EP0052389A1 - Federgefüge für Kissen oder Matratzen und Verfahren und Maschine zu dessen Herstellung - Google Patents
Federgefüge für Kissen oder Matratzen und Verfahren und Maschine zu dessen Herstellung Download PDFInfo
- Publication number
- EP0052389A1 EP0052389A1 EP81201176A EP81201176A EP0052389A1 EP 0052389 A1 EP0052389 A1 EP 0052389A1 EP 81201176 A EP81201176 A EP 81201176A EP 81201176 A EP81201176 A EP 81201176A EP 0052389 A1 EP0052389 A1 EP 0052389A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spring
- spring assembly
- sheets
- strip
- mattress
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C27/00—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas
- A47C27/04—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas with spring inlays
- A47C27/045—Attachment of spring inlays to coverings; Use of stiffening sheets, lattices or grids in, on, or under spring inlays
- A47C27/0453—Attachment of spring inlays to outer layers
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C27/00—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas
- A47C27/04—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas with spring inlays
- A47C27/06—Spring inlays
- A47C27/063—Spring inlays wrapped or otherwise protected
- A47C27/064—Pocketed springs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B68—SADDLERY; UPHOLSTERY
- B68G—METHODS, EQUIPMENT, OR MACHINES FOR USE IN UPHOLSTERING; UPHOLSTERY NOT OTHERWISE PROVIDED FOR
- B68G7/00—Making upholstery
- B68G7/05—Covering or enveloping cores of pads
- B68G7/054—Arrangements of sheathings between spring cores and overlying paddings
Definitions
- the invention relates to spring assemblies for cushions or mattresses as well as cushions or mattresses comprising such assemblies and methods and machines for manufacturing such assemblies.
- Spring assemblies comprising rows of adjacent upright helical springs are widely known.
- Spring assemblies whereby each spring is encased within a fabric bag.
- These bags then possess common vertical seams with the adjacent spring bags.
- encasing each spring in a bag enables to compress the mattress in a substantially noiseless manner since direct friction between adjacent springs in the mattress is prevented.
- Today such spring assemblies are made on the basis of a type of spring bandolier whereby the springs are enclosed in a fabric sleeve which between each successive spring is closed by stitching so that the successive springs are encased within a row of separate bags.
- This spring bandolier is then placed in zig-zag fashion on the bottom surface of the spring assembly to be formed and the successive zig-zag bag rows (or spring bandoliers) are for example connected by means of a system of binding wires which extend substantially parallel to, and halfway between, the upper surface and the bottom surface of the assembly.
- This production method usually requires much manual labour, and, moreover offers the disadvantage that the bags with springs may become deflected locally so that the normal spring action of the assembly is disturbed at these locations. This badly affects the quality of the mattress. Furthermore, this production method enables to make only assemblies in which the spring bags bags are held close together by means of binding wires.
- a part of the spring bags placed in a spring assembly are at their upper sides, respectively their undersides, locally anchored in a flexible and air-permeable anchoring sheet.
- This sheet will preferably comprise a netting which is at least partly embedded in an elastomer material. The sheet at the same time also behaves or functions as a pressure distributor for the mattress or cushion.
- the spring assembly according to Figure 1 comprises the usual adjacent and upright steel wire springs 1 having a wire diameter of for example 2 mm, a spring diameter of approximately 65 mm, and for example five helical wire coils, and whereby each spring is encased in for example a textile bag 2 which possesses stitched separation seams 3 with the adjacent bags.
- the height of the enclosed springs is approximately 11 cm whereas their height in fully expanded condition is 13 cm.
- the spring coils can have either a cylindrical surface of revolution or e.g. a biconical surface of revolution as shown in figure 6 and wherein the spring coil.30 with the smallest coil diameter is situated substantially halfway between upper and underside of the spring.
- the biconical springs improve the noiseless compression of the assembly because the consecutive coils make less contact with each other upon axial compression than is the case with cylindrical springs.
- the anchoring sheet 4, respectively 5 is fixed to the upper side, respectively the underside of the spring bags.
- the uppersides, respectively the undersides of the textile bags are at least partially pressed into these sheets so that a solid connection is achieved at these places. This embedding is most pronounced in those places where the spring ends (uppermost, respectively bottommost spiral winding) rest against the sheets 4, respectively 5, however without securing the spring end coils themselves in the anchoring sheets.
- the anchoring sheets will preferably be flexible in order to make it possible to follow as well as possible local differences in compression without influencing the compression of adjacent springs (in other words to stimulate the independence of each spring). Hence, an elastomeric sheet must be preferred.
- the anchoring sheets must also be air-permeable in order to allow the spring assembly to breathe. If the anchoring sheets are air tight, they may, for this purpose, be perforated at regular intervals.
- an anchoring sheet with multiple open spaces or composed of independent strips in which a wide-meshed netting 6 is embedded which also forms the connection between the separate strips. It has been found that a polyurethane elastomer layer with a thickness of at least 1 mm, a weight of at least 400 g per m 2 of spring assembly surface and with embedded wide-meshed polypropene yarn netting satisfactorily meets the requirements thereby allowing to omit the fairly rigid conventional pressure distribution layers on spring assemblies (e.g. ca. 1 cm thick needle felt). This results in a lighter cushion or mattress, on the one hand, and more independent spring action, on the other hand.
- spring assemblies e.g. ca. 1 cm thick needle felt
- the anchoring sheet was very strong since cracks or creases or other wear phenomena did not occur after repeated bending.
- the meshes in the netting have preferably a mesh surface between 0,10 cm 2 and 0,50 am 2 whereas the percentage of free mesh surface (empty spaces) is between reap. 50 % and 75 %.
- the elastomeric material can also be applied in narrow strips (width less thanti cm) which are obliquely oriented with respect to the warp and weft threads in the netting. These strips will preferably cross over each other according to a regular pattern to impart a sufficient dimensional stability to the netting.
- a quantity of between 500 g/m 2 and 700 g/m 2 of polyurethane elastomer is suitable as it provides sufficient stability and strength to the netting on the one hand and sufficient anchoring spots with the spring bag rows on the other hand, whereas at the same time the springs and spring bags retain sufficient freedom to exert their spring action as independently as possible from neighbouring springs.
- the sheets 4, 5 can be united on their sides opposite to that of the spring bags with a conventional pressure distributor layer such as a needle fiber felt with a thickness of about 1 cm and a weight of about 1,2 kg/m 2 .
- a conventional pressure distributor layer such as a needle fiber felt with a thickness of about 1 cm and a weight of about 1,2 kg/m 2 .
- an elastomeric anchoring material as e.g. polyurethane offers in itself also a number of advantages compared to the use of adhesives as generally proposed in the past.
- Adhesives applied as layers or strips, often have insufficient tensile strength and resistance against repeated mechanical loading (spring action) so that the dimensional stability thereby suffers. Further they are sensible to ageing and their adhesion capacity can deteriorate under the influence of humidity and/or temperature (heated cushions or mattresses).
- polyurethane rubber offers the advantage that it is completely odourless.
- the spring arrangement in the mattress according to Figure 2 clearly shows the empty intermediate strips 7 between successive zig-zag loops of the spring bandolier near the head end 8 and foot end 9 of the mattress. Due to savings in spring bags in these zones, the mattress can be made lighter and less expensive. This does not have a disadvantageous effect on the quality of the mattress since the greatest weight of a person resting on it is always in the middle of the mattress.
- the invention also permits to compose partial assemblies 10 for mattresses with adapted spring arrangement and density. A number of these partial assemblies can then be combined into a mattress of desired - for example non-standard - dimensions. If, in this way, one wants to make a folding mattress, it is possible to insert in the folding zone 11 a flexible and resilient material strip, for example a foam rubber strip, which can be compressed more easily.
- the partial assemblies will preferably be positioned in such a way that at least one of their edges is embedded in the foam of either strip 11 or the upright mattress contour edge. It is also possible to provide two or more transverse foam strips 11, for example at the level of a folding zone at a distance of a normal cushion from the mattress edge 8 or 9.
- This type of mattresses is able to fold more easily together with the mattress support, the latter being for example a lath grid with raisable head end (e.g. for hospital beds).
- Partial assemblies with suitable dimensions can of course be used as spring cores for cushions, e.g. usable for seating furniture.
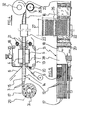
- FIG. 4 A machine for the automatic manufacture of the spring assemblies is schematically shown in Figures 4 and 5.
- spring bandoliers 12 are located in substantially parallel relationship and continuously passed through a coating machine 13 for pressing the undersides 14 respectively the uppersides 15 of these strips into the anchoring sheet 5, respectively 4, and for consolidating the thus coated assembly strip 16.
- the strip 16 can be rolled up which must preferably be done in compressed condition.
- the spring bandoliers 12 can be fed to the coating machine 13 immediately after manufacture or can be unwound from roll packets 17. Indeed, it is possible to roll up the manufactured spring bandoliers in an at least partially compressed condition on a spindle 31 into disc- shaped or cylindrical packets 17 whereby the vertical axes 29 of the compressed spring coils (and separation seams 3) extend in a substantially radial direction in the winding.
- These compressed packets for example in crimp foil packing - take but little space and the thus prepared spring collection can be easily shipped from the spring bandolier manufacturer to the mattress manufacturer.
- These packetsy as an intermediate product for the spring assemblies form in itself an element of the invention also : they can be used for composing either conventional spring assemblies or partial assemblies according to ithe invention.
- the roll packet 17 can be unwound from a pay-off bench and the spring bandoliers 12 can be guided parallel and at suitable common distances between two circulating conveyor belts 18 and 19 while adding the anchoring sheets 4 and 5.
- These sheets may comprise a wide-meshed netting 6 (for example of polypropene yarns).
- An anchoring substance 20 is applied on the conveyor belts 18 and 19 for example by spraying or rackling or rolling, if so desired in strips according to a given pattern. This substance 20 is selected in such a way that after its application on the spring assembly it easily releases from the circulating conveyor belts.
- a polyurethane reaction compound can be applied on the P.V.C.-conveyor belt.
- the upperside 15, respectively the underside 14 contacts the netting 6 and the substance 20 is pressed by means of the conveyor belts through the meshes of the nettings 6 into the surfaces 14 and 15 of the spring bags so that the latter are at least partially pressed into the anchoring substance.
- the distance between the conveyor belts 18 and 19 in this coating zone will be smaller than the height of these spring bags so that the springs are brought under sufficient compressive stress. This stimulates pressing the spring bags into the anchoring substance, particularly near the annular contact area of the uppermost and bottommost spiral windings of each spring.
- the thus coated assembly strip then continues through a consolidation zone, which, for example, may be a tunnel furnace 28 wherein the polymerisation takes place of the polyurethane reaction compound, or the gelling when the anchoring substance 20 comprises a resin that must be cured at high temperature.
- a consolidation zone which, for example, may be a tunnel furnace 28 wherein the polymerisation takes place of the polyurethane reaction compound, or the gelling when the anchoring substance 20 comprises a resin that must be cured at high temperature.
- the conveyor belts leave the assembly strip coated with anchoring sheets 4 and 5, and are eventually cleaned by means of, for example, roller brushes 21 or other cleaning means, while the assembly strip 16, if necessary, will be guided via a cooling tunnel 22 to the winding spool 23 where it is preferably rolled up under radial pressure applied by a counter-pressure roller 24 so that the spring axes extend in a substantially radial direction in the winding.
- This counterpressure roller may for example be equipped with radial projections 25 to prick holes through at
- the distance between the spring bandoliere 12 can be freely adjusted in conformity with the drawing in Figure 2.
- the width of the coating apparatus 13 may therefore be selected in accordance with the length 26 of a mattress, and the assembly strip can be cut transversally each time at a distance equal to the required mattress width 27, either for single or double beds.
- the manufacture of the spring layer can be programmed in such a way that there is an empty bag after each interval equal to the desired mattress width 27.
- the spring bandoliers 42 are then guided synchronously through the coating apparatus 13 so that all empty bags are located in the same transverse row.
- the anchoring sheet at the upperside and underside of the spring assembly also makes that the mattress has a predetermined and constant thickness across its surface.
- a spring assembly not anchored according to the invention indeed generally possesses an uneven surface so that it is necessary to tuft conventional luxury mattresses comprising spring assemblies with loose pressure distributors (and mattresses padding between pressure distributor and mattress cover).
- the constant and controlled distance between facing tuft knots at the underside and upperside of the mattress guarantee a constant mattress thickness.
- the mattress padding between the anchoring sheet and the mattress ticking cover will preferably be so selected that it does not produce noise in case of local compressing (or rubbing) on the anchoring sheet. It has been found that a very porous web of polyacryl fibers (thickness approximately 5 cm) used as an insonorisation layer on a polyurethane anchoring sheet meets this requirement.
- the spring bandolier 12 is delivered from a supply stock, e.g. a wound spring pack 17 and is continuously and crosswise introduced by means of a feeding device according to a zig-zag pattern in the nip 33 between an upper conveyor belt 18 and a lower conveyor belt 19 which constitute together the coating apparatus 13.
- the crests 34 of the zig-zag pattern thereby constitute both longitudinal edges 35 of the spring assembly strip 16.
- the anchoring sheets 4 and 5 are delivered over the conveyor belts 18, 19 and pressed onto the in zig-zag pattern deposited spring rows.
- the apparatus for depositing the spring bandolier 12 in zig-zag pattern comprises a carriage 36 which is moved back and forth over rails 37 in the vicinity of the coating machine 13.
- Two chain conveyors 38 facing each other, are mounted on carriage 36 and they are driven so as to push the bandolier 12 in a connected guiding channel 39 to the nip 33 of the coating machine.
- the chain conveyors 38 are provided at their outsides with ribs 51 which are arranged at a mutual distance so that consecutive spring pockets 2 are catched each time between four synchronously travelling ribs 51.
- Conveyor-belts 42 are also mounted at the upper and underside of channel 42 ; they compress the spring bandolier 12 progressively to e.g. one third of its initial height during its forward movement to the nip 33.
- the driving motor 47 of conveyors 38 and belts 42 is mutually coupled ; it is also adjusted to the driving of carriage 36 by motor 60.
- a protection sleeve 43 is arranged over the exit of channel 39 and belts 42.
- the exit of channel 39 thus moves back and forth in the nip 33 and introduces progressively one cross row in zigzag after the other between sheets 4 and 5 which are supported by the stepwise progressing belts 18 resp. 19.
- the belts 18 and 19 move on one step or increment each time a new zig-zag row is introduced.
- each row shall correspond to the length 26 of the mattress to be made.
- the assembly strip 16 delivered by the coating machine 13 is not wound up, it can be transversely cut between two subsequent zig-zag rows.
- the sheets 4 and 5 are hereby cut and also bandolier 12 at the level of pockets 40 at the crest of the serpentine.
- the process comprising the zig-zag introduction of the bandolier 12 offers the advantage, in comparison to the process described above, that only one or two spring pockets 40 per spring assembly have to be cut and that programming of the synchronous introduction of parallel spring ban - doliers can be deleted.
- Cutting of strip 16 can be carried out in a conventional manner by compressing a transverse zone of strip 16 at both sides of the cutting line 41 (figure 8) to be made and by cutting both the upper and lower anchoring sheet between a horizontally arranged and up and down movable knife and a counterplate. This cutting action can at the same time out up and remove the springs in pockets 40 so as to complete the separation between consecutive spring assemblies.
- the provision of two or even three spring pockets 40 in every transition zone between two consecutive spring assemblies to be separated is useful when it is desired that the anchoring sheets 4 and 5 extend somewhat beyond the spring rows at the periphery of the assembly.
- These extending edges of the anchoring sheets 4 and 5 can then be folded vertically and constitute a reinforcement of the upright edges of the spring assembly. In this way reinforcing the assembly edges by means of a more expensive foaming process can be deleted.
- the coating of netting 6 with obliquely oriented elastomeric strips 54, 55 is e.g. done by pouring the elastomeric reaction compound from pouring nozzles 45 resp. 46 which move transversely back and forth over belts 18 resp. 19. This transverse movement can be linked to the transverse movement of carriage 36.
- the nozzles 45, 46 make further simultaneously an oscillating movement perpendicular to this transverse movement.
- This wave line further on 54 covers a transverse band region comprising and fixing a number of zig-zag spring rows (e.g. four).
- the feeding device for the bandolier 12 further deposits a smaller number of zig-zag rows (e.g. two or three) without pouring action by the nozzles 45, 46.
- a spring row During the next deposition of a spring row the nozzles deposit a next undulated strip 55.
- This method applies when the reaction time of the compound to be laid down is sufficiently slow to allow a periodic stop of pouring without intermediate flushing.
- the pouring apparatus is adjusted such that every wave trough 52 of the preceding line 54 is crossed by a wave crest 53 of the next line 55 as shown in figure 8. These overlapping zones favour the crosswise anchoring of the spring rows in the assembly 16 and the dimensional stability of sheets 4 and 5.
- the oscillation of the pouring nozzles between wave crests and wave troughs is driven and guided by conventional mechanical means 50 mounted in the nozzle carrier 49.
- the shift of the nozzles is guided by the means 50 in the nozzle carriers 49.
- These means 50 will further have to carry out a suitable movement correction of the nozzles when they reverse over the belts 18, 19 in the opposite direction to the effect of depositing a new-kave line which crosses or overlaps the previous line in the right way as illustrated in figure 8.
- This correction will thus comprise a phase shift over half the wave length (£/2) on the one hand and a perpendicular shift in the right sense over a width of two spring rows on the other hand.
- the steering or guiding of the nozzles by means 50 is thus coupled to the driving by motor 58 of the stepwise turning movement of belts 18 and 19 on the one hand and of the back and forward movement of the nozzles across the machine 13 on the other hand and on which movement the driving action for oscillating the nozzle is superposed.
- the transverse movement back and forth over the machine 13 is steered by a conveyor belt 59 running in a rectangular path, driven by motor 44 and to which belt the nozzle carriers 49 are linked while travelling over horizontal rails 56.
- the belt 59 moves back and forth (arrow 57) whereby the nozzles travel in mutual opposite direction from one extreme position (right side of the machine 13) to the other extreme position (left side).
- the rectangular path is preferably of a greater width than the coating machine 13 and so enables the nozzles to move in their extreme positions beyond the side edges 35 of the spring assembly strip 16 and beyond the machine side edges. This enables to flush or rinse the nozzles 45, 46 if needed in their extreme positions above rinsing containers which are arranged at a suitable position at both sides of the coating apparatus 13.
- a spring bandolier 12 as described above, comprising steel wire springs with a spring diameter of 65 mm was delivered from a spring packet 17 comprising approximately 10.500 springs for 25 spring assemblies (single bed mattresses).
- the spring collection was in packet 17 wound under pressure onto a cylindrical spindle 31 with a diameter of 30 cm. This spindle had a length of 1,2 m and end flanges with a diameter of 1 m.
- the packet 17 had a weight of 300 kg.
- the spring bandolier 12 was then delivered with a speed of 30 m/min.
- a spring assembly 16 was in this way delivered at the exit of the machine 13, comprising single bed mattresses with a length of 2 m, a width of 1 m and with each fifteen zig-zag spring rows.
- the anchoring sheets 4, 5 were also introduced in the nip 33.
- a polypropylene yarn netting 6 (type PROMON PP213 - mesh surface about 0,3 cm 2 ) was unwound and combined with a needle felt 48 from cotton fibers needled onto a flexible foam layer with a thickness of 7 mm, which felt 48 had a weight of 1,25 kg/m 2 .
- the needle felt 48 was delivered against belts 18 and 19 and the netting 6 on top thereof.
- a wave strip 54 from elastomeric material was deposited as described above.
- the wave strip had a wave amplitude a of 115 mm and a wave length e of 300 mm.
- the elastomeric material consisted of a polyol diisocyanate reaction compound of the type Elastocoat C6935 TEX (BASF - Elastogran). These elastomeric strips 54, 55 ... partially penetrated the meshes of the netting 6 onto the felt layer 48 so that a mutual connection between both layers was achieved.
- Two zig-zag rows were introduced during the deposition of a wave strip 54 and a new wave strip 55 was laid down at every introduction of a third zig-zag row.
- the amplitude of the wave strip was determined so that every wave strip covered on the average four zig-zag rows and that the crossing distance between wave crests 53 and wave troughs 52 of each pair of consecutive wave strips approximated the width of one spring row.
- the weight of elastomeric material was 550 g/m 2 surface of spring assembly.
- the curing temperature in the oven 28 was about 65°C and the curing time about 8 min.
- the spring assembly strip 16 so covered was subsequently transversely cut to the desired width of single bed mattresses and each mattress comprised about 440 spring bags 2 of which on the average about 40 to 45 % were locally anchored at their undersides 14 resp. their uppersides 15 in sheet 4 resp. 5.
- the spring assembly was subjected to 450.000 compression cycli (150 cycli per minute) as follows. Two flat square plates, each having a side of 35 mm were put on the spring assembly midway between the longitudinal edges of the assembly and in a manner that a transverse assembly edge of 20 cm was left uncovered both at the head end and at the foot end. Both plates were simultaneously and repetitively lowered to a level that the springs were practically completely compressed (total compressed thickness under each plate was about 38 mm). By this action a bulge was created each time in the assembly between the two plates which produced a tensile loading in this central assembly region. The assembly showed no visible damage or wear after this heavy test.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Mattresses And Other Support Structures For Chairs And Beds (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE1010041 | 1980-11-19 | ||
| BE1/10041A BE886243A (nl) | 1980-11-19 | 1980-11-19 | Verenkarkas voor matras |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0052389A1 true EP0052389A1 (de) | 1982-05-26 |
Family
ID=3862916
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81201176A Ceased EP0052389A1 (de) | 1980-11-19 | 1981-10-23 | Federgefüge für Kissen oder Matratzen und Verfahren und Maschine zu dessen Herstellung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0052389A1 (de) |
| BE (1) | BE886243A (de) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996011163A1 (de) * | 1994-10-06 | 1996-04-18 | Recticel N.V. | Vorrichtung zur herstellung eines taschenfederkernes |
| WO1997037928A1 (en) * | 1996-04-11 | 1997-10-16 | Slumberland Plc | Spring units for mattresses and the like |
| WO1997045041A1 (en) * | 1996-05-29 | 1997-12-04 | Jansson, Ulf | Bed base |
| ES2140304A1 (es) * | 1997-05-28 | 2000-02-16 | Betere Fab Lucia Antonio | Procedimientos de fabricacion de carcasas de muelles, en especial para elementos tapizados. |
| WO2001056430A1 (en) * | 2000-02-02 | 2001-08-09 | Annova Pty Ltd | Permeable mattress |
| EP1707081A1 (de) * | 2005-03-25 | 2006-10-04 | Compagnie Financiere Europenne de literie | Taschensfederkernmatratze |
| CN101343032B (zh) * | 2007-07-10 | 2011-05-18 | 际诺思(厦门)轻工制品有限公司 | 弹簧床垫的生产方法 |
| US8136187B2 (en) | 2007-02-07 | 2012-03-20 | L&P Property Management Company | Slow acting pocketed spring core and method of manufacturing same |
| US8266745B2 (en) | 2007-02-07 | 2012-09-18 | L&P Property Management Company | Slow acting pocketed spring core having fill material inside pockets |
| US8474078B2 (en) | 2007-02-07 | 2013-07-02 | L&P Property Management Company | Slow acting pocketed spring core having cushioning material |
| GB2565197A (en) * | 2017-05-31 | 2019-02-06 | Hs Products Ltd | Pocketed spring unit and method of manufacture |
| CN111278329A (zh) * | 2017-10-31 | 2020-06-12 | 丝涟科技有限责任公司 | 包括柔性泡沫的袋装螺旋弹簧组件 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2862214A (en) * | 1956-10-04 | 1958-12-02 | Marspring Corp | Cushion or mattress construction and method of manufacture |
| GB1006735A (en) * | 1962-12-21 | 1965-10-06 | Wood Conversion Co | Spring cushion structure |
-
1980
- 1980-11-19 BE BE1/10041A patent/BE886243A/nl not_active IP Right Cessation
-
1981
- 1981-10-23 EP EP81201176A patent/EP0052389A1/de not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2862214A (en) * | 1956-10-04 | 1958-12-02 | Marspring Corp | Cushion or mattress construction and method of manufacture |
| GB1006735A (en) * | 1962-12-21 | 1965-10-06 | Wood Conversion Co | Spring cushion structure |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996011163A1 (de) * | 1994-10-06 | 1996-04-18 | Recticel N.V. | Vorrichtung zur herstellung eines taschenfederkernes |
| WO1997037928A1 (en) * | 1996-04-11 | 1997-10-16 | Slumberland Plc | Spring units for mattresses and the like |
| CN1105079C (zh) * | 1996-04-11 | 2003-04-09 | 斯拉姆伯兰德公共有限公司 | 生产垫子和类似物品的弹簧装置的方法和设备及其弹簧装置 |
| US6684608B2 (en) | 1996-04-11 | 2004-02-03 | Slumberland Plc | Spring units for mattresses and the like |
| WO1997045041A1 (en) * | 1996-05-29 | 1997-12-04 | Jansson, Ulf | Bed base |
| ES2140304A1 (es) * | 1997-05-28 | 2000-02-16 | Betere Fab Lucia Antonio | Procedimientos de fabricacion de carcasas de muelles, en especial para elementos tapizados. |
| WO2001056430A1 (en) * | 2000-02-02 | 2001-08-09 | Annova Pty Ltd | Permeable mattress |
| US6854143B2 (en) | 2000-02-02 | 2005-02-15 | Neville John Sharples | Permeable mattress |
| EP1707081A1 (de) * | 2005-03-25 | 2006-10-04 | Compagnie Financiere Europenne de literie | Taschensfederkernmatratze |
| US8136187B2 (en) | 2007-02-07 | 2012-03-20 | L&P Property Management Company | Slow acting pocketed spring core and method of manufacturing same |
| US8176608B2 (en) | 2007-02-07 | 2012-05-15 | L&P Property Management Company | Method of manufacturing slow acting pocketed spring core |
| US8266745B2 (en) | 2007-02-07 | 2012-09-18 | L&P Property Management Company | Slow acting pocketed spring core having fill material inside pockets |
| US8307523B2 (en) | 2007-02-07 | 2012-11-13 | L&P Property Management Company | Method of making slow acting pocketed spring core |
| US8464381B2 (en) | 2007-02-07 | 2013-06-18 | L&P Property Management Company | Slow acting pocketed spring core having fibrous material and sheets glued to pockets |
| US8474078B2 (en) | 2007-02-07 | 2013-07-02 | L&P Property Management Company | Slow acting pocketed spring core having cushioning material |
| US8484784B2 (en) | 2007-02-07 | 2013-07-16 | L&P Properly Management Company | Slow acting pocketed spring core having fibrous material glued to pockets |
| CN101343032B (zh) * | 2007-07-10 | 2011-05-18 | 际诺思(厦门)轻工制品有限公司 | 弹簧床垫的生产方法 |
| GB2565197A (en) * | 2017-05-31 | 2019-02-06 | Hs Products Ltd | Pocketed spring unit and method of manufacture |
| GB2565197B (en) * | 2017-05-31 | 2022-10-12 | Hs Products Ltd | Pocketed spring unit and method of manufacture |
| CN111278329A (zh) * | 2017-10-31 | 2020-06-12 | 丝涟科技有限责任公司 | 包括柔性泡沫的袋装螺旋弹簧组件 |
Also Published As
| Publication number | Publication date |
|---|---|
| BE886243A (nl) | 1981-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0052389A1 (de) | Federgefüge für Kissen oder Matratzen und Verfahren und Maschine zu dessen Herstellung | |
| CA1127780A (en) | Pocketed spring assembly | |
| US10624466B2 (en) | Pocketed spring comfort layer | |
| CA1220289A (en) | Innerspring construction | |
| US5756022A (en) | Method for forming a foamed innerspring unit | |
| EP2109384A1 (de) | Langsam agierende taschensprungfeder | |
| WO1998044273A1 (en) | Multiple rate coil spring assembly | |
| US2580202A (en) | Reinforced fibrous porous cushioning material | |
| US5924681A (en) | Preloaded spring assembly | |
| WO1996040557A1 (en) | Method and apparatus for forming strings of pocketed springs | |
| US6374442B1 (en) | Pocketed coil spring unit with combination of top and bottom sheets and inter-row bonding | |
| US20180368584A1 (en) | Dual-Layered Fabric For Use in Pocketed Spring Assembly | |
| US6249924B1 (en) | Anti-roll off mattress construction | |
| IL25765A (en) | Production of cushion and mattress constructions | |
| US2308849A (en) | Apparatus for manufacturing upholstery pads | |
| IL22483A (en) | Non-woven fabrics | |
| US3873388A (en) | Mattress pad and method and apparatus for constructing the same | |
| US3562825A (en) | Mattress construction and plastic net spring bridging element for use therein | |
| US4414696A (en) | Mattress with non-woven fabric covered springs | |
| US2755215A (en) | Method of making reinforced fibrous porous cushioning material | |
| US1903424A (en) | Upholstery pad | |
| US3487481A (en) | Upholstery insulator pad and method of producing same | |
| US4409273A (en) | Scrim fabric and product | |
| EP0742751B1 (de) | Bauteil mit innen angeordneten federn und verfahren zu dessen herstellung | |
| US2621712A (en) | Seat cushion construction |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19821009 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: N.V. BEKAERT S.A. |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19850615 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: VANDECANDELAERE, LUCIEN |