EP0053431A1 - Knitting of elasticated hosiery tops on a double cylinder knitting machine - Google Patents
Knitting of elasticated hosiery tops on a double cylinder knitting machine Download PDFInfo
- Publication number
- EP0053431A1 EP0053431A1 EP81304695A EP81304695A EP0053431A1 EP 0053431 A1 EP0053431 A1 EP 0053431A1 EP 81304695 A EP81304695 A EP 81304695A EP 81304695 A EP81304695 A EP 81304695A EP 0053431 A1 EP0053431 A1 EP 0053431A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- feed
- elastic
- needles
- yarn
- course
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/102—Patterned fabrics or articles with stitch pattern
- D04B1/106—Patterned fabrics or articles with stitch pattern at a selvedge, e.g. hems or turned welts
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/24—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel
- D04B1/243—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel upper parts of panties; pants
Definitions
- This invention relates to the knitting of elasticated bands, particularly elasticated hosiery tops, on a double cylinder knitting machine.
- a method of knitting an elasticated band on a double cylinder knitting machine comprising knitting successive courses of ground yarn supplied from a first feed and elastic or elastomeric yarn supplied from a second feed, the ground yarn being knitted by the needles of both cylinders, and the elastic or elastomeric yarn being knitted by the needles of only one of the cylinders while the needles of the other cylinder are floated.
- a course of elastic or elastomeric yarn supplied from a third feed is knitted in between each course of elastic or elastomeric yarn from the second feed and the succeeding course of ground yarn, such knitting being performed either using the needles of both cylinders, or using the needles of said other cylinder while the needles of said one of the cylinders are floated.
- a method of knitting an elasticated hosiery top on a double cylinder knitting machine including the steps of:
- a further course of elastic or elastomeric yarn is knitted in between each said course of elastic or elastomeric yarn and the succeeding course of ground yarn.
- said elastic or elastomeric yarn is supplied from a second feed during knitting of the elasticated band, and a further course of elastic or elastomeric yarn supplied from a third feed is knitted in between each course of elastic or elastomeric yarn from the second feed and the succeeding course of ground yarn.
- said elastic or elastomeric yarn is supplied from a third feed during knitting of the elasticated band, and a further course of elastic or elastomeric yarn from a second feed is knitted in between each course of elastic or elastomeric yarn from the third feed and the succeeding course of ground yarn.
- Such knitting in of each said further course can be performed using the needles of both cylinders, or using the needles of said other cylinder while floating the needles of said one cylinder.
- the elasticated top shown in Figure 1 comprises a roll welt 10 and an elasticated band 11, and is knitted on a three-feed double cylinder knitting machine in the following manner. Initially, selected needles are transferred from the bottom cylinder to the top cylinder of the knitting machine, in this case to produce 1 x 1 rib knitting although any other suitable knitting stitch can be used. In order to produce the welt 10, the needles of both cylinders are selected to knit at a first feed of the knitting machine from which ground yarn G is supplied, and a single course 12 of 1 x 1 rib fabric is knitted from the ground yarn.
- the needles of the top cylinder are then selected to hold loops of the course 12 while the needles of the bottom cylinder knit at the first feed and also at a second feed from which elastic or elastomeric yarn E2 is now supplied, such that alternate courses of the ground yarn G and the elastic or elastomeric yarn E2 are produced.
- six such courses are knitted.
- The.resultant roll welt 10 is clean, round and has good stretchability in both the coursewise and walewise directions.
- the needles of both cylinders are selected to knit at the first feed from which the ground yarn G is still supplied.
- the needles of the top cylinder are selected to knit while the needles of the bottom cylinder are floated, such that loops of the ground yarn are carried through to a third feed of the knitting machine.
- Such floating of the bottom cylinder needles is achieved on a Bentley Komet machine, for example, by withdrawing the no. 1 upthrow bolt cam.
- Elastic or elastomeric yarn E3 is now supplied from the third feed, and the needles of both cylinders are selected to knit at the third feed so that the yarn E3 is knitted in alternate wales with the ground yarn loops carried through from the first feed and the loops of the yarn E 2 produced at the second feed.
- successive courses are produced from the ground yarn G, the elastic or elastomeric yarn E2 and the elastic or elastomeric yarn E3, the courses of the yarn E2 having float loops 13.
- This arrangement gives the elasticated band 11 good coursewise and walewise stretchability.
- the elasticated band 11 includes about 24 courses knitted in the above-described manner.
- the desired yarns for the remainder of the article to be knitted e.g. a sock
- the desired yarns for the remainder of the article to be knitted are selected at the second and third feeds, and knitting of the article is completed in the usual manner.
- the ground yarn G is typically crimped nylon or a wool/nylon mixture and the elastic or elasticated yarns E2 and E3 are typically composed of a 310 denier core covered with 2/78/20 nylon.
- the elasticated top shown in Figure 2 is knitted on a three-feed double cylinder knitting machine and is composed of a roll welt 10 and an elasticated band 11. 'Initially, selected ones of the needles are transferred from the bottom cylinder to the top cylinder of the knitting machine so as to produce a desired knitting stitch, such as the 1 x 1 rib knittina illustrated.
- the roll welt 10 is then knitted in exactly the same manner as described above with reference to Figure 1, with ground yarn G being supplied at a first feed of the machine and elastic or elastomeric yarn E2 at a second feed thereof.
- the needles of both cylinders are selected to knit at the first feed from which the ground yarn G is still supplied.
- the needles of the top cylinder are selected to knit while the needles of the bottom cylinder are floated such that loops of ground yarn are carried through to a third feed of the . knitting machine where an elastic or elastomeric yarn E3 is supplied.
- the needles of the bottom cylinder are selected to knit while the needles of the top cylinder are floated so that loops of the yarn E2 are carried to the first feed of the knitting machine.
- the elasticated band 11 good coursewise and walewise stretchability with more rigidity and greater elastic force than the elasticated top described above with reference to Figure 1.
- the elasticated band 11 includes about 28 courses knitted in the above-described manner.
- the courses of elastic or elastomeric yarn in the welt 10 are knitted at the third feed rather than the second feed, and the latter is brought into operation for the first time when knitting of the elasticated band 11 commences, otherwise, knitting of the elasticated hosiery top is performed in an identical manner to that described above.
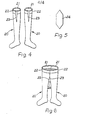
- Figure 3 shows a similar elasticated hosiery top knitted on a two-feed double cylinder machine.
- the roll welt is produced in exactly the same manner as described above with reference to Figure 1.
- the courses of elastic or elastomeric yarn E3 are omitted due to the absence of the third feed, and the loops of the ground yarn G are now carried past the second feed for knitting into the next succeeding course of ground yarn when they reach the first feed once again.
- the bottom cylinder needles are floated past the second feed such that the elastic or elastomeric yarn E2 is knitted only by the top cylinder needles.
- the elasticated hosiery top shown in Figure 3 can be knitted on a three-feed machine if one feed is unused, the elastic or elastomeric yarn being supplied from either of the second and third feeds.
- a method of producing a pair of knitted tights utilising the above-described elasticated top will now be described with reference to Figures 4 to 6.
- a pair of stocking legs 20 are first knitted on a double cylinder knitting machine, each leg 20 being provided with an elasticated top produced by any of the above-described methods and comprising an elasticated welt 21 and an elasticated band 22 adjacent the welt.
- Each leg 20 is then cut walewise from the welt 21 and through the band 22, as indicated at 23 in Figure 3.
- the legs are then joined together at the cuts 23 while a knitted gusset 24 is inserted therebetween, the gusset 24 being of such a form that it does not extend into the elasticated bands 22.
- a preferred shape of gusset is illustrated in Figure 4, although other shapes can be used.
- the bands 22 together form a continuous elasticated waistband and the welts 21 together form a continuous elasticated welt neither of which are interrupted by the gusset 24.
- the elastic or elastomeric yarn produces a degree of both walewise and coursewise stretchability which is rather greater than that produced by the elastic ring or elastic material conventionally used for the waistband.
- the knitting operation can be arranged to produce a break in the ribbing where the cuts 23 are to be made.
Abstract
Description
- This invention relates to the knitting of elasticated bands, particularly elasticated hosiery tops, on a double cylinder knitting machine.
- In the production of hosiery, especially tights., on double cylinder knitting machines, it has been the customary practice to provide an elasticated top by tunnelling-in a ring of elastic material or by sewing a length of elastic material directly onto the knitted fabric. Similarly, in the manufacture of knee highs and so-called continental ankle socks elastic or elastomeric yarns are laid in during the knitting process. The first two of these techniques are disadvantageous in that a stock of elastic rings or pre-dyed elastic material in different colours must be held by the hosiery manufacturer, and the time-consuming operation of actually sewing the elastic material onto the knitted fabric is required. The technique of laying-in elastic or elastomeric yarn is also disadvantageous, since if the elastic or elastomeric yarns become broken they have a tendency to be pulled out from the knitted fabric.
- When producing children's tights,for example, on a double cylinder knitting machine, two stocking legs are first produced and are then cut walewise from the welts and are joined together at the cuts with a gusset inserted therebetween: It is not a practical proposition to produce an elasticated waistband for the tights by laying-in elastic or elastomeric yarn during the knitting of the stocking legs, since the laid-in yarn will be severed when 'the above-mentioned cuts are made and will therefore tend to be pulled out. Therefore, an elastic ring must be tunnelled-in or a length of elastic material must be sewn onto the finished tights, with the attendant disadvantages mentioned above.
- It is an object of the present invention to obviate or mitigate the above-described disadvantages by providing a method whereby elastic or elastomeric yarn can be knitted into a knitted material using a double cylinder knitting machine.
- According to one aspect of the present invention, there is provided a method of knitting an elasticated band on a double cylinder knitting machine, comprising knitting successive courses of ground yarn supplied from a first feed and elastic or elastomeric yarn supplied from a second feed, the ground yarn being knitted by the needles of both cylinders, and the elastic or elastomeric yarn being knitted by the needles of only one of the cylinders while the needles of the other cylinder are floated.
- Preferably, a course of elastic or elastomeric yarn supplied from a third feed is knitted in between each course of elastic or elastomeric yarn from the second feed and the succeeding course of ground yarn, such knitting being performed either using the needles of both cylinders, or using the needles of said other cylinder while the needles of said one of the cylinders are floated.
- According to a second aspect of the present invention, there is provided a method of knitting an elasticated hosiery top on a double cylinder knitting machine, including the steps of:
- (a) using the needles of both cylinders to knit a preliminary course of ground yarn supplied from a first feed;
- (b) knitting a roll welt by holding loops of the ground yarn in the preliminary course using the needles of one cylinder while using the needles of the other cylinder to knit alternate course of ground yarn from the first feed and elastic or elastomeric yarn supplied from a further feed; and
- (c) knitting an elasticated band by repeatedly using the needles of both cylinders to knit a course of ground yarn from the first feed and using the needles of said one cylinder to knit a course of elastic or elastomeric yarn from said further feed or from a still further feed while floating the needles of said other cylinder.
- Preferably, during knitting of the elasticated band a further course of elastic or elastomeric yarn is knitted in between each said course of elastic or elastomeric yarn and the succeeding course of ground yarn. In one particular arrangement, said elastic or elastomeric yarn is supplied from a second feed during knitting of the elasticated band, and a further course of elastic or elastomeric yarn supplied from a third feed is knitted in between each course of elastic or elastomeric yarn from the second feed and the succeeding course of ground yarn. In an alternative arrangement, said elastic or elastomeric yarn is supplied from a third feed during knitting of the elasticated band, and a further course of elastic or elastomeric yarn from a second feed is knitted in between each course of elastic or elastomeric yarn from the third feed and the succeeding course of ground yarn. Such knitting in of each said further course can be performed using the needles of both cylinders, or using the needles of said other cylinder while floating the needles of said one cylinder.
- The present invention will now be further described, by way of example, with reference to the accompanying drawings, in which:-
- Figure 1 is a loop structure diagram of a first embodiment of an elasticated hosiery top produced in accordance with the present invention on a three-feed double cylinder knitting machine;
- Figure 2 is a loop structure diagram of a second embodiment of an elasticated hosiery top produced in accordance with the present invention on a three-feed double cylinder knitting machine;
- Figure 3 is a similar diagram of an elasticated hosiery top produced on a two-feed double cylinder knitting machine, also in accordance with the present invention; and
- Figures 4 to 6 illustrate the production of a pair of children's tights in which an elasticated waistband is produced in accordance with the present invention.
- The elasticated top shown in Figure 1 comprises a
roll welt 10 and an elasticated band 11, and is knitted on a three-feed double cylinder knitting machine in the following manner. Initially, selected needles are transferred from the bottom cylinder to the top cylinder of the knitting machine, in this case to produce 1 x 1 rib knitting although any other suitable knitting stitch can be used. In order to produce thewelt 10, the needles of both cylinders are selected to knit at a first feed of the knitting machine from which ground yarn G is supplied, and asingle course 12 of 1 x 1 rib fabric is knitted from the ground yarn. The needles of the top cylinder are then selected to hold loops of thecourse 12 while the needles of the bottom cylinder knit at the first feed and also at a second feed from which elastic or elastomeric yarn E2 is now supplied, such that alternate courses of the ground yarn G and the elastic or elastomeric yarn E2 are produced. In the illustrated embodiment, six such courses are knitted. The.resultant roll welt 10 is clean, round and has good stretchability in both the coursewise and walewise directions. - In order to produce the elasticated band 11, the needles of both cylinders are selected to knit at the first feed from which the ground yarn G is still supplied. At the second feed (from which the yarn E2 is still supplied) only the needles of the top cylinder are selected to knit while the needles of the bottom cylinder are floated, such that loops of the ground yarn are carried through to a third feed of the knitting machine. Such floating of the bottom cylinder needles is achieved on a Bentley Komet machine, for example, by withdrawing the no. 1 upthrow bolt cam. Elastic or elastomeric yarn E3 is now supplied from the third feed, and the needles of both cylinders are selected to knit at the third feed so that the yarn E3 is knitted in alternate wales with the ground yarn loops carried through from the first feed and the loops of the yarn E2 produced at the second feed. Thus, successive courses are produced from the ground yarn G, the elastic or elastomeric yarn E2 and the elastic or elastomeric yarn E3, the courses of the yarn E2 having
float loops 13. This arrangement gives the elasticated band 11 good coursewise and walewise stretchability. Typically, the elasticated band 11 includes about 24 courses knitted in the above-described manner. - After completion of the elasticated band 11, the desired yarns for the remainder of the article to be knitted (e.g. a sock) are selected at the second and third feeds, and knitting of the article is completed in the usual manner.
- For knitting the elasticated hosiery top, the ground yarn G is typically crimped nylon or a wool/nylon mixture and the elastic or elasticated yarns E2 and E3 are typically composed of a 310 denier core covered with 2/78/20 nylon.
- As in the embodiment of Figure 1, the elasticated top shown in Figure 2 is knitted on a three-feed double cylinder knitting machine and is composed of a
roll welt 10 and an elasticated band 11. 'Initially, selected ones of the needles are transferred from the bottom cylinder to the top cylinder of the knitting machine so as to produce a desired knitting stitch, such as the 1 x 1 rib knittina illustrated. Theroll welt 10 is then knitted in exactly the same manner as described above with reference to Figure 1, with ground yarn G being supplied at a first feed of the machine and elastic or elastomeric yarn E2 at a second feed thereof. - In order to produce the elasticated band 11, the needles of both cylinders are selected to knit at the first feed from which the ground yarn G is still supplied. At the second feed (from which the yarn E2 is still supplied) only the needles of the top cylinder are selected to knit while the needles of the bottom cylinder are floated such that loops of ground yarn are carried through to a third feed of the . knitting machine where an elastic or elastomeric yarn E3 is supplied. At the third feed, only the needles of the bottom cylinder are selected to knit while the needles of the top cylinder are floated so that loops of the yarn E2 are carried to the first feed of the knitting machine. In this way, successive courses are produced from the ground yarn G, the elastic or elastomeric yarn E2 and the elastic or elastomeric yarn E3, the course of the yarn E2 having
float loops 13 and the courses of the yarn E3 havingfloat loops 14 in alternate wales, respectively. This arrangement gives the elasticated band 11 good coursewise and walewise stretchability with more rigidity and greater elastic force than the elasticated top described above with reference to Figure 1. Typically, the elasticated band 11 includes about 28 courses knitted in the above-described manner. - In an alternative method of producing the elasticated hosiery top shown in either of Figures 1 and 2, the courses of elastic or elastomeric yarn in the
welt 10 are knitted at the third feed rather than the second feed, and the latter is brought into operation for the first time when knitting of the elasticated band 11 commences, otherwise, knitting of the elasticated hosiery top is performed in an identical manner to that described above. - Figure 3 shows a similar elasticated hosiery top knitted on a two-feed double cylinder machine. The roll welt is produced in exactly the same manner as described above with reference to Figure 1. However, in the elasticated band 11 the courses of elastic or elastomeric yarn E3 are omitted due to the absence of the third feed, and the loops of the ground yarn G are now carried past the second feed for knitting into the next succeeding course of ground yarn when they reach the first feed once again. As before, the bottom cylinder needles are floated past the second feed such that the elastic or elastomeric yarn E2 is knitted only by the top cylinder needles.
- Of course, the elasticated hosiery top shown in Figure 3 can be knitted on a three-feed machine if one feed is unused, the elastic or elastomeric yarn being supplied from either of the second and third feeds.
- Although the elasticated hosiery top of Figure 3 has good stretchability in both the coursewise and walewise directions, the incorporation of the additional courses of elastic or elastomeric yarn E3 in the elasticated top of Figure 1 or Figure 2 provides additional stretchability in these directions.
- A method of producing a pair of knitted tights utilising the above-described elasticated top will now be described with reference to Figures 4 to 6. A pair of
stocking legs 20 are first knitted on a double cylinder knitting machine, eachleg 20 being provided with an elasticated top produced by any of the above-described methods and comprising anelasticated welt 21 and anelasticated band 22 adjacent the welt. Eachleg 20 is then cut walewise from thewelt 21 and through theband 22, as indicated at 23 in Figure 3. The legs are then joined together at thecuts 23 while a knittedgusset 24 is inserted therebetween, thegusset 24 being of such a form that it does not extend into theelasticated bands 22. A preferred shape of gusset is illustrated in Figure 4, although other shapes can be used. Thus, in the finished tights, as can be seen in Figure 6 thebands 22 together form a continuous elasticated waistband and thewelts 21 together form a continuous elasticated welt neither of which are interrupted by thegusset 24. - Because a knitted-in elastic or elastomeric yarn is employed to produce the elasticated waistband, rather than a laid-in one, there is no tendency for the yarn to become pulled out where the
cuts 23 are made. Moreover, the elastic or elastomeric yarn produces a degree of both walewise and coursewise stretchability which is rather greater than that produced by the elastic ring or elastic material conventionally used for the waistband. Where theelasticated bands 22 are rib-knitted, for example, the knitting operation can be arranged to produce a break in the ribbing where thecuts 23 are to be made.
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT81304695T ATE11937T1 (en) | 1980-11-29 | 1981-10-09 | KNITTING AN ELASTIC STOCKING BORDER ON A DOUBLE CYLINDER KNITTING MACHINE. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB8038396 | 1980-11-29 | ||
| GB8038396 | 1980-11-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0053431A1 true EP0053431A1 (en) | 1982-06-09 |
| EP0053431B1 EP0053431B1 (en) | 1985-02-20 |
Family
ID=10517672
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81304695A Expired EP0053431B1 (en) | 1980-11-29 | 1981-10-09 | Knitting of elasticated hosiery tops on a double cylinder knitting machine |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0053431B1 (en) |
| AT (1) | ATE11937T1 (en) |
| DE (1) | DE3169077D1 (en) |
| GB (1) | GB2088420B (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0921223A2 (en) * | 1997-12-05 | 1999-06-09 | Kunert-Werke GmbH | Garment |
| WO2001077426A2 (en) * | 2000-04-06 | 2001-10-18 | Wolford Aktiengesellschaft | Pantyhose |
| CN105088500A (en) * | 2014-04-30 | 2015-11-25 | 株式会社岛精机制作所 | Knitted fabric and knitting method thereof |
| WO2020045531A1 (en) * | 2018-08-28 | 2020-03-05 | 旭化成株式会社 | Weft-knitted fabric |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2276638B (en) * | 1993-04-02 | 1997-01-29 | G J Waller & Co | Circular knitted garments |
| US5540063A (en) * | 1995-05-15 | 1996-07-30 | Allstate Hosiery Sales, Inc. | Stocking |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2223751A (en) * | 1940-01-26 | 1940-12-03 | Interwoven Stocking Co | Circular knitting machine |
| US2248900A (en) * | 1939-07-25 | 1941-07-08 | Hemphill Co | Knitted fabric |
| US2251811A (en) * | 1939-08-09 | 1941-08-05 | Hemphill Co | Fabric and method of knitting |
| FR1519361A (en) * | 1966-04-18 | 1968-03-29 | Alamance Ind Inc | Support sock or the like and method of manufacture |
| DE1560993A1 (en) * | 1966-10-10 | 1970-10-29 | Camp And Mclnnes Inc | Circular-knitted, elastic rib fabric, especially for hosiery, and process for its manufacture |
-
1981
- 1981-10-09 DE DE8181304695T patent/DE3169077D1/en not_active Expired
- 1981-10-09 EP EP81304695A patent/EP0053431B1/en not_active Expired
- 1981-10-09 AT AT81304695T patent/ATE11937T1/en not_active IP Right Cessation
- 1981-10-09 GB GB8130560A patent/GB2088420B/en not_active Expired
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2248900A (en) * | 1939-07-25 | 1941-07-08 | Hemphill Co | Knitted fabric |
| US2251811A (en) * | 1939-08-09 | 1941-08-05 | Hemphill Co | Fabric and method of knitting |
| US2223751A (en) * | 1940-01-26 | 1940-12-03 | Interwoven Stocking Co | Circular knitting machine |
| FR1519361A (en) * | 1966-04-18 | 1968-03-29 | Alamance Ind Inc | Support sock or the like and method of manufacture |
| DE1560993A1 (en) * | 1966-10-10 | 1970-10-29 | Camp And Mclnnes Inc | Circular-knitted, elastic rib fabric, especially for hosiery, and process for its manufacture |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0921223A2 (en) * | 1997-12-05 | 1999-06-09 | Kunert-Werke GmbH | Garment |
| EP0921223A3 (en) * | 1997-12-05 | 2000-04-12 | Kunert-Werke GmbH | Garment |
| WO2001077426A2 (en) * | 2000-04-06 | 2001-10-18 | Wolford Aktiengesellschaft | Pantyhose |
| WO2001077426A3 (en) * | 2000-04-06 | 2002-03-07 | Wolford Ag | Pantyhose |
| CN105088500A (en) * | 2014-04-30 | 2015-11-25 | 株式会社岛精机制作所 | Knitted fabric and knitting method thereof |
| WO2020045531A1 (en) * | 2018-08-28 | 2020-03-05 | 旭化成株式会社 | Weft-knitted fabric |
| JPWO2020045531A1 (en) * | 2018-08-28 | 2021-05-13 | 旭化成株式会社 | Latitude knitted fabric |
| US11459677B2 (en) | 2018-08-28 | 2022-10-04 | Asahi Kasei Kabushiki Kaisha | Weft-knitted fabric |
| US11959206B2 (en) | 2018-08-28 | 2024-04-16 | Asahi Kasei Kabushiki Kaisha | Weft-knitted fabric |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3169077D1 (en) | 1985-03-28 |
| EP0053431B1 (en) | 1985-02-20 |
| ATE11937T1 (en) | 1985-03-15 |
| GB2088420B (en) | 1984-08-15 |
| GB2088420A (en) | 1982-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4047400A (en) | Moisture absorbent band | |
| US6119491A (en) | Girdle for tights, substantially the region that constitutes the panty, formed by a tuck-stitch mesh, so as to give the mesh a high relief effect with alternating undulations | |
| US4010627A (en) | Knit garment, knit blank therefor and method of making same | |
| US4043156A (en) | Method of knitting a garment blank | |
| GB760109A (en) | An improved knitted article and method of making same | |
| US4059973A (en) | Circular knit lower body garment and method of manufacture | |
| US4150554A (en) | Panty hose with elastic waist band | |
| EP0053431B1 (en) | Knitting of elasticated hosiery tops on a double cylinder knitting machine | |
| US3899900A (en) | Warp knitted garments and apparatus and method for making the same | |
| US6164094A (en) | Method for manufacturing a dressing item with a circular knitting machine, and item obtained with the method | |
| US7155940B1 (en) | Three-piece panty garment and methods of making | |
| EP0291752A3 (en) | Process for manufacturing a semifinished item for the production of briefs with a circular knitting machine for knitwear,stockings and the like | |
| GB2140469A (en) | A method of producing non-unravelable terminal edges on pieces of knitted work | |
| US3824810A (en) | Knitting method | |
| EP0342424A3 (en) | Process and device for producing designs on stockings in twin-cylinder circular knitting machines | |
| US3956908A (en) | Knitting method | |
| US2131720A (en) | Knitted fabric and method of making the same | |
| US2696096A (en) | Stocking and method of making same | |
| ES444831A1 (en) | Method and a circular knitting machine for manufacturing stockings and like articles having a Jacquard pattern over ribbed knitwork made of plain and purl stitches | |
| US20070118958A1 (en) | Three-piece panty garment and methods of making | |
| CA2146520A1 (en) | Elasticated knitted fabric and method of producing | |
| US2785554A (en) | Knitting method | |
| JPH0473245A (en) | Method for setting up and knit fabric thereby | |
| US3720078A (en) | Knitted compressive stretch fabrics,and method and apparatus for the manufacture thereof | |
| US2629995A (en) | Hosiery production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19820802 |
|
| ITF | It: translation for a ep patent filed |
Owner name: DOTT. FRANCO CICOGNA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PEX LIMITED |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19850220 Ref country code: NL Effective date: 19850220 Ref country code: AT Effective date: 19850220 |
|
| REF | Corresponds to: |
Ref document number: 11937 Country of ref document: AT Date of ref document: 19850315 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3169077 Country of ref document: DE Date of ref document: 19850328 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19911007 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19911018 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19911025 Year of fee payment: 11 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19911031 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19911211 Year of fee payment: 11 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19921009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19921031 Ref country code: CH Effective date: 19921031 Ref country code: BE Effective date: 19921031 |
|
| BERE | Be: lapsed |
Owner name: PEX LTD Effective date: 19921031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19930701 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |