 | 1982-04-23 | Method for inductively heating valve seat inserts |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0064367B1 (en) |
| JP (1) | JPS6047884B2 (en) |
| AT (1) | ATE17814T1 (en) |
| CA (1) | CA1187142A (en) |
| DE (1) | DE3268757D1 (en) |
| MX (1) | MX151639A (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0727565A1 (en) * | 1995-02-16 | 1996-08-21 | Yamaha Hatsudoki Kabushiki Kaisha | A valve seat structure and a method of manufacturing same |
| EP0730085A1 (en) * | 1995-02-28 | 1996-09-04 | Yamaha Hatsudoki Kabushiki Kaisha | A cylinder head and a method for producing a valve seat |
| US5745993A (en) * | 1996-02-27 | 1998-05-05 | Yamaha Hatsudoki Kabushiki Kaisha | Valve seat |
| US5768779A (en) * | 1995-09-14 | 1998-06-23 | Yamaha Hatsudoki Kabushiki Kaisha | Method of manufacturing cylinder head for engine |
| US5778531A (en) * | 1995-09-14 | 1998-07-14 | Yamaha Hatsudoki Kabushiki Kaisha | Method of manufacturing cylinder head for engine |
| US6138351A (en) * | 1995-03-13 | 2000-10-31 | Yamaha Hatsudoki Kabushiki Kaisha | Method of making a valve seat |
| CN110375078A (en) * | 2018-04-12 | 2019-10-25 | Cla-Val公司 | The method of supply equipment valve gear and molded valve body |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1035179B (en) * | 1955-05-20 | 1958-07-31 | Saviem | Process for the heat treatment of valve seats |
| US3837934A (en) * | 1971-06-09 | 1974-09-24 | Park Ohio Industries Inc | Method for inductively heating valve seats |
| USRE29046E (en) * | 1971-06-09 | 1976-11-23 | Park-Ohio Industries, Inc. | Method and apparatus for inductively heating valve seats |
| DE3175203D1 (en) * | 1980-05-08 | 1986-10-02 | Park Ohio Industries Inc | Method and apparatus for inductively heating valve seat inserts for hardening the seat surfaces |
-
1982
- 1982-04-23 AT AT82302088T patent/ATE17814T1/en not_active IP Right Cessation
- 1982-04-23 DE DE8282302088T patent/DE3268757D1/en not_active Expired
- 1982-04-23 EP EP82302088A patent/EP0064367B1/en not_active Expired
- 1982-05-03 CA CA000402185A patent/CA1187142A/en not_active Expired
- 1982-05-03 MX MX192538A patent/MX151639A/en unknown
- 1982-05-04 JP JP57075062A patent/JPS6047884B2/en not_active Expired
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0727565A1 (en) * | 1995-02-16 | 1996-08-21 | Yamaha Hatsudoki Kabushiki Kaisha | A valve seat structure and a method of manufacturing same |
| US5787853A (en) * | 1995-02-16 | 1998-08-04 | Yamaha Hatsudoki Kabushiki Kaisha | Valve seat-bonding area structures and valve seat-bonded cylinder head with the structures |
| EP0730085A1 (en) * | 1995-02-28 | 1996-09-04 | Yamaha Hatsudoki Kabushiki Kaisha | A cylinder head and a method for producing a valve seat |
| EP0819836A3 (en) * | 1995-02-28 | 1998-02-04 | Yamaha Hatsudoki Kabushiki Kaisha | a cylinder head and a method for producing a valve seat |
| US6138351A (en) * | 1995-03-13 | 2000-10-31 | Yamaha Hatsudoki Kabushiki Kaisha | Method of making a valve seat |
| US5768779A (en) * | 1995-09-14 | 1998-06-23 | Yamaha Hatsudoki Kabushiki Kaisha | Method of manufacturing cylinder head for engine |
| US5778531A (en) * | 1995-09-14 | 1998-07-14 | Yamaha Hatsudoki Kabushiki Kaisha | Method of manufacturing cylinder head for engine |
| US5745993A (en) * | 1996-02-27 | 1998-05-05 | Yamaha Hatsudoki Kabushiki Kaisha | Valve seat |
| CN110375078A (en) * | 2018-04-12 | 2019-10-25 | Cla-Val公司 | The method of supply equipment valve gear and molded valve body |
Also Published As
| Publication number | Publication date |
|---|---|
| MX151639A (en) | 1985-01-23 |
| JPS57194212A (en) | 1982-11-29 |
| DE3268757D1 (en) | 1986-03-13 |
| EP0064367B1 (en) | 1986-01-29 |
| JPS6047884B2 (en) | 1985-10-24 |
| EP0064367A3 (en) | 1983-03-30 |
| CA1187142A (en) | 1985-05-14 |
| ATE17814T1 (en) | 1986-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4438310A (en) | Method and apparatus for inductively heating valve seat inserts | |
| US4299401A (en) | Piston ring and method of making same | |
| EP0064367A2 (en) | Method for inductively heating valve seat inserts | |
| US3649380A (en) | Method of manufacturing hard faced exhaust valves | |
| GB2031104A (en) | High pressure tubing | |
| US4247972A (en) | Method of manufacturing a piston ring | |
| US4643781A (en) | Method of heat treating valve inserts | |
| USRE29046E (en) | Method and apparatus for inductively heating valve seats | |
| US3837934A (en) | Method for inductively heating valve seats | |
| US4791259A (en) | Method and apparatus for retaining a valve seat insert | |
| US4336432A (en) | Induction hardening of valve seat inserts | |
| US3743809A (en) | Method and apparatus for inductively heating valve seats | |
| US2547053A (en) | Method of quenching | |
| EP0170348A1 (en) | Solution heat treated engine poppet valves | |
| US4737201A (en) | Solution heat treatment of engine poppet valves and valves made therefrom | |
| US3737612A (en) | Apparatus for inductively heating valve seats | |
| CA1177903A (en) | Method and apparatus for inductively heating valve seat inserts | |
| Doyon et al. | Induction hardening of crankshafts and camshafts | |
| US4728374A (en) | Solution heat treated engine poppet valves | |
| US3777096A (en) | Apparatus for inductively heating valve seats | |
| US2439246A (en) | Pressure welding machine | |
| ES8705046A1 (en) | Device for inductively heating valve seats and method of using the device. | |
| US3761669A (en) | Method and apparatus for inductively heating valve seats | |
| US6648995B2 (en) | Method of quenching workpiece with hole, assistive tool for use in quenching, and crankshaft | |
| US3789180A (en) | Modified inductor for inductively heating valve seats |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| 17P | Request for examination filed |
Effective date: 19821118 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 17814 Country of ref document: AT Date of ref document: 19860215 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 3268757 Country of ref document: DE Date of ref document: 19860313 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19860421 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19860430 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19870430 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19880423 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19880424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19880430 Ref country code: CH Effective date: 19880430 |
|
| BERE | Be: lapsed |
Owner name: PARK-OHIO INDUSTRIES INC. Effective date: 19880430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19881101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19890430 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920410 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920521 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19930408 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930423 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930423 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19940101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19941229 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82302088.8 Effective date: 19890726 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |