CN218595657U - 一种搬运装置及换卷设备 - Google Patents
一种搬运装置及换卷设备 Download PDFInfo
- Publication number
- CN218595657U CN218595657U CN202222408920.XU CN202222408920U CN218595657U CN 218595657 U CN218595657 U CN 218595657U CN 202222408920 U CN202222408920 U CN 202222408920U CN 218595657 U CN218595657 U CN 218595657U
- Authority
- CN
- China
- Prior art keywords
- tape
- cutting
- assembly
- base
- seat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Replacement Of Web Rolls (AREA)
Abstract
本实用新型涉及一种搬运装置及换卷设备。该搬运装置包括底座以及设置在底座上的装料轴、吸附组件和裁切组件,底座能够移动至拾取工位,装料轴用于装载备用料卷;吸附组件与裁切组件沿第一方向间隔布设,且二者之间形成裁切通道,裁切通道供被掀起的备用料带穿过,且吸附组件与裁切组件可靠近或远离;当底座移动至拾取工位时,吸附组件与裁切组件彼此靠近,以使裁切组件切断途经的备用料带,且吸附组件吸附固定被切断的备用料带的端部。
Description
技术领域
本实用新型涉及电池制造设备技术领域,特别是涉及一种搬运装置及换卷设备。
背景技术
在电池的实际生产过程中,首先通过卷绕的方式将正极片料带、隔膜料带和负极片料带卷绕形成电芯,之后再将电芯输送至组装线进行装配,最终形成圆柱形电池。由于组装线的装配速度高于卷绕电芯的速度,因此卷绕电芯的速度对于整个生产效率的提高尤为重要。
目前,影响卷绕电芯的速度的主要因素在于极片料带的换卷,换卷指的是当工作料卷(即为正在放卷输出极片料带的料卷)上的工作料带放卷完成时,需要将工作料带切断,然后将工作料带与备用料卷(即为等待使用的料卷)上的备用料带连接,从而继续向下游放卷输出极片料带,即完成换卷。在进行换卷的过程中,需要利用搬运装置将备用料卷在各个工位间转运,并配合完成相应的工序。然而,现有技术中搬运装置结构较为复杂,所需占用的空间较大,需要设计大量的避让结构,导致搬运装置在各个工位间的转运费时较长,且不利于其它机构的空间布局,影响各个机构之间的动作协同,降低了生产效率和运行稳定性,难以满足产能日益增长的生产需要。
实用新型内容
基于此,有必要针对现有技术中搬运装置结构较为复杂,所需占用的空间较大,需要设计大量的避让结构,导致搬运装置在各个工位间的转运费时较长,且不利于其它机构的空间布局,影响各个机构之间的动作协同,降低了生产效率和运行稳定性,难以满足产能日益增长的生产需要的问题,提供一种改善上述缺陷的搬运装置及换卷设备。
一种搬运装置,包括底座以及设置在所述底座上的装料轴、吸附组件和裁切组件,所述底座能够移动至拾取工位,所述装料轴用于装载备用料卷;
所述吸附组件与所述裁切组件沿第一方向间隔布设,且二者之间形成裁切通道,所述裁切通道供被掀起的备用料带穿过,且所述吸附组件与所述裁切组件彼此沿所述第一方向可靠近或远离;
当所述底座移动至所述拾取工位时,所述吸附组件与所述裁切组件彼此靠近,以使所述裁切组件切断途经的所述备用料带,且所述吸附组件吸附固定被切断的所述备用料带的端部。
在其中一个实施例中,所述搬运装置还包括推料座,所述推料座沿所述装料轴的轴向可移动地连接在所述底座上,所述吸附组件设置在所述推料座上;
所述底座还能够移动至放卷工位,当所述底座移动至所述放卷工位时,所述推料座能够将所述装料轴上的所述备用料卷和吸附固定所述备用料带的端部的所述吸附组件推送至放卷装置上。
在其中一个实施例中,所述搬运装置还包括第一安装座和第二安装座,所述第一安装座安装在所述底座上,所述第二安装座沿所述第一方向可移动地设置在所述推料座上,所述裁切组件设置在所述第一安装座上,所述吸附组件设置在所述第二安装座上。
在其中一个实施例中,所述裁切组件包括安装件、压板、第一弹性件及第一切刀;
所述安装件设置在所述第一安装座上,所述压板设置在所述安装件朝向所述吸附组件的一侧,且相对所述安装件可靠近或远离所述吸附组件移动,所述第一弹性件抵接在所述压板与所述安装件之间;
所述第一切刀设置在所述安装件上,且在所述压板靠近所述安装件移动的过程中,所述第一切刀能够由所述压板上的第一避让槽穿出至所述裁切通道,并切断所述备用料带。
在其中一个实施例中,所述安装件沿所述第一方向可移动地连接在所述第一安装座上。
在其中一个实施例中,所述吸附组件包括设置在所述第二安装座上的吸附座,所述吸附座朝向所述压板的一侧具有用于吸附所述备用料带的第一吸附面。
在其中一个实施例中,所述第一吸附面上开设有供所述第一切刀伸入的第二避让槽。
在其中一个实施例中,所述吸附座沿所述第一方向可移动地连接在所述第二安装座上。
在其中一个实施例中,所述搬运装置还包括与所述底座驱动连接的第一驱动机构,所述第一驱动机构用于驱动所述底座沿第一方向在所述拾取工位与所述放卷工位之间移动;
所述第一驱动机构还用于驱动所述底座沿与所述装料轴的轴向平行的第二方向移动,以在所述放卷工位处时带动所述装料轴与放卷装置的放卷轴轴向对接或分离。
一种换卷设备,包括如上任一实施例中所述的搬运装置。
上述搬运装置及换卷设备,当需要掀起备用料卷的备用料带时,首先,底座移动至拾取工位,拾取装置将装料轴上的的备用料卷的备用料带的端部掀起,使得被掀起的备用料带穿过吸附组件和裁切组件之间的裁切通道。然后,吸附组件和裁切组件彼此靠近,直至将途经的备用料带切断,并且吸附组件将切断后的备用料带的端部吸附固定住。此时,一方面实现了将备用料带的端部掀起,且固定住备用料带的端部的目的;另一方面利用,实现了将备用料带的起头段(备用料带的起头段为废料段)进行切除的目的。
如此,搬运装置只需要完成转运备用料卷和固定住被掀起的备用料带的端部即可,不需要搬运装置完成接受胶带并完成贴胶的动作,从而简化了搬运装置的动作过程,进而大大简化了搬运装置的结构,并缩小了搬运装置所需占用的空间,使得搬运装置在起头工位和放卷工位之间移动更加灵活迅速,大大提高了响应速度。进一步地,由于简化了搬运装置的结构和缩小了搬运装置所需占用的空间,使得更有利于其它机构(例如拾取装置等)的空间布局,优化各个机构之间的动作协同,进一步提高生产效率和运行稳定性,以满足产能日益增长的生产需要。
进一步地,利用吸附组件和裁切组件彼此靠近而夹持途经的备用料带,实现切断备用料带的同时,还吸附固定住备用料带的端部,无需额外设置对被夹持的备用料带进行切断的裁切机构,进一步简化了设备结构,节省了所需占用的空间,便于空间布局。
附图说明
图1为本实用新型一实施例中换卷设备的结构示意图;
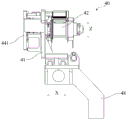
图2为图1所示的换卷设备的搬运装置的结构示意图;
图3为图2所示的搬运装置的侧视图;
图4为图2所示的搬运装置的俯视图;
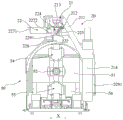
图5为图1所示的换卷设备的放卷装置的结构示意图;
图6为图5所示的放卷装置的侧视图;
图7为图5所示的放卷装置的接带机构的俯视图(第一接带组件处于第一状态,第二接带组件处于第三状态);
图8为图5所示的放卷装置的接带机构的主视图(第一接带组件处于第二状态,第二接带组件处于第四状态);
图9为图1所示的换卷设备的供胶装置的结构示意图;
图10为图9所示的供胶装置的侧视图;
图11为图9所示的供胶装置的俯视图;
图12为图1所示的换卷设备的拾取装置和备料机构的结构示意图;
图13为图12所示的拾取装置和备料机构的侧视图;
图14为本实用新型一实施例中备用料卷的料带起始端的示意图;
图15为图12所示的拾取装置的拾取机构的结构示意图;
图16为图15所示的拾取机构的侧视图;
图17为本实用新型一实施例中收废机构和备料机构的结构示意图;
图18为图17的收废机构和备料机构的侧视图。
具体实施方式
为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
请参阅图1,本实用新型一实施例提供了一种换卷设备,具有拾取工位和放卷工位。该换卷设备包括搬运装置10、拾取装置20、放卷装置30及供胶装置40。
搬运装置10能够沿第一方向X在拾取工位和放卷工位之间移动。搬运装置10用于承载备用料带A。拾取装置20用于在拾取工位掀起搬运装置10上的备用料卷A的备用料带的端部,以使搬运装置10固定住被掀起的备用料带的端部。放卷装置30设置在放卷工位,该放卷装置30用于放卷输出工作料带,并能够切断该工作料带,且固定住该工作料带的切断端。供胶装置40沿第一方向X可移动至放卷工位。供胶装置40到达放卷工位时,用于向放卷装置30提供胶带。
其中,搬运装置10移动至放卷工位时,还用于将备用料卷A和备用料带的端部一同转移至放卷装置30上,以使放卷装置30将胶带粘贴至备用料带的端部与工作料带的切断端之间,从而实现备用料带和工作料带的连接(即实现接带)。
需要说明的是,工作料卷指的是装载在放卷装置30上并向下游放卷输出工作料带的料卷。工作料带是指由工作料卷放卷输出的料带。备用料卷A是利用搬运装置10进行搬运并用于替换工作料卷的料卷(即当工作料卷放卷完成后利用备用料卷替换工作料卷)。备用料带指的是由备用料卷A放卷输出的料带。
上述换卷设备,在实际换卷作业过程中,首先,供胶装置40移动至放卷工位,并向放卷装置30提供胶带。搬运装置10装载有备用料卷A并移动至拾取工位,拾取装置20掀起搬运装置10上的备用料卷A的备用料带的端部,使得搬运装置10固定住该被掀起的备用料带的端部,使得备用料带的端部保持便于后续与工作料带的切断端接带的状态(例如图1所示的竖直状态)。
当放卷装置30上的工作料卷用完时,放卷装置30停止放卷,并切断工作料带,且固定住工作料带的切断端。放卷装置30将与工作料卷相连的工作料带(即工作料带被切断后位于切断位置与工作料卷之间的残留料带)收卷在工作料卷上,再卸下放卷装置30上的工作料卷。然后,搬运装置10移动至放卷工位(此时备用料带的端部被搬运装置10固定住,从而使得备用料带的端部保持被掀起的状态),搬运装置10将备用料卷A和备用料带的端部一同转移至放卷装置30上,使得备用料带的端部与工作料带的切断端对接。再然后,放卷装置30将胶带粘贴至备用料带的端部与工作料带的切断端之间,从而实现备用料带和工作料带的连接。
