EP0013127B1 - Process for making nonwoven fabrics by bonding organic fibers - Google Patents
Process for making nonwoven fabrics by bonding organic fibers Download PDFInfo
- Publication number
- EP0013127B1 EP0013127B1 EP79302960A EP79302960A EP0013127B1 EP 0013127 B1 EP0013127 B1 EP 0013127B1 EP 79302960 A EP79302960 A EP 79302960A EP 79302960 A EP79302960 A EP 79302960A EP 0013127 B1 EP0013127 B1 EP 0013127B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- water
- fibers
- bonding
- fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/542—Adhesive fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/552—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving by applying solvents or auxiliary agents
Definitions
- This invention relates to processes for bonding organic fibers. More specifically, the invention relates to such processes wherein water is utilized as an agent for effecting autogenous bonding of fibers constituting nonwoven webs.
- Nonwoven fabrics and the utilization thereof are well known to those skilled in the art.
- Such fabrics are prepared by forming a web of continuous filament and/or staple fibers.
- Such webs, as formed are generally lacking in physical integrity and readily disintegrate when handled. Therefore, it is customary to increase the integrity of such webs by bonding the fibers constituting the web at fiber crossover points.
- Fiber bonding has been successfully accomplished by mechanical entanglement of web fibers; application of adhesives; and autogenously by the use of heat or liquid or gaseous agents to soften the fibers and render them cohesive.
- Autogenous bonding has been found particularly advantageous from the standpoint of providing fabrics of good strength without incorporating an adhesive having a composition differing from that of the fibers in the fabric.
- strength can in some instances be improved and/or decorative fabric patterns or modified tactile properties provided by overall or intermittent compression of the softened fibers.
- certain process difficulties have hitherto been associated with autogenous bonding. For example, in processes employing thermal softening of fibers, careful control of temperature (and pressure, if utilized) is required to obtain adequate bonding without complete melting resulting in destruction of the fibrous structure and/or sticking of the web to supports or pressure applying devices. Techniques using liquid softening agents must similarly be carefully controlled to prevent total web dissolution. Further, many liquid bonding agents and gaseous bonding agents, e.g. HCI, are corrosive to equipment and/or pose potential hazards to operating personnel if carelessly handled.
- the process of the invention is one for making nonwoven fabrics, and is characterised by simultaneously compressing and heating a nonwoven wets of water bondable organic fibers, said web containing a bonding quantity of water; the compressive force, temperature, and time of exposure of the web thereto being correlated to effect autogenous fiber bonding sufficient to provide a wash-stable fabric but the correlation being such as not to effect autogenous bonding of fibers of an otherwise equivalent dry web sufficient to provide a wash-stable fabric.
- a preferred process according to the invention is characterised by providing a bonding quantity of water in a nonwoven web of water bondable organic fibers and passing said web containing said water through and compressing said web in the nip of a pair of rolls at least one of which is heated; the compressive force, the roll temperature, and the rate of passage of the web through the nip being correlated to effect autogenous fiber bonding sufficient to provide a wash-stable fabric but the correlation being such as not to effect autogenous bonding of fibers of an otherwise equivalent dry web to - provide a wash-stable fabric.
- a further preferred process according to the invention is characterised by providing a bonding quantity of water in a nonwoven web of nylon 6,6 continuous filament fibers; passing said web containing said water through and compressing said web in the nip of a pair of rolls at least one of which is heated and at least one of which is patterned to compress the web in spaced, discrete areas; the compressive force, roll temperature and rate of passage of the web through the nip being correlated to effect bonding in the spaced, discrete areas compressed sufficient to provide a wash-stable fabric but the correlation being such as not to effect bonding of fibers of an otherwise equivalent dry web sufficient to provide a wash-stable fabric.
- water bondable fibers denotes any fibers which, in the form of a web containing a bonding quantity of water, can be bonded to form a wash stable fabric (a fabric exhibiting little or no pilling when subjected to a hereinafter described washing test) under a combination of compressive force, temperature and exposure time which will not effect such bonding in an otherwise identical dry web.
- wash stable fabric a fabric exhibiting little or no pilling when subjected to a hereinafter described washing test
- water bondable fibers suitable for processing in accordance with this invention include fibers derived from: polyhexamethylene adipamide, polycaproamide and other polyamides, acrylic and modacrylic polymers and copolymers and mixtures and blends thereof.
- polystyrene resin e.g. nylon 6,6
- Composite fibers including those having components which are not, alone, water bondable can be utilized.
- a fiber having a nylon sheath and a polyester core or side-by-side bicomponent fibers or other multicomponent fibers having bondable surface portions can be utilized.
- the fibers can be in the form of continuous filament or staple and, if desired, can be crimped or textured to provide elasticity or other desired characteristics to the finished fabric.
- the water bondable fibers are processed in the form of nonwoven webs.
- Such webs of bondable fibers can consist solely of water bondable fibers or can also contain other synthetic or natural fibers which are not bondable.
- the manner of web formation is not critical. Generally webs are formed by deposition of fibers on a moving belt in either random or aligned orientation to provide a web having a weight 4 to 400 grams per square meter, preferably 10 to 250 grams per square meter. A particularly useful method of web formation is disclosed in United States Patent No. 3,452,615.
- a bonding quantity of water is applied to the nonwoven web.
- bonding quantity of water is meant a quantity such that subsequent compression of the web at elevated temperature effects fiber bonding adequate to provide a wash-stable fabric.
- the minimum quantity of water required wilt vary somewhat depending on fiber composition, web structure, fiber denier, and bonding conditions. The maximum quantity usable is governed primarily by practical consideration of techniques available for water application and ability of the web to retain the water applied. In general, bonding will be adversely affected by inadequate water but the use of excess water presents no problems other than those associated with processing convenience and economics. Therefore, in practice, relatively large amounts of water (consistent with convenience of application and handling) will be applied to the web to ensure adequate bonding. Optimum amounts from the standpoint of bonding efficiency, processing convenience and economics can readily be determined by routine testing.
- the bonding quantity of water can be applied to the web by a variety of techniques.
- the web can be immersed in water by passing the web supported on a moving belt or similar means through a tray of water or under spray nozzles.
- Humid atmospheres, mist chambers, wet rolls, etc, can also be employed to provide or facilitate obtaining a web containing the desired bonding quantity of water.
- the web containing a bonding quantity of water is then simultaneously compressed and heated. Simultaneous compression and heating can be conveniently accomplished using a pair of mechanical compressive. means such as plattens or rolls with one or both of the compression means being heated. Preferably the wetted web is compressed in the nip of a pair of rotating rolls at least one of the rolls being heated. It is further found that when the rolls are adapted (e.g. via bosses or land and groove patterns) to compress the fabrics in spaced, discrete areas, fabrics having particularly desirable tactile properties in tetms of drape can be obtained.
- the compressive force, temperature, and the duration of web exposure to such force and temperature must be correlated to effect fiber bonding sufficient to yield a wash-stable fabric.
- the correlation is such that application of these processing conditions to an otherwise equivalent dry web does not provide a wash-stable fabric.
- dry is used to denote a web containing equilibrium water content at 65% relative humidity at 22°C. A completely anhydrous web will, of course, also fail to yield wash-stable fabrics under such conditions.
- the foregoing definition of the term "dry” is chosen to facilitate testing without necessity of rendering the samples anhydrous.
- the roll or other pressing means will generally be heated to a temperature less than the fiber melting point (as determined for anhydrous fibers at atmospheric pressure). Generally, the temperature will be at least 100°C, and no less than 100°C. below the fiber melting point. At lower temperatures, effective bonding is generally not obtained in reasonable time regardless of the compressive force utilized.
- Optimum temperatures (correlated with selected pressures) for various fibers can be determined by routine tests. For example, temperatures in the range 150°C-250°C. are generally satisfactory for bonding nylon 6,6; temperatures in the range 150°C-250°C: are also generally satisfactory for bonding acrylic fibers.
- the duration of time in which the web is subjected to heating and compression can be regulated by conventional techniques, e.g. regulation of roll speed. Such time will be chosen to permit adequate heating of the web to effect bonding. In general, the use of higher temperatures lowers the exposure time required.
- the overall web be compressed and heated. Excellent results are obtained by compressing and heating the web in a pattern defined by compressed (bonded) and uncompressed (unbonded) areas or in spaced discrete locations, for example, by use of bossed or engraved rolls or rolls having land and groove designs adapted to compress the web in such spaced, discrete locations.
- the number of bond sites per square centimeter should be from 1 to 250, preferably 16 to 64 in order to provide desired physical properties.
- various adhesion promoters can be used in conjunction with water to provide bonds of improved physical properties or permit use of somewhat lower temperatures and/or pressures.
- the bonding quantity of water and the correlated compressive force and temperature will be such that wash-stable fabrics are obtained even in the absence of the adhesion promoter but such that wash-stable fabrics are not obtained in the absence of such bonding quantity of water. That is, the amount of adhesion promoter utilized will not, alone, effect wash-stable bonding of a dry web.
- Suitable adhesion promoters include substances which form aqueous mixtures or solutions and/or which tend to facilitate rendering the fibers autogenously cohesive.
- suitable adhesion promoters for nylon webs include inorganic and organic materials such as hydrochloric acid, sulfuric acid, formic acid, phenol, resorcinol, methanol, ethanol, etc. Reducing acids such as hydrochloric acid appear preferable to oxidizing acids because such acids have less tendency to effect polymer degradation.
- Aqueous solutions of inorganic salts such as sodium iodides, calcium bromides, zinc chloride or magnesium chloride can also be used.
- adhesion promoters for acrylonitrile polymer webs include ethylene carbonate, propylene carbonate, dimethylformamide, dimethylacetamide, chloral hydrate, tetrahydrothiophene-1,1-dioxide,butyral- acetone and salts such as sodium thiocyanate, lithium iodide, calcium bromide, zinc chloride and magnesium chloride
- Wash stability is determined as follows: Nonwpven fabric samples are mixed with at least 10 pieces of hemmed cotton sheeting each measuring about 91 cm x 91 cm. The number and size of the nonwoven fabric samples are subject to the following constraints:
- the total weight of the cotton sheeting plus the nonwoven samples should not exceed about 1.8 kg. (These constraints assure comparable results).
- the load is washed in a Kenmore Model 76431100 washing machine (marketed by Sears Roebuck & Co.) using the "normal" cycle (14 min.) "Hi” water level (55 1), HOT WASH, WARM RINSE (water temperatures of 60°C ⁇ 3°, 49°C. ⁇ 3°) and 90 g of American Association of Textile Colorists and Chemists Standard Detergent 124.
- the wash load is then dried in a Kenmore electric dryer, Model 6308603 (marketed by Sears, Roebuck and Co.) for at least 30 minutes (or longer if required to dry'the entire load).
- the test specimens are then evaluated by visual observation to determine the number of pills formed.
- a pill is a visually discernible (usually roughly spherical) tangle of fiber, or fiber plus extraneous material, extending above the surface of a fabric and connected to the body of the fabric by one or more filaments.
- a fabric is considered to fail the test when 5 or more pills are observed in any 929 square centimeters surface area or when more severe physical deterioration is visually discernible. Fabrics passing the above test are considered "wash-stable".
- the pills are predominantly formed by fibers which were not bonded in the process or which, in test procedure, were freed from bond sites.
- the degree of pilling provides a measure of the efficacy of the process for forming bonds and a measure of the resulting bond integrity.
- more severe fabric deviation than pilling, e.g. complete disintegration may be observed.
- fabrics which do not pass the test even if not totally or partially disintegrated in the test) will not withstand substantial physical stress or repeated washings with excessive deterioration.
- Breaking Load and Elongation are determined by American Society of Testing Materials (ASTM) procedure D-1 682-64.
- Bending Length is determined by ASTM procedure D-1388-64.
- Trapezoid Tear Strength is determined by ASTM procedure D-2263-68.
- Strip Tenacity is determined by dividing the breaking load of a cut strip by the strip basis weight and is expressed as g/cm/g/m 2 ,
- the bond sites are evaluated microscopically by examining both sides of the web with a stereo microscope and physically by subjecting the web to a tensile stress. The size of the bond on each side is measured and compared to the size of the boss portion of the embossed roll. Desirable bond sites are those wherein the bond is the same size on both sides of the web and also approaches the size of the boss portion.
- a dissecting needle is scratched along the bond while the sample is examined microscopically. This procedure can indicate how firmly filaments are held together within the bond site. Samples, approximately 2.54 cm square, are slowly stretched in an extensiometer and the fibers are observed within the bond sites. The location of fiber failure is an indication of fiber fusion within the bond site.
- the bond sites are rated on a scale from 0 to 5. An explanation and description of the ratings is as follows: Fabrics having a bond rating of 3 or greater are generally wash-stable.
- press pressure refers to the positive force, expressed in kilograms per linear centimeter, compressing the rolls together. This force includes mechanical, pressure utilized to compress the rolls, together with the compressive effect attributable to the weight of the rolls. In the case of bossed rolls, it is assumed for purposes of calculation, that all of the pressure is exerted at the boss points and a "corrected pressure" is calculated accordingly.
- a series of nonwoven webs of nylon 6,6 continuous spun fibers were prepared. These webs were then sandwiched between two fiber glass screens and immersed in water at room temperature. Excess water was removed so that about 20-30 percent by weight of the uncompacted web weight remained. The water wetted webs were then pressed at 9.1 meters/min. under a pressure of 17.4 kg/linear cm in either of two modes. In one mode the two press rolls consisted of a smooth resilient rubber roll at 40°C., and a smooth metallic roll heated to various temperatures as shown in Table I. In.the second mode a rubber roll was used with a heated embossed metallic roll.
- the embossed roll had 48 square boss sites/cm 2 which were aligned in a square pattern and covering about 15 percent of the surface area of the roll. When correcting for the 15% pattern coverage (assuming all pressure is applied to only the boss sites), the corrected pressure at the roll nip was 115.9 kg/cm. Embossed roll temperatures are shown in Table I. The results of tests performed in accordance with the procedures herein described on the bonded fabrics obtained from these webs are reported in Table I, below.
- Example II The purpose of this example is to measure the effect of bonding .webs that have absorbed lower quantities of water than the webs of Example I. The moisture was sorbed by long exposures to moist air at 65 and 98% R.H. Similar fibers were used and the process conditions of Example I are the same. All of the webs were pressed with a heated embossed roll having the same pattern as the roll described in Example I. Details of tests performed on the bonded fabrics obtained from these webs appear in Table II.
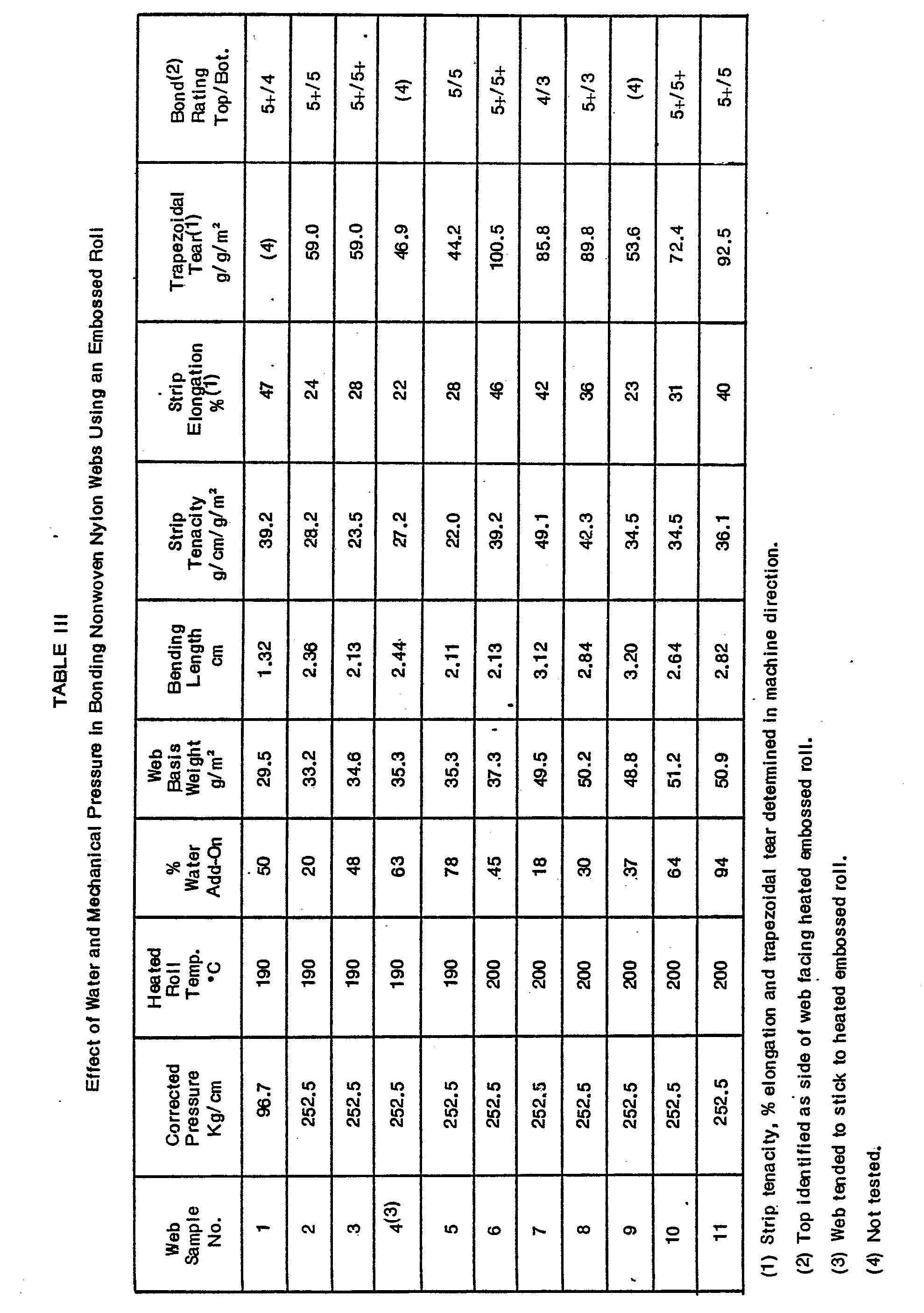
- a series of nonwoven webs of nylon 6,6 continuous spun fibers were prepared. These webs were then wetted with water by spraying. Water was applied to one side of the web with a pneumatic atomizing nozzle having a flat spray. The nozzle, housed in a Plexiglass chamber, was mounted over a moving belt that transported the uncompacted webs through the spray. The amount of water deposited onto the web was varied by changing air pressure, rate of water feed to the nozzle and varying belt speed. The amount applied to the webs varied from 20 to 94 percent add-on by weight (based on the anhydrous web). The wet webs were pressed at 9.1 m/min. between a hard rubber roll at 40°C.
- the embossed roll had 28 square boss sites/cm 2 , which were aligned in a square pattern. The pattern covered about 18 percent of the fabric area.
- Sample 1 was pressed with 96.7 kg/linear corrected pressure and the remaining samples were pressed with 252.5 kg/linear cm corrected pressure to insure better heat transfer and good abrasion resistance for both sides of the bonded web. As web basis weight increased, higher press roll temperatures were required because of the increased mass of fiber and water. Details of tests performed on the bonded fabrics obtained from these webs appear in Table III.
- a 44.1 g/m 2 nonwoven web of acrylic stable fibers. was prepared.
- the web was sprayed with water using a hand-held spray apparatus with an atomizing nozzle.
- the wetted web was then pressed at 357.2 kg/linear cm corrected pressure between a smooth resilient rubber roll at 40°C. and a smooth metallic roll heated to 185°C.
- the web speed through the rolls was 10.7 m/min., bending length of the bonded fabric was 3.48 cm and the strip tenacity was 18.3 g/cm/g/m 2 .
- Nonwoven webs comprised of 3 denier per filament continuous filament nylon 6,6 and having a weight of 34 gms/m 2 were processed by passing the web through the nip of a pair of heated steel rolls at a speed of 3.9 meters per minute.
- One of the rolls carried bosses, the tips of which defined a pattern of rectangles (having sides measuring 1.65 and .71 mm) and rhomboids (having sides measuring 1.65 mm and .65 mm) alternating in axial and circumferential rows.
- the longer dimensions of the rectangle were circumferentially oriented and longer dimensions of the rhomboids were axially oriented.
- the rhomboids and rectangles were positioned such that extensions of their longitudinal center lines bisect the adjacent parallelograms.
- the parallelograms are spaced by a distance of 1.36 mm.
- the rectangles are spaced .67 mm. from the acute apexes of the rhomboid and 1.12 mm. from the obtuse apexes.
- the inclination (position of acute and obtuse apexes) of the rhomboids is reversed in successive axial rows.
- the bossed roll had about 19 bosses per cm 2 , covering about 21.2% of the roll surface.
- the remaining roll had a smooth surface.
- the rolls each had diameters of about 12.7 cm. and both rolls were maintained at 180°C.
- the rolls were either set at the fixed spacings indicated in Table V below or positive roll pressure was applied as indicated. Prior to passage through the rolls, water was added to certain webs as indicated.
- the samples of fabric produced were tested for wash-stability and the results are reported in the table.
- Nonwoven webs comprised of 3 denier per filament continuous filament nylon 6,6 and having a weight of 68 gms/m 2 were processed in the manner described in Example VI above. Process conditions and results obtained are shown in Table VI below.
- Nonwoven webs comprised of 3 denier per filament nylon 6 staple fibers (5 cm length) and having the weights indicated in Table VII below were processed in the manner described in Example VI above utilizing roll temperatures and other process conditions as shown in Table VII. Test results are shown in the table.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Nonwoven Fabrics (AREA)
Description
- This invention relates to processes for bonding organic fibers. More specifically, the invention relates to such processes wherein water is utilized as an agent for effecting autogenous bonding of fibers constituting nonwoven webs.
- Nonwoven fabrics and the utilization thereof are well known to those skilled in the art. Such fabrics are prepared by forming a web of continuous filament and/or staple fibers. Such webs, as formed, are generally lacking in physical integrity and readily disintegrate when handled. Therefore, it is customary to increase the integrity of such webs by bonding the fibers constituting the web at fiber crossover points. Fiber bonding has been successfully accomplished by mechanical entanglement of web fibers; application of adhesives; and autogenously by the use of heat or liquid or gaseous agents to soften the fibers and render them cohesive.
- Autogenous bonding has been found particularly advantageous from the standpoint of providing fabrics of good strength without incorporating an adhesive having a composition differing from that of the fibers in the fabric. In autogenous bonding, strength can in some instances be improved and/or decorative fabric patterns or modified tactile properties provided by overall or intermittent compression of the softened fibers. However, certain process difficulties have hitherto been associated with autogenous bonding. For example, in processes employing thermal softening of fibers, careful control of temperature (and pressure, if utilized) is required to obtain adequate bonding without complete melting resulting in destruction of the fibrous structure and/or sticking of the web to supports or pressure applying devices. Techniques using liquid softening agents must similarly be carefully controlled to prevent total web dissolution. Further, many liquid bonding agents and gaseous bonding agents, e.g. HCI, are corrosive to equipment and/or pose potential hazards to operating personnel if carelessly handled.
- The bonding of fibrous webs by the application of specified amounts of water followed by compression of the web to prescribed thicknesses at specified temperatures is described in Japanese patent publication Nos. 74-3459; 74-3460; and 74-3461. However, attempts to prepare nonwoven fabrics in accordance with the teachings of the aforesaid Japanese publications have yielded materials which failed to satisfactorily withstand conventional usage such as washing.
- A practical process utilizing water as an agent for bonding organic fibers to form fabrics of acceptable physical properties would represent a substantial advance in the art.
- The process of the invention is one for making nonwoven fabrics, and is characterised by simultaneously compressing and heating a nonwoven wets of water bondable organic fibers, said web containing a bonding quantity of water; the compressive force, temperature, and time of exposure of the web thereto being correlated to effect autogenous fiber bonding sufficient to provide a wash-stable fabric but the correlation being such as not to effect autogenous bonding of fibers of an otherwise equivalent dry web sufficient to provide a wash-stable fabric.
- A preferred process according to the invention is characterised by providing a bonding quantity of water in a nonwoven web of water bondable organic fibers and passing said web containing said water through and compressing said web in the nip of a pair of rolls at least one of which is heated; the compressive force, the roll temperature, and the rate of passage of the web through the nip being correlated to effect autogenous fiber bonding sufficient to provide a wash-stable fabric but the correlation being such as not to effect autogenous bonding of fibers of an otherwise equivalent dry web to - provide a wash-stable fabric.
- A further preferred process according to the invention is characterised by providing a bonding quantity of water in a nonwoven web of nylon 6,6 continuous filament fibers; passing said web containing said water through and compressing said web in the nip of a pair of rolls at least one of which is heated and at least one of which is patterned to compress the web in spaced, discrete areas; the compressive force, roll temperature and rate of passage of the web through the nip being correlated to effect bonding in the spaced, discrete areas compressed sufficient to provide a wash-stable fabric but the correlation being such as not to effect bonding of fibers of an otherwise equivalent dry web sufficient to provide a wash-stable fabric. The practice of the invention will be understood from the following description of the preferred embodiments.
- The process of this invention can be utilized to effect bonding of any water bondable fibers. The term "water bondable fibers" denotes any fibers which, in the form of a web containing a bonding quantity of water, can be bonded to form a wash stable fabric (a fabric exhibiting little or no pilling when subjected to a hereinafter described washing test) under a combination of compressive force, temperature and exposure time which will not effect such bonding in an otherwise identical dry web. Examples of water bondable fibers suitable for processing in accordance with this invention include fibers derived from: polyhexamethylene adipamide, polycaproamide and other polyamides, acrylic and modacrylic polymers and copolymers and mixtures and blends thereof. The use of homopolymers is preferred since in general they are less subject to change properties as a function of moisture content or reaction conditions. Consequently process controls can usually be more readily optimized. Further, better results in terms of fabric softness, etc., can be expected from the use of polymers having softening points greater than 200°C. Polyamide polymer fibers, e.g. nylon 6,6, are particularly well suited for the practice of this invention. Composite fibers, including those having components which are not, alone, water bondable can be utilized. For example a fiber having a nylon sheath and a polyester core or side-by-side bicomponent fibers or other multicomponent fibers having bondable surface portions can be utilized. The fibers can be in the form of continuous filament or staple and, if desired, can be crimped or textured to provide elasticity or other desired characteristics to the finished fabric.
- The water bondable fibers are processed in the form of nonwoven webs. Such webs of bondable fibers can consist solely of water bondable fibers or can also contain other synthetic or natural fibers which are not bondable. The manner of web formation is not critical. Generally webs are formed by deposition of fibers on a moving belt in either random or aligned orientation to provide a web having a weight 4 to 400 grams per square meter, preferably 10 to 250 grams per square meter. A particularly useful method of web formation is disclosed in United States Patent No. 3,452,615.
- In practicing this invention, a bonding quantity of water is applied to the nonwoven web. By "bonding quantity" of water is meant a quantity such that subsequent compression of the web at elevated temperature effects fiber bonding adequate to provide a wash-stable fabric.· The minimum quantity of water required wilt"vary somewhat depending on fiber composition, web structure, fiber denier, and bonding conditions. The maximum quantity usable is governed primarily by practical consideration of techniques available for water application and ability of the web to retain the water applied. In general, bonding will be adversely affected by inadequate water but the use of excess water presents no problems other than those associated with processing convenience and economics. Therefore, in practice, relatively large amounts of water (consistent with convenience of application and handling) will be applied to the web to ensure adequate bonding. Optimum amounts from the standpoint of bonding efficiency, processing convenience and economics can readily be determined by routine testing.
- The bonding quantity of water can be applied to the web by a variety of techniques. For example, the web can be immersed in water by passing the web supported on a moving belt or similar means through a tray of water or under spray nozzles. Humid atmospheres, mist chambers, wet rolls, etc, can also be employed to provide or facilitate obtaining a web containing the desired bonding quantity of water.
- The web containing a bonding quantity of water is then simultaneously compressed and heated. Simultaneous compression and heating can be conveniently accomplished using a pair of mechanical compressive. means such as plattens or rolls with one or both of the compression means being heated. Preferably the wetted web is compressed in the nip of a pair of rotating rolls at least one of the rolls being heated. It is further found that when the rolls are adapted (e.g. via bosses or land and groove patterns) to compress the fabrics in spaced, discrete areas, fabrics having particularly desirable tactile properties in tetms of drape can be obtained.
- The compressive force, temperature, and the duration of web exposure to such force and temperature must be correlated to effect fiber bonding sufficient to yield a wash-stable fabric. However, the correlation is such that application of these processing conditions to an otherwise equivalent dry web does not provide a wash-stable fabric. The term "dry" is used to denote a web containing equilibrium water content at 65% relative humidity at 22°C. A completely anhydrous web will, of course, also fail to yield wash-stable fabrics under such conditions. However, the foregoing definition of the term "dry" is chosen to facilitate testing without necessity of rendering the samples anhydrous.
- Since practice of the invention requires a correlation of conditions such that wash-stable bonds are not obtained with dry webs, the roll or other pressing means will generally be heated to a temperature less than the fiber melting point (as determined for anhydrous fibers at atmospheric pressure). Generally, the temperature will be at least 100°C, and no less than 100°C. below the fiber melting point. At lower temperatures, effective bonding is generally not obtained in reasonable time regardless of the compressive force utilized. Optimum temperatures (correlated with selected pressures) for various fibers can be determined by routine tests. For example, temperatures in the range 150°C-250°C. are generally satisfactory for bonding nylon 6,6; temperatures in the range 150°C-250°C: are also generally satisfactory for bonding acrylic fibers.
- Regardless of the temperature chosen, satisfactory bonding will not take place in the absence of adequate compression. Although the mechanism of the bonding process is not fully understood, it is believed that application of sufficient pressure, in addition to ensuring fiber to fiber contact, results in a gasketing or sealing effect retaining water under the pressure point as heat is transferred'to the compressed wetted web. Thus, it is believed that the water is heated above its atmospheric boiling point and that the superheated water (or steam) under pressure participates in the bonding mechanism.
- The duration of time in which the web is subjected to heating and compression can be regulated by conventional techniques, e.g. regulation of roll speed. Such time will be chosen to permit adequate heating of the web to effect bonding. In general, the use of higher temperatures lowers the exposure time required.
- As previously indicated, it is not necessary that the overall web be compressed and heated. Excellent results are obtained by compressing and heating the web in a pattern defined by compressed (bonded) and uncompressed (unbonded) areas or in spaced discrete locations, for example, by use of bossed or engraved rolls or rolls having land and groove designs adapted to compress the web in such spaced, discrete locations. When using such techniques, it is generally desired that the web be substantially uncompacted prior to pressing. In order to provide adequate overall physical properties from 2% to 80%, preferably 3% to 50%, of the total surface area of the web should be subjected to compression and heating. When providing discrete, spaced bond sites, the number of bond sites per square centimeter should be from 1 to 250, preferably 16 to 64 in order to provide desired physical properties.
- In some instances, various adhesion promoters can be used in conjunction with water to provide bonds of improved physical properties or permit use of somewhat lower temperatures and/or pressures. In such instances (consistent with definitions previously set forth) the bonding quantity of water and the correlated compressive force and temperature will be such that wash-stable fabrics are obtained even in the absence of the adhesion promoter but such that wash-stable fabrics are not obtained in the absence of such bonding quantity of water. That is, the amount of adhesion promoter utilized will not, alone, effect wash-stable bonding of a dry web. Suitable adhesion promoters include substances which form aqueous mixtures or solutions and/or which tend to facilitate rendering the fibers autogenously cohesive. For example, suitable adhesion promoters for nylon webs include inorganic and organic materials such as hydrochloric acid, sulfuric acid, formic acid, phenol, resorcinol, methanol, ethanol, etc. Reducing acids such as hydrochloric acid appear preferable to oxidizing acids because such acids have less tendency to effect polymer degradation. Aqueous solutions of inorganic salts such as sodium iodides, calcium bromides, zinc chloride or magnesium chloride can also be used. Examples of suitable adhesion promoters for acrylonitrile polymer webs include ethylene carbonate, propylene carbonate, dimethylformamide, dimethylacetamide, chloral hydrate, tetrahydrothiophene-1,1-dioxide,butyral- acetone and salts such as sodium thiocyanate, lithium iodide, calcium bromide, zinc chloride and magnesium chloride
- The following examples will facilitate a better understanding of the invention and the desirable properties of fabrics produced thereby. The tests described below are used to determine fabric properties as reported in the examples or otherwise referred to in the specification and claims:
- Wash Stability
- Wash stability is determined as follows: Nonwpven fabric samples are mixed with at least 10 pieces of hemmed cotton sheeting each measuring about 91 cm x 91 cm. The number and size of the nonwoven fabric samples are subject to the following constraints:
- 1. Total area of the nonwoven samples is less than 6.5 m2.
- 2. Each sample is at least 465 cm2 in area with a minimum dimension of 15 cm.
- 3. No sample is larger than 0.929 m2 in area or more than 0.305 m in its maximum dimension.
- In addition, the total weight of the cotton sheeting plus the nonwoven samples should not exceed about 1.8 kg. (These constraints assure comparable results).
- The load is washed in a Kenmore Model 76431100 washing machine (marketed by Sears Roebuck & Co.) using the "normal" cycle (14 min.) "Hi" water level (55 1), HOT WASH, WARM RINSE (water temperatures of 60°C ± 3°, 49°C. ± 3°) and 90 g of American Association of Textile Colorists and Chemists Standard Detergent 124.
- The wash load is then dried in a Kenmore electric dryer, Model 6308603 (marketed by Sears, Roebuck and Co.) for at least 30 minutes (or longer if required to dry'the entire load). The test specimens are then evaluated by visual observation to determine the number of pills formed. A pill is a visually discernible (usually roughly spherical) tangle of fiber, or fiber plus extraneous material, extending above the surface of a fabric and connected to the body of the fabric by one or more filaments. A fabric is considered to fail the test when 5 or more pills are observed in any 929 square centimeters surface area or when more severe physical deterioration is visually discernible. Fabrics passing the above test are considered "wash-stable". In the test described, the pills are predominantly formed by fibers which were not bonded in the process or which, in test procedure, were freed from bond sites. Thus the degree of pilling provides a measure of the efficacy of the process for forming bonds and a measure of the resulting bond integrity. In instances of very poor bonding more severe fabric deviation than pilling, e.g. complete disintegration, may be observed. As a practical master, fabrics which do not pass the test (even if not totally or partially disintegrated in the test) will not withstand substantial physical stress or repeated washings with excessive deterioration.
- Other tests reported in the examples provide an indication of various properties of general interest which are obtained in fabrics produced by the practice of this invention and indicate the general effect of variations in process conditions on these properties.
- Breaking Load and Elongation are determined by American Society of Testing Materials (ASTM) procedure D-1 682-64.
- Bending Length is determined by ASTM procedure D-1388-64.
- Trapezoid Tear Strength is determined by ASTM procedure D-2263-68.
- Strip Tenacity is determined by dividing the breaking load of a cut strip by the strip basis weight and is expressed as g/cm/g/m2,
- For webs that are bonded using an embossed roll the bond sites are evaluated microscopically by examining both sides of the web with a stereo microscope and physically by subjecting the web to a tensile stress. The size of the bond on each side is measured and compared to the size of the boss portion of the embossed roll. Desirable bond sites are those wherein the bond is the same size on both sides of the web and also approaches the size of the boss portion. To measure bonding between fibers within the bond sites, a dissecting needle is scratched along the bond while the sample is examined microscopically. This procedure can indicate how firmly filaments are held together within the bond site. Samples, approximately 2.54 cm square, are slowly stretched in an extensiometer and the fibers are observed within the bond sites. The location of fiber failure is an indication of fiber fusion within the bond site.
- The bond sites are rated on a scale from 0 to 5. An explanation and description of the ratings is as follows:

- In the examples the term "press pressure" refers to the positive force, expressed in kilograms per linear centimeter, compressing the rolls together. This force includes mechanical, pressure utilized to compress the rolls, together with the compressive effect attributable to the weight of the rolls. In the case of bossed rolls, it is assumed for purposes of calculation, that all of the pressure is exerted at the boss points and a "corrected pressure" is calculated accordingly.
- A series of nonwoven webs of nylon 6,6 continuous spun fibers were prepared. These webs were then sandwiched between two fiber glass screens and immersed in water at room temperature. Excess water was removed so that about 20-30 percent by weight of the uncompacted web weight remained. The water wetted webs were then pressed at 9.1 meters/min. under a pressure of 17.4 kg/linear cm in either of two modes. In one mode the two press rolls consisted of a smooth resilient rubber roll at 40°C., and a smooth metallic roll heated to various temperatures as shown in Table I. In.the second mode a rubber roll was used with a heated embossed metallic roll. The embossed roll had 48 square boss sites/cm2 which were aligned in a square pattern and covering about 15 percent of the surface area of the roll. When correcting for the 15% pattern coverage (assuming all pressure is applied to only the boss sites), the corrected pressure at the roll nip was 115.9 kg/cm. Embossed roll temperatures are shown in Table I. The results of tests performed in accordance with the procedures herein described on the bonded fabrics obtained from these webs are reported in Table I, below.

- These data show that pressing the wetted web with a heated embossed roll at 170°C. began to develop a significant bonding level. When the temperature of the embossed roll was increased to 190°C., the combined action of water and pressure yielded a bonded fabric with excellent properties. The webs pressed overall which were prepared at the lower pressure did not compare in properties until the press temperature was increased to 180°C.
- The purpose of this example is to measure the effect of bonding .webs that have absorbed lower quantities of water than the webs of Example I. The moisture was sorbed by long exposures to moist air at 65 and 98% R.H. Similar fibers were used and the process conditions of Example I are the same. All of the webs were pressed with a heated embossed roll having the same pattern as the roll described in Example I. Details of tests performed on the bonded fabrics obtained from these webs appear in Table II.
- These data show that webs containing 4 and 8 percent water add-on required significantly higher temperatures to achieve desirable physical properties. These webs did not attain properties comparable to webs containing higher quantities of water add-on. The webs that absorbed 4 percent water did not attain good bond ratings even when the roll temperature was at its highest level.

- In this example a series of nonwoven webs of nylon 6,6 continuous spun fibers were prepared. These webs were then wetted with water by spraying. Water was applied to one side of the web with a pneumatic atomizing nozzle having a flat spray. The nozzle, housed in a Plexiglass chamber, was mounted over a moving belt that transported the uncompacted webs through the spray. The amount of water deposited onto the web was varied by changing air pressure, rate of water feed to the nozzle and varying belt speed. The amount applied to the webs varied from 20 to 94 percent add-on by weight (based on the anhydrous web). The wet webs were pressed at 9.1 m/min. between a hard rubber roll at 40°C. and an embossed roll heated to temperatures shown on Table III. The embossed roll had 28 square boss sites/cm2, which were aligned in a square pattern. The pattern covered about 18 percent of the fabric area. Sample 1 was pressed with 96.7 kg/linear corrected pressure and the remaining samples were pressed with 252.5 kg/linear cm corrected pressure to insure better heat transfer and good abrasion resistance for both sides of the bonded web. As web basis weight increased, higher press roll temperatures were required because of the increased mass of fiber and water. Details of tests performed on the bonded fabrics obtained from these webs appear in Table III.
- These data show that good strength properties can be obtained from webs wetted with 18 to 94 percent by weight of water and heat pressed at 190°C to 200°C. When the water is applied to one side of a web by means of an atomizing spray, an add-on of 30, to 80 percent is preferred to ensure uniform bonding throughout the web thickness.
- In this example, a series of nonwoven webs of fibers composed of a 50 percent nylon 6,6 sheath and a 50 percent polyester core were prepared. The webs were treated in accordance with the conditions set forth in Example III. A correlated pressure of 252.5 kg/cm was used for all the web samples. Details of tests performed on the bonded fabrics obtained from these webs appear in Table IV.
- These data show that good strength properties were obtained from the webs wetted with 16 to 108 percent by weight of water and heat pressed at 175°C to 180°C. This example shows the applicability of this invention for webs composed of fiber of two different polymers wherein one of the polymers is water bondable.

- In this example a 44.1 g/m2 nonwoven web of acrylic stable fibers.was prepared. The web was sprayed with water using a hand-held spray apparatus with an atomizing nozzle. The wetted web was then pressed at 357.2 kg/linear cm corrected pressure between a smooth resilient rubber roll at 40°C. and a smooth metallic roll heated to 185°C. The web speed through the rolls was 10.7 m/min., bending length of the bonded fabric was 3.48 cm and the strip tenacity was 18.3 g/cm/g/m2.
- Nonwoven webs comprised of 3 denier per filament continuous filament nylon 6,6 and having a weight of 34 gms/m2 were processed by passing the web through the nip of a pair of heated steel rolls at a speed of 3.9 meters per minute. One of the rolls carried bosses, the tips of which defined a pattern of rectangles (having sides measuring 1.65 and .71 mm) and rhomboids (having sides measuring 1.65 mm and .65 mm) alternating in axial and circumferential rows. The longer dimensions of the rectangle were circumferentially oriented and longer dimensions of the rhomboids were axially oriented. The rhomboids and rectangles were positioned such that extensions of their longitudinal center lines bisect the adjacent parallelograms. Circumferentially, the parallelograms are spaced by a distance of 1.36 mm. Axially, the rectangles are spaced .67 mm. from the acute apexes of the rhomboid and 1.12 mm. from the obtuse apexes. The inclination (position of acute and obtuse apexes) of the rhomboids is reversed in successive axial rows. The bossed roll had about 19 bosses per cm2, covering about 21.2% of the roll surface. The remaining roll had a smooth surface. The rolls each had diameters of about 12.7 cm. and both rolls were maintained at 180°C. The rolls were either set at the fixed spacings indicated in Table V below or positive roll pressure was applied as indicated. Prior to passage through the rolls, water was added to certain webs as indicated. The samples of fabric produced were tested for wash-stability and the results are reported in the table.

- The foregoing results further illustrate the criticality of utilizing adequate compressive force correlated with temperature in the practice of this invention. In conjunction with the foregoing tests, identical samples were also subjected to tensile stress and inspected to determine if fibers were pulled from the bond points. It was noted that the samples in which fibers were readily pulled from the bond points were not found to be wash-stable.
- Nonwoven webs comprised of 3 denier per filament continuous filament nylon 6,6 and having a weight of 68 gms/m2 were processed in the manner described in Example VI above. Process conditions and results obtained are shown in Table VI below.

- Nonwoven webs comprised of 3 denier per filament nylon 6 staple fibers (5 cm length) and having the weights indicated in Table VII below were processed in the manner described in Example VI above utilizing roll temperatures and other process conditions as shown in Table VII. Test results are shown in the table.
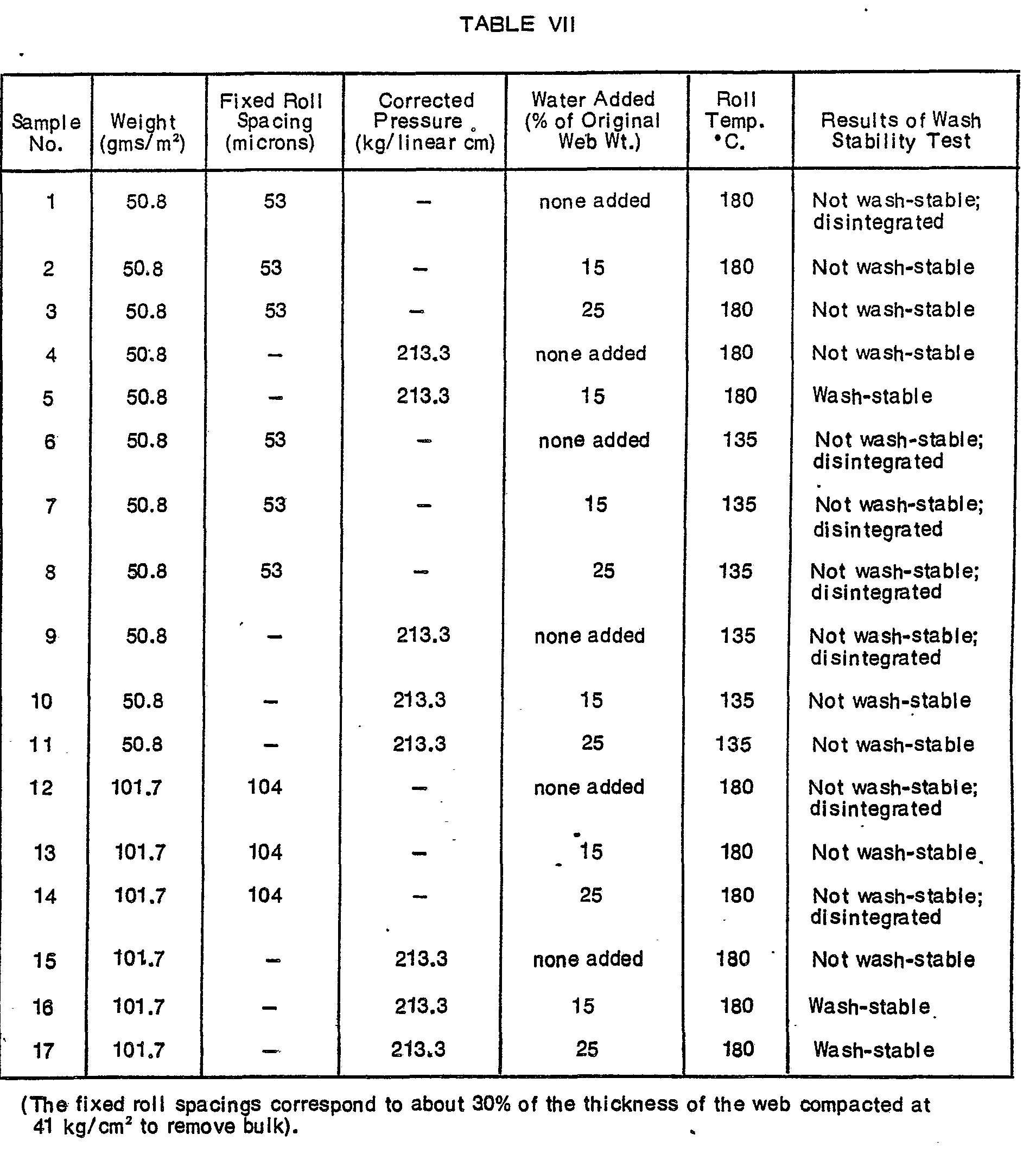
- The foregoing data further demonstrate that proper correlation of compressive force and temperature is critical in obtaining fabrics of acceptable properties.
- By reference to the foregoing description and examples, those skilled in the art can practice the process of the invention within the scope of the appended claims to obtain a variety of nonwoven fabrics useful as substitutes for conventional knitted and woven fabrics and in other well understood applications of nonwoven fabrics.
Claims (11)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US97218478A | 1978-12-21 | 1978-12-21 | |
| US972184 | 1978-12-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0013127A1 EP0013127A1 (en) | 1980-07-09 |
| EP0013127B1 true EP0013127B1 (en) | 1982-07-28 |
Family
ID=25519306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79302960A Expired EP0013127B1 (en) | 1978-12-21 | 1979-12-19 | Process for making nonwoven fabrics by bonding organic fibers |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0013127B1 (en) |
| JP (1) | JPS5584460A (en) |
| BR (1) | BR7908367A (en) |
| CA (1) | CA1140406A (en) |
| DE (1) | DE2963458D1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5336552A (en) | 1992-08-26 | 1994-08-09 | Kimberly-Clark Corporation | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and ethylene alkyl acrylate copolymer |
| US5382400A (en) | 1992-08-21 | 1995-01-17 | Kimberly-Clark Corporation | Nonwoven multicomponent polymeric fabric and method for making same |
| US5405682A (en) | 1992-08-26 | 1995-04-11 | Kimberly Clark Corporation | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and elastomeric thermoplastic material |
| US5643662A (en) | 1992-11-12 | 1997-07-01 | Kimberly-Clark Corporation | Hydrophilic, multicomponent polymeric strands and nonwoven fabrics made therewith |
| US6500538B1 (en) | 1992-12-28 | 2002-12-31 | Kimberly-Clark Worldwide, Inc. | Polymeric strands including a propylene polymer composition and nonwoven fabric and articles made therewith |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB618178A (en) * | 1943-02-03 | 1949-02-17 | British Celanese | Improvements in the production of fibrous heat insulating materials |
| US3365354A (en) * | 1963-08-07 | 1968-01-23 | Johnson & Johnson | Overlay sheet and process for making the same |
| DE2049943B2 (en) * | 1970-10-10 | 1978-07-20 | Bayer Ag, 5090 Leverkusen | Process for the production of bonded polyamide nonwovens |
| DE2056542A1 (en) * | 1970-11-17 | 1972-05-18 | Bonded fibre fleece prodn useful as a - substitute leather | |
| US3996404A (en) * | 1974-07-30 | 1976-12-07 | Japan Vilene Company Ltd. | Conjugate polycarbonate fibers and fibrous sheets made thereof |
| NL7703952A (en) * | 1976-04-15 | 1977-10-18 | Monsanto Co | METHOD OF BINDING OR ADHESIVE A NON-WOVEN WEAVE OR SHEET, AND THE PRODUCT OF THIS METHOD. |
-
1979
- 1979-12-19 DE DE7979302960T patent/DE2963458D1/en not_active Expired
- 1979-12-19 EP EP79302960A patent/EP0013127B1/en not_active Expired
- 1979-12-20 CA CA000342398A patent/CA1140406A/en not_active Expired
- 1979-12-20 BR BR7908367A patent/BR7908367A/en unknown
- 1979-12-20 JP JP16490879A patent/JPS5584460A/en active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5382400A (en) | 1992-08-21 | 1995-01-17 | Kimberly-Clark Corporation | Nonwoven multicomponent polymeric fabric and method for making same |
| US5418045A (en) | 1992-08-21 | 1995-05-23 | Kimberly-Clark Corporation | Nonwoven multicomponent polymeric fabric |
| US5336552A (en) | 1992-08-26 | 1994-08-09 | Kimberly-Clark Corporation | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and ethylene alkyl acrylate copolymer |
| US5405682A (en) | 1992-08-26 | 1995-04-11 | Kimberly Clark Corporation | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and elastomeric thermoplastic material |
| US5425987A (en) | 1992-08-26 | 1995-06-20 | Kimberly-Clark Corporation | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and elastomeric thermoplastic material |
| US5643662A (en) | 1992-11-12 | 1997-07-01 | Kimberly-Clark Corporation | Hydrophilic, multicomponent polymeric strands and nonwoven fabrics made therewith |
| US6500538B1 (en) | 1992-12-28 | 2002-12-31 | Kimberly-Clark Worldwide, Inc. | Polymeric strands including a propylene polymer composition and nonwoven fabric and articles made therewith |
Also Published As
| Publication number | Publication date |
|---|---|
| CA1140406A (en) | 1983-02-01 |
| DE2963458D1 (en) | 1982-09-16 |
| BR7908367A (en) | 1980-07-22 |
| JPS5584460A (en) | 1980-06-25 |
| EP0013127A1 (en) | 1980-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4306929A (en) | Process for point-bonding organic fibers | |
| US4623575A (en) | Lightly entangled and dry printed nonwoven fabrics and methods for producing the same | |
| CA2287390C (en) | Scrim-like paper wiping product and method for making the same | |
| EP0127851B1 (en) | Nonwoven fabric and process for producing thereof | |
| US4035219A (en) | Bonding of structures | |
| EP0863240B1 (en) | Wiping sheet and production thereof | |
| US4560385A (en) | Process for the treatment of non-woven sheets and the product obtained | |
| US3616133A (en) | Heavy-duty wipe | |
| US5302443A (en) | Crimped fabric and process for preparing the same | |
| US2774127A (en) | Textile sheet material | |
| NO174264B (en) | Wood press machine blanket and method for making it | |
| US4600605A (en) | Method of producing stretchable wadding | |
| US4396452A (en) | Process for point-bonding organic fibers | |
| US2880112A (en) | Textile-like fabric and method | |
| US4570311A (en) | Method for manufacturing water soluble fabric for chemical laces | |
| EP0013127B1 (en) | Process for making nonwoven fabrics by bonding organic fibers | |
| US2774126A (en) | Process for making felt-like products | |
| CA1143930A (en) | Nonwoven fabric and method for producing the same | |
| JP3134044B2 (en) | Bulk nonwoven fabric and method for producing the same | |
| JPH0453986B2 (en) | ||
| US4910075A (en) | Point-bonded jet-softened polyethylene film-fibril sheet | |
| EP1024217B1 (en) | Thermal bonding of wet cellulose based fibers | |
| CA1145213A (en) | Process for bonding organic fibers | |
| EP1960464B1 (en) | Fabrics made from a blend of polypyridobisimidazole/flame-retardant treated cellulose fibers and articles made therefrom | |
| RU34549U1 (en) | Non-woven bulk thermal insulation material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB IT NL |
|
| 17P | Request for examination filed | ||
| ITF | It: translation for a ep patent filed |
Owner name: MODIANO & ASSOCIATI S.R.L. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB IT NL |
|
| REF | Corresponds to: |
Ref document number: 2963458 Country of ref document: DE Date of ref document: 19820916 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: FIRMA CARL FREUDENBERG Effective date: 19830219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19831115 Year of fee payment: 5 Ref country code: FR Payment date: 19831115 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19831121 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19831130 Year of fee payment: 5 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 19840515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19841231 |
|
| BERE | Be: lapsed |
Owner name: MONSANTO CY Effective date: 19841219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19850701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19850830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19850903 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881118 |