EP0053070A1 - Poche métallurgique pour le traitement inductif des métaux - Google Patents
Poche métallurgique pour le traitement inductif des métaux Download PDFInfo
- Publication number
- EP0053070A1 EP0053070A1 EP81401821A EP81401821A EP0053070A1 EP 0053070 A1 EP0053070 A1 EP 0053070A1 EP 81401821 A EP81401821 A EP 81401821A EP 81401821 A EP81401821 A EP 81401821A EP 0053070 A1 EP0053070 A1 EP 0053070A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- box
- tie rods
- enclosure
- metallurgical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/005—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like with heating or cooling means
- B22D41/01—Heating means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/22—Furnaces without an endless core
- H05B6/24—Crucible furnaces
Definitions
- the present invention relates to a metallurgical ladle with a fragmented metal enclosure, intended for the inductive treatment of metals and alloys and in particular steel.
- French patents No. 2,366,079, No. 2,368,542, No. 2,368,543, No. 2,368,326 and No. 2,370,797 offer metallurgical bags of the type mentioned above -above. More particularly, French Patent No. 2,370,797 describes a metallurgical ladle, a schematic vertical section of which is shown in the appended figure.
- the pocket of the prior type is lined with a refractory lining 1.
- the tie rods 4 are held in place between two annular flanges, respectively upper 5 and lower 5 ', which are rigidly connected to a ferrule 6 and to the bottom 7 of the pocket.
- the ferrule 6 serves as a hoop at the upper end of the pocket and has two crowns, respectively upper 8 and lower 9, the lower ring 9 serving to support the pocket during its installation in an induction heating tank.
- the tie rods 4 are connected to the flanges 5 and 5 ′ by connection means 10 and have an axial internal conduit 11 which is connected to the zone 12 delimited by the crowns 8 and 9 via the connecting means 10 and a sealed extension 13.
- the cooling fluid is introduced at the lower end of the tie rods 4, rises in the conduit 11 and escapes into the zone 12.
- thermoelectric couples were implanted in different parts A (upper flange), B (bottom), C (ferrule), D (lower flange) and E (pulling) from the pocket, indicated on the figure 1.
- the attached figure 2 represents the results of this experiment.
- the highest temperature of the bag (450 ° C.) is noted on the upper flange 5 although the latter is located outside the heating zone.
- the temperature reached by the lower flange 5 ′ and the ferrule 6 is significantly lower (350 ° C).
- the temperature of the bottom 7 and of the tie rods 4 remains low (150 ° C.), which confirms the efficiency of the internal cooling described above.
- the object of the present invention is precisely to propose a metallurgical ladle, the solid metal parts of which do not overheat during high-power heating treatments and which at the same time has " good mechanical strength.
- the subject of the invention is a metallurgical ladle for the inductive treatment of metals, internally lined with a refractory lining and whose enclosure, of generally tubular shape, is constituted, in the heating zone, by metal tie rods longitudinal, electrically insulated from each other and protruding longitudinally above and below the heating zone, the tie rods being held in place by tightening at the upper part and at the lower part of the enclosure.
- the upper part of the enclosure is constituted by a box of generally annular shape and the tie rods are held in place at the upper part of the enclosure by connecting means, electrically insulating, between the upper ends of the tie rods and the bottom of the box.
- the lower part of the enclosure also consists of a box of generally annular shape which bears on the bottom of the pocket.
- the tie rods are also held in place at the lower part of the enclosure by electrically insulating connection means between the lower ends of the tie rods and the ceiling of the lower box.
- the connecting means consist of threaded connecting pieces at one of their ends and passing through openings in the bottom of the upper box and possibly in the ceiling of the lower box .
- the threaded ends of these parts are screwed into threads formed in the corresponding ends of the tie rods.
- each of the assembly parts consists of a threaded rod at its two ends. One of these ends is intended to be screwed into the thread of the corresponding tie rod and the other is intended to be screwed into a flange nut.
- each of the assembly pieces consists of a rod, one of the ends of which ends in a base and the other of which is threaded.
- the threaded end is intended to be screwed into the thread of the corresponding tie rod while the base is clamped against the internal face of the bottom of the upper box and possibly against the internal face of the ceiling of the lower box.
- each of the tie rods has an internal conduit, to allow the circulation of a cooling fluid.
- This duct communicates tightly with the interior of the box.
- the lower box is connected to a cooling fluid supply source and the upper box has an opening for the outlet of the fluid outside of the pocket.
- a downward circulation of the cooling fluid can be achieved by connecting the upper box to a source of fluid supply and by making an outlet opening for the fluid in the lower box.
- the device according to the invention has the advantage, compared to the bag of the prior type described above, that the upper and lower boxes are likely to be cooled quickly.
- the drawbacks due to the excessive heating of the flanges of the pocket of the previous type are avoided.
- the upper and lower boxes of the pocket according to the invention fulfill the function of holding in place and tightening the tie rods thanks to the special provisions of the connecting means between the tie rods and the boxes. Furthermore, the assembly and disassembly of the tie rods is easily carried out, as will be seen below.
- the pocket is lined internally with a refractory lining 1.
- the enclosure 2 of the pocket is formed in the inductive heating zone, that is to say in the part of the middle, by a large number of metallic tie rods 4.
- These tie rods 4 are made of non-magnetic material, for example non-magnetic stainless steel, so as not to channel the incident magnetic field lines to the detriment of the load to be treated.
- the tie rods 4 are distributed regularly around the refractory lining 1. The spaces formed between two consecutive tie rods 4 are occupied by seals 14 made of refractory material.
- the enclosure has an upper box 15 at its upper part and a lower box 16 at its lower part.
- Each of these boxes 15 and 16 is made up respectively of a ferrule 17 and 18 enveloping the refractory lining 1, of a ceiling 19 and 20, of a bottom 21 and 22 and of a wall 23 and 24.
- These various elements respectively define an interior space 25 and 26 of generally annular shape.
- the tie rods 4 are held in place by tightening between the upper box 15 and the lower box 16 by means of assembly 10.
- the upper box 15 has lateral pins 27 for the usual handling operations.
- the upper box 15 has, in addition to the function of tightening and maintaining the refractory lining 1, that of supporting, thanks to its bottom 21, the pocket during the installation of the latter in the induction heating tank.
- the boxes 15 and 16 preferably have openings 28 called “manholes" in their walls 23 and 24 to allow access to the assembly means 10. When the bag is put into service, the holes 28 men are blocked.
- a supply duct 29 supplies the lower box 16 with pressurized cooling fluid which generally is air.
- This fluid rises in the internal conduits I1 of the tie rods 4 and spreads inside 25 of the upper box 15. Then, the fluid escapes outside the pocket through the opening 30 provided for this purpose in the box. higher 15.
- the tie rods 4 are held by clamping between the bottom 21 of the upper box 15 and the ceiling 20 of the lower box 16 by means of the assembly means 10.
- Each of the tie rods 4 consists of 'a tubular rod 31, the ends 32 of which are internally threaded and bear on the external face of the bottom 21 of the upper box 15 and on the external face of the ceiling 20 of the lower box 16.
- These supports are provided by means of washers support 33 and flat annular seals 34.
- the assembly means 10 consist of a stud, the threaded rod 35 of which passes through an opening 36 provided for this purpose in the bottom 21 of the upper box 15 and in the ceiling 20 of the lower box 16.
- the assembly means 10 can be either a single piece stud, that is to say a rod ending at one of its ends by a thread and at the other by a base secured to the rod 35, either by a stud consisting of two parts separable from one another.
- the one-piece stud is more convenient for the assembly and disassembly of the tie rods 4. On the other hand, it is less easy to machine. In any case, the stud must have an internal conduit, so as to allow the passage of the cooling fluid.
- the assembly means 10 consist of two separable parts.
- the tubular rod 35 is threaded at its two ends. One of these ends is screwed into the thread 32 of the tie rod 4, and the other is engaged in a nut with base 37 by screwing, which allows the tightening of the tie rod 4 between the bottom 21 and the ceiling 20 of the boxes 15 and 16.
- the tightening of the nuts 37 is ensured against the internal face of the bottom 21 and the internal face of the ceiling 20 by l 'intermediate support washers 33' and flat annular seals 34 'identical to the support washers 33 and flat annular seals 34 described above.
- the openings 36 formed for the passage of the assembly means 10 in the bottom 21 of the upper box 15 and in the ceiling 20 of the lower box 16 have a diameter slightly greater than that of the threaded rods 35 which pass through them, so as to be able to place an annular seal 38 of the "cannon" type.
- Joints 33, 34, 33 ', 34' and 38 are above all good electrical and thermal insulators. They must also exhibit good resistance to temperature which can, where they are plastered, reach several hundred ° C., and good resistance to compression due to the inevitable expansions of the metallic structure during the commissioning of the pocket. Given all these requirements, the applicant recommends the use of a material sold under the name of "Syndanio", which is composed of a mixture of mineral stones and asbestos previously ground.
- the tie rods 4 and the corresponding studs 35 respectively have internal conduits II and 39 communicating with each other, so as to constitute passages for the cooling fluid between the interior 26 of the lower box 16 and the interior 25 of the upper box 15.
- the cooling fluid coming from a power source enters via line 29 in the lower box 16. It then circulates in the lower box 16, the tie rods 4 and the upper box 15 (via the conduits 11 and 39), cools them, then escapes outside the pocket through the opening 30 made in the upper box 15.
- the circulation of the cooling fluid is ascending, but it is also possible to produce a descending circulation.
- the upper box 15 is connected to a fluid supply source and the lower box 16 has an opening for letting the fluid exit outside the pocket.
- the invention has this additional advantage that the operation of replacing defective or used tie rods 4 is easy. Indeed, the assembly or disassembly of the enclosure 2 can be carried out at the level of the manholes 28 and 28 ′ without disassembling the boxes 15 and 16. During this operation, it is also possible to precisely adjust, tightening the tie rods 4 between the upper 15 and lower 16 boxes.
- the present invention cannot be limited to the particular embodiments described.
- the particular technology of the tie rods described with reference to FIG. 5 can be replaced by any other technology, the main thing being that the means of assembly of each of the tie rods with the upper box and, possibly, the lower box, are electrically insulating and keep the tie rods in place.
- cooling fluid air
- another gas for example water
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Furnace Details (AREA)
Abstract
Poche métallurgique pour le traitement inductif des métaux. La poche est garnie intérieurement par un revêtement réfractaire 1 et son enceinte 2, de forme générale tubulaire, est constituée, dans la zone de chauffage, par des tirants 4 métalliques longitudinaux, isolés électriquement entre eux et dépassant longitudinalement au-dessus et au-dessous de la zone de chauffage. La poche comporte un caisson supérieur 15 et, éventuellement, un caisson inférieur 16, de forme générale annulaire, respectivement à la partie supérieure et à la partie inférieure de l'enceinte 2. Les tirants 4 sont maintenus en place par des moyens de liaison 10, électriquement isolants, entre les extrémités des tirants 4 et le caisson supérieur 15 et, éventuellement, le caisson inférieur 16. Les tirants 4 présentent, de préférence, des conduits internes axiaux communiquant avec l'intérieur du caisson supérieur 15 et celui du caisson inférieur 16 pour permettre la circulation du fluide refroidissant. La poche conforme à l'invention permet des traitements inductifs puissants des métaux et alliages, et notamment de l'acier.
Description
- La présente invention concerne une poche métallurgique à enceinte métallique fragmentée, destinée au traitement inductif des métaux et alliages et notamment de l'acier.
- Les pratiques d'élaboration des métaux, et de l'acier en particulier, s'orientent de plus en plus vers une métallurgie "hors du four" ou "métallurgie en poche". Une telle solution se heurte au délicat problème du chauffage du métal en poche. Le chauffage électrique par induction présente l'avantage de transmettre l'énergie au sein de la charge métallique avec un excellent rendement thermique. Toutefois, ce chauffage entraîne des courants de Foucault indésirables dans les pièces métalliques de l'enceinte. Il en résulte que l'enceinte est surchauffée et que, après un certain nombre d'opérations, elle perd sa tenue mécanique en raison de contraintes thermiques excessives. D'autre part, l'enceinte de la poche doit supporter la forte pression excercée par le métal en fusion.
- Ainsi, il faut réaliser une poche métallurgique qui satisfasse deux nécessités : d'une part, éviter des échauffements par des courants de Foucault dans les parties massives placées dans le champ magnétique de chauffage, et, d'autre part, assurer une tenue mécanique de la poche.
- A cet effet, les brevets français n ° 2.366.079, n° 2.368.542, n° 2.368.543, n° 2.368.326 et n° 2.370.797, au nom du demandeur, proposent des poches métallurgiques du type mentionné ci-dessus. Plus particulièrement, le brevet français n° 2.370.797 décrit une poche métallurgique dont on a représenté une coupe verticale schématique sur la figure en annexe.
- Comme on le voit sur la figure 1, la poche du type antérieur est garnie par un revêtement réfractaire 1. L'enceinte métallique 2 de la poche est fragmentée : elle est constituée, dans la zone de chauffage, c'est-à-dire en regard des bobinages inducteurs 3, par des tirants métalliques = longitudinaux et creux, de façon à permettre le passage d'un fluide de refroidissement. Les tirants 4 sont maintenus en place entre deux brides annulaires, respectivement supérieure 5 et inférieure 5', qui sont reliées rigidement à une virole 6 et au fond 7 de la poche.
- La virole 6 sert de frette au niveau de l'extrémité supérieure de la poche et comporte deux couronnes, respectivement supérieure 8 et inférieure 9, la couronne inférieure 9 servant à supporter la poche lors de son installation dans une cuve de chauffage par induction.
- Les tirants 4 sont reliés aux brides 5 et 5' par des moyens de liaison 10 et présentent un conduit interne axial 11 qui est relié à la zone 12 délimitée par les couronnes 8 et 9 par l'intermédiaire des moyens de liaison 10 et d'un prolongement étanche 13. Le fluide refroidissant est introduit à l'extrémité inférieure des tirants 4, remonte dans le conduit 11 et s'échappe dans la zone 12.
- Le demandeur a étudié l'évolution thermique des pièces métalliques d'une poche de ce type lors d'un traitement intensif de chauffage inductif. En effet, il est nécessaire d'effectuer des traitements de chauffage intensif (puissance électrique utilisée plus grande et durée de chauffage plus longue). Or, lors de tels traitements, il faut éviter un échauffement excessif des pièces métalliques de la poche.
- Pour étudier cette évolution thermique, cinq couples thermo-électriques ont été implantés dans différentes parties A (bride supérieure), B (fond), C (virole), D (bride inférieure) et E (tirant) de la poche, indiquées sur la figure 1. La figure 2 jointe représente les résultats de cette expérience.,
- Sur cette figure` 2, on a représenté les courbes donnant la température (en °C) en fonction du temps (en heures) pour les différentes parties de la poche (A, B, C, D, E).
- Comme on le voit d'après ces courbes, la température la plus élevée de la poche (450°C) est relevée sur la bride supérieure 5 bien que cette dernière se situe hors de la zone de chauffage. La température atteinte par la bride inférieure 5' et la virole 6 est sensiblement plus faible (350°C). La température du fond 7 et des tirants 4 reste faible (150°C), ce qui confirme l'efficacité du refroidissement interne décrit ci-dessus.
- Ces expériences ont donc montré que la poche décrite ci-dessus est utilisable pour un chauffage d'ordre moyen mais que, pour un chauffage plus puissant, les contraintes thermiques provenant de l'échauffement rapide des brides posent des problèmes sérieux.
- Le but de la présente invention est justement de proposer une poche métallurgique dont les pièces massives métalliques ne s'échauffent pas excessivement lors de traitements de chauffage de haute puissance et qui présente en même temps une"bonne tenue mécanique.
- A cet effet, l'invention a pour objet une poche métallurgique pour le traitement inductif des métaux, garnie intérieurement par un revêtement réfractaire et dont l'enceinte, de forme générale tubulaire, est constituée, dans la zone de chauffage, par des tirants métalliques longitudinaux, isolés électriquement entre eux et dépassant longitudinalement au-dessus et au-dessous de la zone de chauffage, les tirants étant, maintenus en place par serrage à la partie supérieure et à la partie inférieure de l'enceinte.
- Selon l'invention, la partie supérieure de l'enceinte est constituée par un caisson de forme générale annulaire et les tirants sont maintenus en place à la partie supérieure de l'enceinte par des moyens de liaison, électriquement isolants, entre les extrémités supérieures des tirants et le fond du caisson.
- Selon un mode de réalisation de l'invention, la partie inférieure de l'enceinte est constituée également par un caisson de forme générale annulaire qui prend appui sur le fond de la poche. Les tirants sont également maintenus en place à la partie inférieure de l'enceinte par des moyens de liaison, électriquement isolants, entre les extrémités inférieures des tirants et le plafond du caisson inférieur.
- Selon un mode de réalisation préférée de l'invention, les moyens de liaison sont constitués par des pièces d'assemblage filetées à l'une de leurs extrémités et traversant des ouvertures ménagées dans le fond du caisson supérieur et éventuellement dans le plafond du caisson inférieur. Les extrémités filetées de ces pièces sont vissées dans des taraudages ménagés dans les extrémités correspondantes des tirants.
- Selon une première variante de réalisation, chacune des pièces d'assemblage est constituée d'une tige filetée à ses deux extrémités. L'une de ces extrémités est destinée à être vissée dans le taraudage du tirant correspondant et l'autre est destinée à être vissée dans un écrou à embase.
- Selon une deuxième variante de réalisation, chacune des pièces d'assemblage est constituée d'une tige dont l'une des extrémités se termine par une embase et dont l'autre est filetée. L'extrémité filetée est destinée à être vissée dans le taraudage du tirant correspondant tandis que l'embase est serrée contre la face interne du fond du caisson supérieur et éventuellement contre la face interne du plafond du caisson inférieur.
- Conformément à une caractéristique de l'invention, chacun des tirants présente un conduit interne, pour permettre la circulation d'un fluide refroidissant. Ce conduit communique de façon étanche avec l'intérieur du caisson. Pour réaliser une circulation ascendante du fluide refroidissant, le caisson inférieur est relié à une source d'alimentation en fluide refroidissant et le caisson supérieur comporte une ouverture de sortie du fluide à l'extérieur de a poche. Bien entendu, on peut réaliser une circulation descendante du fluide refroidissant en reliant le caisson supérieur à une source d'alimentation en fluide et en pratiquant une ouverture de sortie du fluide dans le caisson inférieur.
- Comme on le comprend, le dispositif conforme à l'invention présente l'avantage, par rapport à la poche du type antérieur décrite précédemment, que les caissons supérieur et inférieur sont susceptibles d'être refroidis rapidement. Ainsi, on évite les inconvénients dûs à l'échauffement excessif des brides de la poche du type antérieur. De plus, les caissons supérieur et inférieur de la poche conforme à l'invention remplissent la fonction de maintien en place et serrage des tirants grâce aux dispositions particulières des moyens de liaison entre les tirants et les caissons. Par ailleurs, le montage et le démontage des tirants s'effectuent facilement, comme on le verra ci-après.
- L'invention sera bien comprise et les avantages qu'elle procure ressortiront clairement au vu de la description qui suit faite en référence aux dessins annexés sur lesquels :
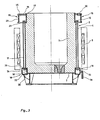
- - la figure 3 représente une coupe verticale d'un mode de réalisation de la poche conforme à l'invention,
- - la figure 4 représente une vue en élévation de ce mode de réalisation,
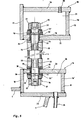
- - la figure 5 représente une coupe longitudinale d'un tirant muni de ses moyens d'assemblage avec les caissons supérieur et inférieur, conformément à une variante de l'invention.
- Dans toutes les figures, les éléments identiques seront désignes par le même repère. De plus, dans les figures 3, 4 et 5, les éléments identiques à ceux de la poche du type antérieur seront désignés par les mêmes repères que ceux indiqués sur la figure 1.
- Comme on le voit sur les figures 3 et 4, la poche est garnie intérieurement par un revêtement réfractaire 1. L'enceinte 2 de la poche est constituée, dans la zone de chauffage inductif, c'est-à-dire dans la partie du milieu, par un grand nombre de tirants métalliques 4. Ces tirants 4 sont en matériau amagnétique, par exemple en acier inoxydable amagnétique, de manière à ne pas canaliser les lignes de champ magnétique incident au détriment de la charge à traiter. Comme on le voit sur la figure 4, les tirants 4 sont répartis régulièrement autour du revêtement réfractaire 1. Les espaces ménagés entre deux tirants 4 consécutifs sont occupés par des joints 14 en matériau réfractaire.
- L'enceinte comporte un caisson supérieur 15 à sa partie supérieure et un caisson inférieur 16 à sa partie inférieure. Chacun de ces caissons 15 et 16 est ccnstitué respectivement d'une virole 17 et 18 enveloppant le revêtement réfractaire 1, d'un plafond 19 et 20, d'un fond 21 et 22 et d'une paroi 23 et 24. Ces divers éléments définissent respectivement un espace intérieur 25 et 26 de forme générale annulaire. Les tirants 4 sont maintenus en place par serrage entre le caisson supérieur 15 et le caisson inférieur 16 grâce à des moyens d'assemblage 10.
- Comme on le voit sur la figure 4, le caisson supérieur 15 comporte des tourillons latéraux 27 pour les opérations de manutention habituelle. Le caisson supérieur 15 a, outre la fonction de serrer et maintenir le revêtement réfractaire 1, celle de supporter, grâce à son fond 21, la poche lors de l'installation de cette dernière dans la cuve de chauffage par induction.
- Les caissons 15 et 16 comportent de préférence des ouvertures 28 dites "trous d'hommes" dans leurs parois 23 et 24 pour permettre l'accès aux moyens d'assemblage 10. Lors de la mise en service de la poche, les trous d'hommes 28 sont obturés.
- Dans l'exemple représenté sur les figures 3 et 4, un conduit d'amenée 29 alimente le caisson inférieur 16 en fluide refroidissant sous pression qui généralement est de l'air. Ce fluide remonte dans les conduits internes I1 des tirants 4 et se répand à l'intérieur 25 du caisson supérieur 15. Ensuite, le fluide s'échappe à l'extérieur de la poche par l'ouverture 30 ménagée à cet effet dans le caisson supérieur 15.
- Comme on le voit sur la figure 5, les tirants 4 sont maintenus par serrage entre le fond 21 du caisson supérieur 15 et le plafond 20 du caisson inférieur 16 par l'intermédiaire des moyens d'assemblage 10. Chacun des tirants 4 est constitué d'une tige tubulaire 31, dont les extrémités 32 sont taraudées intérieurement et prennent appui sur la face externe du fond 21 du caisson supérieur 15 et sur la face externe du plafond 20 du caisson inférieur 16. Ces appuis sont assurés par l'intermédiaire de rondelles d'appui 33 et de joints annulaires plats 34.
- Les moyens d'assemblage 10 sont constitués d'un goujon, dont la tige filetée 35 traverse une ouverture 36 ménagée à cet effet dans le fond 21 du caisson supérieur 15 et dans le plafond 20 du caisson inférieur 16. La tige filetée 35 est ainsi vissée dans 1= taraudage 32 du tirant 4 correspondant. Les moyens d'assemblage 10 peuvent être, soit un goujon d'une seule pièce, c'est-à-dire une tige se terminant à l'une de ses extrémités par un filetage et à l'autre par une embase solidaire de la tige 35, soit par un goujon constitué de deux pièces séparables l'une de l'autre. Le goujon d'une seule pièce est plus commode pour l'opération de montage et démontage des tirants 4. Par contre, il est moins facile à usiner. De toute façon, le goujon doit comporter un conduit interne, de manière à permettre le passage du fluide refroidissant.
- Dans le mode de réalisation représenté sur la figure 5, les moyens d'assemblage 10 sont constitués de deux pièces séparables. La tige tubulaire 35 est filetée à ses deux extrémités. L'une de ces extrémités est vissée dans le taraudage 32 du tirant 4, et l'autre est engagée dans un écrou à embase 37 par vissage, ce qui permet le serrage du tirant 4 entre le fond 21 et le plafond 20 des caissons 15 et 16. Le serrage des écrous 37 est assuré contre la face interne du fond 21 et la face interne du plafond 20 par l'intermédiaire de rondelles d'appui 33' et de joints annulaires plats 34' identiques aux rondelles d'appui 33 et joints annulaires plats 34 décrits précédemment.
- Les ouvertures 36 ménagées pour le passage des moyens d'assemblage 10 dans le fond 21 du caisson supérieur 15 et dans le plafond 20 du caisson inférieur 16 présentent un diamètre légérement supérieur à celui des tiges filetées 35 qui les traversent, de manière à pouvoir placer un joint annulaire 38 du type "canon".
- Les joints 33, 34, 33', 34' et 38 sont avant tout de bons isolants électriques et thermiques. Ils doivent en outre présenter une bonne tenue à la température qui peut, là où ils sont plàcés, atteindre plusieurs centaines de °C, et une bonne résistance à la compression en raison des dilatations inévitables de la structure métallique lors de la mise en service de la poche. Compte tenu de toutes ces exigences, le demandeur préconise l'emploi d'un matériau commercialisé sous le nom de "Syndanio", qui est composé d'un mélange de pierres minérales et d'amiante préalablement broyées.
- Dans l'exemple de réalisation décrit, les tirants 4 et les goujons 35 correspondants présentent respectivement.des conduits internes Il et 39 communiquant l'un avec l'autre, de manière à constituer des passages pour le fluide refroidissant entre l'intérieur 26 du caisson inférieur 16 et l'intérieur 25 du caisson supérieur 15.
- Comme on l'a dit précédemment, le fluide refroidissant provenant d'une source d'alimentation (non représentée sur la figure 5) pénètre par la conduite 29 dans le caisson inférieur 16. Il circule alors dans le caisson inférieur 16, les tirants 4 et le caisson supérieur 15 (par l'intermédiaire des conduits 11 et 39), les refroidit, puis s'échappe à l'extérieur de la poche par l'ouverture 30 ménagée dans le caisson supérieur 15.
- Dans la description ci-dessus, la circulation du fluide refroidissant est ascendante, mais on peut également réaliser une circulation descendante. Dans ce cas, le caisson supérieur 15 est relié à une source d'alimentation en fluide et le caisson inférieur 16 comporte une ouverture pour laisser sortir le fluide à l'extérieur de la poche.
- Le démontage de chacun des tirants 4 s'effectue de la façon suivante :
- Tout d'abord, on ouvre les trous d'hommes 28 et 28'. Puis, on retire les écrous 37 supérieur et inférieur. Ensuite, on dégage les rondelles d'appui 33' et les joints plats 34'. Un méplat 40, usiné sur la partie lisse de la tige 35 à un endroit tel qu'il est accessible après dégagement des rondelles 33' et joints 34' précités, permet le dévissage de la tige 35 au moyen d'une clef appropriée. On dégage ainsi les tiges 35 des taraudages internes 32 du tirant 4 correspondant. Le tirant 4 peut alors être dégagé par simple traction latérale. Les opérations de remontage s'effectuent dans un ordre inverse à celui qui vient d'être décrit.
- Ainsi, l'invention présente cet avantage supplémentaire que l'opération de remplacement des tirants 4 défectueux ou usagés est aisée. En effet, le montage ou le démontage de l'enceinte 2 peut être effectué au niveau des trous d'hommes 28 et 28' sans démonter les caissons 15 et 16. Lors de cette opération, on peut de plus ajuster, de façon précise, le serrage des tirants 4 entre les caissons supérieur 15 et inférieur 16.
- Il va de soi que la présente invention ne saurait se limiter aux modes de réalisation particuliers décrits. Ainsi, la technologie particulière des tirants décrits en référence à la figure 5, peut être remplacée par toute autre technologie, l'essentiel étant que les moyens d'assemblage de chacun des tirants avec le caisson supérieur et, éventuellement, le caisson inférieur, soient électriquement isolants et permettent de bien maintenir en place les tirants.
- De même, la nature du fluide de refroidissement (air) n'est nullement limitative. Il est possible également d'utiliser un autre gaz, et même un liquide, par exemple de l'eau. Dans ce dernier cas, il sera souhaitable de prévoir un collecteur à l'endroit où est évacué le liquide.
Claims (9)
1. Poche métallurgique pour le traitement inductif des métaux, garnie intérieurement par un revêtement réfractaire et dont l'enceinte (2), de forme générale tubulaire, est constituée, dans la zone de chauffage, par des tirants métalliques longitudinaux (4), isolés électriquement entre eux et dépassant longitudinalement au-dessus et au-dessous de la zone de chauffage, les tirants (4) étant maintenus en place par serrage à la partie supérieure et à la partie inférieure de l'enceinte (2), caractérisée en ce que la partie supérieure de l'enceinte (2) est constituée par un caisson (15) de forme générale annulaire, le maintien des tirants (4) à la partie supérieure de l'enceinte (2) étant assuré par des moyens de liaison (10), électriquement isolants, entre les extrémités supérieures des tirants (4) et le fond du caisson (15).
2. Poche métallurgique selon la revendication 1, caractérisée en ce que la partie inférieure de l'enceinte (2) est constituée par un caisson (16) de forme générale annulaire, prenant appui sur le fond (7) de la poche, le maintien des tirants (4) à la partie inférieure de l'enceinte (2) étant assuré par des moyens de liaison (10), électriquement isolants, entre les extrémités inférieures des tirants (4) et le plafond du caisson (16).
3. Poche métallurgique selon l'une des revendications 1 ou 2, caractérisée en ce que les moyens de liaison (10) sont constitués par des pièces d'assemblage filetées à une de leurs extrémités et traversant des ouvertures (36) ménagées dans le fond du caisson supérieur (15) et/ou dans le plafond du caisson inférieur (16), les extrémités filetées des pièces étant vissées dans des taraudages (32) ménagés dans les extrémités correspondantes des tirants (4).
4. Poche métallurgique selon la revendication 3, caractérisée en ce que chacune des pièces d'assemblage (10) est constituée d'une tige filetée à ses deux extrémités, l'une de ces extrémités étant susceptible d'être vissée dans le taraudage (32) du tirant (4) correspondant et l'autre étant susceptible d'être vissée dans un écrou à embase.
5. Poche métallurgique selon la revendication 3, caractérisée en ce que chacune des pièces d'assemblage (10) est constituée d'une tige dont l'une des extrémités se termine par une embase et dont l'autre, filetée, est susceptible d'être vissée dans le taraudage (32) du tirant (4) correspondant, entraînant ainsi le serrage de l'embase contre la face interne du fond du caisson supérieur (15) et/ou la face interne du plafond du caisson inférieur (16).
6. Poche métallurgique selon l'une des revendications 1 à 5, caractéri- sée en ce que chacun des tirants (4) présente un conduit interne (11) pour une circulation d'un fluide refroidissant, ledit conduit (11) communiquant de façon étanche avec l'intérieur du caisson (15) et/ou (16).
7. Poche métallurgique selon la revendication 6, caractérisée en ce que l'intérieur du caisson inférieur (16) est relié à une source d'alimentation en fluide refroidissant et le caisson supérieur (15) comporte une ouverture de sortie (30) du fluide refroidissant à l'extérieur de la poche.
8. Poche métallurgique selon la revendication 6, caractérisée en ce que l'intérieur du caisson supérieur (15) est relié à une source d'alimentation en fluide refroidissant et le caisson inférieur (16) comporte une ouverture de sortie du fluide refroidissant à l'extérieur de la poche.
9. Poche métallurgique selon l'une des revendications 1 à 8, caractérisée en ce que la paroi du caisson (15) et/ou (16) comporte des ouvertures (28) pour l'accès aux moyens de liaison (10), lesdites ouvertures (28) étant susceptibles d'être obturées lors de la mise en service de la poche.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8024847A FR2494609B1 (fr) | 1980-11-21 | 1980-11-21 | Poche metallurgique pour le traitement inductif des metaux |
| FR8024847 | 1980-11-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0053070A1 true EP0053070A1 (fr) | 1982-06-02 |
Family
ID=9248265
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81401821A Ceased EP0053070A1 (fr) | 1980-11-21 | 1981-11-19 | Poche métallurgique pour le traitement inductif des métaux |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4411412A (fr) |
| EP (1) | EP0053070A1 (fr) |
| JP (1) | JPS57115967A (fr) |
| BR (1) | BR8107584A (fr) |
| CA (1) | CA1179500A (fr) |
| ES (1) | ES507341A0 (fr) |
| FR (1) | FR2494609B1 (fr) |
| ZA (1) | ZA818005B (fr) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0144559A1 (fr) * | 1983-09-09 | 1985-06-19 | Nippon Steel Corporation | Appareil pour chauffer par induction du métal fondu |
| GB2161591A (en) * | 1984-07-14 | 1986-01-15 | Ipw Limited | Coreless induction furnace |
| DE4035552A1 (de) * | 1989-11-09 | 1991-05-16 | Fuji Electric Co Ltd | Vorrichtung zum erhitzen von geschmolzenem metall in einer giesspfanne |
| EP0439900A3 (en) * | 1990-01-31 | 1993-03-03 | Inductotherm Corp. | Induction heating apparatus and method |
| US5192488A (en) * | 1989-11-09 | 1993-03-09 | Fuji Electric Co., Ltd. | Apparatus for heating molten in a ladle |
| EP0576351A1 (fr) * | 1992-06-24 | 1993-12-29 | Société CELES | Dispositif de protection et de refroidissement des pôles d'un inducteur électro-magnétique |
| EP0612201A2 (fr) | 1993-02-19 | 1994-08-24 | Inductotherm Corp. | Dispositif de chauffage améliorée pour poche à induction et fours sous vide |
| US5416794A (en) * | 1990-01-31 | 1995-05-16 | Inductotherm Corp. | Induction furnace havng a modular induction coil assembly |
| DE4410547A1 (de) * | 1994-03-26 | 1995-10-05 | Loewe Opta Gmbh | Verfahren zur Erstellung einer elektronischen Programmzeitschrift und Schaltung hierfür |
| CN104827018A (zh) * | 2015-04-02 | 2015-08-12 | 武汉西赛冶金工程有限责任公司 | 中间罐电磁定点靶区加热结构 |
| CN111957944A (zh) * | 2020-08-21 | 2020-11-20 | 佛山市南海创利有色金属制品有限公司 | 一种铝液运输保温装置 |
| WO2021036488A1 (fr) * | 2019-08-28 | 2021-03-04 | 南京星合精密智能制造研究院有限公司 | Dispositif de traitement pour moule à noyau en alliage à point de fusion bas et de forme spéciale |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5550353A (en) * | 1990-01-31 | 1996-08-27 | Inductotherm Corp. | Induction heating coil assembly for prevent of circulating current in induction heating lines for continuous-cast products |
| US5257281A (en) * | 1990-01-31 | 1993-10-26 | Inductotherm Corp. | Induction heating apparatus and method |
| US9004151B2 (en) * | 2012-09-27 | 2015-04-14 | Apple Inc. | Temperature regulated melt crucible for cold chamber die casting |
| US20150108325A1 (en) * | 2013-10-23 | 2015-04-23 | Keith Ryan | Method and apparatus for electrically-heated refractory moulds and mandrels |
| US20170048933A1 (en) * | 2014-10-24 | 2017-02-16 | Mario Metodiev | Air-cooled induction heating device |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2225707A1 (fr) * | 1973-04-11 | 1974-11-08 | Bbc Brown Boveri & Cie | |
| FR2368543A1 (fr) * | 1976-10-22 | 1978-05-19 | Siderurgie Fse Inst Rech | Perfectionnements aux poches metallurgiques a enceinte metallique fragmentee |
| FR2370797A1 (fr) * | 1976-11-16 | 1978-06-09 | Siderurgie Fse Inst Rech | Poche metallurgique pour traitements inductifs sous atmosphere controlee |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1823873A (en) * | 1930-01-23 | 1931-09-22 | Westinghouse Electric & Mfg Co | Induction furnace |
| FR2366079A1 (fr) * | 1976-10-04 | 1978-04-28 | Siderurgie Fse Inst Rech | Poche metallurgique a enceinte metallique fragmentee |
| SE432150B (sv) * | 1976-10-04 | 1984-03-19 | Siderurgie Fse Inst Rech | Apparat for metallurgisk induktionsbehandling av metaller och metalliska eller andra legeringar |
-
1980
- 1980-11-21 FR FR8024847A patent/FR2494609B1/fr not_active Expired
-
1981
- 1981-11-18 ZA ZA818005A patent/ZA818005B/xx unknown
- 1981-11-19 EP EP81401821A patent/EP0053070A1/fr not_active Ceased
- 1981-11-20 BR BR8107584A patent/BR8107584A/pt unknown
- 1981-11-20 JP JP56186783A patent/JPS57115967A/ja active Pending
- 1981-11-20 CA CA000390626A patent/CA1179500A/fr not_active Expired
- 1981-11-20 ES ES507341A patent/ES507341A0/es active Granted
- 1981-11-23 US US06/323,907 patent/US4411412A/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2225707A1 (fr) * | 1973-04-11 | 1974-11-08 | Bbc Brown Boveri & Cie | |
| FR2368543A1 (fr) * | 1976-10-22 | 1978-05-19 | Siderurgie Fse Inst Rech | Perfectionnements aux poches metallurgiques a enceinte metallique fragmentee |
| FR2370797A1 (fr) * | 1976-11-16 | 1978-06-09 | Siderurgie Fse Inst Rech | Poche metallurgique pour traitements inductifs sous atmosphere controlee |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0144559A1 (fr) * | 1983-09-09 | 1985-06-19 | Nippon Steel Corporation | Appareil pour chauffer par induction du métal fondu |
| GB2161591A (en) * | 1984-07-14 | 1986-01-15 | Ipw Limited | Coreless induction furnace |
| DE4035552A1 (de) * | 1989-11-09 | 1991-05-16 | Fuji Electric Co Ltd | Vorrichtung zum erhitzen von geschmolzenem metall in einer giesspfanne |
| GB2238496A (en) * | 1989-11-09 | 1991-06-05 | Fuji Electric Co Ltd | Ladle with apparatus for heating molten metal |
| US5164148A (en) * | 1989-11-09 | 1992-11-17 | Fuji Electric Corporation, Ltd. | Apparatus for heating molten metal in a ladle |
| US5192488A (en) * | 1989-11-09 | 1993-03-09 | Fuji Electric Co., Ltd. | Apparatus for heating molten in a ladle |
| GB2238496B (en) * | 1989-11-09 | 1994-07-06 | Fuji Electric Co Ltd | Apparatus for heating molten metal in a ladle |
| US5416794A (en) * | 1990-01-31 | 1995-05-16 | Inductotherm Corp. | Induction furnace havng a modular induction coil assembly |
| EP0439900A3 (en) * | 1990-01-31 | 1993-03-03 | Inductotherm Corp. | Induction heating apparatus and method |
| US5425048A (en) * | 1990-01-31 | 1995-06-13 | Inductotherm Corp. | Heating apparatus for induction ladle and vacuum furnaces |
| US5485483A (en) * | 1992-06-24 | 1996-01-16 | Celes | Device for protecting and cooling the poles of an electromagnetic inductor |
| FR2693073A1 (fr) * | 1992-06-24 | 1993-12-31 | Celes | Dispositif de protection et de refroidissement des pôles d'un inducteur électro-magnétique. |
| EP0576351A1 (fr) * | 1992-06-24 | 1993-12-29 | Société CELES | Dispositif de protection et de refroidissement des pôles d'un inducteur électro-magnétique |
| EP0612201A3 (en) * | 1993-02-19 | 1994-09-21 | Inductotherm Corp | Improved heating apparatus for induction ladle and vacuum furnaces. |
| EP0612201A2 (fr) | 1993-02-19 | 1994-08-24 | Inductotherm Corp. | Dispositif de chauffage améliorée pour poche à induction et fours sous vide |
| DE4410547A1 (de) * | 1994-03-26 | 1995-10-05 | Loewe Opta Gmbh | Verfahren zur Erstellung einer elektronischen Programmzeitschrift und Schaltung hierfür |
| DE4410547C2 (de) * | 1994-03-26 | 1999-03-18 | Loewe Opta Gmbh | Verfahren zur Erstellung einer elektronischen Programmzeitschrift und Schaltung hierfür |
| CN104827018A (zh) * | 2015-04-02 | 2015-08-12 | 武汉西赛冶金工程有限责任公司 | 中间罐电磁定点靶区加热结构 |
| WO2021036488A1 (fr) * | 2019-08-28 | 2021-03-04 | 南京星合精密智能制造研究院有限公司 | Dispositif de traitement pour moule à noyau en alliage à point de fusion bas et de forme spéciale |
| CN111957944A (zh) * | 2020-08-21 | 2020-11-20 | 佛山市南海创利有色金属制品有限公司 | 一种铝液运输保温装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2494609B1 (fr) | 1985-12-27 |
| ES8300543A1 (es) | 1982-11-01 |
| JPS57115967A (en) | 1982-07-19 |
| FR2494609A1 (fr) | 1982-05-28 |
| BR8107584A (pt) | 1982-08-17 |
| US4411412A (en) | 1983-10-25 |
| ES507341A0 (es) | 1982-11-01 |
| CA1179500A (fr) | 1984-12-18 |
| ZA818005B (en) | 1982-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0053070A1 (fr) | Poche métallurgique pour le traitement inductif des métaux | |
| EP0836751B1 (fr) | Generateur thermoelectrique | |
| EP0056915B1 (fr) | Dispositif de fusion par induction directe en cage froide avec confinement électromagnétique supplémentaire de la charge | |
| CA1091736A (fr) | Poches metallurgiques pour les traitements inductifs des metaux | |
| CA1259367A (fr) | Dispositif de connexion electrique destine a etre place en paroi d'un four metallurgique a courant continu | |
| EP0477066A1 (fr) | Procédé de remplacement d'un tube d'un échangeur de chaleur à tubes droits et utilisation de ce procédé | |
| EP0178981B1 (fr) | Structure d'electrode pour bain de métal en fusion | |
| EP0169100B1 (fr) | Electrode de paroi d'un récipient métallurgique au contact d'un métal en fusion | |
| FR2647585A1 (fr) | Generateur de vapeur | |
| EP0012672B1 (fr) | Dispositif de fixation démontable d'un élément de chauffage à résistance électrique dans le pressuriseur d'un réacteur nucléaire | |
| EP0183631B1 (fr) | Electrode de paroi pour four métallurgique électrique à courant continu | |
| CA1086806A (fr) | Poche metallurgique pour les traitements inductifs des metaux | |
| EP1753695B1 (fr) | Installation d'affinage de silicium | |
| EP0344245A1 (fr) | Thermoplongeur electrique | |
| FR2669470A1 (fr) | Procede de refroidissement d'une amenee de courant pour appareillage electrique a tres basse temperature et dispositif pour sa mise en óoeuvre. | |
| EP0441733B1 (fr) | Récipient métallurgique équipé d'au moins une électrode traversant sa paroi | |
| CH405536A (fr) | Procédé pour souder bout à bout deux tubes depuis l'intérieur et torche de soudure à l'arc électrique pour la mise en oeuvre de ce procédé | |
| EP0161949B1 (fr) | Réacteur nucléaire refroidi par un métal liquide | |
| FR2715941A1 (fr) | Four à courant continu de fusion de métal. | |
| WO2012127152A1 (fr) | Creuset de four a induction | |
| EP0090743B1 (fr) | Dispositif de protection contre la chaleur et les radiations pour un échangeur de chaleur intermédiaire plongeant dans une cuve de réacteur nucléaire | |
| FR2593002A1 (fr) | Pompe electromagnetique pour liquide conducteur a refoulement par repulsion magnetique. | |
| FR2514981A1 (fr) | Dispositif de porte-electrode pour electrodes auto-durcissantes | |
| BE491701A (fr) | ||
| BE450546A (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE FR GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19821125 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19870806 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LECHEVALLIER, CHRISTIAN |