如此,上述换卷设备能够完成向放卷装置30提供胶带、掀起备用料卷A上的备用料带、备用料带的端部与工作料带的切断端的连接等工序,进而实现换卷,自动化程度高,有利于提高换卷效率。并且,利用放卷装置30对工作料带的切断端与备用料带的端部进行贴胶,使得搬运装置10只需要完成转运备用料卷A和固定住被掀起的备用料带的端部即可,不需要搬运装置10完成接受胶带并完成贴胶的动作,从而简化了搬运装置10的动作过程,进而大大简化了搬运装置10的结构,并缩小了搬运装置10所需占用的空间,使得搬运装置10在拾取工位和放卷工位之间移动更加灵活迅速,大大提高了响应速度。进一步地,由于简化了搬运装置10的结构和缩小了搬运装置10所需占用的空间,使得更有利于其它机构(例如拾取装置20等)的空间布局,优化各个机构之间的动作协同,进一步提高生产效率和运行稳定性,以满足产能日益增长的生产需要。
具体到实施例中,供胶装置40安装在搬运装置10上,使得供胶装置40跟随搬运装置10一同沿第一方向X移动。在供胶装置40跟随搬运装置10移动至放卷装置30处时,供胶装置40向放卷装置30提供胶带。如此,供胶装置40与搬运装置10一同移动,从而避免了需要配置两套动力机构,进一步简化了设备结构。
需要说明的是,备用料卷A在运输和搬运过程中,备用料卷A上的备用料带的起始段容易发生碰撞、氧化、受潮或被夹持等情况,导致备用料卷A上的备用料带的起始段的质量不佳,即成为了废料段。并且,备用料卷A上的备用料带的起始段上还设置有标签,该标签可以采用二维码的方式标记卷料信息。因此,在使用时需要切除该废料段。在实际生产中,上料至搬运装置10上的备用料卷A上的废料段可能已经在前道工序中被去除,此时搬运装置10上的备用料卷A的备用料带的起始段不是废料段。当然,上料至搬运装置10上的备用料卷A上的废料段也可能未被去除,此时搬运装置10上的备用料卷A的备用料带的起始段为废料段。
当备用料卷A上的备用料带的起始段不是废料段时,本文中备用料带的端部指的是备用料带的料带起始端,因此此时在拾取工位只需将该备用料带的端部掀起并固定即可。当备用料带的起始段为废料段时,需要在拾取工位将备用料卷A上的废料段掀起并进行切除,然后再将切除废料段后的备用料带的切断端固定住,因此此时本文中备用料带的端部指的是切除废料段后在备用料带上形成的切断端。
请参见图2至图4所示,本实用新型的实施例中,搬运装置10包括底座11、装料轴12、吸附组件14和裁切组件13。该装料轴12、吸附组件14和裁切组件13均设置在底座11上。底座11能够沿第一方向X在上述拾取工位和放卷工位之间移动,从而实现搬运装置10在拾取工位和放卷工位之间移动。该装料轴12用于装载备用料卷A。吸附组件14与裁切组件13沿第一方向X间隔布设,且吸附组件14与裁切组件13之间形成裁切通道d,该裁切通道d供被掀起的备用料带穿过。吸附组件14与裁切组件13可受控地彼此靠近或远离。当底座11移动至拾取工位时,吸附组件14与裁切组件13彼此沿第一方向X靠近,从而夹持途经裁切通道d的备用料带,以使裁切组件13切断备用料带,且吸附组件14吸附固定住被切断后的备用料带的端部。
如此,当需要掀起备用料卷A的备用料带的端部时,首先,底座11移动至拾取工位,拾取装置20将装料轴12上的备用料卷A的备用料带掀起,使得被掀起的备用料带穿过吸附组件14和裁切组件13之间的裁切通道d。然后,吸附组件14和裁切组件13彼此靠近,直至将途经的备用料带切断,并且吸附组件14将切断后的备用料带的端部吸附固定住。此时,一方面实现了将备用料带掀起,且固定住备用料带的端部的目的;另一方面利用,实现了将备用料带的起始段(备用料带的起始段为废料段)进行切除的目的。
需要说明的是,备用料带被裁切组件13切断后,在切断处形成备用料带的端部和被切除的废料段的端部。该备用料带的端部和被切除的废料段的端部均被吸附组件14吸附固定住。
还需要说明的是,利用吸附组件14和裁切组件13彼此靠近而夹持途经的备用料带,实现切断备用料带的同时,还吸附固定住备用料带的端部,无需额外设置对被夹持的备用料带进行切断的裁切机构,进一步简化了设备结构,节省了所需占用的空间,便于空间布局。
具体到实施例中,搬运装置10还包括沿装料轴12的轴向可移动地连接在底座11上的推料座15,上述吸附组件14设置在该推料座15上。当底座11移动至放卷工位,且推料座15沿装料轴12的轴向移动时,能够将装料轴12上的备用料卷A和吸附固定有备用料带的端部的吸附组件14同时推送至放卷装置30上,从而实现将备用料卷A和备用料带的端部一同转移至放卷装置30上,以便于放卷装置30对备用料带的端部和工作料带的切断端贴胶连接。
需要说明的是,由于在推料座15的推送作用下,备用料卷A与吸附组件14同步移动,因此备用料卷A与被掀起的备用料带的端部二者相对静止,使得备用料带的端部保持被掀起的状态,以便于与放卷装置30上的工作料带的切断端对接。
进一步地,搬运装置10还包括设置在底座11上的推料驱动组件,该推料驱动组件与推料座15驱动连接,以驱动该推料座15沿装料轴12的轴向移动,从而实现将装料轴12上的备用料卷A和吸附固定有备用料带的端部的吸附组件14同时推送至放卷装置30上。
可选地,该推料驱动组件包括推料丝杆152、推料丝杆螺母及推料驱动件151。推料丝杆152绕自身轴线可转动地连接在底座11上,推料丝杆152的轴向与装料轴12的轴向平行。推料驱动件151安装在底座11上,且与推料丝杆152驱动连接,以驱动推料丝杆152旋转。推料丝杆螺母螺纹连接在推料丝杆152上,且与推料座15固定连接,使得推料丝杆螺母与推料座15能够同步移动。如此,推料驱动件151驱动推料丝杆152旋转时,能够带动推料丝杆螺母沿装料轴12的轴向移动,进而推料丝杆螺母带动推料座15沿装料轴12的轴向移动。可选地,推料驱动件151可以采用电机。
可选地,底座11上安装有导杆153,该导杆153的轴向与装料轴12的轴向平行。推料座15上安装有导套154,导杆153滑动配合在导套154内,从而利用导杆153与导套154的滑动配合对推料座15相对底座11的移动进行导向。
具体到实施例中,搬运装置10还包括第一安装座17和第二安装座18。该第一安装座17固定连接在底座11上,第二安装座18沿第一方向X可移动地连接在推料座15上。裁切组件13设置在第一安装座17上,吸附组件14设置在第二安装座18上。在第二安装座18相对推料座15沿第一方向X移动的过程中,第二安装座18能够带动吸附组件14靠近或远离裁切组件13。
如此,底座11移动至拾取工位时,首先,利用拾取装置20将装料轴12上的备用料卷A的备用料带掀起,使得被掀起的备用料带途经裁切通道d。然后,控制第二安装座18相对推料座15沿第一方向X移动,从而带动吸附组件14靠近裁切组件13,直至被掀起的备用料带被吸附组件14吸附固定,且裁切组件13将备用料带切断,以在切断处形成备用料带的端部和被切除的废料段的端部(此时备用料带的端部和被切除的废料段的端部均被吸附组件14吸附固定住)。再然后,底座11移动至放卷工位时,控制推料座15沿装料轴12的轴向朝向放卷装置30移动,从而推动装料轴12上的备用料卷A和吸附固定有备用料带的端部的吸附组件14一同朝向放卷装置30移动,直至备用料卷A和备用料带的端部进入放卷装置30,以便于放卷装置30对该备用料带的端部和工作料带的切断端之间粘贴胶带,即实现备用料带与工作料带的接带。
进一步地,搬运装置10还包括安装在推料座15上的第一驱动件181。该第一驱动件181与第二安装座18驱动连接,以得第一驱动件181能够驱动第二安装座18相对推料座15沿第一方向X移动。可选地,第一驱动件181可采用气缸。
进一步地,第二安装座18上设置有第一滑块,推料座15上设置有第一滑轨。该第一滑轨沿第一方向X纵长延伸,第一滑块滑动连接在第一滑轨上,从而利用第一滑块沿第一滑轨的移动对第二安装座18相对推料座15沿第一方向X的移动进行导向。
需要说明的是,并不仅限于第一安装座17相对底座11固定,第二安装座18相对推料座15沿第一方向X可移动,从而使得吸附组件14与裁切组件13彼此的靠近或远离。在另一实施例中,也可第二安装座18固定连接在推料座15上,而第一安装座17相对底座11沿第一方向X可移动,从而通过控制第一安装座17相对底座11沿第一方向X移动,来带动裁切组件13靠近或远离吸附组件14,进而实现对备用料带的切断和对备用料带的端部吸附固定。当然,在又一实施例中,也可以是第一安装座17相对底座11沿第一方向X可移动,且第二安装座18相对推料座15沿第一方向X可移动,从而通过控制第一安装座17和第二安装座18同时沿第一方向X移动,进而分别带动裁切组件13和吸附组件14彼此靠近或远离,也可实现对备用料带的切断和对备用料带的端部进行吸附固定,在此不作限定。
具体到实施例中,裁切组件13包括安装件131、压板132、第一弹性件134及第一切刀133。该安装件131设置在第一安装座17上,压板132设置在安装件131朝向吸附组件14的一侧,并且压板132相对安装件131沿第一方向X可靠近或远离吸附组件14移动。第一弹性件134抵接在压板132与安装件131之间,以提供使得压板132具有远离安装件131的运动趋势的预紧力。第一切刀133设置在安装件131上,且在压板132沿第一方向X靠近安装件131移动的过程中,第一切刀133能够由压板132上的第一避让槽穿出至裁切通道d,并切断途经裁切通道d的备用料带。
如此,装料轴12上的备用料卷的备用料带被拾取装置20掀起时,被掀起的备用料带穿过吸附组件14与裁切组件13之间的裁切通道d。此时,控制第一安装座17和/或第二安装座18移动,以带动吸附组件14与裁切组件13沿第一方向X逐渐靠近,从而将备用料带压紧在吸附组件14与压板132之间。随着裁切组件13与吸附组件14继续靠近,使得压板132靠近安装件131移动(此时,压板132的移动需要克服第一弹性件134的弹力),从而使得第一切刀133由压板132上的第一避让槽穿出而切断备用料带。备用料带被切断后,废料段的端部和备用料带的端部均被吸附组件14吸附固定住。可选地,第一弹性件134可以是弹簧。
进一步地,安装件131沿第一方向X可移动地连接在第一安装座17上。裁切组件13还包括第一裁切驱动件171,该第一裁切驱动件171安装在第一安装座17上。第一裁切驱动件171与安装件131驱动连接,使得第一裁切驱动件171能够驱动安装件131相对第一安装座17沿第一方向X移动,进而使得安装件131靠近或远离吸附组件14。可选地,第一裁切驱动件171可以是气缸。
如此,当需要切断被掀起的备用料带时,首先通过控制第一安装座17和/或第二安装座18沿第一方向X移动,从而带动吸附组件14和裁切组件13彼此靠近,直至吸附组件14与裁切组件13的压板132共同压紧备用料带。然后,第一裁切驱动件171驱动安装件131相对第一安装座17沿第一方向X移动,使得安装件131朝向吸附组件14移动,由于此时压板132被吸附组件14阻挡而不能继续移动,因此安装件131带动第一切刀133由压板132上的第一避让槽穿出(此时第一弹性件的压缩量增大),直至将压板132与吸附组件14之间的备用料带切断。备用料带被切断后,裁切组件13和吸附组件14沿第一方向X彼此远离而返回,再控制第一安装座17和/或第二安装座18各自沿第一方向X返回移动,从而带动吸附组件14与裁切组件13的压板132彼此分离,此时废料段的端部和备用料带的端部均被吸附组件14吸附固定住。
进一步地,裁切组件13还包括导向杆,安装件131上开设有沿第一方向X延伸的导向孔。该导向杆与导向孔滑动配合,且导向杆的一端与压板132固定连接,从而利用导向杆沿导向孔的移动对压板132相对安装件131的移动进行导向。可选地,第一弹性件134套设在该导向杆上,且相对两端分别与安装件131和压板132抵接。
具体到实施例中,吸附组件14包括吸附座141,该吸附座141设置在第二安装座18上。该吸附座141朝向压板132的一侧具有第一吸附面b,该第一吸附面b用于吸附备用料带。
进一步地,该第一吸附面b上开设有供第一切刀133伸入的第二避让槽c。如此,在第一安装座17和/或第二安装座18的带动下,压板132与吸附座141的第一吸附面b能够共同压紧备用料带,并且在第一切刀133切断备用料带后形成的备用料带的端部和被切除的废料段的端部均被吸附固定在吸附座141的第一吸附面b上。并且,第一切刀133切断备用料带时,利用开设在第一吸附面b上的第二避让槽c对第一切刀133进行避让,避免第一切刀133与吸附座141直接接触而被损坏。
需要说明的是,第二避让槽c将第一吸附面b分割为第一子吸附面和第二子吸附面,第一子吸附面位于第二避让槽c靠近装料轴12的一侧,第二子吸附面位于第二避让槽c远离装料轴12的一侧。第一切刀133将备用料带切断后在切断处形成备用料带的端部和被切除的废料段的端部,该被切除的废料段的端部被吸附固定在第二子吸附面上,该备用料带的端部被吸附固定在第一子吸附面上。
进一步地,吸附座141沿第一方向X可移动地连接在第二安装座18上。吸附组件14还包括安装在第二安装座18上的第二裁切驱动件142。该第二裁切驱动件142与吸附座141驱动连接,以驱动吸附座141相对第二安装座18沿第一方向X朝向安装件131靠近或远离。可选地,第二裁切驱动件142可以是气缸。
如此,当需要切断备用料带时,首先,通过控制第一安装座17和/或第二安装座18相对推料座15沿第一方向X移动,以带动吸附组件14与裁切组件13彼此靠近,直至裁切组件13的压板132将备用料带压持在吸附座141的第一吸附面b上。然后,第一裁切驱动件171驱动安装件131相对第一安装座17沿第一方向X朝向吸附组件14移动,同时,第二裁切驱动件142驱动吸附座141相对第二安装座18沿第一方向X朝向裁切组件13移动,从而使得第一切刀133由压板132上的第一避让槽穿出至第一吸附面b上的第二避让槽c内,以将备用料带切断(备用料带切断后,备用料带的端部和被切除的废料段的端部均被吸附固定在第一吸附面b上)。备用料带切断后,第一裁切驱动件171驱动安装件131相对第一安装座17沿第一方向X远离吸附组件14移动而返回,第二裁切驱动件142驱动吸附座141相对第二安装座18沿第一方向X远离裁切组件13移动而返回。再然后,控制第一安装座17和/或第二安装座18相对推料座15沿第一方向X返回移动,使得吸附组件14的吸附座141与裁切组件13的压板132分离。
具体到实施例中,搬运装置10还包括摆正组件16,该摆正组件16包括转盘164、连接板165及摆正辊166。转盘164绕自身轴线可转动地连接在推料座15上,且与装料轴12同轴布置。连接板165固定连接在转盘164上,摆正辊166绕自身轴线可旋转地连接在连接板165上,且位于装料轴12与裁切通道d之间,用于供被掀起的备用料带绕经。如此,可通过控制转盘164旋转,从而带动摆正辊166抵压途经的备用料带,以对被掀起的备用料带的空间角度进行调整,使得备用料卷A至裁切通道d之间的备用料带呈所需的状态(例如竖直状态),以便于后续第一切刀133对备用料带进行切断,也便于后续对备用料带的端部与工作料带的切断端进行接带。
进一步地,摆正组件16还包括摆正驱动件、主动带轮161、从动带轮163及传动带162。摆正驱动件安装在推料座15上,主动带轮161安装在摆正驱动件的输出轴上,从动带轮163安装在转盘164上。传动带162套设在主动带轮161与从动带轮163之间,使得摆正驱动件驱动主动带轮161旋转时,主动带轮161通过传动带162带动从动带轮163旋转,从动带轮163再带动转盘164旋转,进而带动摆正辊166对被掀起的备用料带的空间角度进行调节。可选地,摆正驱动件可以采用电机。
请参见图5至图8所示,本实用新型的实施例中,放卷装置30包括放卷轴32、接带机构33和下料机构34。放卷轴32用于装载工作料卷,并向接带机构33放卷输出工作料带,使得工作料带途经接带机构33后向下游进行输送,以实现向下游输送工作料带。接带机构33用于接收供胶装置40提供的胶带,并能够切断途经的工作料带。下料机构34用于卸载放卷轴32上的工作料卷。
搬运装置10在移动至放卷工位时,用于将备用料卷A转移至放卷轴32上,且将被掀起的备用料带的端部转移至接带机构33。接带机构33还用于将胶带粘贴至备用料带的端部与工作料带的切断端之间,从而实现接带。
如此,在拾取工位,装料轴12上的备用料卷A的备用料带被拾取装置20掀起,裁切组件13的第一切刀133将被掀起的备用料带的废料段切除,且备用料带的端部被吸附固定在吸附座141的第一吸附面b上。当放卷轴32上的工作料卷放卷完成时,首先,放卷轴32停止放卷,接带机构33将途经的工作料带切断。工作料带切断之后,放卷轴32反向旋转将放卷轴32与工作料带被切断处之间的残留料带进行收卷,再利用下料机构34将放卷轴32上的工作料卷(此时,该工作料卷即为空料筒和收卷在该空料筒上的残留料带)卸下。然后,搬运装置10移动至放卷工位,并利用推料座15将装料轴12上的备用料卷A和被掀起的备用料带的端部推送至接带机构33上,使得接带机构33将胶带粘贴至工作料带的切断端与备用料带的端部之间,即实现工作料带与备用料带的连接。最后,搬运装置10离开放卷工位,放卷轴32上的备用料卷A即为新的工作料卷,该新的工作料卷在放卷轴32的带动下继续向下游放卷输出工作料带。
具体到实施例中,搬运装置10还包括与底座11驱动连接的第一驱动机构,该第一驱动机构用于驱动底座11沿第一方向X移动,以使底座11途经拾取工位和放卷工位。第一驱动机构还用于驱动底座11沿与装料轴12的轴向平行的第二方向Y移动,以在放卷工位处带动装料轴12与放卷装置30的放卷轴32轴向对接或分离。如此,当第一驱动机构驱动底座11沿第二方向Y移动至装料轴12与放卷轴32轴向对接时,可利用推料座15将装料轴12上的备用料卷推送至放卷轴32上。可选地,该第二方向Y与第一方向X垂直。
具体到实施例中,接带机构33包括均设置在第一安装架31上的第一接带组件331和第二接带组件332。该第一接带组件331与第二接带组件332沿第一方向X间隔布设,且二者之间形成供工作料带穿过的接带空间e。第一接带组件331与第二接带组件332可受控地沿第一方向X靠近或远离。
第一接带组件331具有第一侧面f1和第二侧面f2,该第一侧面f1具有用于切断工作料带的裁切部3315,该第二侧面f2用于吸附供胶装置40提供的胶带。第一接带组件331可受控地在第一状态(见图7)和第二状态(见图8)之间切换。当第一接带组件331处于第一状态时,第一侧面f1与第二接带组件332在第一方向X上相对,以使第一接带组件331与第二接带组件332沿第一方向X彼此靠近的过程中,第一侧面f1上的裁切部3315能够将工作料带抵压在第二接带组件332上,并切断工作料带。
进一步地,搬运装置10在移动至放卷工位时,利用推料座15将吸附有备用料带的端部的吸附座141推送至接带空间e,并利用吸附座141的第一吸附面b吸附位于接带空间e的工作料带的切断端,使得工作料带的切断端与备用料带的端部均被吸附座141的第一吸附面b吸附固定。
当第一接带组件331处于第二状态时,第二侧面f2与第二接带组件332在第一方向X上相对,以使第一接带组件331朝向第二接带组件332靠近的过程中,能够将第二侧面f2上的胶带粘贴至被吸附座141的第一吸附面b吸附固定的工作料带的切断端和备用料带的端部之间。
如此,当放卷轴32上的工作料卷放卷完成时,放卷轴32停止放卷,第一接带组件331处于第一状态(即第一接带组件331的第一侧面f1与第二接带组件332在第一方向X上相对),并控制第一接带组件331与第二接带组件332沿第一方向X彼此靠近,直至第一侧面f1上的裁切部3315将工作料带抵压在第二接带组件332上,并将工作料带切断。然后,第一接带组件331与第二接待组件沿第一方向X彼此远离。再然后,搬运装置10运动至放卷工位,且利用推料座15将装料轴12上的备用料卷A推送至放卷轴32上,且将吸附有备用料带的端部的吸附座141推送至接带空间e,使得吸附座141将工作料带的切断端吸附在第一吸附面b上,即此时工作料带的切断端与备用料带的切断端均被吸附固定在第一吸附面b上。此时,第一接带组件331切换至第二状态,使得第一接带组件331的第二侧面f2与进入到接带空间e的吸附座141的第一吸附面b在第一方向X上相对。再然后,控制第一接带组件331朝向第二接带组件332沿第一方向X靠近移动,直至第二接带组件332的第二侧面f2与吸附座141的第一吸附面b相抵靠,使得第二侧面f2上吸附的胶带粘贴至第一吸附面b上吸附的工作料带的切断端和备用料带的端部之间,即工作料带的切断端与备用料带的端部通过胶带连接。
具体到实施例中,第一接带组件331包括第一移动座3311及第一贴胶件3314。第一移动座3311沿第一方向X可移动地连接在第一安装架31上。第一贴胶件3314可转动地连接在第一移动座3311上,第一移动座3311相对第一安装架31沿第一方向X移动时,带动第一贴胶件3314靠近或远离第二接带组件332。第一贴胶件3314的两个侧面分别作为上述第一侧面f1和第二侧面f2。第一贴胶件3314相对第一移动座3311转动的过程中,第一侧面f1和第二侧面f2能够交替地与第二接带组件332在第一方向X上相对,从而实现第一状态与第二状态之间的切换。
进一步地,第一接带组件331还包括设置在第一安装架31上的第一移动驱动件3312,该第一移动驱动件3312与第一移动座3311驱动连接,以驱动第一移动座3311沿第一方向X移动,从而使得第一移动座3311带动第一贴胶件3314靠近或远离第二接带组件332。可选地,该第一移动驱动件3312可以是气缸。
进一步地,第一接带组件331还包括设置在第一移动座3311上的第一伸缩件3313。该第一伸缩件3313具有可伸缩的第一伸缩端h2,第一伸缩端h2与第一贴胶件3314铰接。如此,第一伸缩件3313的第一伸缩端h2伸缩时,能够带动第一贴胶件3314相对第一移动座3311转动,使得第一贴胶件3314在第一状态与第二状态之间切换。可选地,该第一伸缩件3313可以是气缸。
具体到实施例中,裁切部3315包括抵压件3318、第二切刀3316及第二弹性件3317。抵压件3318设置在第一贴胶件3314的第一侧面f1上,且朝向第一侧面f1沿第一方向X可靠近或远离。第二弹性件3317抵接在第一贴胶件3314与抵压件3318之间,用于提供使得抵压件3318具有远离第一侧面f1的运动趋势的预紧力。第二切刀3316连接在第一贴胶件3314的第一侧面f1上,使得在抵压件3318相对第一贴胶件3314靠近移动的过程中,第二切刀3316能够由抵压件3318上的第三避让槽穿出至接带空间e,并切断工作料带。如此,当需要切断工作料带时,第一接带组件331和第二接带组件332沿第一方向X彼此靠近,以使抵压件3318将工作料带抵压在第二接带组件332上。随着第一接带组件331和第二接带组件332继续沿第一方向X彼此靠近,抵压件3318受到第二接带组件332挤压而相对第一贴胶件3314靠近移动(此时第二弹性件3317的压缩量增大),使得第二切刀3316由抵压件3318上的第三避让槽穿出,从而将抵压件3318与第二接带组件332之间的工作料带切断。工作料带切断后,放卷轴32旋转以将空料筒与第二切刀3316之间的残余料带收卷在空料筒上,并利用下料组件对放卷轴32上的空料筒进行卸载。第一接带组件331与第二接带组件332彼此远离移动,使得抵压件3318与第二接带组件332分离。可选地,第二弹性件3317可以是弹簧。
可选地,裁切部3315还包括导柱,导柱滑动连接在第一贴胶件3314上,且该导柱的轴向与第一方向X平行。抵压件3318固定连接在该导柱的一端,从而利用导柱对抵压件3318相对第一贴胶件3314的移动进行导向。进一步地,第二弹性件3317套设在导柱上,且相对两端分别与第一贴胶件3314和抵压件3318抵接。
具体到实施例中,第二接带组件332具有第三侧面g1和第四侧面g2,该第四侧面g2用于吸附胶带。第二接带组件332可受控地在第三状态(见图7)和第四状态(见图8)之间切换。
当第二接带组件332处于第三状态时,第三侧面g1与第一侧面f1在第一方向X上相对,以使第一接带组件331与第二接带组件332彼此靠近的过程中,第三侧面g1能够与第一侧面f1上的裁切部3315共同压紧工作料带,进而使得裁切部3315的第二切刀3316切断该工作料带。当第二接带组件332处于第四状态时,第四侧面g2与第二侧面f2在第一方向X上相对,以使第二接带组件332朝向第一接带组件331靠近的过程中,能够将第四侧面g2上的胶带粘贴至位于第二侧面f2上的工作料带的切断端和备用料带的端部上,从而实现工作料带的切断端与备用料带的端部连接。
进一步地,第二接带组件332包括第二移动座3321及第二贴胶件3324。该第二移动座3321沿第一方向X可移动地连接在第一安装架31上,第二贴胶件3324可转动地连接在第二移动座3321上。第二移动座3321相对第一安装架31沿第一方向X移动的过程中,带动第二贴胶件3324靠近或远离第一接带组件331移动。第二贴胶件3324的两个侧面分别作为第三侧面g1和第四侧面g2。第二贴胶件3324相对第二移动座3321转动的过程中,第三侧面g1和第四侧面g2能够交替地与第一接带组件331在第一方向X上相对,从而实现第二贴胶件3324在第三状态与第四状态之间切换。
进一步地,第二贴胶件3324的第三侧面g1上开设有供第二切刀3316切入的第四避让槽g3,也就是说利用第四避让槽g3对第二切刀3316在切断工作料带时进行避让,避免第二切刀3316与第二贴胶件3324直接接触而损坏。可选地,第二贴胶件3324的第三侧面g1与工作料带接触的表面设置有保护垫片,从而利用该保护垫片对工作料带进行保护,避免压坏工作料带。当然,抵压件3318与工作料带接触的表面也可设置保护垫片,避免压坏工作料带。
进一步地,第二接带组件332还包括设置在第二移动座3321上的第二伸缩件3323。第二伸缩件3323具有可伸缩的第二伸缩端h4,第二伸缩端h4与第二贴胶件3324铰接。如此,第二伸缩件3323的第二伸缩端h4伸缩时,能够带动第二贴胶件3324相对第二移动座3321转动,使得第二贴胶件3324在第三状态与第四状态之间切换。可选地,该第二伸缩件3323可以是气缸。
进一步地,第二接带组件332还包括设置在第一安装架31上的第二移动驱动件3322,该第二移动驱动件3322与第二移动座3321驱动连接,以驱动第二移动座3321相对第一安装架31沿第一方向X移动,从而使得第二移动座3321带动第二贴胶件3324沿第一方向X靠近或远离第一接带组件331。可选地,该第二移动驱动件3322可以是气缸。
进一步地,第一安装架31上设置有沿第一方向X纵长延伸的第二滑轨,第一移动座3311上设置有与第二滑轨滑动连接的第二滑块,第二移动座3321上设置有与第二滑轨滑动连接的第三滑块。如此,利用第二滑块沿第二滑轨的移动对第一移动座3311相对第一安装架31沿第一方向X的移动进行导向。利用第三滑块沿第二滑轨的移动对第二移动座3321相对第一安装架31沿第一方向X的移动进行导向。
具体到实施例中,接带机构33还包括设置在第二安装架334上的吸带组件。该吸带组件具有吸带部333,该吸带部333用于吸取接带空间e的工作料带的切断端,并可受控地运动离开或到达该接带空间e,以带动工作料带的切断端离开或到达接带空间e。如此,当第二切刀3316切断工作料带之后,吸带部333运动至接带空间e处以吸取工作料带的切断端,再携带该工作料带的切断端离开接带空间e,一方面避免工作料带的切断端随意晃动;另一方面对吸附座141进入到接带空间e的动作进行避让。
可选地,该吸带部333可以采用吸盘。该吸带部333可采用摆动的方式实现到达或离开接带空间e,当然,在其他实施例中,吸带部333也可采用直线移动等方式实现到达或离开接带空间e,在此不作限定。
进一步地,当推料座15带动吸附座141进入到接带空间e时,吸附座141的第一吸附面b朝向第一接带组件331,使得第一接带组件331的第二侧面f2(此时第一接带组件331处于第二状态)与吸附座141的第一吸附面b在第一方向X上相对。并且,吸带部333携带工作料带的切断端到达接带空间e时,吸附座141能够吸取该工作料带的切断端。进一步地,在第一接带组件331朝向吸附座141沿第一方向X靠近移动的过程中,能够将第二侧面f2上的胶带粘贴至第一吸附面b上的工作料带的切断端和备用料带的端部。
具体到实施例中,放卷装置30还包括第三安装架321及设置在第三安装架321上的放卷驱动机构38,该放卷驱动机构38与放卷轴32驱动连接,以驱动放卷轴32旋转。放卷轴32旋转时带动其上的工作料卷旋转,从而放卷输出工作料带。当然,在进行接带时,放卷驱动机构38也可驱动放卷轴32反向旋转,从而将工作料带被切断后与工作料卷连接的残留料带收卷在工作料卷上。需要说明的是,该放卷驱动机构38可以采用较为成熟的现有技术,在此不作限定。
具体到实施例中,下料机构34包括第三移动座341、摆臂342及夹爪组件343。摆臂342的一端可转动地连接在第三移动座341上,夹爪组件343设置在摆臂342的另一端。该第三移动座341用于带动摆臂342以及摆臂342上的夹爪组件343沿放卷轴32的轴向移动。夹爪组件343在跟随摆臂342运动到达放卷轴32处时,用于夹取放卷轴32上的工作料卷。可选地,可采用气缸驱动第三移动座341沿放卷轴32的轴向移动。摆臂342通过摆轴344安装在第三移动座341上,摆轴344可采用电机驱动而旋转,从而带动摆臂342摆动。
如此,当需要对放卷轴32上的工作料卷进行卸载时,首先,控制摆臂342相对第三移动座341摆动,直至带动夹爪组件343到达放卷轴32处。然后,第三移动座341沿放卷轴32的轴向移动,直至带动夹爪组件343沿放卷轴32的轴向移动至放卷轴32上的工作料卷处。再然后,夹爪组件343夹持工作料卷,再在第三移动座341的带动下沿放卷轴32的轴向返回,直至将空料筒抽离放卷轴32。最后,控制摆臂342相对第三移动座341摆动并返回至初始位置,从而带动夹持有工作料卷的夹爪组件343返回至初始位置,并释放工作料卷。
需要说明的是,下料机构34采用摆臂342摆动的方式带动夹爪组件343到达或离开放卷轴32处,进而实现卸载放卷轴32上的工作料卷。因此不需要将下料机构34设置在搬运装置10上实现移动,从而进一步简化了搬运装置10的结构,有利于提高搬运装置10的运转效率。
进一步地,放卷装置30还包括空料筒收集机构80,该空料筒收集机构80用于承接由夹爪组件343释放的空料筒。
需要说明的是,换卷装置还包括安装基板(图未示),上述第一安装架31、第二安装架334和第三安装架321均固定连接在安装基板上。第三移动座341沿放卷轴32的轴向可移动地连接在安装基板上,例如第三移动座341通过滑轨滑块组件安装在安装基板上。
下面对接带过程进行说明:当工作料卷放卷完成时,放卷轴32停止放卷,第一接带组件331处于第一状态,第二接带组件332处于第三状态,即此时抵压件3318与第二贴胶件3324的第三侧面g1在第一方向X上相对。然后,控制第一移动座3311和第二移动座3321带动第一贴胶件3314和第二贴胶件3324沿第一方向X彼此靠近移动,使得抵压件3318与第二贴胶件3324的第三侧面g1共同压紧固定途经的工作料带。随着第一贴胶件3314和第二贴胶件3324继续沿第一方向X彼此靠近,第一贴胶件3314带动第二切刀3316由抵压件3318上的第三避让槽穿出,直至进入到第四避让槽g3内,从而将工作料带切断。再然后,控制放卷轴32带动工作料卷旋转,以将工作料卷与第二切刀3316之间的残留料带收卷在工作料卷上,再利用下料组件卸载放卷轴32上的工作料卷。控制吸带部333运动到达接带空间e,以吸取工作料带的切断端。控制第一移动座3311和第二移动座3321带动第一贴胶件3314和第二贴胶件3324沿第一方向X彼此远离移动,使得抵压件3318与第二贴胶件3324分离。控制吸带部333运动离开接带空间e,使得工作料带的切断端跟随吸带部333离开接带空间e。
再然后,搬运装置10移动至放卷工位,并利用推料座15将装料轴12上的备用料卷A推送至放卷轴32上,同时将吸附座141(此时吸附座141的第一吸附面b上吸附固定有备用料带的端部)推送至接带空间e(即第一接带组件331与第二接带组件332之间),此时吸附座141的第一吸附面b朝向第一接带组件331。再然后,控制吸带部333运动到达接带空间e,以使工作料带的切断端到达吸附座141的第一吸附面b上,从而被吸附座141的第一吸附面b吸附固定,此时工作料带的切断端和备用料带的端部均吸附固定在第一吸附面b上。工作料带的切断端被第一吸附面b吸附之后,吸带部333停止对工作料带的切断端进行吸附,并运动离开接带空间e。
再然后,第一接带组件331处于第二状态,使得第一贴胶件3314的第二侧面f2(此时,第二侧面f2上吸附固定有供胶装置40提供的胶带)与吸附座141的第一吸附面b在第一方向X上相对,并控制第一移动座3311带动第一贴胶件3314沿第一方向X朝向吸附座141靠近移动,直至第一贴胶件3314的第二侧面f2与吸附座141的第一吸附面b抵接,使得第二侧面f2上的胶带粘贴在工作料带的切断端与备用料带的端部之间。再然后,吸附座141的第一吸附面b停止对工作料带的切断端和备用料带的端部进行吸附,且推料座15带动吸附座141退出接带空间e。此时胶带粘贴在工作料带的切断端和备用料带的端部的同一侧上,且该胶带被吸附固定在第一贴胶件3314的第二侧面f2上。
再然后,第二接带组件332处于第四状态,使得第二贴胶件3324的第四侧面g2(此时该第四侧面g2上吸附有供胶装置40提供的胶带)与第一贴胶件3314的第二侧面f2在第一方向X上相对。控制第一移动座3311和第二移动座3321带动第一贴胶件3314和第二贴胶件3324沿第一方向X彼此靠近,直至第一贴胶件3314与第二贴胶件3324抵靠,使得第二贴胶件3324的第四侧面g2上的胶带粘贴至工作料带的切断端和备用料带的端部之间,此时工作料带的切断端与备用料带的端部的两侧均粘贴有胶带,使得工作料带的切断端与备用料带的端部的连接更加牢靠。最后,第一贴胶件3314的第二侧面f2停止对其上的胶带进行吸附,第二贴胶件3324的第四侧面g2也停止对其上的胶带进行吸附。控制第一移动座3311和第二移动座3321带动第一贴胶件3314和第二贴胶件3324沿第一方向X彼此远离,直至返回至初始位置。此时,放卷轴32上的备用料卷A切换为工作料卷,并向下游放卷输出工作料带。需要说明的是,接带过程中各部件的动作顺序并不仅限于此,只要能够实现工作料带的切断端与备用料带的端部连接即可,在此不作限定。
请参见图9至图11所示,本实用新型的实施例中,供胶装置40包括支撑架41及均设置在该支撑架41上的胶带放卷机构42、吸胶平台43、拉胶机构44和切胶机构45。该支撑架41用于带动供胶装置40沿第一方向X移动至放卷工位。胶带放卷机构42用于输出胶带料带。吸胶平台43位于胶带放卷机构42的下游,用于吸附或释放途经的胶带料带。当支撑架41带动供胶装置40沿第一方向X移动至放卷工位时,放卷装置30的第一贴胶件3314或第二贴胶件3324位于吸胶平台43的下游侧。拉胶机构44用于将吸胶平台43上的胶带料带向下游牵引至放卷装置30的第一贴胶件3314或第二贴胶件3324上。切胶机构45用于由吸胶平台43与放卷装置30的第一贴胶件3314或第二贴胶件3324之间切断胶带料带,此时位于放卷装置30的第一贴胶件3314或第二贴胶件3324处的部分胶带料带即为上述胶带。
如此,当需要向放卷装置30的第一贴胶件3314或第二贴胶件3324提供胶带时,首先,支撑架41带动供胶装置40沿第一方向X移动至放卷工位,使得放卷装置30的第一贴胶件3314或第二贴胶件3324位于吸胶平台43的下游侧。然后,拉胶机构44拾取吸胶平台43上的胶带料带,并向放卷装置30的第一贴胶件3314或第二贴胶件3324移动,从而拉动胶带料带到达放卷装置30的第一贴胶件3314或第二贴胶件3324上。再然后,切胶机构45由吸胶平台43与放卷装置30的第一贴胶件3314或第二贴胶件3324之间的位置切断胶带料带,此时位于放卷装置30的第一贴胶件3314或第二贴胶件3324处的部分胶带料带即为上述胶带。最后,拉胶机构44将胶带释放至放卷装置30的第一贴胶件3314或第二贴胶件3324上,即实现向放卷装置30的第一贴胶件3314或第二贴胶件3324供胶。
需要说明的是,为了对放卷装置30的第一贴胶件3314的第二侧面f2和第二贴胶件3324的第四侧面g2均提供胶带。当支撑架41带动供胶装置40移动至放卷工位时,首先,供胶装置40沿第一方向X移动至吸胶平台43与第一贴胶件3314在第二方向Y上对齐的位置,即第一贴胶件3314位于吸胶平台43的下游侧,此时供胶装置40能够对第一贴胶件3314的第二侧面f2上供胶。然后,供胶装置40沿第一方向X移动至吸胶平台43与第二贴胶件3324在第二方向Y上对齐的位置,即第二贴胶件3324位于吸胶平台43的下游侧,此时供胶装置40能够对第二贴胶件3324的第四侧面g2上供胶。当然,在其他实施例中,供胶装置40也可先对第二贴胶件3324的第四侧面g2进行供胶,然后再对第一贴胶件3314的第二侧面f2进行供胶,在此不作限定。由于对第一贴胶件3314的第二侧面f2和对第二贴胶件3324的第四侧面g2的供胶过程相似,因此下文以对第一贴胶件3314的第二侧面f2的供胶过程为例进行说明。
具体到实施例中,拉胶机构44包括拾取驱动组件及胶带拾取部443。该拾取驱动组件包括第四移动座441及转动杆442。该第四移动座441沿与第一方向X垂直的第二方向Y可移动地连接在支撑架41上。转动杆442设置在第四移动座441上,且相对第四移动座441绕一枢转轴线可转动。胶带拾取部443设置在转动杆442的第一端4421,用于拾取或释放胶带料带。可选地,第四移动座411相对支撑架41沿第二方向Y的移动可采用电缸、气缸或丝杠副等驱动。
第四移动座441相对支撑架41沿第二方向Y移动的过程中,能够带动胶带拾取部443在吸胶平台43与放卷装置30的第一贴胶件3314之间移动。转动杆442绕枢转轴线转动的过程中,能够带动位于吸胶平台43处的胶带拾取部443与吸胶平台43相抵靠或分离,以拾取吸胶平台43上的胶带料带;或者能够带动位于放卷装置30的第一贴胶件3314处的胶带拾取部443与第一贴胶件3314的第二侧面f2相抵靠或分离,以将胶带料带释放至第一贴胶件3314的第二侧面f2上。可选地,该第二方向Y与枢转轴线相垂直。该枢转轴线与第一方向X平行。
如此,当需要向放卷装置30的第一贴胶件3314提供胶带时,首先,供胶装置40沿第一方向X移动至放卷工位,使得放卷装置30的第一贴胶件3314位于吸胶平台43的下游侧。然后,第四移动座441带动胶带拾取部443沿第二方向Y移动至吸胶平台43上,并在转动杆442的带动下胶带拾取部443与吸胶平台43(在图10所示的实施例中转动杆442带动胶带拾取部443下降)抵靠,使得胶带拾取部443拾取吸胶平台43上的胶带料带。再然后,在转动杆442的带动下胶带拾取部443与吸胶平台43(在图10所示的实施例中转动杆442带动胶带拾取部443抬起)分离,从而将胶带料带带离吸胶平台43。再然后,第四移动座441带动胶带拾取部443沿第二方向Y移动至第一贴胶件3314的第二侧面f2上,使得胶带拾取部443牵引胶带料带到达第一贴胶件3314的第二侧面f2上。再然后,转动杆442带动胶带拾取部443抵靠在第一贴胶件3314的第二侧面f2上,以使胶带拾取部443将胶带料带释放至第一贴胶件3314的第二侧面f2上。再然后,吸胶平台43对途经的胶带料带进行吸附,切胶机构45将胶带料带切断,此时位于第一贴胶件3314的第二侧面f2上的部分胶带料带即为上述胶带。再然后,转动杆442带动胶带拾取部443与第一贴胶件3314的第二侧面f2分离,使得第一贴胶件3314的第二侧面f2上的胶带与胶带拾取部443分离,即实现一次供胶。
需要说明的是,在本实施例中,利用转动杆442转动来带动设置在转动杆442的第一端4421的胶带拾取部443下降或抬起,以便于胶带拾取部443完成拾取或释放胶带的动作,避免了需要在胶带拾取部443处设置用于驱动胶带拾取部443下降或抬起的气缸,从而简化了胶带拾取部443处的结构,一方面节省了胶带拾取部443处所需占用的空间,进而缩减了进行供胶动作所需占用的空间,有利于降低放卷装置30的各个机构在空间布设上的设计难度;另一方面减轻了胶带拾取部443处的重量,有利于提高胶带拾取部443完成拾取或释放胶带的动作的稳定性。
具体到实施例中,供胶装置40的支撑架41通过连接座48固定连接在搬运装置10的底座11上,从而使得供胶装置40跟随搬运装置10的底座11一同沿第一方向X移动。供胶装置40在跟随底座11沿第一方向X移动的过程中能够途经放卷工位,以使供胶装置40在放卷工位分别向放卷装置30的第一贴胶件3314和第二贴胶件3324提供胶带。
具体到实施例中,拾取驱动组件还包括设置在第四移动座441上的取胶驱动件444。该取胶驱动件444与转动杆442背离胶带拾取部443的第二端4422连接,以驱动转动杆442绕上述枢转轴线转动,从而带动胶带拾取部443下降或抬起。如此,利用转动杆442的第一端4421安装胶带拾取部443,利用转动杆442的第二端4422连接取胶驱动件444,从而实现取胶驱动件444与胶带拾取部443在空间上隔离,进而达到缩减胶带拾取部443处所需占用的空间的目的。可选地,取胶驱动件444可以采用气缸。
进一步地,上述枢转轴线位于转动杆442的第一端4421与第二端4422之间,从而使得利用转动杆442形成“杠杆”结构,进而使得驱动胶带拾取部443下降或抬起的动作更加省力,一方面可采用较小规格的取胶驱动件444就能够满足需求,有利于降低成本,节省空间;另一方面有利于提高驱动胶带拾取部443进行下降或抬起动作的响应速度。更加具体地,转动杆442的中部通过枢转轴445安装在第四移动座441上,使得转动杆442能够绕该枢转轴445相对第四安装座转动。该枢转轴445的轴线即为上述枢转轴线。
具体到实施例中,吸胶平台43位于支撑架41在第一方向X上的一侧,拾取驱动组件位于支撑架41在该第一方向X上的另一侧。如此,将拾取驱动组件和吸胶平台43分设在支撑架41在第一方向X上的相对两侧,从而避免拾取驱动组件对胶带料带的输送造成干涉,进而提高供胶作业过程的稳定性。
具体到实施例中,当供胶装置40沿第一方向X移动至放卷工位时,吸胶平台43与放卷装置30的第一贴胶件3314沿第二方向Y布设,从而使得第四移动座441沿第二方向Y移动时,能够带动胶带拾取部443在吸胶平台43与第一贴胶件3314之间移动。
进一步地,支撑架41还可受控地带动供胶装置40沿第二方向Y移动,以在放卷工位带动吸胶平台43沿第二方向Y靠近或远离放卷装置30的第一贴胶件3314。如此,当支撑架41带动供胶装置40沿第一方向X移动至放卷工位后,然后支撑架41带动供胶装置40沿第二方向Y靠近放卷装置30的第一贴胶件3314移动,从而使得吸胶平台43进一步靠近放卷装置30的第一贴胶件3314,以便于向放卷装置30的第一贴胶件3314供胶。当供胶完成后,支撑架41带动供胶装置40沿第二方向Y远离放卷装置30的第一贴胶件3314移动,从而带动吸胶平台43远离放卷装置30的第一贴胶件3314,以避免支撑架41带动供胶装置40沿第一方向X移动的过程中,放卷装置30对供胶装置40的运动造成干涉。可选地,支撑架41通过滑轨和滑块安装在连接座48上,以对支撑架41相对连接座48沿第二方向Y的移动进行导向。可采用电缸或气缸等直线驱动件驱动支撑架41相对连接座48沿第二方向Y移动。
具体到实施例中,胶带拾取部443为拉胶辊,该拉胶辊具有绕自身轴线可旋转的旋转状态和不可绕自身轴线旋转的止转状态。当第四移动座441带动拉胶辊移动至吸胶平台43上时,拉胶辊切换至旋转状态,第四移动座441能够带动拉胶辊沿吸胶平台43向上游移动一预设距离,以将吸胶平台43上的胶带料带的端部缠绕至拉胶辊上。
当第四移动座441带动拉胶辊由吸胶平台43向放卷装置30的第一贴胶件3314移动的过程中,拉胶辊切换至止转状态,从而防止在拉胶的过程中缠绕在拉胶辊上的胶带料带脱落。
当第四移动座441带动拉胶辊移动至第一贴胶件3314的第二侧面f2上时,拉胶辊切换至旋转状态,第四移动座441能够带动拉胶辊沿第一贴胶件3314的第二侧面f2向下游移动一预设距离,以将缠绕在拉胶辊上的胶带料带展平至第一贴胶件3314的第二侧面f2上。
如此,在拉胶辊拾取胶带料带或释放胶带料带时,控制拉胶辊处于旋转状态,以便于胶带料带的缠绕或展平;在拉胶辊拉动胶带料带时,控制拉胶辊处于止转状态,防止胶带料带从拉胶辊上脱落。
具体到实施例中,供胶装置40还包括止转机构,该止转机构包括止转驱动件461及止转件462。止转驱动件461安装于第四移动座441上,并与止转件462驱动连接,以驱动止转件462与拉胶辊止转配合或分离。如此,当拉胶辊需要旋转时,止转驱动件461驱动止转件462与拉胶辊分离,从而使得止转件462不能阻止拉胶辊旋转。当拉胶辊不需要旋转时,止转驱动件461驱动止转件462与拉胶辊止转配合,从而使得止转件462能够阻止拉胶辊旋转。可选地,止转驱动件461可以采用气缸。
下面对供胶装置40对放卷装置30的第一贴胶件3314的第二侧面f2进行供胶的作业过程进行说明:首先,供胶装置40沿第一方向X移动至放卷工位,直至吸胶平台43与第一贴胶件3314沿第二方向Y对齐。支撑架41再沿第二方向Y移动,以带动吸胶平台43靠近第一贴胶件3314。然后,第四移动座441沿第二方向Y移动,以带动拉胶辊移动至吸胶平台43上。再然后,转动杆442带动拉胶辊下降至与吸胶平台43相抵靠。再然后,第四移动座441沿第二方向Y移动,从而带动拉胶辊沿吸胶平台43向其上游滚动一段距离,以将吸胶平台43上的胶带料带缠绕在拉胶辊上。再然后,转动杆442带动拉胶辊抬起,使得拉胶辊带动胶带料带与吸胶平台43分离。
再然后,控制止转件462与拉胶辊止转配合,且第四移动座441沿第二方向Y移动,直至带动拉胶辊移动至第一贴胶件3314的第二侧面f2上。再然后,控制止转件462与拉胶辊止转分离,且转动杆442带动拉胶辊下降至与第一贴胶件3314的第二侧面f2相抵靠。再然后,第四移动座441沿第二方向Y移动,带动拉胶辊沿第一贴胶件3314的第二侧面f2向下游滚动一段距离,在滚动的同时第一贴胶件3314的第二侧面f2对拉胶辊上的胶带料带进行吸附,使得缠绕在拉胶辊上的胶带料带逐渐展平在第二侧面f2上。拉胶辊上的胶带料带完全展平在第二侧面f2上后,转动杆442带动拉胶辊抬起,使得拉胶辊与第一贴胶件3314的第二侧面f2分离,此时胶带被吸附在第二侧面f2上,即完成对第一贴胶件3314的第二侧面f2供胶。
需要说明的是,供胶装置40对第二供胶件的第四侧面g2的供胶过程与上述过程相类似,故在此不作赘述。
请参见图12至图16所示,本实用新型的实施例中,拾取装置20包括拾取机构21,该拾取机构21包括第六移动座211以及均设置在该第六移动座211上的吹气组件212和夹持组件213。第六移动座211沿第三方向Z可移动,以带动吹气组件212和夹持组件213在搬运装置10上的备用料卷A处与牵引位置之间移动。可选地,该第三方向Z与第一方向X和第二方向Y垂直。
当第六移动座211带动吹气组件212和夹持组件213沿第三方向Z移动至搬运装置10上的备用料卷A处时,吹气组件212能够将备用料卷A的料带起始端a吹起,使得夹持组件213能够夹持被吹起的料带起始端a。当第六移动座211带动吹气组件212和夹持组件213沿第三方向Z移动至牵引位置时,夹持组件213牵出备用料卷A上的备用料带,以供搬运装置10由备用料卷A处与牵引位置之间的切断位置吸附固定并切断备用料带,使得备用料带的端部和被切除的废料段的端部均被搬运装置10的吸附座141的第一吸附面b吸附固定。
如此,当搬运装置10移动至拾取工位,且需要对备用料卷A的备用料带的端部进行处理时,首先,第六移动座211沿第三方向Z移动,带动吹气组件212和夹持组件213朝向装料轴12上的备用料卷A移动,直至到达备用料卷A处。然后,吹气组件212朝向备用料卷A上的料带起始端a吹气,以将料带起始端a吹起。再然后,利用夹持组件213对被吹起的料带起始端a进行夹持。料带起始端a被夹持后,第六移动座211沿第三方向Z移动,以带动吹气组件212和夹持组件213远离备用料卷A移动,从而将备用料卷A上的备用料带牵出,直至吹气组件212和夹持组件213到达牵引位置。再然后,搬运装置10利用第一切刀133由备用料卷A处与牵引位置之间的切断位置将备用料带切断,且利用吸附座141的第一吸附面b吸附固定住备用料带的端部和被切除的废料段的端部。
需要说明的是,为了确保吹气组件212能够准确的将料带起始端a吹起,在吹起组件212进行吹气之前,需要搬运装置10带动其上的备用料卷A旋转,直至带动料带起始端a位于备用料卷A朝向吹气组件212和夹持组件213的一侧。可选地,可利用位置传感器检测料带起始端a上的标签的位置,来确定料带起始端a是否到达备用料卷A朝向吹气组件212和夹持组件213的一侧。
上述拾取装置20,利用吹气组件212将备用料卷A的料带起始端a吹起,再利用夹持组件213夹取该料带起始端a并牵出备用料带,使得搬运装置10将备用料带的废料段切除后,备用料带的端部和废料段的端部均吸附固定在吸附座141的第一吸附面b上,进而使得备用料带的端部被掀起并保持便于后续与工作料带的切断端接带的状态,无需人工对备用料卷A的备用料带的端部进行处理,提高了换卷设备的自动化程度,降低了人工成本,提高了生产效率和生产质量的稳定性。
需要说明的是,现有技术中常常采用真空吸附的方式吸取备用料卷A上的料带起始端a,然而采用真空吸附的方式存在吸附稳定性差、保持真空能耗较大等问题。与此相比,本实施例中首先利用吹气组件212将备用料卷A上的料带起始端a吹起,再利用夹持组件213夹取该料带起始端a并牵出备用料带,进而使得搬运装置10实现备用料带的掀起与备用料带的端部的固定,从而避免了需要长期保持真空,降低了能耗,且采用夹持的方式固定料带起始端a稳定可靠。
还需要说明的是,上述牵引位置指的是夹持组件213在备用料卷A处夹持料带起始端a后,再沿第三方向Z远离备用料卷A移动一段距离时到达的位置。该牵引位置与备用料卷A之间的距离在此不作限定,只要确保夹持组件213移动至牵引位置处时备用料卷A上的废料段被完全牵引出,且废料段被切除后备用料带的端部能够被搬运装置10固定住即可。
具体到实施例中,拾取机构21还包括安装在第六移动座211上的检测组件2121,吹气组件212安装在该检测组件2121上。在第六移动座211带动吹气组件212和夹持组件213由牵引位置朝向搬运装置10上的备用料卷A移动的过程中,检测组件2121用于检测吹气组件212与搬运装置10上的备用料卷A是否抵接。进一步地,当检测组件2121检测到吹气组件212与备用料卷A抵接时,控制第六移动座211停止移动,避免压坏备用料卷A。此时可利用吹气组件212将备用料卷A上的料带起始端a吹起,再利用夹持组件213夹持被吹气的料带起始端a。
可选地,检测组件2121包括气缸及设置在气缸上的磁性开关,吹气组件212安装在气缸的驱动端。第六移动座211带动吹气组件212由牵引位置朝向搬运装置10上的备用料卷A移动的过程中,该气缸的驱动端处于伸出状态。当吹气组件212与备用料卷A抵接时,气缸的驱动端受压收缩。磁性开关检测到气缸的驱动端受压收缩时,通过工控机等控制装置控制第六移动座211停止移动,避免压坏备用料卷A。
进一步地,吹气装置包括吹气件2122和压轮2123。吹气件2122安装在检测组件2121的气缸的驱动端,该压轮2123绕自身轴线可转动地连接在吹气件2122上。第六移动座211带动吹气组件212由牵引位置朝向搬运装置10上的备用料卷A移动的过程中,能够带动压轮2123与装料轴12上的备用料卷A抵接。当检测组件2121检测到压轮2123与备用料卷A抵接时,第六移动座211停止移动。如此,利用压轮2123与备用料卷A抵接,有利于避免吹气件2122与备用料卷A直接接触而对备用料卷A造成损伤。
需要说明的是,检测组件2121的设置确保了每次对备用料卷A的备用料带的端部进行处理时,压轮2123与备用料卷A相抵靠之后,吹气件2122再向备用料卷A上的料带起始端a吹气,从而确保能够准确的将料带起始端a吹起,有利于适应不同卷径的备用料卷A,提高设备的兼容性。
进一步地,压轮2123的数量为两个,该两个压轮2123分别位于吹气件2122在第一预设方向上的两端,该第一预设方向与备用料卷A的轴向平行。如此,利用两个压轮2123与备用料卷A抵靠,使得备用料卷A与吹气件2122之间的位置更加稳定可靠,确保吹气件2122能够准确的将料带起始端a吹起至夹持组件213上。可以理解的是,该备用料卷A的轴向与装料轴12的轴向平行。具体到图15所示的实施例中,第一预设方向为垂直于纸面的方向。
进一步地,吹气件2122具有用于向料带起始端a吹气的吹气狭缝,该吹气狭缝沿第一预设方向纵长延伸,有利于确保将备用料卷A上的料带起始端a吹起。
具体到实施例中,夹持组件213包括夹持驱动件2131及设置在该夹持驱动件2131的驱动端的第一夹块2132和第二夹块2133。第一夹块2132与第二夹块2133之间形成用于供被吹起的料带起始端a进入的夹持空间。夹持驱动件2131用于驱动第一夹块2132与第二夹块2133彼此靠近或远离,从而夹持或松开进入夹持空间的料带起始端a。如此,利用吹气件2122将备用料卷A上的料带起始端a吹起至夹持空间,使得夹持驱动件2131驱动第一夹块2132与第二夹块2133彼此靠近时能够夹紧被吹气的料带起始端a。可选地,该夹持驱动件2131可以采用夹爪气缸。
可选地,第一夹块2132与第二夹块2133沿第二预设方向布设,该第二预设方向与搬运装置10上的备用料卷A的轴向垂直。如此,被吹气件2122吹起的料带起始端a进入到第一夹块2132与第二夹块2133之间的夹持空间时,第一夹块2132与第二夹块2133分别位于料带起始端a的厚度方向上的两侧,从而使得第一夹块2132与第二夹块2133沿料带起头端a的厚度方向夹持料带起始端a,确保对料带起始端a的夹持稳固可靠。具体到图15所示的实施例中,第二预设方向为垂直于左右方向。
具体到实施例中,拾取机构21还包括拾取驱动件214。该拾取驱动件214与第六移动座211驱动连接,用于驱动第六移动座211沿第三方向Z移动,以带动吹气组件212和夹持组件213移动至备用料带A处或牵引位置。可选地,该拾取驱动件214可以采用电缸。
需要说明的是,上述检测组件2121通过例如工控机等控制装置与该拾取驱动件214通讯连接,使得控制装置能够根据检测组件2121的检测结果,控制拾取驱动件214停止驱动第六移动座211继续朝向备用料卷A移动。
在一些实施例中,夹持组件213夹持备用料卷A上的料带起始端a,并在第六移动座211的带动下移动至牵引位置,从而将备用料卷A上的备用料带牵出,使得备用料带途经位于备用料卷A和牵引位置之间的切断位置和收卷位置。该切断位置位于备用料卷A与收卷位置之间。位于切断位置与牵引位置之间的备用料带为废料段。搬运装置10的第一切刀133由切断位置切断备用料带,即切除废料段。需要说明的是,在第一切刀133切除废料段后,该废料段的端部被吸附座141的第一吸附面b吸附固定住,该废料段的料带起始端a被夹持组件213夹持固定。
请参见图17至图18所示,拾取装置20还包括收废机构22,该收废机构22用于对途经收卷位置的备用料带的废料段进行收卷,以便于夹持组件213再次夹取下一个备用料卷A的料带起始端a。
具体地,收废机构22包括第五移动座221及收料轴222。该收料轴222的一端设置在第五移动座221上,且收料轴222相对第五移动座221绕自身轴线可转动。收料轴222具有沿轴向延伸的叉料槽k1,该叉料槽k1用于供废料段穿过,从而使得收料轴222绕自身轴线旋转时,能够将废料段收卷在收料轴222上。
进一步地,该叉料槽k1贯穿收料轴222远离第五移动座221的一端,即收料轴222远离第五移动座221的一端为开口端k2,使得废料段能够由该开口端k2进入叉料槽k1中。第五移动座221沿第三预设方向(即图18中的左右方向)可受控移动,以带动收料轴222到达或离开收卷位置。当第五移动座221带动收料轴222达到收卷位置时,备用料带的废料段由该开口端k2进入到叉料槽k1中。可选地,收料轴222的轴向与装料轴12的轴向平行,且与该第三预设方向也平行,从而便于备用料带的废料段能够进入到叉料槽k1中。
如此,当夹持组件213由备用料卷A处移动至牵引位置,并牵出备用料带的废料段时,需要对废料段进行收卷:首先,第五移动座221沿第三预设方向移动至收卷位置,使得途经收卷位置的废料段由收料轴222的开口端k2进入到叉料槽k1中。然后,夹持组件213松开废料段的料带起始端a,并控制收料轴222旋转,使得废料段被逐渐收卷在收料轴222上,即实现对废料段的自动收集,提高了换卷设备的自动化程度,提高了生产效率和生产质量的稳定性,降低了人工成本。
具体到实施例中,收料轴222包括沿自身轴向布设的主体段2220和收卷段2223。该主体段2220的一端设置在第五移动座221上,使得收料轴222能够相对第五移动座221绕自身轴线旋转。收卷段2223包括第一半轴2225和第二半轴2226。该第一半轴2225和第二半轴2226均连接在主体段2220的另一端,且沿主体段2220的径向间隔布设,以使第一半轴2225和第二半轴2226之间形成上述叉料槽k1,第一半轴2225和第二半轴2226背离主体段2220的端部形成上述开口端k2,从而使得第五移动座221带动收料轴222沿第三预设方向向收卷位置移动的过程中,途经收卷位置的废料段逐渐进入到第一半轴2225与第二半轴2226之间的叉料槽k1中,使得收料轴222旋转时能够对废料段进行收卷。
可选地,第一半轴2225背离第二半轴2226的一侧表面为第一弧面,第二半轴2226背离第一半轴2225的一侧表面为第二弧面,使得第一半轴2225的第一弧面和第二半轴2226的第二弧面拼合形成大致呈圆柱状的外轮廓。具体地,该第一弧面与第二弧面均为圆弧面,且二者位于同一圆柱面上,使得第一弧面与第二弧面拼合形成呈圆柱状的外轮廓。
进一步地,收废机构22还包括旋转驱动件226,该旋转驱动件226安装在第五移动座221上,且与收料轴222驱动连接,以驱动该收料轴222旋转。可选地,该旋转驱动件226可以采用电机。
进一步地,收废机构22还包括平移驱动件223,该平移驱动件223与第五移动座221驱动连接,以驱动第五驱动座沿第三预设方向移动。可选地,该平移驱动件223可以采用电缸。
具体到实施例中,收废机构22还包括对应于收卷位置布设的拨料组件。该拨料组件包括拨料驱动件2271及拨料件2272,该拨料件2272安装在拨料驱动件2271的驱动端。当收料轴222位于收卷位置时,拨料驱动件2271能够驱动拨料件2272由叉料槽k1靠近第五移动座221的一端插入,从而在第五移动座221带动收料轴222离开收卷位置的过程中,拨料件2272将卷绕在收料轴222上的废料段拨离,即将废料段从收料轴222上拨离,以便于收料轴222再次收卷废料段。如此,当收料轴222在收卷位置对废料段收卷完成后,首先,拨料驱动件2271驱动拨料件2272由叉料槽k1靠近第五移动座221的一端插入。然后,第五移动座221带动收料轴222离开收卷位置,由于收料轴222上的废料段受到拨料件2272的阻挡不能跟随收料轴222一同移动,从而实现废料段被拨料件2272拨离收料轴222。可选地,拨料驱动件2271可以是气缸。
进一步地,收废机构22还包括对应于收卷位置布置的排废组件。该排废组件包括排废管228,该排废管228的进料口位于拨料件2272的下方,以接收被拨料件2272拨离收料轴222的废料段。如此,当收料轴222在收卷位置对废料段收卷完成,拨料件2272插入至叉料槽k1中后,第五移动座221带动收料轴222离开收卷位置,使得拨料件2272将收料轴222上的废料段拨离。被拨料件2272拨离的废料段由排废管228的进料口进入到排废管228内,从而沿排废管228排出。
进一步地,排废组件还包括排料驱动件2291及推料块2292,该排料驱动件2291安装在排废管228上,推料块2292安装在排料驱动件2291的驱动端。排废管228还具有推料口,排料驱动件2291用于驱动推料块2292有推料口进入排废管228,以推动排废管228内废料段沿排废管228排出。可选地,该排料驱动件2291可以是气缸。
进一步地,排废组件还包括废料盒2281,该废料盒2281布置在排废管228的出料口处,以容纳由排废管228的出料口排出的废料段。
具体到实施例中,收废机构22还包括设置在第五移动座221上的卷径检测件224。该卷径检测件224用于检测收料轴222上收卷的废料段的卷径。如此,当卷径检测件224检测到收料轴222上的卷径达到预设值或者不再增大时,则表明废料段收卷完成,此时可控制收料轴222停止旋转。
具体到实施例中,收废机构22还包括抵压组件225,该抵压组件225包括支架2251及抵压辊。支架连接第五移动座221上,抵压辊设置在支架上,用于与收卷在收料轴222上的废料段抵接。如此,在收料轴222收卷废料段的过程中,抵压辊将废料段压实在收料轴222上,避免收卷在收料轴222上的废料段松散。
进一步地,抵压组件225还包括摆动件及第三弹性件。摆动件的一端可转动地连接在支架上,抵压辊安装在摆动件的另一端。第三弹性件与摆动件和支架连接,用于提供使得摆动件带动抵压辊弹性抵压收料轴222的预紧力。如此,在第三弹性件的作用下,摆动件带动抵压辊始终抵靠在收料轴222上(即抵压管与收料轴222弹性抵接),使得收料轴222对废料段进行收卷时废料段被抵压辊压实在收料轴222上,避免收料轴222上的废料段松散。可选地,上述卷径检测件224也安装在该支架上,从而使得卷径检测件224与抵压辊共用同一个支架进行安装,有利于简化结构。
可选地,摆动件的一端通过旋转轴转动连接在支架上。第三弹性件为扭簧,该扭簧套设在旋转轴上,且该扭簧的一个扭力臂与支架抵接,扭簧的另一个扭力臂与摆动件抵接,从而在扭簧的作用下使得摆动件带动抵压辊始终保持抵靠在收料轴222上。
请继续参见图17至图18所示,本实用新型的实施例中,换卷装置还包括备料装置,该备料装置用于向移动至拾取工位的搬运装置10的装料轴12提供备用料卷A。该备料装置包括备料机构50,该备料机构50包括固定座51、备料轴52、第一夹紧组件54及第二夹紧组件55。
该备料轴52具有作为其轴向两端的连接端521和上料端522。备料轴52通过连接端521连接在固定座51上。第一夹紧组件54安装在固定座51上,以在连接端521处夹紧或松开套设在备料轴52上的装料管。该装料管上装载有多个备用料卷A。第二夹紧组件55相对固定座51沿备料轴52的轴向可移动,以将装料管上的备用料卷A由上料端522推送至搬运装置10的装料轴12上。
在实际使用时,当搬运装置10移动到达拾取工位时,搬运装置10的装料轴12与备料轴52的上料端522轴向对接。第二夹紧组件55沿备料轴52的轴向向上料端522移动一预设距离,使得第二夹紧组件55推动备料轴52上的各个备用料卷A向上料端522移动,直至最前端的一个备用料卷A由上料端522移动至搬运装置10的装料轴12上。并且,在第二夹紧组件55推送备用料卷A的过程中,第一夹紧组件54始终夹紧装料管,使得装料管相对备料轴52保持静止,而各个备用料卷A在第二夹紧组件55的推动下沿装料管向装料轴12移动。
如此,一方面实现了自动向搬运装置10的装料轴12推送备用料卷A,避免了人工向装料轴12进行上料,降低了人工成本,提高了换卷设备的自动化程度,有利于提高生产效率;另一方面,当需要向备料轴52上上料时,可利用装料管一次性将多个备用料卷A上料至备料轴52上,并通过第一夹紧组件54将装料管夹持固定,防止在向装料轴12上料时装料管相对背离轴移动,不需要逐个的将备用料卷A上料至备料轴52上,从而大大提高了向备料轴52上料的效率。
具体到实施例中,备料装置还包括上料机构,该上料机构具有一上料轴。该上料轴用于套设装载有多个备用料卷A的装料管。当上料机构移动至上料轴与备料轴52的上料端522轴向对接的位置时,第二夹紧组件55沿备料轴52的轴向移动至上料轴处,并夹紧上料轴上的装料管,然后,再沿备料轴52的轴向返回移动,直至带动上料轴上的装料管以及装料管上的各个备用料卷A一同移动至备料轴52上,并与上料轴分离,从而实现了装料管及该装料管上的各个备用料卷A由上料轴至备料轴52的转移。可选地,上料机构可以是搬运小车。装料管可采用钢管。
如此,利用上料机构与备料机构50的配合,实现了一次将装载有多个备用料卷A的转料管转移至备料轴52上,一方面,进一步提高了换卷设备的自动化程度,降低了人工成本;另一方面,实现了将多个备用料卷A同时上料至备料轴52上,大大提高了上料效率。
具体到实施例中,第一夹紧组件54包括第一夹紧座541、第一夹件542、第二夹件543及第一夹紧驱动件544。第一夹紧座541连接在固定座51上,第一夹件542和第二夹件543活动连接在第一夹紧座541上。第一夹件542和第二夹件543之间形成用于供装料管进入的第一夹持位。第一夹紧驱动件544设置在第一夹紧座541上,且与第一夹件542和第二夹件543传动连接,以驱动第一夹件542与第二夹件543彼此靠近或远离,进而实现第一夹件542与第二夹件543夹紧或松开进入第一夹持位的装料管。
进一步地,第一夹件542与第一夹紧座541铰接,且具有第一传动端和第一夹紧端。第二夹件543与第一夹紧座541铰接,且具有第二传动端和第二夹紧端。第一夹紧端与第二夹紧端之间形成上述第一夹持位。第一夹紧驱动件544与第一传动端和第二传动端传动连接,以驱动第一传动端和第二传动端彼此靠近或远离。如此,当需要夹紧备料轴52上的装料管时,第一夹紧驱动件544驱动第一传动端与第二传动端彼此远离,从而带动第一夹件542与第二夹件543转动,进而使得第一夹紧端与第二夹紧端彼此靠近,直至夹紧装料管。当需要松开备料轴52上的装料管时,第一夹紧驱动件544驱动第一传动端与第二传动端彼此靠近,从而带动第一夹件542与第二夹件543转动,进而使得第一夹紧端与第二夹紧端彼此远离,以松开装料管。
进一步地,第一夹紧组件54还包括第一传动结构,第一传动端和第二传动端通过该第一传动结构与第一夹紧驱动件544传动连接。该第一夹紧驱动件544用于向第一传动结构输出直线运动,第一传动结构用于将该直线运动转化成第一夹件542和第二夹件543的旋转运动,进而使得第一夹紧端与第二夹紧端彼此靠近或远离。
需要说明的是,该第一传动结构可以是连杆传动结构、楔形块传动结构或凸轮传动结构等,只要能够实现通过带动第一夹件542与第二夹件543旋转而使得第一夹紧端与第二夹紧端彼此靠近或远离即可,在此不作限定。
具体到实施例中,备料机构50还包括相对固定座51沿备料轴52的轴向可移动的运动座56,第二夹紧组件55安装在该运动座56上,从而通过该运动座56带动第二夹紧组件55沿备料轴52的轴向移动。
进一步地,备料机构50还包括支撑板57和运动驱动件58,固定座51固定连接在该支撑板57上,运动座56沿备料轴52的轴向可移动地连接在支撑板57上。该运动驱动件58设置在该支撑板57上,且与运动座56驱动连接,以驱动运动座56沿备料轴52的轴向移动。可选地,运动驱动件58可以是丝杠模组。
进一步地,支撑板57上设置有沿备料轴52的轴向纵长延伸的第四滑轨,运动座56上设置有与第四滑轨滑动连接的第四滑块。如此,利用第四滑块沿第四滑轨移动对运动座56相对支撑板57沿备料轴52的轴向移动进行导向。
具体到实施例中,第二夹紧组件55包括第二夹紧座551、第三夹件552、第四夹件553及第二夹紧驱动件554。该第二夹紧座551连接在运动座56上,第三夹件552和第四夹件553设置在所述运动座56上,所述第三夹件552与所述第四夹件553之间形成用于供装料管进入的第二夹持位。第二夹紧驱动件554设置在第二夹紧座551上,且与第三夹件552和第四夹件553传动连接,以驱动第三夹件552和第四夹件553彼此靠近或远离,从而使得第三夹件552与第四夹件553夹紧或松开进入第二夹持位的装料管。
进一步地,第三夹件552与第二夹紧座551铰接,且具有第三传动端和第三夹紧端。第四夹件553与第二夹紧座551铰接,且具有第四传动端和第四夹紧端。第三夹紧端与第四夹紧端之间形成上述第二夹持位。第二夹紧驱动件554与第三传动端和第四传动端传动连接,以驱动第三传动端和第四传动端彼此靠近或远离。
如此,当需要夹紧装料管时(即需要将上料轴上的装料管上料至备料轴52上时),第二夹紧驱动件554驱动第三传动端与第四传动端彼此远离,从而带动第三夹件552与第四夹件553转动,进而使得第三夹紧端与第四夹紧端彼此靠近,直至夹紧装料管。
当需要松开装料管时(即需要将备料轴52上的装料管上的备用料卷A推送至装料轴12上时),第二夹紧驱动件554驱动第三传动端与第四传动端彼此靠近,从而带动第三夹件552与第四夹件553转动,进而使得第三夹紧端与第四夹紧端彼此远离,以松开装料管。此时,第一夹紧组件54夹紧备料轴52上的装料管,第二夹紧组件55松开该装料管并推动该装料管上的备用料卷A移动,直至将备用料卷A转移至装料轴12上。
进一步地,第二夹紧组件55还包括第二传动结构,第三传动端和第四传动端通过该第二传动结构与第二夹紧驱动件554传动连接。该第二夹紧驱动件554用于向第二传动结构输出直线运动,第二传动结构用于将该直线运动转化成第三夹件552和第四夹件553的旋转运动,进而使得第三夹紧端与第四夹紧端彼此靠近或远离。
需要说明的是,该第二传动结构可以是连杆传动结构、楔形块传动结构或凸轮传动结构等,只要能够实现通过带动第三夹件552与第四夹件553旋转而使得第三夹紧端与第四夹紧端彼此靠近或远离即可,在此不作限定。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
Claims (10)
1.一种搬运装置,其特征在于,包括底座以及设置在所述底座上的装料轴、吸附组件和裁切组件,所述底座能够移动至拾取工位,所述装料轴用于装载备用料卷;
所述吸附组件与所述裁切组件沿第一方向间隔布设,且二者之间形成裁切通道,所述裁切通道供被掀起的备用料带穿过,且所述吸附组件与所述裁切组件彼此沿所述第一方向可靠近或远离;
当所述底座移动至所述拾取工位时,所述吸附组件与所述裁切组件彼此靠近,以使所述裁切组件切断途经的所述备用料带,且所述吸附组件吸附固定被切断的所述备用料带的端部。
2.根据权利要求1所述的搬运装置,其特征在于,所述搬运装置还包括推料座,所述推料座沿所述装料轴的轴向可移动地连接在所述底座上,所述吸附组件设置在所述推料座上;
所述底座还能够移动至放卷工位,当所述底座移动至所述放卷工位时,所述推料座能够将所述装料轴上的所述备用料卷和吸附固定所述备用料带的端部的所述吸附组件推送至放卷装置上。
3.根据权利要求2所述的搬运装置,其特征在于,所述搬运装置还包括第一安装座和第二安装座,所述第一安装座安装在所述底座上,所述第二安装座沿所述第一方向可移动地设置在所述推料座上,所述裁切组件设置在所述第一安装座上,所述吸附组件设置在所述第二安装座上。
4.根据权利要求3所述的搬运装置,其特征在于,所述裁切组件包括安装件、压板、第一弹性件及第一切刀;
所述安装件设置在所述第一安装座上,所述压板设置在所述安装件朝向所述吸附组件的一侧,且相对所述安装件可靠近或远离所述吸附组件移动,所述第一弹性件抵接在所述压板与所述安装件之间;
所述第一切刀设置在所述安装件上,且在所述压板靠近所述安装件移动的过程中,所述第一切刀能够由所述压板上的第一避让槽穿出至所述裁切通道,并切断所述备用料带。
5.根据权利要求4所述的搬运装置,其特征在于,所述安装件沿所述第一方向可移动地连接在所述第一安装座上。
6.根据权利要求4所述的搬运装置,其特征在于,所述吸附组件包括设置在所述第二安装座上的吸附座,所述吸附座朝向所述压板的一侧具有用于吸附所述备用料带的第一吸附面。
7.根据权利要求6所述的搬运装置,其特征在于,所述第一吸附面上开设有供所述第一切刀伸入的第二避让槽。
8.根据权利要求6所述的搬运装置,其特征在于,所述吸附座沿所述第一方向可移动地连接在所述第二安装座上。
9.根据权利要求2所述的搬运装置,其特征在于,所述搬运装置还包括与所述底座驱动连接的第一驱动机构,所述第一驱动机构用于驱动所述底座沿第一方向在所述拾取工位与所述放卷工位之间移动;
所述第一驱动机构还用于驱动所述底座沿与所述装料轴的轴向平行的第二方向移动,以在所述放卷工位处时带动所述装料轴与放卷装置的放卷轴轴向对接或分离。
10.一种换卷设备,其特征在于,包括如权利要求1至9任一项所述的搬运装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222408920.XU CN218595657U (zh) | 2022-09-09 | 2022-09-09 | 一种搬运装置及换卷设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222408920.XU CN218595657U (zh) | 2022-09-09 | 2022-09-09 | 一种搬运装置及换卷设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218595657U true CN218595657U (zh) | 2023-03-10 |
Family
ID=85398889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222408920.XU Active CN218595657U (zh) | 2022-09-09 | 2022-09-09 | 一种搬运装置及换卷设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218595657U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024050956A1 (zh) * | 2022-09-09 | 2024-03-14 | 无锡先导智能装备股份有限公司 | 一种换卷设备 |
-
2022
- 2022-09-09 CN CN202222408920.XU patent/CN218595657U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024050956A1 (zh) * | 2022-09-09 | 2024-03-14 | 无锡先导智能装备股份有限公司 | 一种换卷设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN218595641U (zh) | 一种收废机构、拾取装置及换卷设备 | |
| CN114314109B (zh) | 一种换卷设备 | |
| CN218319742U (zh) | 一种自动换卷设备 | |
| CN115258766A (zh) | 一种自动换卷设备 | |
| KR102579466B1 (ko) | 이차전지용 필름형 자재 자동 교환장치 | |
| CN218595657U (zh) | 一种搬运装置及换卷设备 | |
| CN114314111B (zh) | 一种转运装置及换卷设备 | |
| CN218707698U (zh) | 一种换卷设备 | |
| CN218507136U (zh) | 一种放卷装置及换卷设备 | |
| CN111056348A (zh) | 接带机构、自动换卷装置及卷绕设备 | |
| CN218491010U (zh) | 一种备料装置及换卷设备 | |
| CN218595661U (zh) | 一种拾取机构、拾取装置及换卷设备 | |
| CN218319751U (zh) | 一种供胶装置及换卷设备 | |
| CN217417581U (zh) | 一种换卷设备 | |
| CN212197741U (zh) | 接带机构、自动换卷装置及卷绕设备 | |
| WO2024050956A1 (zh) | 一种换卷设备 | |
| CN218491056U (zh) | 一种起头处理装置及自动换卷设备 | |
| CN218491058U (zh) | 一种放卷装置及自动换卷设备 | |
| CN217417583U (zh) | 一种转运装置及换卷设备 | |
| CN211870894U (zh) | 废料收集机构、自动换卷装置及卷绕设备 | |
| CN114314113B (zh) | 接带装置及换卷设备 | |
| CN216996910U (zh) | 接带装置及换卷设备 | |
| CN216996909U (zh) | 起头处理装置及换卷设备 | |
| CN218595660U (zh) | 一种接带装置及自动换卷设备 | |
| CN218595675U (zh) | 一种导向装置及自动换卷设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |