CN2800193Y - Refrigerator - Google Patents
Refrigerator Download PDFInfo
- Publication number
- CN2800193Y CN2800193Y CNU2004201174411U CN200420117441U CN2800193Y CN 2800193 Y CN2800193 Y CN 2800193Y CN U2004201174411 U CNU2004201174411 U CN U2004201174411U CN 200420117441 U CN200420117441 U CN 200420117441U CN 2800193 Y CN2800193 Y CN 2800193Y
- Authority
- CN
- China
- Prior art keywords
- vacuum heat
- refrigerator
- insulating plate
- heat
- heat insulation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
- F25D23/06—Walls
- F25D23/065—Details
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/06—Arrangements using an air layer or vacuum
- F16L59/065—Arrangements using an air layer or vacuum using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/02—Layered products essentially comprising sheet glass, or glass, slag, or like fibres in the form of fibres or filaments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2201/00—Insulation
- F25D2201/10—Insulation with respect to heat
- F25D2201/12—Insulation with respect to heat using an insulating packing material
- F25D2201/124—Insulation with respect to heat using an insulating packing material of fibrous type
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2201/00—Insulation
- F25D2201/10—Insulation with respect to heat
- F25D2201/14—Insulation with respect to heat using subatmospheric pressure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B40/00—Technologies aiming at improving the efficiency of home appliances, e.g. induction cooking or efficient technologies for refrigerators, freezers or dish washers
Abstract
The utility model relates to a refrigerator, which is characterized in that a glass cotton gasket is made into core materials to be contained in a gas isolation container. Vacuum heat insulation plates (5, 6) which are used as plate bodies are stuck on the inner surface of the heat insulation space of a cavity (1) of the refrigerator, and the inner parts of the vacuum heat insulation plates are used for the air exhaust of vacuum. In the structure foaming of polyurethane foam (8) is filled in the rest of the space and a structure in which the foaming of the polyurethane foam is buried, more than two vacuum heat insulation plates are overlapped and arranged in the thickness direction of the heat insulation space corresponding to the vacuum heat insulation plates. Through the effective arrangement of the vacuum heat insulation plates corresponding to the heat insulation space of the cavity, heat insulation performance can be greatly improved, power saving effect can be enlarged, the containing capacity efficiency of a storage room can be improved and a cavity with big heat insulation effect can be easily made.
Description
Technical field
The present invention relates to vacuum heat-insulating plate is attached in the adiabatic space of cavity and form the refrigerator of heat insulation layer with foamed thermal insulating.
Background technology
In the past, heat-insulating material as the body of thermal insulating box of refrigerator, use thermal conductivity low, by foam filling make the outer container that constitutes cavity and in case integrated polyurethane foam with rigidity become main flow, but in recent years, further improve and prevent that heat leak from making by heat-insulating property and consume the electric power amount and reduce the refrigerator cavity, or owing to making adiabatic wall thickness reduction improve the volumetric efficiency of refrigerator, the vacuum heat-insulating plate of pretending to heat-insulating material is practical partly.
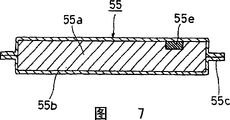
As employing example for refrigerator, the vacuum heat-insulating plate 55 of expression basic structure among Fig. 7, in order to suppress material cost, make keeping easily of exhaust and vacuum, can obtain to play a role under the higher internal pressure of long-term reliability, to form short space and under atmospheric pressure can keep the resin foam of continuous air bubbles structure of form or the attritive powder of inanimate matter, fiber is used for core 55a, gas barrier container 55b with the laminated film system of synthetic resin and aluminium foil coats this core 55a, after in to container 55b, carrying out vacuum attraction, opening is made the hermetically-sealed construction of the 55c of heat seal portion.
Again, for the outer gas that can suppress to take place from core 55a and from the sealing surface of gas barrier container 55b and from the surface enter inner see through that gas etc. causes in press the deterioration in time that rises generation and in order to keep vacuum, generally with the metal of titanium, magnesium etc.; The alloy of barium lithium etc.; The oxide of cobalt oxide, calcium oxide, zeolite etc.; Active carbons etc. are as the composition of air to moisture, oxygen, nitrogen etc.; The getter 55e that the material that the gas of hydrogen etc. adsorbs constitutes encloses.
For heat-insulating property, the attritive powder of inanimate matters such as perlite is made core, because the wall thickness of attritive powder solid self is bigger, the spatial volume of adiabatic usefulness is little, so as shown in Figure 8, with the resin foam of continuous air bubbles structure, because there is the intensive properties restriction in the size of bubble particles as core, pretend the thermal conductivity for vacuum heat-insulating plate, its limit is 0.005~0.007W/mK degree.
As the material that can obtain the thermal conductivity below it, it is the following mineral wool of number μ m that fibre diameter is arranged, with its as the occasion of core owing to form a large amount of little spaces, so can realize the low thermal conductivity of 0.002W/mK degree, with this mineral wool as the vacuum heat-insulating plate of core by fixing with belt and utilizing double-sided adhesive band or hot melt to be provided on each inner face of refrigerator and door with being adhesively fixed, and, by with hard polyurethane foam and be used for making the refrigerator that keeps casing intensity and have high heat-insulating property.(for example, with reference to patent documentation 1)
[patent documentation 1] Japan Patent spy opens the 2003-28562 communique
Vacuum heat-insulating plate 55, as shown in Figure 9, be provided in refrigerator 51 outer container 52 and on the face of adiabatic space 58 sides of case 53 and door 60,61 etc., method as the heat-insulating property of improving vacuum heat-insulating plate, the method that the thickness thickening that makes vacuum heat-insulating plate is arranged, but, thickening for thickness of slab, mineral wool liner as the core in the last stage of vacuum attraction, under the raw cotton state, become very big, in batch process, need between big temporary emptying owing to 5~10 times the thickness that is final form becomes volume.
In order to reduce volume, to have and use adhesive and heat and the method for extrusion forming, but because need treatment process and when only thickness of slab being thickeied because of heat bridge (Japanese: ヒ one ト Block リ Star ジ) effect, increase with the corresponding thermal conductivity that makes of thickness, pretend to gauge and be limited to about 15mm for practical vacuum heat-insulating plate.
Summary of the invention
The present invention, considered the problems referred to above and made, its purpose is, provide by the adiabatic space of vacuum heat-insulating plate with respect to cavity set effectively, heat-insulating property is increased substantially and increase power savings, or improve the volumetric efficiency of accommodating of storeroom, and, the refrigerator of the big cavity of insulation effect can easily be made.
In order to address the above problem, refrigerator of the present invention, it is characterized in that, the mineral wool liner is made core to be housed in the gas barrier container, to carry out vacuum exhaust to inside and be attached on the adiabatic space inner face of refrigerator cavity as the vacuum heat-insulating plate of plate body, in remaining space, polyurethane foam carried out foam filling and, described vacuum heat-insulating plate has been set more than 2 with respect to the thickness direction of adiabatic space is overlapping in its structure of burying underground.
Adopt this structure, can find to use the insulation effect of the cavity behind the vacuum heat-insulating plate, can play the effect of economize on electricity significantly, and can reduce between the on a large scale temporary emptying that the vacuum heat-insulating plate in heat insultating cavity manufacturing process uses as refrigerator.
Description of drawings
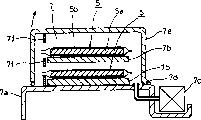
Fig. 1 is the general profile chart in front of the refrigerator of expression the present invention one example.
Fig. 2 is arranged on the section details drawing of the vacuum heat-insulating plate among Fig. 1.
Fig. 3 is the skeleton diagram of state of vacuum attraction of the vacuum heat-insulating plate of presentation graphs 2.
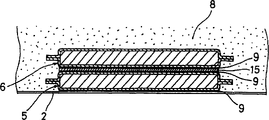
Fig. 4 is the longitudinal section that expression sets Fig. 1 of vacuum insulation board status.
Fig. 5 is a cutaway view of representing the overlap condition of vacuum heat-insulating plate in detail.
Fig. 6 is the general principal view of refrigerator of the attaching figure of expression vacuum heat-insulating plate.
Fig. 7 is the cutaway view of the basic structure of expression vacuum heat-insulating plate.
Fig. 8 is the comparative graph of the difference of expression vacuum of core and thermal conductivity.
Fig. 9 is the longitudinal section of example that the refrigerator of vacuum heat-insulating plate has in the past been used in expression.
The specific embodiment
Below, with reference to the accompanying drawings an example of the present invention is described.Fig. 1 is the general profile chart of refrigerator of the present invention, at the outer container 2 that is made of the sheet metal that forms this body profile and form and be provided with adiabatic space between the case 3 in storeroom plastic and constitute refrigerator body 1.
Inner face at the two side 2a of the outer container 2 that forms described adiabatic space, be pasted with the vacuum heat-insulating plate 5,6 that is described in detail later as heat guard, in with remaining in the gap of case 3, the stoste of the foamed thermal insulating 8 that utilizes the foam-in-place mode to inject to be made of polyurethane foam is carried out foam filling with outer container 2,3 in described and the bonding integratedly heat insultating cavity with rigidity that is solidified to form of vacuum heat-insulating plate 5.
Described vacuum heat-insulating plate 5, shown in Figure 3 as the state of vacuum attraction of Fig. 2 and display plate, cotton with thin glass fibre, be that mineral wool makes core 5a, it is formed pad form, and with this core 5a be inserted in by the laminated film of aluminium foil and synthetic resin make the bag thickness be among the gas barrier container 5b of 80~100 μ m, after inserting core, container 5b is arranged on the objective table 7b of 2 laminars that are provided with in the vacuum chamber 7 that is disposed on the pedestal 7a, after utilizing vavuum pump 7c to carry out vacuum exhaust with the degree of 0.03~30Pa, the bookbinding surplus ground that the opening of container is provided with 20~50mm carries out obturation, carry out heat seal 5c by 10mm width, form internal tank is held in the tabular of vacuum decompression state along the bookbinding surplus.
The core 5a of mineral wool, for fibre diameter, the general material of selecting as the excellent heat insulating performance of vacuum heat-insulating plate smaller or equal to 10 μ m, and in the present embodiment, adopt the material of 3~5 μ m diameters, for fibre length, also sneaked into corpus fibrosum more than or equal to the length of 50mm, but with the short fiber about 10mm as main body.And knitting (Japanese: the ニ one De リ Application グ) that carry out not adopting usually for short fiber material processes the good heat-insulating property and the shape retention properties that have utilized loose wool to have.
The pad form core 5a of above-mentioned formation, be cut off into the size of regulation, or suitably liner is overlapped under the state of final required thickness, be inserted among the described gas barrier container 5b, compared with the pastly just make its reduced thickness become part by knitting processing.And, because fabric body bone is hard, so can easily carry out insertion operation to gas barrier container 5b, compare with the gasket shapes in the past that volume is high, the size of gas barrier container 5b self can reduce, also reduce between the temporary emptying in the production line of batch under the liner state before evacuated panel forms, and, hold self size of the vacuum chamber 7 of liner and also can dwindle.
And, gas barrier container 5b behind the insertion core 5a carries out behind the vacuum attraction its peristome being made the 5c of heat seal portion in vacuum chamber 7, then, utilization with the draught head that causes to atmosphere opening in the chamber 7, core 5a further is compressed into about 1/2, so final thickness becomes 10~15mm.
The occasion of present embodiment, gauge is formed 12mm, vertical with horizontal size is formed 500mm, 1400mm respectively, with the described hinge 7d of portion as fulcrum, the outdoor cover 7e direction of arrow is upward rotated, similarly the opening of this vacuum heat-insulating plate 5 from the opening of the heat seal bar 7f that moves up and down taken out slidably.
By the above-mentioned vacuum heat-insulating plate that forms 5, be that the central portion of plate face can make the member smaller or equal to the thermal conductivity of 0.003W/mK, vacuum heat-insulating plate 5 after the taking-up, the thermoplastic resin that applies rubber system along the roughly whole face of single side face equably is a hot melt bonding agent 9, by the upper portion of the internal face of the outer container 2 of its dull and stereotyped state that moves on the assembly line conveyer belt at refrigerator is supplied with, mounting and pressurization, utilize the bonding force of hot-melt adhesive 9, adiabatic space side in the two side that forms plane outer container 2 is provided with predetermined distance ground from the front and back of outer container and upper and lower side and is attached.
Carry out vacuum heat-insulating plate 5 bonding, and above forming in following operation and ground, two sides is by the outer container after the bending of reverse U shape ground 2, bottom panel and backplate also are installed, form the case shape, and, carry out the polyurethane encapsulation process in combination with the interior case 3 that forms storeroom, the foam filling operation of the foamed thermal insulating 8 that constitutes by polyurethane foam that the remainder utilization between interior outer container is carried out for the space, with outer container 3 in described, 2 with vacuum heat-insulating plate 5 carry out bonding curing integratedly, by refrigerating space being made the adiabatic wall thickness of 50mm, reefer space is made the adiabatic wall thickness of 65mm, form adiabatic chamber with rigidity.
If between the outer container 2 of described vacuum heat-insulating plate 5 and refrigerator, have the space, then the outer container outer surface can have depression, become the reason that outward appearance is not good, the chamber rigidity dies down, again, hinder the not pack portion of polyurethane foam heat-insulating material 8, promptly become the reason that heat-insulating property reduces in the constricted flow of adiabatic space side owing to forming the space because of polyurethane stock solution, so, not should be noted that in smooth outer container inner face, to produce the gap fixedly the time to the outer container of refrigerator at described vacuum heat-insulating plate 5.
At this moment, on the surface of vacuum heat-insulating plate 5, be level and smooth owing to concavo-convex and deflection is few, to outer container 2 inner faces fixing also can and hot melt portion 9 between do not produce ground, gap and do not connect airtight reliably.
Vacuum heat-insulating plate 5, except the inner face of the two side 2a of above-mentioned outer container 2, shown in the refrigerator longitudinal section of Fig. 4, be provided on the inner face side etc. of outer flooring of each 10a, 11a, 12a of body back side 2b and refrigerating chamber 10, vegetable compartment 11, refrigerating chamber 12, if be used in tabular and have the face of bigger area, just can obtain easy setting and good insulation effect.
And, described outer container 2 reaches the inboard of panel outdoors, its detailed structure as shown in Figure 5, be will be provided on the thickness direction of adiabatic wall 8 by with structure after another sheet vacuum heat-insulating plate 6 that vacuum heat-insulating plate 5 identical constituting bodies constitute attaches with overlapping state, for example, pressurize and vacuum heat-insulating plate 5 after attaching for the planar portions of side wall inner surface of outer container 2 etc., be provided with the thermal insulation layer that the resin sheet 15 of the thickness that utilizes the 0.5mm degree makes, vacuum heat-insulating plate 6 the 2nd of the outside of this resin sheet 15 mounting, similarly utilize hot-melt adhesive 9 to attach with the 1st plate 5, connect airtight fixing by face pushing to the 1st plate 5.
As previously mentioned, this is in the mass-production process of vacuum attraction last stage, relation between the temporary emptying of the liner that the volume that causes for the thickness of mineral wool liner increases, be for insulation effect that the thickness that makes 15mm becomes the vacuum heat-insulating plate 5 of the boundary bigger employed structure that becomes, at thickness smaller or equal to 15mm, 2 by the vacuum heat-insulating plate that 12mm is thick 5,6 carry out the overlapping adiabatic wall that forms in the present embodiment, so the heat leak amount from adiabatic wall just can be reduced in the big space that the liner that does not need to prepare to put temporarily in production line of batch is used.
And, by 5,6 two of evacuated panels is overlapping and accompany the resin sheet 15 that forms with thermal insulation, can prevent from the heat conduction of wall side plate 5 inside side plates 6, prevent outer container 2 outer surface the circumference of heat by the gas barrier container 5b of the laminated film system of plate 5 to the heat of the thickness direction conduction of adiabatic wall return into phenomenon, be so-called heat bridge, the insulation effect that can keep utilizing vacuum heat-insulating plate 5,6 effectively.
The heat insulation that described plate is 5,6 is not limited to described resin sheet 15, as long as accompany the thermally insulating plate of the body formed product of polyurethane foam of thickness 5mm degree, insulation effect is increased also eliminate heat bridge more reliably.
According to experiment of the present invention, as previously mentioned, 5,6 two thermal conductivity λ that set occasion overlappingly of the vacuum heat-insulating plate that 12mm is thick are 0.0037W/mK, with the situation of in the past not using vacuum heat-insulating plate mutually be improved about 18% heat leak of specific energy prevent effect.
This value, with thickness is made 24mm thermal conductivity (0.0047W/mK) thick, that form the vacuum heat-insulating plate occasion with a slice plate and compares, also have and surpass 20% improvement, from its result as can be known, even the same thickness size is carried out overlapping method with the plate more than two and is had the effect of eliminating heat bridge and heat leak.
Therefore, be used in occasion in the adiabatic space of thickness 50mm at 2 thick of vacuum heat-insulating plates of the 12mm that thermal conductivity is low, the thickness of its complementary space becomes 26mm and can guarantee the flowing space of enough polyurethane foams, and heat leak quantitative change outside refrigerator is got still less can obtain heat insulating function efficiently.
Vacuum heat-insulating plate 5, as previously mentioned, not only two ground are overlapped on the outer panels inboard of outer container 2 grades, and shown in the A portion among Fig. 6 of the attaching figure of display plate, also plate 6 can be attached to the adiabatic space side of the wall of the relative interior case 3 of the thickness direction of the plate 5 that attaches on the inner face with outer container 2, also similarly shown in the B portion of Fig. 6, the 2nd plate 6 is configured in the adiabatic space that is positioned at outer container 2 and the centre of case 3, also can finally be embedded in the polyurethane foam heat-insulating material 8 that in adiabatic space, injects foaming.
Occasion in above-mentioned formation, two plates 5,6 do not become tightlock status, filling utilizes the polyurethane foam heat-insulating material 8 that foam-in-place is made between plate, plate just is embedded in the foamed thermal insulating, plate becomes core can obtain the effect that rigidity increases as the refrigerator cavity, but this occasion, the gap that need between plate, guarantee to make the minimum 10mm degree that the polyurethane foam physical efficiency of foaming process flows.
Again, if forming, the adiabatic space side of the plate 1 after attaching do not have concavo-convex state, the mobile of polyurethane stock solution becomes more smooth, can not form ground, space and carry out filling, finally, can have good heat-insulating property, and foamed thermal insulating 8 and connecting airtight of interior case 3 and outer container 2 and vacuum heat-insulating plate 5 are also become firmly, can constitute cavity 1 with big rigidity.
In addition, in the above-described embodiments two occasions that constitute vacuum heat- insulating plate 5,6 overlappingly are described, but overlapping plate number is not limited to 2, certainly also can overlapping more multi-disc, and for adopting overlapping position, be used in and install the part that is provided with of part that big reefer space 12 of the outer gas temperature difference in place of refrigerator and temperature switch chamber 13 and cooler, the positions less such as side wall portion for refrigerating chamber 10 with the temperature difference of outer gas, shown in the C portion of Fig. 6 bonding 1 etc. is effective to setting that the position adopts selectively.
Again, even be used in the Machine Room 16 and the radiating tube portion of outer container side increase in temperature, the insulation effect of the plate 5,6 after overlapping also is effective, when especially near the basifacial Machine Room of supporting or opposing, setting, should be arranged on the position of avoiding with complicated constitutional detail with cushioning, as previously mentioned, need to consider ripe blocking in order to avoid the heat conduction by the outer container face makes the insulation effect deterioration.
In the above-described embodiments, vacuum heat-insulating plate is described with the structure that hot-melt adhesive 9 attaches, and be not limited to hot-melt adhesive for adhesion means, also can utilize the double-sided adhesive band to attach with connecting airtight, this occasion, splicing tape also roughly attach, are paired in the state that the cavity face connects airtight equably all sidedly.
Again, refrigerator is not limited to home-use refrigerator, is equally applicable to the body of thermal insulating box structure of professional usefulness and refrigerator, automatic selling-machine etc.
Utilizability on the industry
The present invention can be used in order to improve heat-insulating property, reduce power consumption or to enlarge the storeroom volume And set the refrigerator of vacuum heat-insulating plate.
Claims (6)
1, a kind of refrigerator, it is characterized in that, the mineral wool liner is made core to be housed in the gas barrier container, inside is done after the vacuum exhaust as the vacuum heat-insulating plate of plate body and be attached on the adiabatic space inner face of refrigerator cavity, in the structure of in remaining space, the polyurethane foam foam filling being buried underground it, described vacuum heat-insulating plate is set more than 2 with respect to the thickness direction of adiabatic space is overlapping.
2, refrigerator as claimed in claim 1 is characterized in that, vacuum heat-insulating plate is overlapping, and accompanies the little material of thermal conductivity between each gas barrier container.
3, refrigerator as claimed in claim 1 is characterized in that, coating hot-melt adhesive or attach the double-sided adhesive band and make heat-insulating shield overlapping each other on the single side face of vacuum heat-insulating plate.
4, as claim 2 or 3 described refrigerators, it is characterized in that, between vacuum heat-insulating plate, accompany the heat guard plate of thin thickness.
5, refrigerator as claimed in claim 1 is characterized in that, a side of vacuum heat-insulating plate is installed on the inner face of outer container of adiabatic space, the outside of case or the mid portion of adiabatic space in the opposing party is configured in.
6, refrigerator as claimed in claim 1 is characterized in that, is provided with the overlapping vacuum heat-insulating plate that sets in the adiabatic space of refrigerating chamber periphery.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003388509A JP2005147591A (en) | 2003-11-18 | 2003-11-18 | Refrigerator |
| JP2003388509 | 2003-11-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN2800193Y true CN2800193Y (en) | 2006-07-26 |
Family
ID=34695549
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNU2004201174411U Expired - Fee Related CN2800193Y (en) | 2003-11-18 | 2004-11-18 | Refrigerator |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2005147591A (en) |
| KR (1) | KR100617666B1 (en) |
| CN (1) | CN2800193Y (en) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102003860A (en) * | 2009-09-03 | 2011-04-06 | 上海杜氏实业有限公司 | Energy-saving refrigerator |
| CN102285495A (en) * | 2011-07-15 | 2011-12-21 | 北京市农林科学院 | Cold storage type transport thermal container |
| CN102455106A (en) * | 2010-10-15 | 2012-05-16 | 株式会社东芝 | Refrigerator |
| CN102944098A (en) * | 2011-07-27 | 2013-02-27 | 三菱电机株式会社 | Refrigerator |
| CN103196268A (en) * | 2013-04-22 | 2013-07-10 | 合肥华凌股份有限公司 | Box for refrigeration equipment and refrigeration equipment with box |
| CN103383176A (en) * | 2012-05-02 | 2013-11-06 | 三星电子株式会社 | Refrigerator and method of manufacturing door thereof |
| CN103733007A (en) * | 2011-06-14 | 2014-04-16 | 株式会社东芝 | Refrigerator |
| CN106196859A (en) * | 2014-10-30 | 2016-12-07 | 东芝生活电器株式会社 | Refrigerator |
| CN107869878A (en) * | 2016-09-26 | 2018-04-03 | 东芝生活电器株式会社 | Vacuum heat-insulation part and refrigerator |
| CN113544450A (en) * | 2019-03-05 | 2021-10-22 | 海尔智家股份有限公司 | Refrigerator and method of manufacturing the same |
| CN114719548A (en) * | 2017-12-13 | 2022-07-08 | Lg电子株式会社 | Vacuum insulator and refrigerator |
| US11768026B2 (en) | 2017-12-13 | 2023-09-26 | Lg Electronics Inc. | Vacuum adiabatic body and refrigerator |
| US11835290B2 (en) | 2017-12-13 | 2023-12-05 | Lg Electronics Inc. | Vacuum adiabatic body and refrigerator |
| US11933535B2 (en) | 2017-12-13 | 2024-03-19 | Lg Electronics Inc. | Vacuum adiabatic body and refrigerator |
| CN114719548B (en) * | 2017-12-13 | 2024-04-26 | Lg电子株式会社 | Vacuum insulator and refrigerator |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007131329A (en) * | 2005-11-10 | 2007-05-31 | Corona Corp | Thermal insulation material for storage tank |
| KR100729177B1 (en) * | 2006-06-14 | 2007-06-19 | 주식회사 폴리테크 | Adiabatic panel for vender |
| KR101482261B1 (en) * | 2008-01-21 | 2015-01-21 | 엘지전자 주식회사 | A home-bar door and the manufacturing method of the same |
| JP5401258B2 (en) * | 2009-10-26 | 2014-01-29 | 日立アプライアンス株式会社 | refrigerator |
| US9528749B2 (en) | 2011-11-02 | 2016-12-27 | Lg Electronics Inc. | Refrigerator |
| JP6005690B2 (en) * | 2014-06-06 | 2016-10-12 | 東芝ライフスタイル株式会社 | refrigerator |
| JP5984022B2 (en) * | 2014-08-19 | 2016-09-06 | 東芝ライフスタイル株式会社 | refrigerator |
| JP2016130613A (en) * | 2015-01-15 | 2016-07-21 | 日立アプライアンス株式会社 | refrigerator |
| US10422569B2 (en) * | 2015-12-21 | 2019-09-24 | Whirlpool Corporation | Vacuum insulated door construction |
| JP2019132499A (en) * | 2018-01-31 | 2019-08-08 | 日立グローバルライフソリューションズ株式会社 | refrigerator |
| JP6744383B2 (en) * | 2018-11-28 | 2020-08-19 | 東芝ライフスタイル株式会社 | refrigerator |
| KR102488524B1 (en) * | 2020-09-18 | 2023-01-13 | 엘지전자 주식회사 | A refrigerator comprising a vacuum space |
-
2003
- 2003-11-18 JP JP2003388509A patent/JP2005147591A/en active Pending
-
2004
- 2004-11-16 KR KR1020040093362A patent/KR100617666B1/en not_active IP Right Cessation
- 2004-11-18 CN CNU2004201174411U patent/CN2800193Y/en not_active Expired - Fee Related
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102003860A (en) * | 2009-09-03 | 2011-04-06 | 上海杜氏实业有限公司 | Energy-saving refrigerator |
| CN102455106A (en) * | 2010-10-15 | 2012-05-16 | 株式会社东芝 | Refrigerator |
| CN103733007B (en) * | 2011-06-14 | 2017-03-08 | 东芝生活电器株式会社 | Refrigerator |
| CN106871538B (en) * | 2011-06-14 | 2020-07-21 | 东芝生活电器株式会社 | Refrigerator with a door |
| CN103733007A (en) * | 2011-06-14 | 2014-04-16 | 株式会社东芝 | Refrigerator |
| CN106871538A (en) * | 2011-06-14 | 2017-06-20 | 东芝生活电器株式会社 | Refrigerator |
| CN102285495A (en) * | 2011-07-15 | 2011-12-21 | 北京市农林科学院 | Cold storage type transport thermal container |
| CN102944098A (en) * | 2011-07-27 | 2013-02-27 | 三菱电机株式会社 | Refrigerator |
| CN104132500A (en) * | 2011-07-27 | 2014-11-05 | 三菱电机株式会社 | Refrigerator |
| CN103383176A (en) * | 2012-05-02 | 2013-11-06 | 三星电子株式会社 | Refrigerator and method of manufacturing door thereof |
| CN103196268A (en) * | 2013-04-22 | 2013-07-10 | 合肥华凌股份有限公司 | Box for refrigeration equipment and refrigeration equipment with box |
| CN106196859A (en) * | 2014-10-30 | 2016-12-07 | 东芝生活电器株式会社 | Refrigerator |
| CN106196859B (en) * | 2014-10-30 | 2019-10-11 | 东芝生活电器株式会社 | Refrigerator |
| CN107869878A (en) * | 2016-09-26 | 2018-04-03 | 东芝生活电器株式会社 | Vacuum heat-insulation part and refrigerator |
| CN107869878B (en) * | 2016-09-26 | 2021-04-23 | 东芝生活电器株式会社 | Vacuum heat insulation component and refrigerator |
| CN114719548A (en) * | 2017-12-13 | 2022-07-08 | Lg电子株式会社 | Vacuum insulator and refrigerator |
| US11768026B2 (en) | 2017-12-13 | 2023-09-26 | Lg Electronics Inc. | Vacuum adiabatic body and refrigerator |
| US11781801B2 (en) | 2017-12-13 | 2023-10-10 | Lg Electronics Inc. | Vacuum adiabatic body and refrigerator |
| US11835290B2 (en) | 2017-12-13 | 2023-12-05 | Lg Electronics Inc. | Vacuum adiabatic body and refrigerator |
| US11933535B2 (en) | 2017-12-13 | 2024-03-19 | Lg Electronics Inc. | Vacuum adiabatic body and refrigerator |
| CN114719548B (en) * | 2017-12-13 | 2024-04-26 | Lg电子株式会社 | Vacuum insulator and refrigerator |
| CN113544450A (en) * | 2019-03-05 | 2021-10-22 | 海尔智家股份有限公司 | Refrigerator and method of manufacturing the same |
| CN113544450B (en) * | 2019-03-05 | 2023-02-03 | 海尔智家股份有限公司 | Refrigerator and method of manufacturing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20050048482A (en) | 2005-05-24 |
| KR100617666B1 (en) | 2006-08-28 |
| JP2005147591A (en) | 2005-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN2800193Y (en) | Refrigerator | |
| KR100980175B1 (en) | Refrigerator | |
| CN100498158C (en) | Refrigerator | |
| EP0587548B1 (en) | Method for achieving a heat insulation for refrigerators or freezers | |
| AU2001222296B2 (en) | Heat insulation box, and vacuum heat insulation material used therefor | |
| JP4779684B2 (en) | Vacuum insulation box | |
| CN104975660B (en) | A kind of thermal insulation thermal insulation board with vacuum heat-insulating plate | |
| KR100691917B1 (en) | Refrigerator | |
| JP5193713B2 (en) | Freezer refrigerator | |
| CN102003860A (en) | Energy-saving refrigerator | |
| JP2003314951A (en) | Refrigerator | |
| CN204630234U (en) | Refrigerator | |
| JP2012017752A (en) | Vacuum heat insulation member and refrigerator using same | |
| JP2013119878A (en) | Core material of vacuum heat insulator, vacuum heat insulator including same, and refrigerator applied the vacuum heat insulator | |
| CN206709470U (en) | Refrigerator | |
| CN2670873Y (en) | Vacuum thermal baffle for improved refrigerator and energy-saving refrigerator | |
| JP2011237087A (en) | Refrigerator | |
| CN1301394C (en) | Refrigerator | |
| JP6023602B2 (en) | Vacuum insulation, insulation box and refrigerator | |
| CN212253312U (en) | A kind of refrigerator | |
| CN2499770Y (en) | Refrigeration device with vacuum heat insulation plate and hard polyurethane foam as heat insualtion layer | |
| CN200972300Y (en) | Refrigerator with vacuum thermal insulation plate | |
| JP2006029448A (en) | Vacuum heat insulating panel, and refrigerator using the same | |
| CN101832449A (en) | Vacuum heat-insulating plate taking degradable material as framework | |
| JP2006029686A (en) | Vacuum thermal insulation panel and refrigerator using vacuum thermal insulation panel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |