CN218799622U - Duplex gear tooth inserting row cutting mechanism - Google Patents
Duplex gear tooth inserting row cutting mechanism Download PDFInfo
- Publication number
- CN218799622U CN218799622U CN202222584601.4U CN202222584601U CN218799622U CN 218799622 U CN218799622 U CN 218799622U CN 202222584601 U CN202222584601 U CN 202222584601U CN 218799622 U CN218799622 U CN 218799622U
- Authority
- CN
- China
- Prior art keywords
- row
- cutting
- gear
- slotting
- lifting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Gear Processing (AREA)
Abstract
The utility model provides a duplicate gear slotting, tooth-arranging and cutting mechanism, which comprises a workbench, a clamping tool and a cutting-arranging component; the clamping tool is rotatably arranged on the workbench and used for clamping the duplicate gear in the vertical direction; the row cutting assembly comprises a translation device and a row cutting knife, the translation device is positioned on one side of the horizontal direction of the workbench and is used for driving the row cutting knife to enter and exit the clearance groove of the duplicate gear in the horizontal direction; the row cutting assembly further comprises a lifting device, the lifting device is connected with the translation device, the row cutting knives are connected with the lifting device, the translation device is used for driving the lifting device to drive the row cutting knives to translate in the horizontal direction, and the lifting device is used for driving the row cutting knives to translate up and down relative to the clamping tool. The utility model discloses a duplex gear pinion shaping row cuts mechanism both can realize the gear shaping operation, can also general different model duplex gear pinion shaping man-hour in step arrange cut the operation.
Description
Technical Field
The utility model relates to a duplicate gear processing technology field especially relates to a duplicate gear pinion rack row cuts mechanism.
Background
Two coaxial gears separated by a certain distance are integrated into a whole, namely a duplicate gear which is mostly used as a sliding gear of a gearbox. The gear shaping process of the dual gear is generally big end gear hobbing and small end gear shaping.
As the main cutting motion of gear shaping processing is that a gear shaping cutter is driven by a main shaft of the gear shaping machine to do up-and-down reciprocating motion vertical to the end surface of a pinion, burrs and iron cuts are generated on a cutter slot of the gear, namely the lower end surface of the processed pinion, of the gear subjected to gear shaping processing by the gear shaping cutter. Because the clearance groove is narrow, burrs generated by the reciprocating motion of the cutter during gear machining are accumulated in the clearance groove and are difficult to discharge, and the burrs collide with the reciprocating pinion cutter to cause cutter hitting or aggravate cutter abrasion, so that the burr removal is also a key link of gear machining. Generally, after the gear shaping process is finished, the turning process is carried out, and burrs adhered to the end surfaces of the gears between the empty slots of the double-tooth are turned and removed by a lathe. Therefore, two kinds of equipment and two processes are usually required to complete the double-tooth profile machining by the gear shaping.
In the prior art, the publication number of CN109333217A discloses a deburring device for gear shaping of a duplex gear, which realizes one-time clamping of the duplex gear and synchronous completion of gear shaping and burr removal by using the power of circumferential rotation of a workbench during gear shaping without changing the clamping and machining modes of the original duplex gear. In the mode, the clamping height of the turning tool for turning burrs on the workbench is fixed, the advancing and retreating cylinder on the workbench drives the turning tool to horizontally extend into the space between the space grooves of the duplex teeth, the turning tool can only be suitable for the duplex gear with the fixed space groove position, when the type of the duplex gear changes, the space groove position on the gear also changes along the axial direction of the gear, and because the height direction of the turning tool on the workbench is fixed, the turning tool cannot correspond to the space groove, and synchronous cutting operation cannot be performed during the machining of the duplex gears with different types.
SUMMERY OF THE UTILITY MODEL
In view of this, the utility model provides a mechanism is cut to duplicate gear pinion shaping row solves current duplicate gear pinion shaping burring device and can not general different model duplicate gear add man-hour the problem of synchronous row cut operation.
The technical scheme of the utility model is realized like this:
the utility model provides a duplicate gear slotting, tooth-arranging and cutting mechanism, which comprises a workbench, a clamping tool and a cutting-arranging component;
the clamping tool is rotatably arranged on the workbench and used for clamping the duplicate gear in the vertical direction;
the row cutting assembly comprises a translation device and a row cutting knife, wherein the translation device is positioned on one side of the horizontal direction of the workbench and is used for driving the row cutting knife to enter and exit a clearance groove of the duplicate gear in the horizontal direction;
the row cutting assembly further comprises a lifting device, the lifting device is connected with the translation device, the row cutting knives are connected with the lifting device, the translation device is used for driving the lifting device to drive the row cutting knives to translate in the horizontal direction, and the lifting device is used for driving the row cutting knives to translate up and down relative to the clamping tool.
On the basis of the technical scheme, preferably, one side of the horizontal direction of the workbench is fixedly connected with a base, and the row cutting assembly is fixedly arranged on the base.
Further, it is preferred, the translation device includes first mount pad, first screw rod and first slip table, first mount pad horizontal fixation sets up on the base, and first screw rod horizontal rotation sets up on first mount pad, and the one end that the workstation was kept away from to first screw rod extends the first mount pad outside and is connected with first drive element, and first slip table horizontal slip sets up on first mount pad, and fixed being provided with the first nut that is connected with first screw rod on the first slip table, and elevating gear fixed mounting is on first mount pad.
Furthermore, preferably, the lifting device comprises a second mounting seat, a second screw and a second sliding table, the second mounting seat is vertically and fixedly arranged on the first mounting seat, the second screw is vertically and rotatably arranged on the second mounting seat, one end, away from the first mounting seat, of the second screw extends out of the outer side of the second mounting seat and is connected with a second driving element, the second sliding table is vertically and slidably arranged on the second mounting seat, a second nut connected with the second screw is fixedly arranged on the second sliding table, and the row-cutting knives are horizontally and fixedly arranged on one side, facing the clamping tool, of the second sliding table.
On the basis of the technical scheme, preferably, a tool apron is further arranged between the row of the cutting knives and the second sliding table, the second sliding table is fixedly connected with one end of the tool apron, and the row of the cutting knives and one end, far away from the second sliding table, of the tool apron are horizontally detachably connected.
Further, preferably, the row of cutters are arranged in a cylindrical structure, a row of cutting grooves are formed in the outer peripheral surface of one end, facing the clamping tool, of the row of cutters, and the row of cutting grooves are spirally arranged in the axial direction of the row of cutters.
On the basis of the technical scheme, preferably, the workbench top surface is further provided with a rotating platform used for driving the clamping tool to rotate, the clamping tool comprises a supporting disk and a tensioning clamp, the supporting disk is horizontally arranged on the rotating platform top surface, the tensioning clamp is vertically fixed at the center of the supporting disk, and the row of cutting knives are far away from the radial direction of one end of the second sliding table towards the supporting disk.
Further, it is preferred, the second mount pad is provided with many scale marks towards the one side of workstation along vertical direction parallel interval, and the scale mark that is located second mount pad bottommost flushes with the supporting disk top surface, be provided with the instruction line that is used for corresponding with the scale mark on the second slip table.
On the basis of the above technical solution, preferably, the first driving element and the second driving element are motors or hand-operated wheels.
The utility model discloses for prior art following beneficial effect has:
(1) The utility model discloses a duplex gear tooth inserting and row cutting mechanism, through arranging the row and cutting the subassembly in workstation horizontal direction one side, through making elevating gear be connected with the translation device, arrange the sharpener and be connected with elevating gear, when the idle groove position of duplex gear changes, can drive row sharpener through elevating gear and translate from top to bottom for the clamping frock, thereby adjust the position of row sharpener in vertical direction, make row sharpener can adapt to the idle groove on the duplex gear of different models, can drive elevating gear drive row sharpener through the translation device and stretch into the idle groove in the horizontal direction, the clamping frock rotates the rotation of drive duplex gear on the workstation, and then realize row sharpener and cut the burr iron in the idle groove and discharge; the dual gear slotting and row-cutting mechanism of the utility model can realize the slotting operation and can also be used for synchronous row-cutting operation in the universal dual gear slotting process of different models;
(2) The translation device and the lifting device both adopt a screw transmission mode, so that the row of the cutting knives can be ensured to stably move in the horizontal and vertical directions, and the positioning precision is high;
(3) By arranging the tool apron on the second sliding table and detachably connecting the row cutting tools with the tool apron, the row cutting tools of different types can be replaced according to the width of the clearance groove, and meanwhile, the row cutting tools are replaced when the row cutting tools are worn and consumed;
(4) Through arranging the row cutting groove of helical structure at row cutting sword outer peripheral face, the row cutting sword produces cutting force when the duplicate gear is rotatory to arrange cutting groove through helical structure and discharge iron and burr, arrange and cut the effect better.
Drawings
In order to more clearly illustrate the embodiments of the present invention or the technical solutions in the prior art, the drawings used in the description of the embodiments or the prior art will be briefly described below, it is obvious that the drawings in the description below are only some embodiments of the present invention, and for those skilled in the art, other drawings can be obtained according to the drawings without creative efforts.
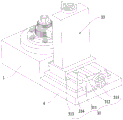
Fig. 1 is a schematic perspective view of a dual gear slotting and cutting mechanism disclosed by the present invention;
fig. 2 is a schematic perspective view of the translation device of the present invention;
fig. 3 is a schematic perspective view of the lifting device of the present invention;
fig. 4 is a plan sectional view of the dual gear slotting and cutting mechanism disclosed in the present invention;
FIG. 5 is an enlarged view of a portion A of FIG. 1;
reference numerals:
s, a duplicate gear; s1, a blank groove; 1. a work table; 2. clamping a tool; 3. a row cutting assembly; 31. a translation device; 32. arranging a cutter; 33. a lifting device; 4. a base; 311. a first mounting seat; 312. a first screw; 313. a first sliding table; 314. a first nut; 315. a first drive element; 331. a second mounting seat; 332. a second screw; 333. a second sliding table; 334. a second nut; 335. a second drive element; 5. a tool apron; 321. arranging and cutting grooves; 6. rotating the platform; 21. a support disc; 22. tensioning the clamp; 3311. scale lines; 3331. an indicator line; p, a slotting cutter.
Detailed Description
The technical solutions in the embodiments of the present invention will be described clearly and completely below with reference to the embodiments of the present invention, and it is obvious that the described embodiments are only some embodiments of the present invention, not all embodiments. Based on the embodiments in the present invention, all other embodiments obtained by a person skilled in the art without creative efforts all belong to the protection scope of the present invention.
As shown in fig. 1, refer to fig. 4, the embodiment of the utility model discloses a duplex gear slotting and slotting mechanism, cut subassembly 3 including workstation 1, clamping frock 2 and row.
Wherein, workstation 1 is the board part on the gear shaping equipment, still is provided with the gear shaping sword P that reciprocates relative to workstation 1 above workstation 1.
The clamping tool 2 is rotatably arranged on the workbench 1, and specifically, the top surface of the workbench 1 is provided with a rotating platform 6 for driving the clamping tool 2 to rotate. And the clamping tool 2 is used for clamping the duplicate gear S in the vertical direction.
Specifically, clamping frock 2 includes supporting disk 21 and tight anchor clamps 22 that rise, supporting disk 21 level sets up at 6 top surfaces of rotary platform, tight anchor clamps 22 that rise is vertical fixes in supporting disk 21 center department, when installation duplicate gear S, cup joint duplicate gear S on tight anchor clamps 22 that rise, and make duplicate gear S' S bottom surface and supporting disk 21 top surface laminate mutually, supporting disk 21 plays and fixes a position duplicate gear S in vertical direction, and keep the pinion on duplicate gear S to be in the top of tight anchor clamps 22 that rise, make things convenient for slotting tool P to carry out the gear shaping processing to the pinion like this. In this embodiment, the tensioning clamp 22 is preferably a tensioning sleeve, and can be clamped by using duplicate gears S with different diameters.
When the gear shaping is processed, burrs and iron cuttings are generated at the bottom end of the pinion, the burrs and the iron cuttings are gathered in the clearance groove S1 and need to be discharged from the clearance groove S1, otherwise, the burrs and the iron cuttings are easy to collide with the gear shaping cutter P which moves back and forth, and the cutter is beaten or the abrasion of the cutter is intensified.
The prior art adopts the following steps: the lathe tool is driven by the advance and retreat cylinder to horizontally stretch into the space between the cutter grooves S1 of the double-linked teeth, so that burrs can be lathed and removed, and the gear shaping and the removing can be synchronously finished in the mode. However, the clamping height of the turning tool for turning burrs on the workbench 1 is fixed, and the turning tool can only be applied to the duplicate gear S with the fixed position of the clearance groove S1, when the type of the duplicate gear S changes, the position of the clearance groove S1 on the gear also changes along the axial direction of the gear, and because the height direction of the turning tool on the workbench 1 is fixed, the turning tool cannot correspond to the clearance groove S1, and the synchronous cutting operation in the machining process of the duplicate gear S with different types cannot be realized.
For this reason, the present embodiment proposes a solution based on the prior art.
Specifically, the above problem is solved by providing the row cutting assembly 3 in the present embodiment, specifically, the row cutting assembly 3 includes a translation device 31, a row cutting blade 32 and a lifting device 33, the translation device 31 is located on one side of the horizontal direction of the workbench 1, and is used for driving the row cutting blade 32 to enter and exit the empty slot S1 of the duplicate gear S in the horizontal direction, the lifting device 33 is connected to the translation device 31, the row cutting blade 32 is connected to the lifting device 33, the translation device 31 is used for driving the lifting device 33 to drive the row cutting blade 32 to translate in the horizontal direction, and the lifting device 33 is used for driving the row cutting blade 32 to translate up and down relative to the clamping tool 2.
By adopting the technical scheme, when the position of the idle groove S1 of the duplicate gear S is changed, the lifting device 33 can drive the row cutting knife 32 to move up and down relative to the clamping tool 2, so that the position of the row cutting knife 32 in the vertical direction is adjusted, the row cutting knife 32 can be adapted to the idle grooves S1 of the duplicate gears S of different models, the lifting device 33 can be driven by the translation device 31 to drive the row cutting knife 32 to extend into the idle groove S1 in the horizontal direction, the clamping tool 2 rotates on the workbench 1 to drive the duplicate gear S to rotate, and the row cutting knife 32 can cut and discharge burrs in the idle groove S1; through the setting of above-mentioned technical scheme, the utility model discloses a duplex gear S gear shaping row cuts mechanism both can realize the gear shaping operation, can also general different model duplex gear S gear shaping man-hour in the synchronous row of cutting the operation.
The utility model discloses still realize through following technical scheme.
In some preferred embodiments, a base 4 is fixedly connected to one side of the worktable 1 in the horizontal direction, and the row cutting assembly 3 is fixedly arranged on the base 4. Therefore, the row cutting assembly 3 and the workbench 1 are integrated and integrated on gear shaping equipment, and the row cutting operation is synchronously performed during gear shaping operation.
In order to realize that the row-cutting blades 32 can be inserted into the empty slots S1 of the duplicate gear S in the horizontal direction, the present embodiment shows an embodiment of the translation device 31, and specifically, as shown in fig. 2, the translation device 31 includes a first mounting seat 311, a first screw 312, and a first sliding table 313. First mount pad 311 horizontal fixation sets up on base 4, first screw 312 horizontal rotation sets up on first mount pad 311, the one end that workstation 1 was kept away from to first screw 312 extends the first mount pad 311 outside and is connected with first drive element 315, first slip table 313 horizontal slip sets up on first mount pad 311, fixed first nut 314 that is connected with first screw 312 that is provided with on the first slip table 313, elevating gear 33 fixed mounting is on first mount pad 311. Therefore, the first screw 312 is driven by the first driving element 315 to horizontally rotate on the first mounting seat 311, the first screw 312 drives the first nut 314 to horizontally move, the first nut 314 drives the first sliding table 313 to horizontally move towards the direction of the workbench 1 on the first mounting seat 311, and in the process of horizontally moving the first sliding table 313, the lifting device 33 is driven to drive the row cutting knife 32 to horizontally move towards the direction of the workbench 1, so that the row cutting knife 32 horizontally extends into the empty knife groove S1.
In order to adjust the height of the row-cutting knife 32 in the vertical direction, the row-cutting knife is suitable for the row-cutting of the empty knife grooves S1 on the duplicate gears S of different models. In this embodiment, an implementation manner is shown for the lifting device 33, specifically, as shown in fig. 3 and 4, the lifting device 33 includes a second mounting seat 331, a second screw rod 332, and a second sliding table 333, the second mounting seat 331 is vertically and fixedly disposed on the first mounting seat 311, the second screw rod 332 is vertically and rotatably disposed on the second mounting seat 331, one end of the second screw rod 332, which is far away from the first mounting seat 311, extends out of the second mounting seat 331 and is connected with a second driving element 335, the second sliding table 333 is vertically and slidably disposed on the second mounting seat 331, a second nut 334 connected with the second screw rod 332 is fixedly disposed on the second sliding table 333, and the row-cutting knife 32 is horizontally and fixedly disposed on one surface of the second sliding table 333, which faces the clamping tool 2. According to the arrangement, the second screw rod 332 is driven to rotate on the second mounting seat 331 through the second driving element 335, the second screw rod 332 drives the second nut 334 to move up and down, the second nut 334 drives the second sliding table 333 to move up and down in the second mounting seat 331, and in the process of moving the second sliding table 333 in a moving mode, the row cutting knife 32 is driven to lift in the vertical direction, so that the row cutting knife 32 is adjusted to a proper position in the vertical direction according to the position of the empty knife groove S1 of the duplicate gear S, and is matched with the empty knife groove S1.
The translation device 31 and the lifting device 33 both adopt a screw transmission mode, so that the row of the cutting knives 32 can be ensured to stably move in the horizontal and vertical directions, and the positioning precision is high.
It is noted that the first driving element 315 and the second driving element 335 of the present embodiment are motors or hand-operated wheels. As a preferred embodiment of the present embodiment, the first driving element 315 and the second driving element 335 are both selected as hand-operated wheels, so that manual positioning adjustment of the gang shaver 32 can be performed quickly and conveniently, and energy consumption is reduced.
As some preferred embodiments, a tool holder 5 is further disposed between the row of cutting tools 32 and the second sliding table 333, the second sliding table 333 is fixedly connected to one end of the tool holder 5, and the row of cutting tools 32 is horizontally detachably connected to one end of the tool holder 5 far away from the second sliding table 333. With this arrangement, the row blades 32 of different types can be replaced according to the width of the blank groove S1, and the row blades 32 can be replaced when worn and consumed.
In the present embodiment, the row blades 32 are arranged in a cylindrical configuration, and thus are arranged to better protrude into the clearance groove S1. Referring to fig. 5, an outer circumferential surface of one end of the row of cutting blades 32 facing the clamping tool 2 is provided with a row of cutting grooves 321, and the row of cutting grooves 321 are spirally arranged around the axial direction of the row of cutting blades 32. With this arrangement, when the duplicate gear S rotates, the row-cutting tool 32 generates a cutting force, and discharges iron chips and burrs through the row-cutting grooves of the spiral structure, so that the row-cutting effect is better.
As some preferred embodiments, the end of the row cutter 32 away from the second sliding table 333 faces the radial direction of the support disc 21. Therefore, in the process of the high rotation of the dual gear S, the row cutting knife 32 is just opposite to the radial direction of the empty knife groove S1, so that the burrs in the empty knife groove S1 can be discharged more quickly, and the problem that the burrs are clamped or ironed between the row cutting knife 32 and the empty knife groove S1 due to the inclined arrangement of the row cutting knife 32 and the empty knife groove S1 is solved.
As some optional embodiments, a plurality of scale lines 3311 are provided at intervals in parallel along the vertical direction on a surface of the second mounting base 331 facing the workbench 1, the scale line 3311 located at the bottom end of the second mounting base 331 is flush with the top surface of the supporting plate 21, and an indication line 3331 corresponding to the scale line 3311 is provided on the second sliding table 333. Therefore, the distance from the center of the clearance groove S1 of the duplicate gear S to the bottom surface of the duplicate gear S is known, when the duplicate gear S is clamped, the bottom surface of the gear is flush with the top surface of the supporting disc 21, the scale line 3311 at the bottommost end of the second mounting seat 331 is flush with the top surface of the supporting disc 21, the scale line 3311 is a reference zero position, when the duplicate gear S is replaced, the distance from the center of the clearance groove S1 to the bottom surface of the duplicate gear S is known, the position of the second sliding table 333 on the second mounting seat 331 can be adjusted, the indication line 3331 is aligned with the scale line 3311 needing phase adjustment height, and the row-cutting knife 32 can be quickly adjusted to correspond to the position of the clearance groove S1.
The utility model discloses a theory of operation is:
the row cutting assembly 3 is arranged on one side of the workbench 1 in the horizontal direction, the lifting device 33 is connected with the translation device 31, the row cutting knife 32 is connected with the lifting device 33, when the position of the idle knife groove S1 of the duplicate gear S changes, the lifting device 33 can drive the row cutting knife 32 to translate up and down relative to the clamping tool 2, so that the position of the row cutting knife 32 in the vertical direction is adjusted, the row cutting knife 32 can be matched with the idle knife groove S1 on different models of duplicate gears S, the translation device 31 can drive the lifting device 33 to drive the row cutting knife 32 to extend into the idle knife groove S1 in the horizontal direction, the clamping tool 2 rotatably drives the duplicate gear S to rotate on the workbench 1, and burrs in the idle knife groove S1 are cut and discharged by the row cutting knife 32.
The above description is only for the purpose of illustrating the preferred embodiments of the present invention and should not be construed as limiting the present invention, and any modifications, equivalent replacements, improvements, etc. made within the spirit and principle of the present invention should be included in the protection scope of the present invention.
Claims (9)
1. A dual gear slotting and row-cutting mechanism comprises a workbench (1), a clamping tool (2) and a row-cutting assembly (3);
the clamping tool (2) is rotatably arranged on the workbench (1) and used for clamping the duplicate gear (S) in the vertical direction;
the row cutting assembly (3) comprises a translation device (31) and a row cutting knife (32), wherein the translation device (31) is positioned on one side of the workbench (1) in the horizontal direction and is used for driving the row cutting knife (32) to enter and exit the empty slot (S1) of the duplicate gear (S) in the horizontal direction;
the method is characterized in that: the row cutting assembly (3) further comprises a lifting device (33), the lifting device (33) is connected with the translation device (31), the row cutting knives (32) are connected with the lifting device (33), the translation device (31) is used for driving the lifting device (33) to drive the row cutting knives (32) to translate in the horizontal direction, and the lifting device (33) is used for driving the row cutting knives (32) to translate up and down relative to the clamping tool (2).
2. A dual-gear slotting and cutting mechanism as claimed in claim 1, wherein: workstation (1) horizontal direction one side fixedly connected with base (4), arrange and cut subassembly (3) fixed setting on base (4).
3. A duplex gear slotting and slotting mechanism as claimed in claim 2 wherein: translation device (31) include first mount pad (311), first screw rod (312) and first slip table (313), first mount pad (311) horizontal fixation sets up on base (4), first screw rod (312) horizontal rotation sets up on first mount pad (311), the one end that workstation (1) were kept away from in first screw rod (312) extends first mount pad (311) outside and is connected with first drive element (315), first slip table (313) horizontal slip sets up on first mount pad (311), fixed first nut (314) that are connected with first screw rod (312) of being provided with on first slip table (313), elevating gear (33) fixed mounting is on first mount pad (311).
4. A dual-gear slotting and cutting mechanism as claimed in claim 3, wherein: the lifting device (33) comprises a second mounting seat (331), a second screw rod (332) and a second sliding table (333), the second mounting seat (331) is vertically and fixedly arranged on the first mounting seat (311), the second screw rod (332) is vertically and rotatably arranged on the second mounting seat (331), one end, far away from the first mounting seat (311), of the second screw rod (332) extends out of the second mounting seat (331) and is connected with a second driving element (335), the second sliding table (333) is vertically and slidably arranged on the second mounting seat (331), a second nut (334) connected with the second screw rod (332) is fixedly arranged on the second sliding table (333), and a cutting knife (32) is horizontally and fixedly arranged on one surface, facing the clamping tool (2), of the second sliding table (333).
5. A duplex gear slotting and slotting mechanism as claimed in claim 4 wherein: a tool apron (5) is further arranged between the gang paring knife (32) and the second sliding table (333), the second sliding table (333) is fixedly connected with one end of the tool apron (5), and the gang paring knife (32) is horizontally detachably connected with one end, far away from the second sliding table (333), of the tool apron (5).
6. A duplex gear slotting and slotting mechanism as defined in claim 1 wherein: the row of the cutting knives (32) are arranged in a cylindrical structure, a row of cutting grooves (321) are formed in the outer peripheral surface of one end, facing the clamping tool (2), of the row of the cutting knives (32), and the row of the cutting grooves (321) are spirally arranged in the axial direction of the row of the cutting knives (32).
7. A duplex gear slotting and slotting mechanism as claimed in claim 4 wherein: workstation (1) top surface still is provided with and is used for driving rotatory rotary platform (6) of clamping frock (2), clamping frock (2) are including supporting disk (21) and tight anchor clamps (22) rise, supporting disk (21) level sets up at rotary platform (6) top surface, and tight anchor clamps (22) are vertical to be fixed in supporting disk (21) center department, arranges the radial direction of second slip table (333) one end orientation supporting disk (21) in cutting sword (32).
8. A duplex gear slotting and slotting mechanism as claimed in claim 7 wherein: second mount pad (331) are provided with many scale marks (3311) towards the one side of workstation (1) along vertical direction parallel interval, and scale mark (3311) that is located second mount pad (331) bottommost flushes with the backing sheet top surface, be provided with on second slip table (333) and be used for indicating line (3331) that correspond with scale mark (3311).
9. A duplex gear slotting and slotting mechanism as claimed in claim 4 wherein: the first drive element (315) and the second drive element (335) are motors or hand wheels.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222584601.4U CN218799622U (en) | 2022-09-28 | 2022-09-28 | Duplex gear tooth inserting row cutting mechanism |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222584601.4U CN218799622U (en) | 2022-09-28 | 2022-09-28 | Duplex gear tooth inserting row cutting mechanism |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218799622U true CN218799622U (en) | 2023-04-07 |
Family
ID=87252408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222584601.4U Active CN218799622U (en) | 2022-09-28 | 2022-09-28 | Duplex gear tooth inserting row cutting mechanism |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218799622U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118237672A (en) * | 2024-05-24 | 2024-06-25 | 江苏元利齿轮股份有限公司 | Gear structure production is with processingequipment |
-
2022
- 2022-09-28 CN CN202222584601.4U patent/CN218799622U/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118237672A (en) * | 2024-05-24 | 2024-06-25 | 江苏元利齿轮股份有限公司 | Gear structure production is with processingequipment |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN218799622U (en) | Duplex gear tooth inserting row cutting mechanism | |
| CN105171423A (en) | Twelve-station automatic machining combined device | |
| CN216938786U (en) | Deburring mechanism for gear hobbing machine machining | |
| CN216503689U (en) | Multifunctional numerical control machine tool cutting knife | |
| CN113084255A (en) | Carbide milling cutter processingequipment of convenient adjustment depth of cut | |
| CN213672266U (en) | Hobbing cutter main shaft for gear hobbing machine | |
| CN111761139B (en) | High-efficiency gear hobbing machine | |
| CN219112925U (en) | Lathe with prevent cutting bits winding function | |
| CN218426022U (en) | Gear hobbing machine deburring mechanism | |
| CN213916109U (en) | Reaming device of variable-frequency electric drive lathe tool | |
| CN210648560U (en) | Knife rest for numerical control machining tool | |
| CN212635116U (en) | Milling and pulping machine casing pilot hole processingequipment | |
| CN205021168U (en) | 12 station automatic processing composite set | |
| CN201023154Y (en) | Rack processing equipment | |
| CN210334604U (en) | Deburring machine | |
| CN215698542U (en) | Servo small-modulus numerical control gear hobbing machine | |
| CN112536484B (en) | Hardware deburring equipment for machinery | |
| CN113828852B (en) | High-precision machining equipment and method for internal spline | |
| CN221517170U (en) | Adjustable deburring equipment | |
| CN213195882U (en) | Metal pipe orifice trimming equipment | |
| CN219703522U (en) | Cutter for turning universal joint cross head | |
| CN219004800U (en) | High-precision stepped reamer | |
| CN220515508U (en) | Drilling burr-free ball knife | |
| CN219234505U (en) | Cutting and grinding integrated lathe | |
| CN118081381B (en) | Automatic slotting equipment for high-speed precise gear |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |