DE10160623B4 - Apparatus and method for monitoring a laser processing operation, in particular a laser welding operation - Google Patents
Apparatus and method for monitoring a laser processing operation, in particular a laser welding operation Download PDFInfo
- Publication number
- DE10160623B4 DE10160623B4 DE2001160623 DE10160623A DE10160623B4 DE 10160623 B4 DE10160623 B4 DE 10160623B4 DE 2001160623 DE2001160623 DE 2001160623 DE 10160623 A DE10160623 A DE 10160623A DE 10160623 B4 DE10160623 B4 DE 10160623B4
- Authority
- DE
- Germany
- Prior art keywords
- radiation
- detected
- spectral
- optical radiation
- interaction zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/032—Observing, e.g. monitoring, the workpiece using optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
Vorrichtung zum Überwachen eines Laserbearbeitungsvorgangs, insbesondere eines Laserschweißvorgangs, mit einer optischen Abbildungsanordnung (16, 22, 24; 29, 24), die ein Beobachtungsgebiet im Bereich einer Wechselwirkungszone (17) zwischen Arbeitslaserstrahl (13) und Werkstück (18) auf einen Eintrittsbereich (21) einer Empfängeranordnung (19). abbildet, die ein lichtzerlegendes Element (25) und als Fotoempfängeranordnung einen positionssensitiven Detektor aufweist, dessen Ausgangssignal dem auf Wellenlänge oder Frequenz der optischen Strahlung bezogenen Schwerpunkt der spektralen Verteilung der erfaßten optischen Strahlung entspricht.Apparatus for monitoring a laser machining operation, in particular a laser welding operation, comprising an optical imaging arrangement (16, 22, 24, 29, 24) which has an observation area in the region of an interaction zone (17) between working laser beam (13) and workpiece (18) on an entrance area (16). 21) of a receiver arrangement (19). which has a light-decomposing element (25) and a position-sensitive detector as a photoreceiver arrangement whose output signal corresponds to the center of gravity of the spectral distribution of the detected optical radiation relative to the wavelength or frequency of the optical radiation.

Description
Die Erfindung betrifft eine Vorrichtung und ein Verfahren zum Überwachen eines Laserbearbeitungsvorgangs, insbesondere eines Laserschweißvorgangs.The invention relates to an apparatus and a method for monitoring a laser processing operation, in particular a laser welding operation.
Um bei der Laserbearbeitung die Qualität des Bearbeitungsvorgangs in Echtzeit erfassen und bewerten zu können, und um gegebenenfalls steuernd oder regelnd in den Bearbeitungsvorgang eingreifen zu können, ist es bereits bekannt, optische Strahlung aus den Bereich einer Wechselwirkungszone zwischen Arbeitslaserstrahl und Werkstück zu beobachten. Insbesondere wird je nach verwendetem Arbeitslaser die optische Strahlung eines Plasmas oder einer Metalldampfwolke erfaßt, um aus der Intensität der Strahlung auf den Zustand des Plasmas bzw. der Metalldampfwolke und damit auf die Qualität der Laserbearbeitung schließen zu können.In order to be able to record and evaluate the quality of the machining process in real time in laser processing, and to be able to intervene in the machining process if necessary, it is already known to observe optical radiation from the region of an interaction zone between working laser beam and workpiece. In particular, depending on the working laser used, the optical radiation of a plasma or a metal vapor cloud is detected in order to be able to deduce the intensity of the radiation on the state of the plasma or the metal vapor cloud and thus on the quality of the laser processing.
Die Messung der Strahlungsintensität ist jedoch sehr stark von der Justierung der jeweiligen Sensoren abhängig, so daß bei der Anordnung der Sensoren ein erheblicher Justageaufwand erforderlich ist.However, the measurement of the radiation intensity is very much dependent on the adjustment of the respective sensors, so that a considerable adjustment effort is required in the arrangement of the sensors.
Ferner ist aus der
Aus der
Aus der
Intensitätsmessungen der Strahlung sind jedoch, wie Eingangs bereits erwähnt, stark Justage abhängig, so daß bereits kleine Fehler in der Justierung der Sensoren eine zuverlässige Qualitätskontrolle und/oder Steuerung des Arbeitsvorgangs zumindest erheblich erschweren.However, intensity measurements of the radiation are, as already mentioned, strongly adjustment dependent, so that even small errors in the adjustment of the sensors make a reliable quality control and / or control of the operation at least considerably more difficult.
Die
Die
Die
Die
Auch die Entgegenhaltung
Davon ausgehend liegt der Erfindung die Aufgabe zugrunde, eine Vorrichtung und ein Verfahren zum Überwachen eines Laserbearbeitungsvorgangs bereitzustellen, die ohne großen Justageaufwand zuverlässige Meßsignale für die Qualitätssicherung und/oder die Steuerung des Laserbearbeitungsvorgangs liefern.Based on this, the object of the invention is to provide a device and a method for monitoring a laser processing operation, which supply reliable measurement signals for quality assurance and / or the control of the laser processing operation without great adjustment effort.
Diese Aufgabe wird durch die Vorrichtungen nach Anspruch 1 und 3 sowie durch die Verfahren nach Anspruch 5 und 6 gelöst.This object is achieved by the devices according to
Vorrichtungsseitig ist also gemäß dem geltenden Patentanspruch 1 als Fotoempfängeranordnung ein positionssensitiver Detektor, z. B. eine positionssensitive Diode vorgesehen, dessen bzw. deren Ausgangssignal dem auf Wellenlänge oder Frequenz der optischen Strahlung bezogenen Schwerpunkt der spektralen Verteilung der erfaßten optischen Strahlung entspricht. Das Ausgangssignal eines derartigen positionssensitiven Detektors stellt also bereits ein Maß für den spektralen Schwerpunkt dar, so daß ohne großen Rechenaufwand mit hoher Geschwindigkeit ein geeignetes Maß für die spektrale Verteilung der erfaßten Strahlung ermittelt werden kann. Somit ist eine besonders zeitnahe Qualitätsüberwachung und/oder Sicherung zu ermöglich.On the device side, therefore, according to the
Um auch bei relativ geringen Lichtintensitäten im sichtbaren Bereich das empfangene Licht möglichst verlustfrei auswerten zu können, ist bei einer zweckmäßigen Ausgestaltung dieser erfindungsgemäßen Vorrichtung vorgesehen, daß als lichtzerlegendes Element ein abbildendes Beugungsgitter vorgesehen ist, das den Eintrittsbereich auf die Fotoempfängeranordnung abbildet.In order to be able to evaluate the received light as lossless as possible even at relatively low light intensities in the visible range, it is provided in an expedient embodiment of this device according to the invention that an imaging diffraction grating is provided as the light-decomposing element which images the entrance area onto the photoreceptor arrangement.
Gemäß dem geltenden Patentanspruch 3 wird der spektrale Schwerpunkt als Maß der spektralen Verteilung der erfaßten Strahlung mit Hilfe von zwei Empfängeranordnungen ermittelt, die unterschiedliche spektrale Empfindlichkeitsverläufe aufweisen, so daß aus den beiden Ausgangssignalen der gesuchte Schwerpunkt ermittelt werden kann.According to the
Hierbei läßt sich der schaltungstechnische Aufwand wesentlich reduzieren, wenn als erste strahlungsempfindliche Empfängeranordnung ein fotoempfindlicher Sensor vorgesehen ist, der ein der einfallenden Intensität entsprechendes Signal liefert, und wenn als zweite strahlungsempfindliche Empfängeranordnung ein dem ersten Sensor entsprechender zweiter fotoempfindlicher Sensor mit zugeordnetem Farbfilter vorgesehen ist, das eine spektrale Gewichtung der gefilterten Strahlung bewirkt.In this case, the circuit complexity can be substantially reduced if a photosensitive sensor is provided as the first radiation-sensitive receiver arrangement, which provides a signal corresponding to the incident intensity, and if a second photosensitive sensor with associated color filter is provided as a second radiation-sensitive receiver arrangement corresponding to the first sensor causes a spectral weighting of the filtered radiation.
Die Ermittlung eines Maßes für die spektrale Verteilung der optischen Strahlung, die aus dem Bereich der Wechselwirkungszone kommt, gemäß den erfindungsgemäßen Verfahren ermöglicht eine sehr schnelle und zuverlässige Aussage über den Bearbeitungsvorgang, wobei selbst bei großen Intensitätsschwankungen in Folge unterschiedlicher Erfassungsrichtungen für die Strahlung das Maß für die spektrale Verteilung stets dasselbe ist, da die spektrale Verteilung der Strahlung im Gegensatz zur Intensität nicht von der Abstrahlrichtung abhängig ist.The determination of a measure for the spectral distribution of the optical radiation, which comes from the region of the interaction zone, according to the inventive method allows a very fast and reliable statement about the machining process, even for large intensity fluctuations due to different detection directions for the radiation the measure of the spectral distribution is always the same, since the spectral distribution of the radiation is not dependent on the emission direction in contrast to the intensity.
Die Erfassung des spektralen Schwerpunkts, also des Schwerpunkts der spektralen Verteilung der erfaßten Strahlung hat dabei den Vorteil, daß hierdurch ein Maß für die Temperatur der Strahlungsquelle erhalten wird, das auf einfache und schnelle Weise ermittelt werden kann. Stammt die optische Strahlung von einem Plasma, so wird davon ausgegangen, daß sich beim Laserschweißen mit großer Näherung ein thermisches Plasma über der Wechselwirkungszone ausbildet.The detection of the spectral center of gravity, ie the center of gravity of the spectral distribution of the detected radiation has the advantage that a measure of the temperature of the radiation source is thereby obtained, which can be determined in a simple and rapid manner. If the optical radiation originates from a plasma, it is assumed that, with laser welding, a thermal plasma forms over the interaction zone with great approximation.
Der Einsatz von positionsempfindliche Dioden oder Detektoren als positionsempfindliche Empfänger hat den Vorteil, daß ihr Ausgangssignal bereits den spektralen Schwerpunkt darstellt, so daß ohne großen Rechenaufwand mit hoher Geschwindigkeit ein geeignetes Maß für die spektrale Verteilung der erfaßten Strahlung ermittelt werden kann.The use of position-sensitive diodes or detectors as position-sensitive receiver has the advantage that its output signal already represents the spectral center of gravity, so that a large amount of computational effort at high speed a suitable measure of the spectral distribution of the detected radiation can be determined.
Wird die spektrale Verteilung der von der Plasmawolke bzw. Metalldampfwolke emittierten Strahlung erfaßt, so läßt diese Rückschlüsse auf die Temperatur der Plasmawolke bzw. Metalldampfwolke zu, aus der wiederum auf die Einschweißtiefe des Lasers und gegebenenfalls auch auf die Schweißtemperatur zurückgeschlossen werden kann.If the spectral distribution of the radiation emitted by the plasma cloud or metal vapor cloud is detected, then these conclusions can be drawn to the temperature of the plasma cloud or metal vapor cloud, from which in turn it is possible to deduce the welding depth of the laser and optionally also the welding temperature.
Die Erfindung wird im folgenden beispielsweise anhand der Zeichnung näher erläutert. Es zeigen:The invention will be explained in more detail below, for example, with reference to the drawing. Show it:
In den verschiedenen Figuren der Zeichnung sind einander entsprechende Bauteile mit gleichen Bezugszeichen versehen.In the various figures of the drawing corresponding components are provided with the same reference numerals.
Wie in
Seitlich am Laserbearbeitungskopf
Die Empfängeranordnung
Um das vom Beugungsgitter
Beispielsweise kann als Fotoempfängeranordnung
Eine besonders einfache elektronische Auswertung ergibt sich, wenn als Fotoempfängeranordnung
Das Ausgangssignal der Fotoempfängeranordnung wird an eine Auswerteschaltung
Bei der in
Somit ist es beispielsweise denkbar zur Überwachung eines Laserschweißvorgangs das Plasma bzw. die Metalldampfwolke in einem Bereich unterhalb der Werkstückoberfläche zu beobachten, um aus der Lage des spektralen Schwerpunkts oder der damit korrelierten Temperatur des Plasmas bzw. der Metalldampfwolke auf die Fokuslage des Arbeitslasers bzw. die Einschweißtiefe zu schließen. Andererseits scheint es auch möglich, die Plasma- oder Metalldampfwolke zwischen Laserbearbeitungskopf und Werkstückoberfläche zu erfassen, um aus Schwankungen der spektralen Schwerpunktlage entweder unmittelbar oder über die damit korrelierte Plasma- oder Metalldampftemperatur auf die Laserleistung oder andere Parameter des Bearbeitungsvorgangs zu schließen.Thus, it is conceivable, for example, for monitoring a laser welding process to observe the plasma or the metal vapor cloud in a region below the workpiece surface in order to determine the position of the spectral center of gravity or the correlated temperature of the plasma or the metal vapor cloud on the focus position of the working laser or Weld depth to close. On the other hand, it also seems possible to detect the plasma or metal vapor cloud between the laser processing head and the workpiece surface in order to conclude from fluctuations in the spectral center of gravity either directly or via the plasma or metal vapor temperature correlated therewith to the laser power or other parameters of the machining process.
Die
In entsprechender Weise kann auch ein durchbohrter Umlenkspiegel, ein sogenannter Scraper-Spiegel, im Strahlengang angeordnet sein, der den Arbeitslaserstrahl durchläßt und nur den Randbereich der zurückkommenden Strahlung zur Empfängeranordnung umlenkt.In a corresponding manner, a bored deflecting mirror, a so-called scraper mirror, can be arranged in the beam path, which transmits the working laser beam and deflects only the edge region of the returning radiation to the receiver arrangement.
Wie in
Die beiden Sensoren
Auch die in
Um in unterschiedliche Gebiete im Bereich der Wechselwirkungszone
Unter der Voraussetzung, daß die beiden Sensoren
Werden fotoempfindliche Sensoren
Die vorliegende Erfindung schafft also ein Verfahren und eine Vorrichtung mit deren Hilfe eine aus dem Bereich einer Wechselwirkungszone zwischen Laserstrahl und Werkstück kommende Strahlung zur Überwachung eines Laserbearbeitungsvorgangs erfaßt und analysiert werden kann. Insbesondere wird die von einem Gebiet im Bereich der Wechselwirkungszone
Im Falle eines YAG-Lasers, dessen Wellenlänge bei ca. 1064 nm liegt, wird im wesentlichen nur die Strahlung mit einer Wellenlänge im Bereich zwischen etwa 400 und 600 nm berücksichtigt. Im Falle eines CO2-Lasers, der bei einer Wellenlänge von etwa 10.600 nm arbeitet, und der ein Plasma über der Wechselwirkungszone
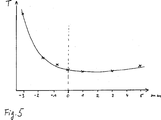
Im Falle des Ausführungsbeispiels nach
Schließlich wird für die erfaßte Strahlung der spektrale Schwerpunkt ihrer spektralen Intensitätsverteilung in der oben beschriebenen Weise ermittelt, um auf den Zustand des Plasmas oder der Metalldampfwolke schießen zu können.Finally, for the detected radiation, the spectral center of gravity of its spectral intensity distribution is determined in the manner described above in order to be able to fire at the state of the plasma or the metal vapor cloud.
Aufgrund dieser Vorgehensweise wird eine schnelle und einfache Überwachung des Plasmas bzw. der Metalldampfwolke zwischen Werkstückoberfläche und Laserbearbeitungskopf oder innerhalb der Dampfkapillare der Wechselwirkungszone ermöglicht, um Rückschlüsse auf die Bearbeitungsqualität ziehen zu können.Because of this approach, a quick and easy monitoring of the plasma or the metal vapor cloud between the workpiece surface and the laser processing head or within the vapor capillary of the interaction zone is made possible in order to draw conclusions about the quality of machining.
Claims (11)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2001160623 DE10160623B4 (en) | 2001-12-11 | 2001-12-11 | Apparatus and method for monitoring a laser processing operation, in particular a laser welding operation |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2001160623 DE10160623B4 (en) | 2001-12-11 | 2001-12-11 | Apparatus and method for monitoring a laser processing operation, in particular a laser welding operation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE10160623A1 DE10160623A1 (en) | 2003-06-12 |
| DE10160623B4 true DE10160623B4 (en) | 2011-06-09 |
Family
ID=7708683
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE2001160623 Expired - Fee Related DE10160623B4 (en) | 2001-12-11 | 2001-12-11 | Apparatus and method for monitoring a laser processing operation, in particular a laser welding operation |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE10160623B4 (en) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3792683B2 (en) * | 2003-07-16 | 2006-07-05 | ファナック株式会社 | Laser welding equipment |
| DE102004041935B4 (en) * | 2004-08-30 | 2012-04-05 | Precitec Kg | Device for observing a laser processing process, and device for controlling the laser processing process |
| DE102005024085A1 (en) * | 2005-05-25 | 2006-11-30 | Precitec Kg | Laser processing step e.g. laser welding/cutting process, monitoring device for workpiece, has radiation-sensitive receiver e.g. photodiode, and camera e.g. CCD image sensor, that simultaneously supply output signals to evaluation circuit |
| DE502005001790D1 (en) * | 2005-06-23 | 2007-12-06 | Trumpf Werkzeugmaschinen Gmbh | METHOD FOR DETERMINING THE FOCUS OF A LASER BEAM |
| DE102006028250A1 (en) * | 2006-06-20 | 2007-12-27 | Carl Zeiss Microimaging Gmbh | Monitoring laser welding processes with or without spontaneous plasma zone formation, images optical radiation from processing region, analyzes spectrally and evaluates |
| EP1886757B1 (en) | 2006-08-07 | 2009-07-01 | LVD Company NV | Arrangement and method for the on-line monitoring of the quality of a laser process exerted on a workpiece using a heat detection camera and a tilted mirror |
| DE102007024789B3 (en) | 2007-05-26 | 2008-10-23 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Method for detecting defects in a weld during a laser welding process |
| DE102008006625B4 (en) | 2008-01-29 | 2011-07-14 | ThyssenKrupp Steel Europe AG, 47166 | Method and device for monitoring the laser beam welding of coated boards |
| DE102010015682B4 (en) * | 2010-04-21 | 2014-01-02 | Peter Arnold | Device for detecting the process radiation during laser material processing |
| DE102010021596A1 (en) | 2010-05-26 | 2011-12-01 | Technische Universität München | Fusion welding method of workpieces, involves changing composition of molten bath according to concentration of molten bath component in excited vapor of workpiece which is partially vaporized in molten bath |
| DE102010036508B4 (en) * | 2010-07-20 | 2017-02-23 | Koki Technik Transmission Systems Gmbh | Method for determining a geometry of a weld |
| SE535767C2 (en) * | 2011-04-28 | 2012-12-11 | Westinghouse Electric Sweden | Procedure for welding nuclear fuel rod |
| DE102016208264A1 (en) * | 2016-05-13 | 2017-11-16 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Method and device for monitoring, in particular for controlling, a cutting process |
| EP4074492B1 (en) * | 2021-04-13 | 2023-09-20 | Leister Technologies AG | System for joining workpieces of thermoplastic material by through-transmission laser welding |
| CN118010725A (en) * | 2024-02-05 | 2024-05-10 | 深圳市九州智焊未来科技有限公司 | Detection system and method for laser welding process |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS576859A (en) * | 1980-06-16 | 1982-01-13 | Canon Inc | Copying density controller |
| JPH0210970A (en) * | 1988-06-28 | 1990-01-16 | Fujitsu Ltd | Clamping circuit |
| DE3908187A1 (en) * | 1989-03-14 | 1990-09-20 | Jurca Marius Christian | METHOD FOR QUALITY ASSURANCE IN LASER BEAM WELDING AND CUTTING |
| DE4006622C2 (en) * | 1990-03-02 | 1993-10-14 | Fraunhofer Ges Forschung | Device for monitoring workpieces machined with laser radiation |
| DE4439714A1 (en) * | 1994-11-09 | 1996-05-15 | Fraunhofer Ges Forschung | Marking, with signs and lettering, prods. during mfr. by laser radiation |
| US5969335A (en) * | 1996-09-20 | 1999-10-19 | Matsushita Electric Industrial Co., Ltd. | Laser control system for use in laser processing machine utilizing laser-induced plasma detecting system |
| DE10013892A1 (en) * | 1999-03-23 | 2000-12-28 | Nissan Motor | Method and device for determining the welding quality at a weld between workpieces |
| DE19927803A1 (en) * | 1999-06-11 | 2000-12-28 | Matthias Negendanck | Device for checking the focus position during laser beam welding |
-
2001
- 2001-12-11 DE DE2001160623 patent/DE10160623B4/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS576859A (en) * | 1980-06-16 | 1982-01-13 | Canon Inc | Copying density controller |
| JPH0210970A (en) * | 1988-06-28 | 1990-01-16 | Fujitsu Ltd | Clamping circuit |
| DE3908187A1 (en) * | 1989-03-14 | 1990-09-20 | Jurca Marius Christian | METHOD FOR QUALITY ASSURANCE IN LASER BEAM WELDING AND CUTTING |
| DE4006622C2 (en) * | 1990-03-02 | 1993-10-14 | Fraunhofer Ges Forschung | Device for monitoring workpieces machined with laser radiation |
| DE4439714A1 (en) * | 1994-11-09 | 1996-05-15 | Fraunhofer Ges Forschung | Marking, with signs and lettering, prods. during mfr. by laser radiation |
| US5969335A (en) * | 1996-09-20 | 1999-10-19 | Matsushita Electric Industrial Co., Ltd. | Laser control system for use in laser processing machine utilizing laser-induced plasma detecting system |
| DE10013892A1 (en) * | 1999-03-23 | 2000-12-28 | Nissan Motor | Method and device for determining the welding quality at a weld between workpieces |
| DE19927803A1 (en) * | 1999-06-11 | 2000-12-28 | Matthias Negendanck | Device for checking the focus position during laser beam welding |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10160623A1 (en) | 2003-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10120251B4 (en) | Method and sensor device for monitoring a laser processing operation to be performed on a workpiece and laser processing head with such a sensor device | |
| DE102009007769B4 (en) | Laser processing head with integrated sensor device for focus position monitoring | |
| EP1128927B1 (en) | Method and device for machining workpieces using high-energy radiation | |
| DE10160623B4 (en) | Apparatus and method for monitoring a laser processing operation, in particular a laser welding operation | |
| DE102012001609B3 (en) | Laser processing head | |
| EP2094429B9 (en) | Method and device for process monitoring during the working of a material | |
| EP0573474B1 (en) | Process for machining workpieces using a laser beam | |
| DE102009059245B4 (en) | Method and device for detecting and adjusting the focus of a laser beam in the laser machining of workpieces | |
| DE102005024085A1 (en) | Laser processing step e.g. laser welding/cutting process, monitoring device for workpiece, has radiation-sensitive receiver e.g. photodiode, and camera e.g. CCD image sensor, that simultaneously supply output signals to evaluation circuit | |
| DE102019116309A1 (en) | Method and device for the controlled machining of a workpiece | |
| DE102004020704A1 (en) | Sensor device for detecting radiation from the region of an interaction zone between a laser beam and a workpiece and device for monitoring a laser processing operation and laser processing head | |
| DE69721378T2 (en) | Laser focus control in processing operations of materials | |
| DE102013008774B3 (en) | Analysis device installed in laser processing machine for analyzing laser radiation, has beam sensor that analyzes laser radiation in main beam path, and optical devices that analyzes respective analysis beam aligned on beam sensor | |
| DE102008056695B4 (en) | Laser processing head for processing a workpiece using a laser beam | |
| DE10056329B4 (en) | Optical distance measuring method and distance sensor | |
| DE4006622C2 (en) | Device for monitoring workpieces machined with laser radiation | |
| DE102004041935B4 (en) | Device for observing a laser processing process, and device for controlling the laser processing process | |
| DE202009014893U1 (en) | Device for detecting and adjusting the focus of a laser beam in the laser machining of workpieces | |
| DE102021101658B4 (en) | Laser processing head with chromatic compensation device | |
| DE102019208106B3 (en) | Arrangement for monitoring laser structuring processes that are carried out on the surfaces of components | |
| EP4087701A1 (en) | Method and device for the controlled machining of a workpiece by means of confocal distance measurement | |
| DE102004051310B4 (en) | Apparatus and method for performing emission spectrometry | |
| DE102010039633B4 (en) | Device and method for determining the focal position of a laser beam used for laser material processing along the laser beam axis | |
| DE19522493C2 (en) | Method for determining the instantaneous penetration depth of a machining laser beam into a workpiece and device for carrying out this method | |
| DE4039303A1 (en) | Monitoring laser beam working process - by measuring intensity changes in measuring laser beam after passage through vapour or plasma cloud above work area |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8110 | Request for examination paragraph 44 | ||
| R020 | Patent grant now final |
Effective date: 20110910 |
|
| R119 | Application deemed withdrawn, or ip right lapsed, due to non-payment of renewal fee |