CN86105687A - Container is applied method and apparatus with maturation process - Google Patents
Container is applied method and apparatus with maturation process Download PDFInfo
- Publication number
- CN86105687A CN86105687A CN 86105687 CN86105687A CN86105687A CN 86105687 A CN86105687 A CN 86105687A CN 86105687 CN86105687 CN 86105687 CN 86105687 A CN86105687 A CN 86105687A CN 86105687 A CN86105687 A CN 86105687A
- Authority
- CN
- China
- Prior art keywords
- container
- coating
- slaking
- route
- stove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Herein disclosed is a kind of method and apparatus that container is carried out the coating and the slaking of external isolation coating.The continuous mobile production line of container is clamped and is made container move into coating chamber, and container its whole outer surface under rotation is all coated.Again container is brought into curing chamber, make under its convection current air and radiant heat energy that alternately is exposed to heating, carry out slaking.Solidify and the slaking of coating are from inside to outside carried out.Can make convection current air wetting in addition, before reaching higher temperature, can suppress the maturing process of barrier coat like this.
Description
Current, some soft drinks (for example soda pop) normally are contained in a kind of plastic containers that are called as pet container.In addition, other plastic containers also are being used to or are being developed and are being used for beer packed, romaine lettuce condiment and other food, and are used to pack cosmetics, medicine and other materials.The storage life of plastic containers is shorter, and carbonated drink has just been lost the carbon dioxide that it was dissolved with after the short time, and other products can be lost their freshness, and they can not be resaled to the consumer.Can it be coated on the outer surface of pet container with barrier coating now, they can make the gas permeability of plastics reduce, and therefore can keep beverage to experience the long time under the condition of its inflation, prolong the storage life of this packing.The barrier coating of other types is used to or is being developed the plastic containers that are used for other types, equally also is in order to prolong the storage life of this class packing.
What the present invention relates to is that plastic containers are applied method and apparatus with maturation process, also comprise transport plastic containers and with they with rapidly and effective and efficient manner move through normal coating and the normal maturation of the equipment of coating and maturation process with the assurance container, make coated and container slaking obtain whole benefits of the prolongation storage life that the outer surface barrier coat can provide.
According to of the present invention container is applied method and apparatus with maturation process, a part that preferably belongs to a whole set of plastic containers production line, this production line comprise moulding, clean, coating, slaking, lettering or label and packaged products is filled into the equipment that goes in the container.These equipments couple together to obtain economical and the necessary high-speed running of high-effect production with container conveyer, single-row queue machine and airborne carrier etc.
Under situation of the present invention, No. 647297 disclosed container transfering system of common pending application application of on September 4th, the most 1 registration with container deliver to coating and ripening device used in go.This movement system generally comprise a conveyer with the plastic containers of uncoated on the conveyance of delivering to a conveyer belt that the band grid is housed under the state that is horizontal positioned basically, and cooperating with one group of toter in time and moving.No. the 657244th, the common pending application application of submitting on October 3rd, 1984, " rotation and retractible container holding device and conveyer thereof " by name disclose a kind of suitable toter.The neck of this toter and each container or openning is connected and with they systems by coating and slaking will finish applying and the container of slaking is delivered on the conveyer of transporting then.Toter is sealed the mouth of each container effectively, makes that barrier coating only limits to be coated on the outer wall of container.Toter by their conveyer band and is moved to coating chamber, they place appropriate position in the coating chamber with container at this place, and with container rotation guaranteeing on the container coating being arranged all and be evenly distributed on it, it provides suitable making coating be unlikely to hang down or dripping and keep even distribution of rotatablely moving again.After coating was coated, container was brought into a curing oven by toter, and by a serpentine up and down reciprocatingly in stove by so that finish maturing process.
Of the present invention further aspect, the container of coating after finishing is by with making barrier coat on its outer surface stand the Combined Treatment of radiation cure and convection current slaking by curing oven.The toter band container and is passed through stove by a snakelike route up and down reciprocatingly.Each vertical channel all forms an independent cell that selected radiation is carried out slaking at the whole coating surface of container.In addition, also supply with hot-air in each vertical channel for these containers of convection current slaking.Curing oven can as required output and the needed residing time in furnace of barrier coat be equipped one or more vertical channels.
In a preferred plan, radiation source is equipped with for carrying out radiation cure in the bottom of each vertical channel.Have recirculation air flowing in each vertical channel, it by radiation source heats to previously selected temperature so that container is carried out the convection current slaking on the top of passage.A control system is housed regulates the flow velocity of slaking air and flow to guarantee normal slaking.
Curing oven can comprise that one or several has the section of slaking conditions such as different temperatures and humidity, serves as to adapt to all kinds of containers and the required slaking mode of coating specially to provide.
Each section can be equipped with a humidification system and carry out the necessary humidity of normal maturation to satisfy a certain specific coating.
Adopt the stove with radiation cure and convection current slaking of the present invention that the barrier coat of container outer surface is solidified and slaking simultaneously.In addition, the slaking of coating is from inside to outside, thereby can avoid " peeling ", and this is that a kind of outer surface that occurs at first solidifies and slaking, thereby stops the phenomenon of the further slaking of bottom.This peeling causes " mud crack " phenomenon when its bottom is emerged.The container of handling without normal maturation is out of use.
One object of the present invention, provide and a kind of container (particularly plastic containers) is applied method and apparatus with slaking, it comprises carrying container and the measure that its whole outer surface is all exposed basically, container outer surface is coated with the last layer barrier coat, then coating is carried out slaking, thereby make it can supply the usefulness of can consumer products.
Further purpose of the present invention is each container to be clamped, rotates and it is being moved by coating and curing step.
Further purpose of the present invention is that each container is clamped at its openend, so that whole outer surface can coated, and the then crested and do not have coating of container neck and inside, and make coating can obtain slaking.
Further purpose of the present invention provide a kind of delivery system with acceptance, clamping, rotation, and to move be the container of level basically, make its along a snakelike route by a coating chamber and a curing chamber.
Further purpose of the present invention provide a kind of container by with by coating chamber and curing chamber the time with the device of its rotation.
Another object of the present invention, provide and a kind ofly in coating chamber, it is rotated at a high speed to guarantee that coating evenly distributes when container, reduce its rotary speed then significantly to keep and the control coating layer thickness makes its method and apparatus under also not hanging of neither dripping by when spraying.
Further purpose provides a kind of as the aforementioned system, and it can select the speed of streamline according to desired output, and for example per minute is from 25 feet to 150 feet.
Another object of the present invention is the barrier coat on the maturation vessel from inside to outside.
Another object of the present invention is the slaking mode that radiant heat and convection current air are provided to the coating of container.
Another object of the present invention provides by the recirculation convection current air of radiation source heats to preselected temperature.
The another one purpose provides a kind of curing oven of multi-region section, changes the condition of slaking according to the requirement of different vessels and different coating.
Another object of the present invention provides the radiant heat energy projector of each the passage bottom that is contained in curing oven, and the form that their distribute can make all surfaces of radiation photograph and container.
The another one purpose is to provide a kind of humidification system to some in the specific coatings that the start vaporizer maturing process needed to reach a high temperature in the past.
Another object of the present invention provides a kind of stove with the design of standard combination unit, makes it easy to make, transports and assembles in container processing factory.
Other and further purpose, for those those skilled in the art that, will be open-and-shut having read after this specification, perhaps when the present invention is done actual application, will present clearly.
For the purpose of illustrating, selected an optimum implementation of the present invention also to narrate in conjunction with the accompanying drawings.These accompanying drawings are:
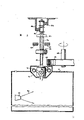
Fig. 1 is the schematic diagram of method and apparatus of the present invention, and it comprises that a packaging container district, coating region, slaking district and one unload container area, and these zones all use a transfer system of representing with chain-dotted line to link up.
Fig. 2 is the incomplete plane of a container transfering system, and it comprises sends into conveyer, time control conveying worm, conveyance and container holding device conveyer, and this system can be used in combination with the present invention.
Fig. 3 is a width of cloth side view, and it shows container and is just moving and pass through a coating chamber, also shows the mechanism of rotary container among the figure.
Fig. 4 is the section plan when a container holding device band container by coating chamber.
Fig. 5 is corresponding with Fig. 4, the relative position when showing container holding device with container.
Fig. 6 is a front view according to the curing oven that is formed by a plurality of unit combination of the present invention.
Fig. 7 is a width of cloth side cutaway view, shows the internal placement of a slaking passage and the recirculation line of convection current air.
Fig. 8 is the internal plane of the assembled unit of Fig. 7, and it shows the distribution situation of the template radiant heat projector according to the container shapes that is ripened.
Fig. 9 is the plane of the assembled unit of Fig. 6, and it shows the distribution situation of the template radiant heat projector in the adjacent curing oven passage.
Fig. 1 schematically shows the present invention, and it comprises among the non junction conveyer belt 10(figure and representing with chain-dotted line), it loads onto container from loading depot 12, and they are delivered to interleaving agent coating chamber 14, and then delivers to curing chamber 16 with the coating slaking.After this container is sent to debarkation stop 18, and be transmitted machine from this container and take next process to, with the edible running stores of container filling carbonated drink for example, or food article for example catsup, romaine lettuce condiment etc.Container is transported on the non junction conveyer belt in the mode of level, then is that detailed process will describe in detail below through a circuitous up and down route in coating and curing chamber.
Being suitable for a kind of container transfering system of the present invention has seen open in No. 647297 patent application of having addressed.As shown in Figure 2, it comprises that is sent into a conveyer 20, and the latter sent a gathering sill 24 and time control conveying worm 26 backs to arrive conveyance 28 in container in succession.Conveyance comprises that one is positioned each container of sending into for the inlet conveyer 30 within the grid 32 and the container conveyer 34 of a lattice, the latter supports through the guiding of container neck saddle 36 and transfers the container of horizontal positioned state to from erectility, and is located.The shape of the grid of this lattice conveyer and layout are applicable to container shapes shown in Figure 2.Certainly, the grid form of conveyance can be according to the shape correct optionally of different vessels, comprises the cylindrical vessel as addressing in No. the 647297th, the co-pending patent application.
The action of carried in containers machine 10 cooperates with conveyance 28 on time relationship, and it comprises container carrying equipment 38, and the latter is used to put and clamp the openend of container and is keeping basically carrying it under its level and by coating chamber and curing chamber.Each container carrying equipment moves along route A, is parallel to the container that moves by route B on conveyance, all cooperates on time and spatial relationship between the two.In addition, container carrying equipment is all being aimed at each container, as long as extend through two spaces between parallel channels, each toter just can put and clamp the neck of a container.By the time toter has been clamped after the container tightly, and the track of conveyance and airborne carrier just can separate, the toter band container carry out subsequently coating and the procedure of slaking.
The details of container carrying equipment has been seen open in No. the 647297th, co-pending patent application, so for the application, as long as there is certain understanding just enough.Each toter is contained on the non junction conveyer belt 10, it comprises an inner sleeve 40 and outer tube 42, the latter can rotate with respect to inner sleeve 40 by a rotating joint 44, and there is a chuck 46 its end, and its openend can connect with each container.Internal and external casing can be in axial sliding on their center-pole 48.A cam follower 50 on the inner sleeve cooperates so that sleeve pipe moves axially with cam 52.
Container is being loaded in the process of toter 38, cam follower 50 slides on the cam surface 54 of cam 52, thereby toter is seen Fig. 4 against its contained spring 56() elastic force push out vertically.Because the action of chuck 46 and container is to coordinate registration in time, chuck has put container and it has been clamped, shown in Fig. 2 left side.Toter 38A(Fig. 2 that connects with container not) under the elastic force effect of portion's spring 56 within it at cam clearance 58(Fig. 2) locate to be pushed back, and in subsequently coating and slaking flow process, advance along the route different with the toter that has container.
Fig. 4 and Fig. 5 show position and the working order of clamping device in effective travel of band upper container under the effect of cam surface 54 respectively.In Fig. 4, container holding device 38 has been brought container 22 into coating chamber 14, sprays barrier coating 60 by nozzle 62 to it.The position of container in coating chamber is to withstand cam follower 50 by cam surface 54 to be determined.Be contained in belt pulley 66 toter one side, that drive by rotating shaft 68 and drive a driving belt 64.Belt contacts with runner 70 and outer tube 42 and the container in coating chamber is rotated.The rotation of container be for guarantee container accept to spray the coating that comes equably and prevent coating before slaking, hang under or drip.
As can be seen, owing to container is held at neck, so its whole outer surface all can be sprayed coating.In addition, neck itself and internal tank then are cresteds, because these positions do not need coating.
In the prechamber 72 pipe 74 is housed, it sprays into coating chamber with humidity required in the holding chamber and prevent that coating from entering prechamber with one water smoke.Container carrying equipment is to support with cantilevered fashion and vertically move through coating chamber by being contained in guide rail 78 and 80 on the support 82 with horizontal state in Fig. 4 and Fig. 5.
Now consult Fig. 1 and Fig. 3: carried in containers conveyer belt 10 passes through coating chamber 14 and curing chamber 16 via the gear that is distributed in diverse location in circuitous up and down mode.The conveyer belt that has container is vertically moving from the top down and is entering coating chamber, and toter contacts the container 22 to rotate the outer tube on each toter and to be clamped in this device outermost end with driving belt 64.The high speed rotation that container changes with per minute 600 to 1000, the rotating speed when they enter and pass through the spraying district is preferably about 800 rev/mins.The rotation of container is evenly distributed on its face coating.Container continues with lower rotating speed rotation subsequently, thus guarantee coating to continue to be evenly distributed on the container and do not drip or hang under phenomenon.
When carrier belt entered slaking (coating) chamber scope, the rotating joint on the toter contacted with driving belt, made each container with very high rotating speed rotation, and for example 800 rev/mins, and accept spraying.Rotation has guaranteed the uniformity of coating on the container.When after expose in the spraying district, container carrying equipment is positioned at outer the contacting to the friction extensible guide 92 that the B point stretches from the A point of coating chamber with its rotating joint with one.Their swing joint later on is enclosed within on the belt pulley 96 and by motor 98 with another root and contacts with the driving belt 94 that belt 100 drives through the B point, and this makes container continue rotation to keep the uniformity of its coating.Required for this purpose container rotating speed is 40 to 100 rev/mins.After coming out from coating chamber, between the C point and D point in its stroke, container is rotated by the 3rd driving belt 104.When they moved with upper and lower circuitous stroke in curing oven, container was being rotated by the rotating speed of driving belt 106 with 40 to 100 rev/mins then.
Extremely shown in Figure 9 as Fig. 1 and Fig. 6, the roughly arrangement of curing oven 16 is: it has several vertical unit 110, and each unit forms a modal sets component of curing oven.Typical compound mode is that each curing oven respectively has a left cell 112 and a right sided cell 114, constitute the entrance and exit of stove respectively, also be first and last slaking passage of stove simultaneously, also have the similar temporary location of several forms 116 in addition.Adopt the design of assembled unit to simplify design, manufacturing, general assembly, operation, maintenance and service work, the flexibility of running also is provided for the producer that uses different vessels simultaneously.Preferably, curing oven comprises several processing sections, each section has its special-purpose atmosphere, temperature and humidity and treatment conditions to adapt to certain given container and paint ingredient, and each section can be regulated separately, and the working conditions change condition of needed curing process is provided for this class container.
A kind of curing oven scheme of the best is shown in Fig. 6, and it comprises the several separate assembled unit, and right sided cell 114 is wherein arranged, temporary location 116 and left cell 112, and they are 118 connections on the composition surface.Left cell provides one from stove 121 downward passage 120 and the passages that make progress 122 that enter the mouth.Each temporary location has passage 126 and 128 up and down, then oriented lower channel of right sided cell 124 and guiding stove export 132 to upper channel 130.
Each assembled unit 110 is the upright box structures of enclosed, and base plate 134 and top board 136 and forward and backward, sidewall 138 are arranged.Have the hole 140 of strip on each assembled unit antetheca, make container carrying equipment 38 and container 22 can enter curing chamber in each unit.Slotted hole 140 extends to another unit from a unit continuously.It has stipulated sinusoidal or the snakelike stroke that container moves.Rear wall is equipped with a door 142 that has pivot 141 and bolt 144, for the inside that enters each vertical channel.
One aspect of the present invention is the maturation process that radiation and Convective Heating are provided for the container that has been coated with coating.Handle required radiation and be decided by the composition of coating, it can be, for example, and ultraviolet and ultrared radiant energy.In addition, when using the convection current slaking, employed working medium (preferably air) is to use radiation source heats.
In the optimum implementation of the present invention, container use during each vertical channel in by stove infrared radiation can and the convection current air come barrier coat on the slaking pet container.Preferably each passage Lower Half is used infrared ray and first half convection current air.Like this, the container that is moving enters the mouth from stove and alternately is subjected to convection current slaking and infra-red curing the outlet.
Therefore, radiation energy 146 has all been equipped in the inside of each assembled unit, the radiation that its coating 148 projection slaking on container is used.As shown in Fig. 7,8 and 9, radiation energy preferably by one be assembled on the support suitable in the stove 152, the adjustable template infrared ray of its position projector 150 forms.The infrared ray projector arranges along the overall height of the Lower Half 153 of stove internal channel basically, and adjusts to and its radiation can be projected the container that passes through.As shown in Figure 8, in order to adapt to given container profile, they are arranged on the camber line layout form of the template projector 150 specially, are following from container bottom 154 to neck the profile of half section of 156 center line one side.Certainly, when each container rotation, its whole outer surface all can be subjected to ultrared irradiation, and therefore the distributional pattern of this infrared emitter provides most economical slaking condition.In addition, can throw selectively to obtain best radiation intensity according to the required maturation process degree of container outer surface different parts after adopting such arrangement.For example, the infrared ray projector of close container neck can be on distance and the side be adjusted upward to mode with the best facing to neck, the coating at this position is generally considered to be more difficult slaking.
The first half 158 of each passage has recycled air stream to pass to provides the convection current maturation process of coating.Can clearly be seen that among Fig. 7 that the convection current air is to send into from the rear wall 164 in each stove district from an air channel 160 by framework 162 supportings.A hair-dryer or fan 166 are housed in the circulation air path, and it is blown into air via the bottom of a total air channel 168 from each passage, and it just can be by radiation source heats like this.Adopt a suitable control system, for example the composite set (not shown) of thyristor and thermocouple is kept each template radiation projector under certain temperature or certain radiation intensity, makes circulating air be heated to the required temperature of slaking.Thyristor is adjusted by certain temperature value, and it regulates the power of the template radiation projector according to the detected temperature of thermocouple, to keep required temperature.The convection current air is upwards to flow in each passage, and it carries out maturation process to the container that enters this passage, flows into circulation air path for constantly sending into curing chamber from blast pipe 170 then, recycles.Flow and the flow velocity of baffle plate 172 for control convection current air is housed in the entrance and exit pipeline of circulating air.Known some barrier coating is very sensitive for the relative air velocity of the container of flowing through.This sensitiveness can be given consideration in the present invention, can adjust these plate washers during by the slaking section at container, makes circulating air be transferred to the flow velocity of various needs.
The relative humidity that some coating is had relatively high expectations is so that mentioned quite high level to the temperature of coating before effective evaporation maturing process begins.For this reason, the nozzle 174 that a series of spraying steams or atomized water spray can be installed also can be contained in according to the needs of maturing process in other selected sections to keep the indoor humidity of each air circulation in predetermined level.High humidity can suppress its evaporation before coating reaches its normal curing temperature.
Curing oven preferably is divided into the section that temperature and humidity has nothing in common with each other according to the different phase of maturing process.Can it be divided into several locellus at inner one or a few the vertical dividing plate 176 of installing of stove.Each section is all installed a circulating air system that separates, so that they can have different temperature, humidity and flow velocity.
During running, container the snakelike stroke that forms by each passage in the curing oven by each the clamping device band on the carrier belt.When container entered curing oven, they were being rotated with sufficiently high rotating speed by toter, keeping the even distribution of coating on the container, and constantly the outer surface of each container were exposed in the infra-red curing cross section of each passage middle infrared (Mid-IR) section.Container at first enters from the convection current slaking district on top, alternately accepts convection current and radiation cure and handles.When leaving the bottom of two adjacency channels, entered convection current slaking district with 40 to 100 rev/mins of containers that rotating speed is rotating, be subjected to the maturation process of convection current air on the top of two adjacency channels.The convection current air constantly circulates via circulation air path and is going back, and holds it in high temperature according to the heating intensity that the infrared ray projector is adjusted.
Passed through after the curing oven, be sent to one through the container of maturation process and transport machine, be sent to following several procedures that container is processed then, for example labelled, can etc.
Obviously, for those those skilled in the art that, can make various modifications to method and apparatus of the present invention, and still not depart from scope and spirit of the present invention.
Errata

Claims (25)
1, a kind of method of the container with neck and body part being carried out coating of external isolation coating and slaking, its feature comprises a row container is moved to transfer station, a kind of clamping device is clamped the neck of each container in one way, the outer surface of each vessel part is in fact all exposed, container is moved into a coating chamber so that coat separation layer in each container outside, when spraying rotary container so that coating be evenly distributed on the container, coating end back continuation rotary container does not drip with the even distribution that keeps coating or hangs down, container is moved into curing chamber again coating is carried out maturation process.
2, by the described method of claim 1, its feature is included in when spraying coating container neck and inner step of covering.
3, by the described method of claim 2, its feature is included in when spraying coating rotates container with higher rotation speed, and keeps equally distributed each step of coating with slow-revving rotation.
4,, it is characterized in that container rotating with 600 to 1000 rev/mins higher rotation speed and 40 to 100 rev/mins than the slow-speed of revolution by the described method of claim 3.
5, by the described method of claim 1, its feature is included as the clamping device of not getting container at transfer station provides one not participate in next procedure and the step of another mobile alignment by coating chamber.
6, a kind of on container with neck and body part coated and carry out the equipment of maturation process, its feature comprises container with each other evenly separately and have a device that the mode of same axial direction moves on article one route, the longitudinal axis of container carrying equipment is aimed at container, and make its on the second route parallel with article one route with container at the device that moves with the relation of coordinating aspect time and the space, each container carrying equipment all has around container neck clamps it, and the device that it is rotated around the longitudinal axis, and container carrying equipment moved to make contact with container and make each toter clamp the device of a container neck, with container carrying equipment along a device that moves by a coating chamber and the route by a curing chamber, container when coating with the device of its rotation, and the device of maturation vessel.
7,, it is characterized in that container carrying equipment comprises a rotary sleeve, and in curing chamber, be connected and the device of its rotation with this sleeve by the described equipment of claim 6.
8, by the described equipment of claim 7, it is characterized in that whirligig comprise that segmentation is arranged, make container carrying equipment with the belt of 600 to 1000 rev/mins rotating speed rotation and make the friction extensible guide of container carrying equipment with 40 to 100 rev/mins rotating speed rotation.
9,, it is characterized in that container holding device is also covering container neck and inside thereof simultaneously, makes it does not sprayed coating by the described equipment of claim 6.
10, by the described equipment of claim 6, its feature comprises makes a container carrying equipment that is not clamped to container not participate in the device that the route of working procedure of coating moves along second by coating chamber the time.
11, a kind ofly on open containers, coat the external isolation coating and it is carried out the method for maturation process, its feature comprises a series of containers is sent to a transfer station, clamp the openend of each container with a clamping device, make the outer surface of each vessel part expose in fact all, container is sent into a coating chamber, be coated with the last layer barrier coat at each container outer wall, when in coating chamber, applying container is rotated so that coating is evenly distributed on the container, after coating is finished with container rotation to keep the even distribution of coating and not drip or to hang down, container is moved into a curing chamber, container is exposed to convection current slaking and radiation cure its coating is carried out step such as maturation process.
12, by the described method of claim 11, the step of rotary container when its feature is included in maturation process.
13, a kind of method of the barrier coat that is applied to container outer surface being carried out maturation process, its feature comprises container is moved through on a slaking route, when mobile container is rotated, and alternately it is carried out the step that convection current slaking and radiation cure are handled during by such route at container.
14,, it is characterized in that it is to act on the container that radiation cure is handled in half corresponding scope of a section molded lines and container profile by the described method of claim 13.
15,, it is characterized in that the convection current maturation process is to use by the air of template infrared ray projector heating to act on the container by the described method of claim 13.
16, by the described method of claim 15, it is characterized in that the air themperature that slaking is used is by keeping in the recirculation in infrared radiation district.
17, by the described method of claim 13, its feature comprises the step of the humidity in control at least a portion slaking stroke.
18, a kind of stove that is used for the container that outer surface scribbles barrier coat is carried out maturation process, its feature comprises one group of unit-combination type stove that passes through the route of stove continuously of formation, each assembled unit forms one or several common passage of forming this continuous route, also be included in the device that forms convection current slaking section in each passage, the device of convection current slaking medium is provided, in each passage, form the device of radiation cure section, it is radiation appliance, arrange radiation source to such an extent that make its device that on half profile of each container, throws, and described container moved on described route and the device of rotation.
19,, it is characterized in that convection current slaking and radiation cure replace layout along described stove by the described stove of claim 18.
20, by the described stove of claim 18, it is characterized in that passage is vertically arranged, form a upper and lower circuitous route by stove, convection current slaking section is occupied the top of each passage in described passage, and the radiation cure section is occupied the bottom of each passage.
21, by the described stove of claim 18, it is characterized in that it comprises at least two sections with different slaking conditions along described route.
22,, it is characterized in that separating to the convection current slaking medium that each section is supplied with by the described stove of claim 21.
23, by the described stove of claim 22, it is characterized in that its one or more sections are humidifications.
24, a kind of radiation cure processing section that is contained in the curing oven, it is characterized in that this stove is to be used for outer surface is scribbled barrier coat, carry out maturation process along container that moves by the route of this stove, described radiation cure processing section comprise several template radiation projectors with adjustable mode be contained in described route in the described stove near, the distributional pattern of the described template radiation projector conforms to the planar profile of half of one container section in fact.
25, by the described radiation cure processing section of claim 24, it is characterized in that each template radiation projector is to move according to the power that is set by a thyristor and a pair of thermocouple.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 86105687 CN86105687A (en) | 1986-07-18 | 1986-08-01 | Container is applied method and apparatus with maturation process |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19860201282 EP0253026A1 (en) | 1986-07-18 | 1986-07-18 | Method and apparatus for coating and curing containers |
| CN 86105687 CN86105687A (en) | 1986-07-18 | 1986-08-01 | Container is applied method and apparatus with maturation process |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN86105687A true CN86105687A (en) | 1988-02-10 |
Family
ID=25742240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 86105687 Pending CN86105687A (en) | 1986-07-18 | 1986-08-01 | Container is applied method and apparatus with maturation process |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN86105687A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103132392A (en) * | 2013-03-18 | 2013-06-05 | 昆山众汇复合材料有限公司 | Curing chamber thermal insulation device |
| CN103132391A (en) * | 2013-03-18 | 2013-06-05 | 昆山众汇复合材料有限公司 | Curing chamber |
-
1986
- 1986-08-01 CN CN 86105687 patent/CN86105687A/en active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103132392A (en) * | 2013-03-18 | 2013-06-05 | 昆山众汇复合材料有限公司 | Curing chamber thermal insulation device |
| CN103132391A (en) * | 2013-03-18 | 2013-06-05 | 昆山众汇复合材料有限公司 | Curing chamber |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101454629B (en) | Container coating system and process | |
| EP1028300B1 (en) | An apparatus for drying bottles | |
| US8221851B2 (en) | Process and device for treating the coating of thermoplastic resin containers | |
| CA1063888A (en) | Transfer of preheated article to cool convey prior to powder coating | |
| US4683009A (en) | Bottle drying apparatus | |
| CN206926279U (en) | Plastic bottle blank and its product integrated production line | |
| CN100391621C (en) | Process and coating plant of containers | |
| JP2022151704A (en) | Bottling line and method for bottling liquid product in bottle aseptically | |
| US11332325B2 (en) | Apparatus for coating containers with bypass and method for operating such an apparatus | |
| CN86105687A (en) | Container is applied method and apparatus with maturation process | |
| US4563855A (en) | Apparatus for packaging an edible liquid | |
| US6393803B1 (en) | Process for coating blow-molded plastic containers | |
| EP1357082B1 (en) | An apparatus for preparing the bottles to be labelled in a bottling plant | |
| EP0253026A1 (en) | Method and apparatus for coating and curing containers | |
| US4098568A (en) | Rotary conveying apparatus | |
| EP1363096A1 (en) | An apparatus for drying the external surfaces of bottles | |
| EP1363095A1 (en) | An apparatus for drying bottles in a bottling plant | |
| JPS6323764A (en) | Method and device for coating and curing vessel | |
| US6309613B1 (en) | Crystallizing machine | |
| CA1234468A (en) | Apparatus for heat-shrinking thermoplastic sleeves about glass containers | |
| CN112427205B (en) | Spraying production line of cosmetic bottle | |
| AU760768B2 (en) | Method and apparatus for coating bottles | |
| WO1999065613A1 (en) | Method and apparatus for coating bottles | |
| JP2528019B2 (en) | Powder coating system | |
| CA1244238A (en) | Ultraviolet curing apparatus and method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |