EP0010105B1 - Pavement planing machine - Google Patents
Pavement planing machine Download PDFInfo
- Publication number
- EP0010105B1 EP0010105B1 EP19790900211 EP79900211A EP0010105B1 EP 0010105 B1 EP0010105 B1 EP 0010105B1 EP 19790900211 EP19790900211 EP 19790900211 EP 79900211 A EP79900211 A EP 79900211A EP 0010105 B1 EP0010105 B1 EP 0010105B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- force
- blade
- beams
- pavement
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000005520 cutting process Methods 0.000 claims abstract description 50
- 230000007935 neutral effect Effects 0.000 claims abstract description 13
- 230000001681 protective effect Effects 0.000 claims abstract description 6
- 230000001154 acute effect Effects 0.000 claims abstract description 3
- 239000000463 material Substances 0.000 claims description 46
- 230000033001 locomotion Effects 0.000 claims description 10
- 239000010426 asphalt Substances 0.000 abstract description 16
- 238000003466 welding Methods 0.000 description 11
- 238000000034 method Methods 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 5
- 210000003141 lower extremity Anatomy 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 4
- 210000003414 extremity Anatomy 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 210000001364 upper extremity Anatomy 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 230000001052 transient effect Effects 0.000 description 1
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C23/00—Auxiliary devices or arrangements for constructing, repairing, reconditioning, or taking-up road or like surfaces
- E01C23/06—Devices or arrangements for working the finished surface; Devices for repairing or reconditioning the surface of damaged paving; Recycling in place or on the road
- E01C23/08—Devices or arrangements for working the finished surface; Devices for repairing or reconditioning the surface of damaged paving; Recycling in place or on the road for roughening or patterning; for removing the surface down to a predetermined depth high spots or material bonded to the surface, e.g. markings; for maintaining earth roads, clay courts or like surfaces by means of surface working tools, e.g. scarifiers, levelling blades
- E01C23/085—Devices or arrangements for working the finished surface; Devices for repairing or reconditioning the surface of damaged paving; Recycling in place or on the road for roughening or patterning; for removing the surface down to a predetermined depth high spots or material bonded to the surface, e.g. markings; for maintaining earth roads, clay courts or like surfaces by means of surface working tools, e.g. scarifiers, levelling blades using power-driven tools, e.g. vibratory tools
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C23/00—Auxiliary devices or arrangements for constructing, repairing, reconditioning, or taking-up road or like surfaces
- E01C23/06—Devices or arrangements for working the finished surface; Devices for repairing or reconditioning the surface of damaged paving; Recycling in place or on the road
- E01C23/12—Devices or arrangements for working the finished surface; Devices for repairing or reconditioning the surface of damaged paving; Recycling in place or on the road for taking-up, tearing-up, or full-depth breaking-up paving, e.g. sett extractor
- E01C23/122—Devices or arrangements for working the finished surface; Devices for repairing or reconditioning the surface of damaged paving; Recycling in place or on the road for taking-up, tearing-up, or full-depth breaking-up paving, e.g. sett extractor with power-driven tools, e.g. oscillated hammer apparatus
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02F—DREDGING; SOIL-SHIFTING
- E02F5/00—Dredgers or soil-shifting machines for special purposes
- E02F5/30—Auxiliary apparatus, e.g. for thawing, cracking, blowing-up, or other preparatory treatment of the soil
- E02F5/32—Rippers
- E02F5/326—Rippers oscillating or vibrating
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21C—MINING OR QUARRYING
- E21C27/00—Machines which completely free the mineral from the seam
- E21C27/20—Mineral freed by means not involving slitting
- E21C27/46—Mineral freed by means not involving slitting by percussed planing means
Definitions
- the invention relates to a material working machine and, more particularly, to a working machine for removing pavement from a road bed.
- One procedure is to soften the asphalt pavement with a radiant heater or flame burner, and then clean off the softened asphalt in layers with the mold board of a road grader.
- the thickness of each layer removed in this manner is limited by the depth of the asphalt that can be softened by the radiant heater or flame burner, which is very small.
- a third procedure is to mill off the pavement in layers with a rotating drum on which carbide tips or teeth are mounted.
- a great deal of downward force needs to be exerted on the drum, which results in too many fine particles if the asphalt is to be recycled.
- Still another procedure is to use sonic energy to cut into pavement.
- a sonic vibration generator is coupled to the upper end of an essentially vertical beam or bar having pavement- engaging teeth or serrations formed at its lower end.
- the vibration generator supplies energy to the beam at its resonant frequency, and the vibrating teeth at the lower end of the beam cut into the pavement.
- Other similar machines are described in U.S. Patents 1 535411, 3 367 716, 3 437 381 and 3 770 322.
- Material working machines of the above- mentioned type tend to lose their ability to properly transmit their resonant energy in the form of short force impulses to the tool as soon as the tool meets an immovable or hard object.
- the invention as claimed is intended to provide a remedy.
- a gap is held between the neutral output position of the resonant force transmitting member and the tool when the tool is unable to advance through the material.
- the gap provides for proper transmission of the reciprocating force and protects the tool driving apparatus from destruction.
- the protective gap is established by using a resonant member which provides for a sufficiently large reciprocating force to overcome the unidirectional tractive force and drives the working machine as a whole back if the tool meets an immovable or hard object. Therefore, cessation of resonance is prevented for all possible modes of operation.
- the tool can take the form of a cutter blade having an elongated cutting edge arranged to engage concrete or other material to be removed at a controlled angle and at a controlled depth, and having a transverse disposition so that, upon energization, a swath of predetermined width can be simultaneously removed.
- the cutter blade is mounted from a powered and steered mobile frame for reciprocating motion, which mounting preferably constitutes a pivotal support for the cutter blade so that it moves arcuately first in a forward cutting direction and then rearwardly.
- the point of pivotal support is in advance of the cutting edge in the direction of cutting so that such pivotal motion is directed angularly downward into the material which is to be cut or severed, and at an angle which will vary dependent on the hardness and other mechanical properties of the material, and which can be adjusted to optimize the operation.
- Force impulses are delivered cyclically to the pivotally supported cutter blade by reciprocating drive means, which on its forward stroke engages and drives the cutter blade into the material and thence withdraws preparatory to a subsequent driving stroke, forming a gap between the cutter blade and the drive means.
- Forward motion of a mobile supporting frame generates a tractive force which tends to close the gap in a fashion such that the reciprocating drive means is brought into contact with the cutter blade after the former's speed (and momentum) approaches a maximum in the forward or cutting direction.
- the drive means is in driving contact with the cutter blade itself for less than 180° of any given cycle.
- the drive means takes the form of a resonant force transmitting member powered by a sonic generator or oscillator incorporating the general principles embodied in the unit shown and described in the aforementioned patent.
- the resonant member constitutes a generally upright beam mounted by a resilient tire at its upper node position to accommodate "pseudo-nodes" generated during operation.
- An additional rigid member engages the beam at its lower node position to support and maintain the desired beam disposition.
- the sonic generator is connected to the resonant beam at its upper end and preferably includes multiple eccentric weights mounted in spaced relation with a multiplicity of bearings on a common shaft so that the requisite force may be generated while minimizing the shaft diameter, and the peripheral speed and wear of the bearings because of the distribution of the bearing loads.
- the lower end of the beam lies adjacent the cutter blade to deliver the force impulses in substantial alignment with the cutting direction.
- the input force generated by the sonic generator is greater than the described tractive force resultant from the forward motion of the powered mobile supporting frame, and as a consequence, there is no possibility for clamping of the beam end against the cutter blade (and the engaged material), which would stop the resonant actuation and permit the vibratory action of the sonic generator to be applied in a harmful fashion to itself and the supporting frame members.
- a material cutting assembly generally indicated at 10 is mounted at the front of a mobile carrier 11 which includes forward and rearward frame sections 12, 14, each supported by two rubber- tired wheels 16, 18, the two frame sections being connected by a vertical pivot pin 20 which enables articulation of the frame sections for purposes of steering.
- Material cutting assembly 10 is specifically designed to cut asphalt or concrete pavement as found on streets, roads, and highways.
- a steering wheel 22 is mounted forwardly of a driver's seat 24 on the front section 12 of the frame and is arranged to energize, upon turning, a hydraulic ram 26 pivotally joining the frame sections 12, 14 so as to effect articulation thereof and consequent steering.
- a hydraulic pump 30 is mounted on the rear section 14 of the frame, and driven by an internal combustion engine 32. Fluid from a hydraulic reservoir 28 is driven by pump 30 through suitable hydraulic conduits (not shown) to hydraulic ram 26.
- the engine 32 also drives a second hydraulic pump 34 which is hydraulically connected to hydraulic motors 35 to drive the wheels 16 on the front frame section 12 and the wheels 18 on the rear frame section 14, thus to provide motive power for the entire mobile carrier 11 in a generally conventional fashion.
- the motive power delivered to the wheels will urge the front-mounted cutting assembly 10 against material being cut with a certain tractive force which, for cutting a 2 m (six-foot) swath of concrete or asphalt, should vary for example between 250,000 and 300,000 kN (5,000 and 60,000 pounds), depending upon the material resistance and vehicle speed. Assuming the weight of the vehicle and its load, i.e.
- the maximum tractive force i.e. motive power delivered to the wheels, must be less than the weight of the vehicle and its load, e.g., about 300,000 kN (60,000 pounds), to prevent slippage of wheels 16 and 18.
- the maximum tractive force of the vehicle depends upon the friction between the wheels and the surface on which it moves.
- Material cutting assembly 10 is symmetrical about a center plane in the direction of movement, i.e., parallel to the plane of FIG. 1. Many of the elements on the right side of the center plane, as viewed from the front, i.e., the left in FIG. 1, which are identified by unprimed reference numerals, have counterparts on the left side of the center plane, which are identified by the same reference numerals primed.
- a pair of laterally-spaced parallelogram units 36, 36' extend forwardly from the forward frame section 12. More particularly, the parallelogram units 36, 36' include parallel upstanding legs 38, 38' pivotally connected at their lower extremities to the central portion of a fixed transverse shaft 40 on the front frame section 12 and pivotally joined at their upper extremities to the rear ends of forwardly projecting legs 42, 42'. These forwardly projecting legs 42, 42' are pivotally joined at laterally-spaced positions (see FIG. 2) to a generally triangular cutting assembly support frame 44. As shown in FIGS.
- cutting assembly frame 44 comprises spaced apart, upright support beams 46, 46', spaced apart, forwardly projecting support beams 47, 47', struts 45, 45', and cross beams 49, 51, and 53.
- Downwardly and forwardly angled stop mounts 57, 57' are formed near the bottom of upright support beams 46, 46'.
- cross beam 51 is attached, for example by welding, to the top of support beams 46, 46', and the back of support beams 47, 47'.
- At the front of support beams 47, 47' are formed vertically flared bracket mounts 59, 59'.
- Cross beam 53 is connected between flared bracket mounts 59, 59' and is attached thereto, for example, by welding.
- An upwardly and forwardly extending platform support beam 61 is attached, for example by welding, to the middle of the cross beam 53.
- a platform 65 having mounting blocks 89 is attached to the upper end of support beam 61, for example, by welding.
- Struts 45, 45' are connected between beams 47, 47' near the front, and beams 46, 46' near the bottom and are attached thereto, for example, by welding.
- Cross beam 49 is connected between support beams 46, 46' near the bottom and is attached thereto, for example, by welding. Pairs of rectangular brackets 75, 75' are attached, for example, by welding to the sides of flared bracket mounts 59, 59'.
- Support beams 46, 46' and cross beams 49 and 51 are made of solid steel so their mass per unit length is as large as possible.
- Support beams 47, 47' including bracket mounts 59, 59', struts 45, 45', and cross beam 53 are hollow so their mass per unit length is as small as possible. Consequently, the resultant center of gravity of cutting assembly frame 44 is rearwardly located near support beams 46, 46'.
- Support beams 46, 46' form the forward upright legs of the parallelogram units 36, 36'.
- Lower and outwardly curving legs 48, 48' are pivotally connected at their opposite extremities to the lower ends of the support beams 46, 46' and the previously described shaft 40, thus completing the two parallelogram units 36, 36'.
- Brackets 80, 80' are attached to cross beam 51, for example, by welding.
- Forwardly projecting legs 42, 42' are connected to brackets 80, 80' by pivoting links 84, 84' (FIG. 1). Pairs of brackets 85, 85' are attached to upright support beams 46, 46', for example, by welding. Outwardly-curving legs 48, 48' are connected to bracket pairs 85, 85' by pivot pins 87, 87'.
- a powered hydraulic ram 50 is pivotally secured between the forward frame section 12 and the rear upright legs 38, 38' of the parallelogram units 36, 36' to enable powered variation of the parallelogram disposition and accordingly the angular disposition of the cutting assembly 10.
- Additional powered hydraulic rams 52, 52' pivotally joined to the top of the frame section 12 and the lower generally horizontal legs 48. 48' of the parallelogram units 36, 36' enable substantially vertical adjustment of the cutting assembly.
- the cutting assembly frame 44 supports a pair of resonant beams 54, 54' in the form of angularly upright parallel resonant beams composed of solid steel or other elastic material.
- Resonant beams 54, 54' are approximately parallel to struts 45, 45'.
- a sonic generator in the form of a pair of synchronized orbiting mass oscillators 56, 56' is secured by bolts or the like to the upper extremity of each resonant beam and generally incorporates the principles of an orbiting mass oscillator of the type shown in either United States Patent No. 2,960,314 or United States Patent No. 3,217,551.
- each orbiting mass oscillator 56, 56' is driven by a suitable hydraulic motor 58, that is energized through suitable hydraulic conduits (not shown) from a third hydraulic pump 60 driven by the previously described engine 32.
- each orbiting mass oscillator 56, 56' includes a shaft 62 driven by the hydraulic motor 58 and supported at several axially spaced positions by bearings 64 in a generator housing 66.
- a plurality of eccentric weights 68 and 79 are carried by the shaft 62 adjacent to the bearings 64 so that their load on the shaft and the bearing loads are distributed.
- the eccentric mass of the centrally located weight 68 is twice as large as peripherally located weights 79; thus, the load on each of bearings 64 is approximately the same.
- the shaft can be relatively small because of such load distribution, and the exterior diameter and thus peripheral speed of the bearings can be minimized for a given power level.
- the sonic generator housing and the beams could be cast as a single unit in a one-piece construction.
- a drive shaft 67 is coupled by pairs of tandemly connected universal joints 69, 69' to shafts 62, 62'.
- Drive shaft 67 is supported by bearings 63, 63' mounted in the sidewalls of a protective housing 73, through which drive shaft 67 passes.
- Power transmission means 71 such as a belt, chain, or gear train inside housing 73 couples hydraulic motor 58 to drive shaft 67.
- Lubricating oil is sprayed in housing 73 by means (not shown) onto power transmission means 71 and bearings 63, 63'. Seals (not shown) outside of bearings 63, 63' prevent the oil spray from leaving housing 73.
- Protective housing 73 is secured to mounting blocks 89 (FIGS. 9 through 11).
- Motor 58 is attached, for example by bolting, to the outside of'housing 73.
- Fly wheels 72, 72' are mounted on shaft 67 outside housing 73 for the purpose of isolating motor 58 and power transmission means 71 from transient forces exerted by oscillators 56, 56'.
- Housing 73 is stationary so drive shaft 67 only rotates.
- Resonant beams 54, 54' reciprocate. Tandemly connected pairs of universal joints 69, 69' permit shafts 62, 62' to reciprocate with beams 54, 54' as they are rotatably driven by drive shaft 67
- Energization of the exemplary embodiment illustrated provides a total peak energizing input force to the two resonant beams 54, 54' of 570,000 kN (125,000 pounds) in the form of sequential sonic oscillations at a frequency of approximately 100 cycles per second, i.e., at or near the resonant frequency of resonant beams 54, 54'.
- the total peak force provided by oscillators 56, 56' is larger than the weight of the vehicle and its load.
- Pairs of weights 55, 55' are attached, for example by bolting, to the front and back of resonant beams 54, 54' at the lower end to increase the momentum thereof.
- Each resonant beam 54, 54' is designed and so driven that two vibration nodes are formed thereon inwardly from its opposite extremities, and its ends are free to vibrate, i.e., reciprocate, and in fact do vibrate.
- resonant beams 54, 54' are driven to form standing wave vibrations in their fundamental free-form mode.
- Each beam is carried from the cutting assembly frame 44 at its upper node position.
- connection is resilient to allow for node variations (pseudo-nodes) during actual operation.
- pairs of rectangular brackets 75, 75' are attached, for example by welding, to the sides of flared bracket mounts 59, 59'.
- Pairs of annular resilient members 74, 74' in the form of pneumatic rubber tires are located inside pairs of cylindrical housings 77, 77'. Housing pairs 77, 77' are held on opposite sides of resonant beams 54, 54' by pairs of connecting arms 70, 70' attached, for example by bolting, to bracket pairs 75, 75'.
- Pairs of annular resilient members 74. 74' are mounted on pairs of central hubs 78, 78'.
- Shafts 86, 86' are press fitted into bores 88, 88' in resonant beams 54, 54' at their upper node positions.
- Hub pairs 78, 78' are mounted for rotation on the ends of shafts 86, 86' by pairs of bearings 82, 82'.
- resonant beams 54, 54' are supported by shafts 86, 86' and are pivotable about their axes by virtue of bearing pairs 82, 82'.
- the described pneumatic tires which serve as upper node supports for resonant beams 54, 54', accommodate the longitudinal changes in the node position (pseudo-nodes) resulting from loading of the resonant beams, when the cutter blade described below is in engagement with a material to be cut, sheared, or planed, and the internal tire pressure can be changed as required to control the spring constant.
- resonant beams 54, 54' are encompassed by rigid metal stop members 90, 90' at their rear, resilient rubber pads 91, 91' at their front, and pairs of resilient rubber pads 92, 92' at their sides.
- Pad pairs 92, 92' and pads 91, 91' comprise pieces of rubber vulcanized on metal mounting plates.
- Members 90, 90', pads 91, 91', and pad pairs 92, 92' are secured to the lower end of cutting assembly frame 44.
- stop members 90, 90' are attached, for example by bolting, to mounts 57, 57'.
- Pairs of brackets 100, 100' are attached to opposite sides of support beams 46, 46', for example by bolting.
- Cross supports 93, 93' are connected between bracket pairs 100, 100', for example by bolting.
- Mounts 57, 57', bracket pairs 100, 100', and cross supports 93, 93' define rectangular openings through which the lower portions of resonant beams 54, 54' pass.
- Pads 91, 91' are secure to cross supports 93, 93', for example by bolting, and pad pairs 92, 92' are secured to the inside of bracket pairs 100, 100', for example by bolting.
- Pad pairs 92, 92' at the sides of resonant beams 54, 54' are spaced slightly therefrom and serve to guide the resonant beams as they pivot about their upper node support and reduce noise and wear.
- resonant beams 54, 54' When resonant beams 54, 54' are at rest, they lie on and are supported by pads 91, 91'.
- resonant beams 54, 54' When resonant beams 54, 54' are resonating during operation of the apparatus, their lower node is driven up against stop members 90, 90' by the reaction of the material being worked upon as shown in FIGS. 3 and 8, and remain in abutment with stop members 90, 90' during operation of the apparatus.
- stop members 90, 90' serve as rigid lower node supports for resonant beams 54, 54'.
- Stop members 90, 90' and pads 91, 91' are spaced sufficiently far apart to enable resonant beams 54, 54' to be shimmed to synchronize their transfer of force to the work tool.
- shims 76, 76' are inserted between stop members 90, 90' and stop mounts 57, 57' so the lower extremities of resonant beams 54, 54' in their neutral position are both spaced precisely the same distance from the lever arms and cutter blade described below. Consequently, since oscillators 56, 56' run in phase and resonant beams 54, 54' reciprocate in phase, the lower extremities of resonant beams 54, 54' strike the cutter blade at the same time, i.e., in synchronism.
- stop members 90, 90' will in general have to be shimmed to a different degree to achieve the described synchronism, because of manufacturing tolerances. This is accomplished by the following procedure: first, one of the stop members is shimmed; second, the cutter blade is lowered into contact with the road surface; third, mobile carrier 11 is driven forward to rotate resonant beams 54, 54' about their upper node supports, until one of the resonant beams contacts its stop member at the lower node support; and fourth, the other stop member is shimmed until the other resonant beam contacts it.
- shimming stop members 90, 90' to synchronize resonant beams 54, 54' reference is made to my copending application Serial No. 916,112, filed June 16, 1978.
- the material cutting assembly 10 includes a work tool which takes the form of an angularly-directed and transversely-extending cutter blade 94 held in a blade base 95.
- Cutter blade 94 and blade base 95 extend along the full width of the apparatus between beams 54, 54'.
- cutter blade 94 is transversely elongated and is disposed at an acute angle to the surface of pavement to be cut, extending in a downward and forward direction along a cutting plane to a cutting edge that lies in the cutting plane.
- Cutter blade 94 is clamped to blade base 95 by a retaining bar 81 that is attached to blade base 95 by bolts 83.
- Lever arms 96, 96' are pivoted about substantially horizontal pivot pins 98, 98' on bracket pairs 100, 100'.
- Lever arms 96, 96' are attached, for example by welding to the ends of blade base 95 near resonant beams 54, 54'. It is to be particularly observed, as clearly shown in FIG. 3, that the cutting edge of the cutter blade 94, when in material engagement, lies to the rear of the pivot pins 98, 98' so that any movement of the cutter blade 94 in a forward direction or to the left will be accompanied by a substantial downward force component and thus will result in penetration into the material being cut, without deflection of cutter blade 94 away from material engagement.
- the cutter blade assembly comprising cutter blade 94, blade base 95, retaining bar 81, and lever arms 96, 96' is pivotably supported by brackets 100, 100' so it is adjacent to the lower extremity of the resonant beams 54, 54'.
- the beams reciprocate, they drive the cutter blade assembly in a forward and downward direction or to the left, as shown in FIG. 3, and thereafter withdraw from contact with the cutter blade assembly in its cyclical displacement in the opposite or rearward direction.
- only unidirectional driving impulses are delivered to the cutter blade assembly in its forward direction, and in alignment with its cutting direction, so the cutter blade 94 advances with a chisel-like action.
- a conveyor 97 in the middle of the front of assembly 10 above blade base 95 carries material broken up by cutter blade 94 away from the assembly, as for example in a windrow or pile between wheels or to a dump truck moving with the assembly.
- the driving and supporting means for conveyor 97 are not shown.
- Diverters 99, 99' which extend across the front of assembly 10 above blade base 95 on either side of conveyor 97, are attached to brackets 100, 100'. Diverters 99, 99' are positioned to direct all the broken up material to conveyor 97.
- blade base 95 pivots against diverters 99, 99', or other stop means, so cutter blade 94 is raised and thus does not scrape along the ground during transportation.
- Cutter blade 94 comprises a work tool that moves along the road surface, which comprises the work path.
- Cutting assembly frame 44 functions as a tool holder or carrier.
- Continuous unidirectional force is applied thereto by mobile carrier 11 in a direction parallel to the work path.
- Oscillators 56, 56' generate a reciprocating force, at least one component of which acts parallel to the work path.
- Each resonant beam 54, 54' comprises a force transmitting member, its upper extremity comprising an input to which the reciprocating oscillator force is applied, and its lower extremity comprising an output from which the reciprocating force is transferred to the tool.
- the tool advances intermittently along the work path responsive to the continuous unidirectional force applied by mobile carrier 11 and the reciprocating force applied by oscillators 56 and 56'.
- the cutting depth of cutter blade 94 below the grade, i.e., surface of the pavement, can be automatically or manually controlled by appropriate energization of the vertical adjustment rams 52, 52'.
- the previously described design of cutting assembly frame 44 which locates its center of gravity close to upright support beams 46, 46', i.e., nearly directly over cutter blade 94, permits the weight of cutting assembly frame 44 to counteract most effectively the reactive forces exerted on cutter blade 94 by the material being cut. This minimizes the forces and moments exerted on parallelogram units 36, 36' by cutting assembly frame 44 and discourages cutter blade 94 from moving out of engagement with the material being cut.
- FIGS. 5A-5C wherein the various operational dispositions of the cutter blade 94 and the resonant beams 54, 54' are diagrammatically illustrated in somewhat exaggerated form for purposes of explanation.
- the abscissa N represents the neutral position of beams 54, 54'
- sinusoidal waveform S represents the reciprocating displacement of the beam outputs about their neutral position as a function of time
- the dashed line represents the position of the tool, i.e., cutter blade 94, relative to frame 44 as a function of time.
- the beams it is desirable for the beams to strike the tool when the beam outputs are traveling at maximum forward velocity, i.e., at the neutral position of the beam outputs.
- the neutral position of the beam outputs is their position when at rest, i.e., not resonating or being deflected, while the beam is in operating position, i.e., pivoted into abutment with stop member 90.
- the neutral position of the beam outputs is their position when at rest, i.e., not resonating or being deflected, while the beam is in operating position, i.e., pivoted into abutment with stop member 90.
- beams 54, 54 1 resonate, when the beam outputs are at their neutral position, which is represented by point A in FIG. 6, a small momentary gap typically exists between beams 54, 54', and the back surface of lever arms 96, 96', as illustrated in FIG. 5A.
- the beam outputs move slightly forward from their neutral position toward the tool, they simultaneously strike the tool and drive it forward to perform the desired work, i.e., cutting through the concrete or asphalt road surface.
- the beam outputs remain in contact with the tool, as illustrated in FIG. 5B, until the beam outputs reach the forward extremity, i.e., peak, of their reciprocating excursion, which is represented by point B in FIG. 6. This is approximately slightly less than 90° of the beam reciprocation cycle.
- a momentary gap is formed between the beam outputs and the tool, which is represented by the distance between lines D and S in FIG. 6.
- the continuous forward movement of frame 44 with mobile carrier 11, while the tool is held stationary by engagement with the road surface reduces the distance between the tool and the neutral position of the beam outputs, which is represented in FIG. 6 by the slope of line D toward line N.
- beams 54, 54' When the beam outputs are moving in a rearward direction, beams 54, 54' are spaced from lever arms 96, 96' as illustrated in FIG. 5C.
- the momentary gap between the tool and the beam outputs is maximum at a point of their reciprocating excursion slightly before the rear extremity, which is represented by point C in FIG. 6.
- the beam outputs contact the tool during a short interval approaching 90° of the beam cycle, which is represented in FIG. 6 by the distance along waveform S between points X and Y.
- the beam outputs are out of contact with the tool, which is represented in FIG. 6 by the distance along line D between points B and X.
- the most efficient transfer of force from the beam outputs to the tool occurs with a contact interval approaching 90° of the beam cycle.
- the speed of mobile carrier 11 is adjusted accordingly to the stroke of the beam outputs, i.e., their peak to peak amplitude. The larger the stroke, the faster the speed of mobile carrier 11.
- the invention is illustrated in a machine for cutting concrete or asphalt road surfaces, it could be incorporated into any number of material working machines such as a coal planar, timber shearer, a bulldozer, a front end loader, a rock ripper, or a shovel bucket.
- material working machines such as a coal planar, timber shearer, a bulldozer, a front end loader, a rock ripper, or a shovel bucket.
- the continuous unidirectional force would be the closing force, i.e., line pull, of the bucket, which is continuous over the intervals of time in which the bucket is closing and is interrupted while the bucket is carrying its load from place to place.
- the invention is applicable to any type of material working function wherein a tool is advanced through the material to perform the desired work.
- the invention can be practiced with other types of force transmitting members, for example, nonresonant members vibrating in a forced mode.
- the gap prevents the oscillator force from being transferred self- destructively back through
Landscapes
- Engineering & Computer Science (AREA)
- Mining & Mineral Resources (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Geology (AREA)
- General Engineering & Computer Science (AREA)
- Road Repair (AREA)
Abstract
Description
- The invention relates to a material working machine and, more particularly, to a working machine for removing pavement from a road bed.
- When resurfacing a road, it is often desirable to remove the existing pavement in order to maintain the original grade and/or recycle the pavement material in the case of asphalt. There are a number of known procedures for removing asphalt pavement, all of which require an expenditure of a great deal of time, money, and/or effort.
- One procedure is to soften the asphalt pavement with a radiant heater or flame burner, and then clean off the softened asphalt in layers with the mold board of a road grader. The thickness of each layer removed in this manner is limited by the depth of the asphalt that can be softened by the radiant heater or flame burner, which is very small.
- Another procedure that has been used without much success is to remove the asphalt pavement with a plurality of diamond cutting wheels arranged on a common rotating shaft. The experience has been that these cutting wheels are expensive and the operation is slow.
- A third procedure is to mill off the pavement in layers with a rotating drum on which carbide tips or teeth are mounted. In order to make a deep cut in the pavement, a great deal of downward force needs to be exerted on the drum, which results in too many fine particles if the asphalt is to be recycled.
- Still another procedure is to use sonic energy to cut into pavement. As described in U.S. Patent 3 232 669, a sonic vibration generator is coupled to the upper end of an essentially vertical beam or bar having pavement- engaging teeth or serrations formed at its lower end. The vibration generator supplies energy to the beam at its resonant frequency, and the vibrating teeth at the lower end of the beam cut into the pavement. Other similar machines are described in U.S.
Patents 1 535411, 3 367 716, 3 437 381 and 3 770 322. - Material working machines of the above- mentioned type tend to lose their ability to properly transmit their resonant energy in the form of short force impulses to the tool as soon as the tool meets an immovable or hard object.
- The invention as claimed is intended to provide a remedy.
- In normal operation the tool advances intermittently along a work path through a material responsive to the continuous unidirectional tractive force and their reciprocating force. According to the invention, a gap is held between the neutral output position of the resonant force transmitting member and the tool when the tool is unable to advance through the material. The gap provides for proper transmission of the reciprocating force and protects the tool driving apparatus from destruction. The protective gap is established by using a resonant member which provides for a sufficiently large reciprocating force to overcome the unidirectional tractive force and drives the working machine as a whole back if the tool meets an immovable or hard object. Therefore, cessation of resonance is prevented for all possible modes of operation.
- The features of a specific embodiment of the best mode contemplated of carrying out the invention are illustrated in the drawings, in which:
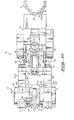
- FIG. 1 is a side elevational view of tool driving apparatus embodying the present invention and especially arranged to cut or shear hard material such as asphalt or concrete;
- FIG. 2 is a top plan view of the front of the apparatus of FIG. 1;
- FIG. 3 is a fragmentary enlarged side view of the material cutting assembly of the apparatus with portions broken away to show interior details;
- FIG. 4 is a fragmentary cross-sectional view taken along line 4-4 of FIG. 3;
- FIGS. 5A-5C are diagrammatic views of the tool and its drive mechanism in different stages of operation;
- FIG. 6 is a graph showing the relationship of time and displacement of the tool and drive mechanism in the various operational stages shown in FIGS. 5A-5C;
- FIG. 7 is a front elevation view of part of the apparatus of FIG. 1;
- FIG. 8 is a fragmentary cross-sectional view taken along line 8-8 of FIG. 3, omitting the structure between the resonant beams;
- FIG. 9 is a side elevation view of the cutting assembly support frame of the apparatus of FIG. 1;
- FIG. 10 is a front elevation view of the support frame of FIG. 9; and
- FIG. 11 is a top plan view of the support frame of FIG. 9.
- Specifically, the tool can take the form of a cutter blade having an elongated cutting edge arranged to engage concrete or other material to be removed at a controlled angle and at a controlled depth, and having a transverse disposition so that, upon energization, a swath of predetermined width can be simultaneously removed. The cutter blade is mounted from a powered and steered mobile frame for reciprocating motion, which mounting preferably constitutes a pivotal support for the cutter blade so that it moves arcuately first in a forward cutting direction and then rearwardly. The point of pivotal support is in advance of the cutting edge in the direction of cutting so that such pivotal motion is directed angularly downward into the material which is to be cut or severed, and at an angle which will vary dependent on the hardness and other mechanical properties of the material, and which can be adjusted to optimize the operation.
- Force impulses are delivered cyclically to the pivotally supported cutter blade by reciprocating drive means, which on its forward stroke engages and drives the cutter blade into the material and thence withdraws preparatory to a subsequent driving stroke, forming a gap between the cutter blade and the drive means. Forward motion of a mobile supporting frame generates a tractive force which tends to close the gap in a fashion such that the reciprocating drive means is brought into contact with the cutter blade after the former's speed (and momentum) approaches a maximum in the forward or cutting direction. Thus, the drive means is in driving contact with the cutter blade itself for less than 180° of any given cycle.
- The drive means takes the form of a resonant force transmitting member powered by a sonic generator or oscillator incorporating the general principles embodied in the unit shown and described in the aforementioned patent. However, the resonant member constitutes a generally upright beam mounted by a resilient tire at its upper node position to accommodate "pseudo-nodes" generated during operation. An additional rigid member engages the beam at its lower node position to support and maintain the desired beam disposition. The sonic generator is connected to the resonant beam at its upper end and preferably includes multiple eccentric weights mounted in spaced relation with a multiplicity of bearings on a common shaft so that the requisite force may be generated while minimizing the shaft diameter, and the peripheral speed and wear of the bearings because of the distribution of the bearing loads. The lower end of the beam lies adjacent the cutter blade to deliver the force impulses in substantial alignment with the cutting direction.
- The input force generated by the sonic generator is greater than the described tractive force resultant from the forward motion of the powered mobile supporting frame, and as a consequence, there is no possibility for clamping of the beam end against the cutter blade (and the engaged material), which would stop the resonant actuation and permit the vibratory action of the sonic generator to be applied in a harmful fashion to itself and the supporting frame members.
- Obviously, the same force imbalance principle can be applied to other tools such as mentioned, with the same critical and advantageous effect. In each case, however, it is important that the sonic generator provide an input force greater than that of a continuing tractive effect or its equivalent force tending to close the gap.
- With initial reference to FIGS. 1 and 2, a material cutting assembly generally indicated at 10 is mounted at the front of a
mobile carrier 11 which includes forward andrearward frame sections tired wheels vertical pivot pin 20 which enables articulation of the frame sections for purposes of steering.Material cutting assembly 10 is specifically designed to cut asphalt or concrete pavement as found on streets, roads, and highways. - A
steering wheel 22 is mounted forwardly of a driver'sseat 24 on thefront section 12 of the frame and is arranged to energize, upon turning, ahydraulic ram 26 pivotally joining theframe sections hydraulic pump 30 is mounted on therear section 14 of the frame, and driven by an internal combustion engine 32. Fluid from ahydraulic reservoir 28 is driven bypump 30 through suitable hydraulic conduits (not shown) tohydraulic ram 26. - The engine 32 also drives a second
hydraulic pump 34 which is hydraulically connected tohydraulic motors 35 to drive thewheels 16 on thefront frame section 12 and thewheels 18 on therear frame section 14, thus to provide motive power for the entiremobile carrier 11 in a generally conventional fashion. As will be understood, the motive power delivered to the wheels will urge the front-mountedcutting assembly 10 against material being cut with a certain tractive force which, for cutting a 2 m (six-foot) swath of concrete or asphalt, should vary for example between 250,000 and 300,000 kN (5,000 and 60,000 pounds), depending upon the material resistance and vehicle speed. Assuming the weight of the vehicle and its load, i.e.material cutting assembly 10 andmobile carrier 11, is 350,000 kN (75,000 pounds), the maximum tractive force, i.e. motive power delivered to the wheels, must be less than the weight of the vehicle and its load, e.g., about 300,000 kN (60,000 pounds), to prevent slippage ofwheels -
Material cutting assembly 10 is symmetrical about a center plane in the direction of movement, i.e., parallel to the plane of FIG. 1. Many of the elements on the right side of the center plane, as viewed from the front, i.e., the left in FIG. 1, which are identified by unprimed reference numerals, have counterparts on the left side of the center plane, which are identified by the same reference numerals primed. - In order to mount the mentioned
material cutting assembly 10, a pair of laterally-spacedparallelogram units 36, 36' extend forwardly from theforward frame section 12. More particularly, theparallelogram units 36, 36' include parallelupstanding legs 38, 38' pivotally connected at their lower extremities to the central portion of a fixedtransverse shaft 40 on thefront frame section 12 and pivotally joined at their upper extremities to the rear ends of forwardly projectinglegs 42, 42'. These forwardly projectinglegs 42, 42' are pivotally joined at laterally-spaced positions (see FIG. 2) to a generally triangular cuttingassembly support frame 44. As shown in FIGS. 9 through 11,cutting assembly frame 44 comprises spaced apart,upright support beams 46, 46', spaced apart, forwardly projectingsupport beams 47, 47',struts 45, 45', andcross beams angled stop mounts 57, 57', are formed near the bottom ofupright support beams 46, 46'. At its ends,cross beam 51 is attached, for example by welding, to the top ofsupport beams 46, 46', and the back ofsupport beams 47, 47'. At the front of support beams 47, 47' are formed vertically flared bracket mounts 59, 59'.Cross beam 53 is connected between flared bracket mounts 59, 59' and is attached thereto, for example, by welding. An upwardly and forwardly extendingplatform support beam 61 is attached, for example by welding, to the middle of thecross beam 53. Aplatform 65 having mountingblocks 89 is attached to the upper end ofsupport beam 61, for example, by welding.Struts 45, 45' are connected betweenbeams 47, 47' near the front, and beams 46, 46' near the bottom and are attached thereto, for example, by welding.Cross beam 49 is connected between support beams 46, 46' near the bottom and is attached thereto, for example, by welding. Pairs ofrectangular brackets 75, 75' are attached, for example, by welding to the sides of flared bracket mounts 59, 59'. Support beams 46, 46' and crossbeams beam 53 are hollow so their mass per unit length is as small as possible. Consequently, the resultant center of gravity of cuttingassembly frame 44 is rearwardly located near support beams 46, 46'. Support beams 46, 46' form the forward upright legs of theparallelogram units 36, 36'. Lower and outwardlycurving legs 48, 48' are pivotally connected at their opposite extremities to the lower ends of the support beams 46, 46' and the previously describedshaft 40, thus completing the twoparallelogram units 36, 36'.Brackets beam 51, for example, by welding.Forwardly projecting legs 42, 42' are connected tobrackets brackets 85, 85' are attached to upright support beams 46, 46', for example, by welding. Outwardly-curvinglegs 48, 48' are connected to bracket pairs 85, 85' bypivot pins 87, 87'. - A powered
hydraulic ram 50 is pivotally secured between theforward frame section 12 and the rearupright legs 38, 38' of theparallelogram units 36, 36' to enable powered variation of the parallelogram disposition and accordingly the angular disposition of the cuttingassembly 10. Additional poweredhydraulic rams 52, 52' pivotally joined to the top of theframe section 12 and the lower generallyhorizontal legs 48. 48' of theparallelogram units 36, 36' enable substantially vertical adjustment of the cutting assembly. - The cutting
assembly frame 44 supports a pair ofresonant beams 54, 54' in the form of angularly upright parallel resonant beams composed of solid steel or other elastic material.Resonant beams 54, 54' are approximately parallel to struts 45, 45'. A sonic generator in the form of a pair of synchronizedorbiting mass oscillators 56, 56' is secured by bolts or the like to the upper extremity of each resonant beam and generally incorporates the principles of an orbiting mass oscillator of the type shown in either United States Patent No. 2,960,314 or United States Patent No. 3,217,551. (The disclosures of these patents are incorporated fully herein by reference.) Orbitingmass oscillators 56, 56' are driven by a suitablehydraulic motor 58, that is energized through suitable hydraulic conduits (not shown) from a thirdhydraulic pump 60 driven by the previously described engine 32. In order to maximize the resonant power yet provide an extensive useful life, each orbitingmass oscillator 56, 56', as best shown in FIGS. 3 and 4, includes ashaft 62 driven by thehydraulic motor 58 and supported at several axially spaced positions bybearings 64 in agenerator housing 66. A plurality ofeccentric weights shaft 62 adjacent to thebearings 64 so that their load on the shaft and the bearing loads are distributed. Preferably, the eccentric mass of the centrally locatedweight 68 is twice as large as peripherally locatedweights 79; thus, the load on each ofbearings 64 is approximately the same. The shaft can be relatively small because of such load distribution, and the exterior diameter and thus peripheral speed of the bearings can be minimized for a given power level. Rather than bolting the sonic generator to the beams as shown, the sonic generator housing and the beams could be cast as a single unit in a one-piece construction. - A
drive shaft 67 is coupled by pairs of tandemly connecteduniversal joints 69, 69' toshafts 62, 62'. Driveshaft 67 is supported by bearings 63, 63' mounted in the sidewalls of aprotective housing 73, through which driveshaft 67 passes. Power transmission means 71 such as a belt, chain, or gear train insidehousing 73 coupleshydraulic motor 58 to driveshaft 67. Lubricating oil is sprayed inhousing 73 by means (not shown) onto power transmission means 71 and bearings 63, 63'. Seals (not shown) outside of bearings 63, 63' prevent the oil spray from leavinghousing 73.Protective housing 73 is secured to mounting blocks 89 (FIGS. 9 through 11).Motor 58 is attached, for example by bolting, to theoutside of'housing 73.Fly wheels 72, 72' are mounted onshaft 67 outsidehousing 73 for the purpose of isolatingmotor 58 and power transmission means 71 from transient forces exerted byoscillators 56, 56'.Housing 73 is stationary so driveshaft 67 only rotates.Resonant beams 54, 54' reciprocate. Tandemly connected pairs ofuniversal joints 69, 69'permit shafts 62, 62' to reciprocate withbeams 54, 54' as they are rotatably driven bydrive shaft 67 - Energization of the exemplary embodiment illustrated provides a total peak energizing input force to the two
resonant beams 54, 54' of 570,000 kN (125,000 pounds) in the form of sequential sonic oscillations at a frequency of approximately 100 cycles per second, i.e., at or near the resonant frequency ofresonant beams 54, 54'. Thus, the total peak force provided byoscillators 56, 56' is larger than the weight of the vehicle and its load. These force oscillations, delivered to the upper end of the beam, cause resonant vibration thereof through appropriate dimensional design of such beam at that frequency so that a corresponding cyclical reciprocal vibration at the lower end of the beam is derived, as shown by the arrow A in FIG. 3, preferably with a total peak-to-peak displacement of approximately 25 mm (one inch). Pairs ofweights 55, 55' are attached, for example by bolting, to the front and back ofresonant beams 54, 54' at the lower end to increase the momentum thereof. Eachresonant beam 54, 54' is designed and so driven that two vibration nodes are formed thereon inwardly from its opposite extremities, and its ends are free to vibrate, i.e., reciprocate, and in fact do vibrate. In summary,resonant beams 54, 54' are driven to form standing wave vibrations in their fundamental free-form mode. Each beam is carried from the cuttingassembly frame 44 at its upper node position. However, the connection is resilient to allow for node variations (pseudo-nodes) during actual operation. Specifically, as illustrated in FIGS. 3 and 4, pairs ofrectangular brackets 75, 75' are attached, for example by welding, to the sides of flared bracket mounts 59, 59'. Pairs of annularresilient members 74, 74' in the form of pneumatic rubber tires are located inside pairs ofcylindrical housings 77, 77'. Housing pairs 77, 77' are held on opposite sides ofresonant beams 54, 54' by pairs of connectingarms 70, 70' attached, for example by bolting, to bracket pairs 75, 75'. Pairs of annularresilient members 74. 74' are mounted on pairs ofcentral hubs 78, 78'.Shafts 86, 86' are press fitted intobores 88, 88' inresonant beams 54, 54' at their upper node positions. Hub pairs 78, 78' are mounted for rotation on the ends ofshafts 86, 86' by pairs ofbearings 82, 82'. Thus,resonant beams 54, 54' are supported byshafts 86, 86' and are pivotable about their axes by virtue of bearing pairs 82, 82'. In the manner of a spring, the described pneumatic tires, which serve as upper node supports forresonant beams 54, 54', accommodate the longitudinal changes in the node position (pseudo-nodes) resulting from loading of the resonant beams, when the cutter blade described below is in engagement with a material to be cut, sheared, or planed, and the internal tire pressure can be changed as required to control the spring constant. - As shown in FIGS. 3 and 8, at the lower node position,
resonant beams 54, 54' are encompassed by rigid metal stop members 90, 90' at their rear, resilient rubber pads 91, 91' at their front, and pairs ofresilient rubber pads 92, 92' at their sides. Pad pairs 92, 92' and pads 91, 91' comprise pieces of rubber vulcanized on metal mounting plates. Members 90, 90', pads 91, 91', and pad pairs 92, 92' are secured to the lower end of cuttingassembly frame 44. Specifically, stop members 90, 90' are attached, for example by bolting, tomounts 57, 57'. Pairs ofbrackets 100, 100' are attached to opposite sides of support beams 46, 46', for example by bolting. Cross supports 93, 93' are connected between bracket pairs 100, 100', for example by bolting.Mounts 57, 57', bracket pairs 100, 100', and cross supports 93, 93' define rectangular openings through which the lower portions ofresonant beams 54, 54' pass. Pads 91, 91' are secure to crosssupports 93, 93', for example by bolting, and pad pairs 92, 92' are secured to the inside of bracket pairs 100, 100', for example by bolting. Pad pairs 92, 92' at the sides ofresonant beams 54, 54' are spaced slightly therefrom and serve to guide the resonant beams as they pivot about their upper node support and reduce noise and wear. When resonant beams 54, 54' are at rest, they lie on and are supported by pads 91, 91'. When resonant beams 54, 54' are resonating during operation of the apparatus, their lower node is driven up against stop members 90, 90' by the reaction of the material being worked upon as shown in FIGS. 3 and 8, and remain in abutment with stop members 90, 90' during operation of the apparatus. Thus, stop members 90, 90' serve as rigid lower node supports forresonant beams 54, 54'. Stop members 90, 90' and pads 91, 91' are spaced sufficiently far apart to enableresonant beams 54, 54' to be shimmed to synchronize their transfer of force to the work tool. Specifically, shims 76, 76' are inserted between stop members 90, 90' and stopmounts 57, 57' so the lower extremities ofresonant beams 54, 54' in their neutral position are both spaced precisely the same distance from the lever arms and cutter blade described below. Consequently, sinceoscillators 56, 56' run in phase andresonant beams 54, 54' reciprocate in phase, the lower extremities ofresonant beams 54, 54' strike the cutter blade at the same time, i.e., in synchronism. As represented in FIG. 8 by the different thicknesses ofshims 76, 76', stop members 90, 90' will in general have to be shimmed to a different degree to achieve the described synchronism, because of manufacturing tolerances. This is accomplished by the following procedure: first, one of the stop members is shimmed; second, the cutter blade is lowered into contact with the road surface; third,mobile carrier 11 is driven forward to rotateresonant beams 54, 54' about their upper node supports, until one of the resonant beams contacts its stop member at the lower node support; and fourth, the other stop member is shimmed until the other resonant beam contacts it. For more details about shimming stop members 90, 90' to synchronizeresonant beams 54, 54', reference is made to my copending application Serial No. 916,112, filed June 16, 1978. - As shown in FIGS. 3 and 7 the
material cutting assembly 10 includes a work tool which takes the form of an angularly-directed and transversely-extendingcutter blade 94 held in ablade base 95.Cutter blade 94 andblade base 95 extend along the full width of the apparatus betweenbeams 54, 54'. In other words,cutter blade 94 is transversely elongated and is disposed at an acute angle to the surface of pavement to be cut, extending in a downward and forward direction along a cutting plane to a cutting edge that lies in the cutting plane.Cutter blade 94 is clamped toblade base 95 by a retainingbar 81 that is attached toblade base 95 by bolts 83. Leverarms 96, 96', are pivoted about substantially horizontal pivot pins 98, 98' on bracket pairs 100, 100'. Leverarms 96, 96' are attached, for example by welding to the ends ofblade base 95 nearresonant beams 54, 54'. It is to be particularly observed, as clearly shown in FIG. 3, that the cutting edge of thecutter blade 94, when in material engagement, lies to the rear of the pivot pins 98, 98' so that any movement of thecutter blade 94 in a forward direction or to the left will be accompanied by a substantial downward force component and thus will result in penetration into the material being cut, without deflection ofcutter blade 94 away from material engagement. Furthermore, because the pivotal support provides for a slight arcuate motion of thecutter blade 94, a slight additional separation of the layer of cut material from that lying therebelow will result. Thus, the cutter blade assembly comprisingcutter blade 94,blade base 95, retainingbar 81, and leverarms 96, 96' is pivotably supported bybrackets 100, 100' so it is adjacent to the lower extremity of theresonant beams 54, 54'. When the beams reciprocate, they drive the cutter blade assembly in a forward and downward direction or to the left, as shown in FIG. 3, and thereafter withdraw from contact with the cutter blade assembly in its cyclical displacement in the opposite or rearward direction. Thus, only unidirectional driving impulses are delivered to the cutter blade assembly in its forward direction, and in alignment with its cutting direction, so thecutter blade 94 advances with a chisel-like action. - As depicted in FIG. 7, a
conveyor 97 in the middle of the front ofassembly 10 aboveblade base 95 carries material broken up bycutter blade 94 away from the assembly, as for example in a windrow or pile between wheels or to a dump truck moving with the assembly. For the sake of clarity, the driving and supporting means forconveyor 97 are not shown. Diverters 99, 99', which extend across the front ofassembly 10 aboveblade base 95 on either side ofconveyor 97, are attached tobrackets 100, 100'. Diverters 99, 99' are positioned to direct all the broken up material toconveyor 97. Whenframe 44 is lifted from its operating position for the purpose of transportingassembly 10 to a new location, byrams 52, 52', or by other lifting means,blade base 95 pivots against diverters 99, 99', or other stop means, socutter blade 94 is raised and thus does not scrape along the ground during transportation. -
Cutter blade 94 comprises a work tool that moves along the road surface, which comprises the work path. Cuttingassembly frame 44 functions as a tool holder or carrier. Continuous unidirectional force is applied thereto bymobile carrier 11 in a direction parallel to the work path.Oscillators 56, 56' generate a reciprocating force, at least one component of which acts parallel to the work path. Eachresonant beam 54, 54' comprises a force transmitting member, its upper extremity comprising an input to which the reciprocating oscillator force is applied, and its lower extremity comprising an output from which the reciprocating force is transferred to the tool. The tool advances intermittently along the work path responsive to the continuous unidirectional force applied bymobile carrier 11 and the reciprocating force applied byoscillators 56 and 56'. - Obviously, when the
cutter blade 94 engages the material, reactive forces will be directed thereagainst, both in horizontal and vertical directions, and will be dependent upon the character of the material. An angle between 45° and 55° relative to the surface of the material has been found optimum for cutting pavement to maintain the ultimate cutting in a plane parallel to the material surface in the direction of machine travel. In general, the harder the material the larger the angle. Thus, for ordinary asphalt the angle has been found to be between 48° and 52°, for soft asphalt the angle has been found to be between 45° and 48°, and for concrete the angle has been found to be between 52° and 55°. Theparallelogram units 36, 36' can be shifted by appropriate energization of theangular adjustment ram 50 to optimize the cutting action on the material encountered. Similarly, the cutting depth ofcutter blade 94, below the grade, i.e., surface of the pavement, can be automatically or manually controlled by appropriate energization of the vertical adjustment rams 52, 52'. The previously described design of cuttingassembly frame 44, which locates its center of gravity close to upright support beams 46, 46', i.e., nearly directly overcutter blade 94, permits the weight of cuttingassembly frame 44 to counteract most effectively the reactive forces exerted oncutter blade 94 by the material being cut. This minimizes the forces and moments exerted onparallelogram units 36, 36' by cuttingassembly frame 44 and discouragescutter blade 94 from moving out of engagement with the material being cut. - When the
beams 54, 54' withdraw from contact with thecutter blade 94 during resonant vibration a momentary gap is formed which will remain until a repeated forward motion of thebeams 54, 54'. To maximize the cutting force, it has been found that contact of the beams with the cutter blade preferably is made in the region where maximum forward velocity (and momentum) of the beams is approached in the forward (cutting) direction. Since thecutter blade 94 is in engagement with material to be cut, the adjacent beam is urged forwardly relative thereto, thus to close the momentary gap at the appropriate time of the resonant cycle. - This action, which is important to the effective cutting of concrete, asphalt, and other hard materials, can be explained more readily by reference to FIGS. 5A-5C wherein the various operational dispositions of the
cutter blade 94 and theresonant beams 54, 54' are diagrammatically illustrated in somewhat exaggerated form for purposes of explanation. - In the time-displacement graph of FIG. 6, the abscissa N represents the neutral position of
beams 54, 54', sinusoidal waveform S represents the reciprocating displacement of the beam outputs about their neutral position as a function of time, and the dashed line represents the position of the tool, i.e.,cutter blade 94, relative to frame 44 as a function of time. For maximum force transfer, it is desirable for the beams to strike the tool when the beam outputs are traveling at maximum forward velocity, i.e., at the neutral position of the beam outputs. The neutral position of the beam outputs is their position when at rest, i.e., not resonating or being deflected, while the beam is in operating position, i.e., pivoted into abutment with stop member 90. During operation, asbeams beams 54, 54', and the back surface oflever arms 96, 96', as illustrated in FIG. 5A. As the beam outputs move slightly forward from their neutral position toward the tool, they simultaneously strike the tool and drive it forward to perform the desired work, i.e., cutting through the concrete or asphalt road surface. The beam outputs remain in contact with the tool, as illustrated in FIG. 5B, until the beam outputs reach the forward extremity, i.e., peak, of their reciprocating excursion, which is represented by point B in FIG. 6. This is approximately slightly less than 90° of the beam reciprocation cycle. As the beam outputs begin to move in a rearward direction on their reciprocating excursion, a momentary gap is formed between the beam outputs and the tool, which is represented by the distance between lines D and S in FIG. 6. The continuous forward movement offrame 44 withmobile carrier 11, while the tool is held stationary by engagement with the road surface, reduces the distance between the tool and the neutral position of the beam outputs, which is represented in FIG. 6 by the slope of line D toward line N. When the beam outputs are moving in a rearward direction, beams 54, 54' are spaced fromlever arms 96, 96' as illustrated in FIG. 5C. The momentary gap between the tool and the beam outputs is maximum at a point of their reciprocating excursion slightly before the rear extremity, which is represented by point C in FIG. 6. In summary, during each cycle of reciprocation ofbeams 54, 54', the beam outputs contact the tool during a short interval approaching 90° of the beam cycle, which is represented in FIG. 6 by the distance along waveform S between points X and Y. During the remainder of each cycle, the beam outputs are out of contact with the tool, which is represented in FIG. 6 by the distance along line D between points B and X. As previously indicated, the most efficient transfer of force from the beam outputs to the tool occurs with a contact interval approaching 90° of the beam cycle. To achieve this contact interval, the speed ofmobile carrier 11 is adjusted accordingly to the stroke of the beam outputs, i.e., their peak to peak amplitude. The larger the stroke, the faster the speed ofmobile carrier 11. - Although the invention is illustrated in a machine for cutting concrete or asphalt road surfaces, it could be incorporated into any number of material working machines such as a coal planar, timber shearer, a bulldozer, a front end loader, a rock ripper, or a shovel bucket. In each case, an appropriate tool is employed. In the case of a shovel bucket, the continuous unidirectional force would be the closing force, i.e., line pull, of the bucket, which is continuous over the intervals of time in which the bucket is closing and is interrupted while the bucket is carrying its load from place to place. In general, the invention is applicable to any type of material working function wherein a tool is advanced through the material to perform the desired work. The invention can be practiced with other types of force transmitting members, for example, nonresonant members vibrating in a forced mode. In any case, the gap prevents the oscillator force from being transferred self- destructively back through the force transmitting member.
Claims (5)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US87324978A | 1978-01-30 | 1978-01-30 | |
| US873249 | 1978-01-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0010105A1 EP0010105A1 (en) | 1980-04-30 |
| EP0010105B1 true EP0010105B1 (en) | 1982-05-05 |
Family
ID=25361256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19790900211 Expired EP0010105B1 (en) | 1978-01-30 | 1979-08-28 | Pavement planing machine |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0010105B1 (en) |
| JP (1) | JPS6256281B2 (en) |
| DE (2) | DE2934904A1 (en) |
| WO (1) | WO1979000563A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5390983A (en) * | 1994-01-07 | 1995-02-21 | Inco Limited | Roadbed profiler and method of profiling |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3232669A (en) * | 1962-05-03 | 1966-02-01 | Jr Albert G Bodine | Sonic machine for cutting pavement |
| US3336082A (en) * | 1964-10-07 | 1967-08-15 | Jr Albert G Bodine | Method and apparatus for ripping rock by sonically vibratory teeth |
| US3367716A (en) * | 1967-03-31 | 1968-02-06 | Albert G. Bodine | Sonic rectifier coupling for rock cutting apparatus |
| US3527501A (en) * | 1968-01-04 | 1970-09-08 | Shell Oil Co | Resonant vibratory impulse plow |
| US3437381A (en) * | 1968-02-05 | 1969-04-08 | Albert G Bodine | Vehicle mounted sonic shearing device having propulsion aiding means |
| US3590501A (en) * | 1969-06-05 | 1971-07-06 | Albert G Bondine | Continuous excavating and conveyor mechanism employing sonic energy |
| US3770322A (en) * | 1971-04-12 | 1973-11-06 | Caterpillar Tractor Co | Apparatus for fracture of material in situ with stored inertial energy |
| US4003603A (en) * | 1975-12-01 | 1977-01-18 | Caterpillar Tractor Co. | Impact means for ripper |
-
1979
- 1979-01-29 JP JP50041679A patent/JPS6256281B2/ja not_active Expired
- 1979-01-29 DE DE792934904A patent/DE2934904A1/en not_active Withdrawn
- 1979-01-29 DE DE7979900211T patent/DE2962660D1/en not_active Expired
- 1979-01-29 WO PCT/US1979/000042 patent/WO1979000563A1/en unknown
- 1979-08-28 EP EP19790900211 patent/EP0010105B1/en not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| WO1979000563A1 (en) | 1979-08-23 |
| DE2962660D1 (en) | 1982-06-24 |
| JPS6256281B2 (en) | 1987-11-25 |
| DE2934904A1 (en) | 1980-12-11 |
| EP0010105A1 (en) | 1980-04-30 |
| JPS55500089A (en) | 1980-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4250760A (en) | Drive assembly for pavement planing apparatus | |
| US4193636A (en) | Asphalt paving planer with conveyor forwardly of cutting drum | |
| US3367716A (en) | Sonic rectifier coupling for rock cutting apparatus | |
| US4229046A (en) | Tool driving apparatus and method | |
| US4676688A (en) | Self-contained mobile crushing station | |
| US3437381A (en) | Vehicle mounted sonic shearing device having propulsion aiding means | |
| US4230369A (en) | Pavement planing method and apparatus | |
| US4258956A (en) | Method and apparatus for driving a single transversely elongated tool with a plurality of force transmitting beams | |
| US4402629A (en) | Resonantly driven pavement crusher | |
| US3269039A (en) | Sonic earth moving machine | |
| EP0067018B1 (en) | Material working machines | |
| US4359102A (en) | Resonance aided earth-working equipment | |
| EP0010105B1 (en) | Pavement planing machine | |
| US4252376A (en) | Ripping tool driving apparatus | |
| US4374602A (en) | Pavement cutter | |
| EP0023930B1 (en) | A material working machine, particularly a pavement planer | |
| US4330156A (en) | Resonant system speed control | |
| US5144760A (en) | Trencher | |
| US4467539A (en) | Resonance aided front end loader | |
| CA1123251A (en) | Pavement planing method and apparatus | |
| US4229045A (en) | Resonant tool driving apparatus with tool stop | |
| US4343514A (en) | Resonant tool driving system with gap | |
| US4444434A (en) | Continuous miner | |
| EP0086240B1 (en) | Resonantly driven pavement crusher | |
| US4511282A (en) | Pavement penetrating tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB SE |
|
| 17P | Request for examination filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 2962660 Country of ref document: DE Date of ref document: 19820624 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920219 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19930216 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19931001 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19931214 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19931223 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19940131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19950129 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19950929 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |