CN218139244U - Intelligent assembly production line is selected separately to resin powder - Google Patents
Intelligent assembly production line is selected separately to resin powder Download PDFInfo
- Publication number
- CN218139244U CN218139244U CN202220935971.5U CN202220935971U CN218139244U CN 218139244 U CN218139244 U CN 218139244U CN 202220935971 U CN202220935971 U CN 202220935971U CN 218139244 U CN218139244 U CN 218139244U
- Authority
- CN
- China
- Prior art keywords
- line
- resin powder
- produced
- circuit board
- preliminary treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Abstract
The utility model discloses an intelligence assembly line is selected separately to resin powder, produce line, the broken line of producing of production of circulation, accurate grinding and carry line and the super fine sorting of static to produce including resin powder preliminary treatment line, circuit board frame preliminary treatment line, the resin powder preliminary treatment is produced the line and is carried the resin powder to unpack, sieve and magnetic separation, circuit board frame preliminary treatment is produced the line and is torn the circuit board frame material, magnetic separation, the broken line of production of circulation mixes resin powder and circuit board frame material and carries out breakage, sieve, the accurate grinding is carried the mixed powder that produces the line and will obtain more and is carried out the accurate grinding and sieve, the super fine sorting of static is produced the line and is removed dust, is got the powder that the metal then obtained super fine grinding. The utility model discloses a line is produced in resin powder preliminary treatment, line, circulation breakage are produced to line, fine grinding and are carried and produce line and the super fine-finishing of static is selected separately and produce the line, get resin powder material and circuit flange frame material and can process and retrieve on comparatively complete recovery production line, the higher effect of its processing recovery efficiency is better.
Description
Technical Field
The utility model relates to a resin powder retrieves technical field, concretely relates to intelligent assembly line is selected separately to resin powder.
Background
In the prior art, after the resin powder and the circuit board frame material are processed, the collected powder is separated from the contained metal particles, and the powder is mixed by a process formula and then recycled, so that the environmental pollution and the resource waste are greatly reduced. However, the prior art cannot process and recover resin powder and the frame material of the circuit board in batch, and cannot effectively and completely separate ultra-fine powder from metal particles, so that the recycling effect is poor.
SUMMERY OF THE UTILITY MODEL
The utility model discloses a main aim at provides an intelligence assembly line is selected separately to resin powder, the utility model discloses the line is produced in line, circuit board frame preliminary treatment through resin powder preliminary treatment, the broken line of producing of circulation, fine grinding are carried and is produced line and the super smart line of selecting separately of static, get resin powder and circuit board frame material in the recovery process, can process and retrieve on comparatively complete recovery production line to obtain super smart resin powder, its processing recovery efficiency is higher, and the effect is better. The utility model discloses the problem in the background art can effectively be solved to the device.
In order to achieve the above purpose, the utility model adopts the technical proposal that:
the utility model provides a resin powder selects separately intelligent assembly line, produces line, circulation breakage and produces line, fine grinding and carry to produce line and the super fine sorting of static and produce line including resin powder preliminary treatment line, circuit board frame preliminary treatment line, the resin powder preliminary treatment is produced the resin powder and is unpacked, sieve and magnetic separation, circuit board frame preliminary treatment line is torn the line flange frame material and is smashed, the magnetic separation, the circulation breakage is produced the line and will resin powder after processing in the resin powder preliminary treatment line with circuit board frame material after processing mixes and broken, sieve in the circuit board frame preliminary treatment line, the fine grinding is carried and is produced the line and will the mixed powder that obtains in the circulation breakage line carries out the fine grinding and sieves, the super fine sorting of static will the fine grinding powder that obtains in the fine grinding is carried and is produced the line removes dust, goes the metal and then obtains the powder of super fine sorting.
Furthermore, the resin powder pretreatment production line comprises a ton bag unpacking machine, a closed linear vibrating screen and a belt type magnetic separator which are sequentially connected.
Further, line is produced in circuit board frame preliminary treatment includes band conveyer, four-axis pair roller shredder and the closed band conveyer who connects gradually.
Furthermore, the circular crushing production line comprises a hammer crusher, a wind power conveyor and a rotary vibration screening machine which are sequentially connected. Further, the fine grinding conveying production line comprises a flour mill and a closed linear vibrating screen which are connected. Further, the super fine sorting of static is produced the line and is included corresponding No. 1 electrostatic separation machine and No. 3 electrostatic separation machine to and No. 2 electrostatic separation machines and No. 4 electrostatic separation machines that are connected through the bucket elevator with No. 1 electrostatic separation machine and No. 3 electrostatic separation machines, no. 1 electrostatic separation machines, no. 2 electrostatic separation machines and No. 3 electrostatic separation machines, no. 4 electrostatic separation machines's one end is provided with the corresponding long screw conveyer that has the magnet valve.
As for any one of the above intelligent assembly production line for resin powder sorting, the specific sorting steps are as follows:
(1) Resin powder pretreatment production line: manually feeding resin powder into a ton bag unpacking machine, screening by a closed linear vibrating screen, then entering a belt type magnetic separator for magnetic separation, and entering the resin powder subjected to magnetic separation into a large pretreatment bin through a screw conveyor;
(2) Line is produced in circuit board frame preliminary treatment: putting the frame materials into a belt conveyor, conveying the frame materials into a four-shaft double-roller shredder through the belt conveyor, shredding the frame materials by the four-shaft double-roller shredder, conveying the frame materials into a closed belt conveyor with magnetic rollers, and magnetically separating the shredded frame materials during conveying;
(3) Circulating crushing production line: conveying the frame materials subjected to shredding and magnetic separation in the step (2) into a hammer type crusher, conveying the resin powder subjected to screening and magnetic separation in the large storage bin of the step (1) into the hammer type crusher through a screw conveyor, mixing and crushing the resin powder and the frame materials, conveying the mixture into a rotary vibration screening machine through a wind conveyor for screening, and conveying the screened mixture into the large mixed storage bin through the screw conveyor;
(4) Fine grinding conveying production line: conveying the mixture in the large mixing bin (3) to corresponding flour mills through two spiral conveyors respectively, and conveying the fine grinding material screened by the closed linear vibrating screen to the large fine grinding bin through the two spiral conveyors;
(5) Electrostatic ultra-fine separation production line: and (3) conveying the fine grinding material in the step (4) to two large hoppers through two screw conveyors, then conveying the fine grinding material to a No. 1 electrostatic separator and a No. 3 electrostatic separator through a bucket elevator to perform electrostatic dust removal on the fine grinding material, allowing the fine grinding material subjected to dust removal by the No. 1 electrostatic separator and the No. 3 electrostatic separator to enter a No. 2 electrostatic separator and a No. 4 electrostatic separator through the bucket elevator respectively to perform electrostatic dust removal again, conveying the fine grinding material subjected to dust removal by the No. 1 electrostatic separator, the No. 3 electrostatic separator and the No. 2 electrostatic separator and the No. 4 electrostatic separator under the conveying of the screw conveyors and a long screw conveyor, separating metal and superfine grinding material in the fine grinding material respectively, and conveying the separated superfine grinding material into a main storage tank for storage under the conveying of the screw conveyors.
Further, hammer crusher top is provided with the mixed dehumidification mechanism who communicates with hammer crusher, mixed dehumidification mechanism is including setting up the mixed dehumidification case on hammer crusher, mixed dehumidification case upper end is provided with the transmission case, be provided with a vertical section of thick bamboo in the mixed dehumidification case, mixed dehumidification case upper end both sides are provided with the pan feeding pipe that communicates with a vertical section of thick bamboo, vertical section of thick bamboo inside lower extreme equidistance is provided with a plurality of baffle, the both ends that a vertical section of thick bamboo is located the baffle upper and lower place are provided with communicating pipe, swing joint has hollow pole in the vertical section of thick bamboo, hollow pole is located the below of pan feeding pipe and the below of each baffle is provided with the puddler, baffle up end scarf joint has the hot plate, be provided with the motor in the transmission case, the motor lower extreme is provided with the action wheel, the one end that hollow pole is located the transmission case is provided with from the driving wheel corresponding, the action wheel passes through the belt with the follow driving wheel and is connected, hollow pole is located and is provided with the inlet port on the outer wall between the baffle, the transmission case top is provided with the air outlet, the lower extreme is provided with the fan, be provided with first filter screen in the hollow pole.
Has the advantages that: produce the line through resin powder preliminary treatment, line is produced in circuit board frame preliminary treatment carries out first breakage to resin powder and circuit board frame material respectively, mix after screening and the magnetic separation, then carry out breakage once more in the broken line of producing of circulation, screening and magnetic separation and get into the correct grinding and carry and divide the sieve after carrying out the correct grinding in producing the line, it removes the metal to finally get into the super fine dust of static and select separately in producing the line, and obtain super fine powder, make resin powder and circuit board frame material at the recovery in-process, can process and retrieve on comparatively complete recovery production line, and obtain super fine powder, the higher effect of its processing recovery efficiency is better.
Drawings
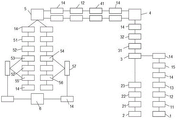
Fig. 1 is an overall process block diagram of the present invention.
Fig. 2 is a schematic structural view of the hybrid dehumidifying mechanism and the hammer crusher of the present invention.
Fig. 3 is the schematic diagram of the internal structure of the hybrid dehumidifying mechanism of the present invention.
In the figure: 1, resin powder; 11 ton bale breaker; 12, a closed linear vibrating screen; 13 belt magnetic separator; 14 a screw conveyor; 15, preprocessing a large storage bin; 2, preparing a circuit board frame material; 21 a belt conveyor; 22 four-axis double-roll shredders; 23 closed belt conveyor; 3, a hammer crusher; 31 a wind conveyor; 32, a rotary vibration screening machine; 4, mixing a large storage bin; 41 a pulverizer; 5, finely grinding the large storage bin; a 51 large hopper; a 52 bucket elevator; no. 531 electrostatic separator; 543 electrostatic separator; no. 552 electrostatic separators; no. 564 electrostatic separator; 57 long screw conveyor; 6, a main storage tank; 7, a mixing dehumidification box; 8, a transmission case; 9, a vertical cylinder; 10 a partition plate; 11 a hollow bar; 12 feeding a pipe; 13 a stirring rod; 14 communicating pipes; 15 heating the plate; 16 air inlet holes; 17 a first filter; 18 air outlet; 19 a second filter; 20 fans; 21 a motor; 22 a driving wheel; 23, a driven wheel; 24 belt.
Detailed Description
In order to make the technical means, creation features, achievement purposes and functions of the present invention easy to understand, the present invention is further described below with reference to the following embodiments.
Example one
As shown in fig. 1, an intelligence assembly line is selected separately to resin powder, produce line, circulation breakage production line, accurate grinding including resin powder preliminary treatment line, circuit board frame preliminary treatment, carry to produce line and the super smart line of selecting separately of static, resin powder preliminary treatment line is unpacked resin powder, is sieved and is selected separately to produce line, circuit board frame preliminary treatment line is torn circuit board frame material, is selected separately to be expected, circulation breakage production line will resin powder after processing in the resin powder preliminary treatment line with circuit board frame material after processing in the circuit board frame preliminary treatment line mixes and is broken, is sieved, accurate grinding is carried to produce the line and will the mixed powder that obtains in the circulation breakage production line carries out accurate grinding and sieving, the super smart line of selecting separately of static will the accurate grinding powder that obtains in the accurate grinding is carried the production line removes dust, is got the metal and then obtains the powder of super smart minute.
The resin powder pretreatment production line comprises a ton bag unpacking machine 11, a closed linear vibrating screen 12 and a belt type magnetic separator 13 which are sequentially connected.
The production line for preprocessing the circuit board frame comprises a belt conveyor 21, a four-shaft pair-roller shredder 22 and a closed belt conveyor 23 which are sequentially connected.
The circulating crushing production line comprises a hammer crusher 3, a wind conveyor 31 and a rotary vibration screening machine 32 which are connected in sequence.
Wherein, the fine grinding conveying production line comprises a pulverizer 41 and a closed linear vibrating screen 12 which are connected. The electrostatic superfinishing separation production line comprises a No. 1 electrostatic separator 53 and a No. 3 electrostatic separator 54 which are corresponding to each other, and a No. 2 electrostatic separator 55 and a No. 4 electrostatic separator 56 which are connected with the No. 1 electrostatic separator 53 and the No. 3 electrostatic separator 54 through a bucket elevator 52, wherein one end of the No. 1 electrostatic separator 53, the No. 2 electrostatic separator 55, the No. 3 electrostatic separator 54 and the No. 4 electrostatic separator 56 is provided with a long spiral conveyor 57 which is provided with a corresponding magnetic valve.
The utility model provides a resin powder selects separately intelligent assembly line, specifically selects separately the step as follows:
(1) Resin powder pretreatment production line: manually feeding resin powder into a ton bag unpacking machine 11, sieving the resin powder by a closed linear vibrating screen 12, then entering a belt type magnetic separator 13 for magnetic separation, and entering the resin powder subjected to magnetic separation into a pretreatment large storage bin 15 by a spiral conveyor 14;
(2) Line is produced in circuit board frame preliminary treatment: putting the frame materials into a belt conveyor 21, conveying the frame materials into a four-shaft double-roller shredder 22 through the belt conveyor 21, shredding the frame materials by the four-shaft double-roller shredder 22, conveying the frame materials into a closed belt conveyor 23 with magnetic rollers, and magnetically separating the shredded frame materials in conveying;
(3) Circulating crushing production line: conveying the frame materials subjected to shredding and magnetic separation in the step (2) to a hammer crusher 3, conveying the resin powder subjected to screening and magnetic separation in a large storage bin (1) to the hammer crusher 3 through a screw conveyor 14, mixing and crushing the resin powder and the frame materials, conveying the mixture to a rotary vibration screening machine 32 through a wind conveyor 31 for screening, and conveying the screened mixture to a large mixing storage bin 4 through the screw conveyor 14;
(4) Fine grinding conveying production line: conveying the mixture in the large mixing bin (3) to corresponding flour mills through two spiral conveyors respectively, and conveying the fine grinding material screened by the closed linear vibrating screen to the large fine grinding bin through the two spiral conveyors;
(5) Electrostatic superfine separation production line: the refined grinding material in the step (4) is conveyed into two large hoppers 51 through two screw conveyors 14, then conveyed into a No. 1 electrostatic separator 53 and a No. 3 electrostatic separator 54 through a bucket elevator 52 to carry out electrostatic dust collection on the refined grinding material, the refined grinding material subjected to dust collection by the No. 1 electrostatic separator 53 and the No. 3 electrostatic separator 54 respectively enters a No. 2 electrostatic separator 55 and a No. 4 electrostatic separator 56 through the bucket elevator 52 to carry out electrostatic dust collection again, the refined grinding material subjected to dust collection by the No. 1 electrostatic separator 53, the No. 3 electrostatic separator 54, the No. 2 electrostatic separator 55 and the No. 4 electrostatic separator 56 respectively separates metal and superfine grinding material in the refined grinding material under the conveying of the screw conveyors 14 and a long screw conveyor 57, and the separated superfine grinding material enters a main storage tank 6 under the conveying of the screw conveyors 14 to be stored.
Example two
As shown in fig. 2-3, the top of the hammer crusher is provided with a hybrid dehumidifying mechanism communicated with the hammer crusher, the hybrid dehumidifying mechanism includes a hybrid dehumidifying box 7 disposed on the hammer crusher, a transmission box 8 is disposed at the upper end of the hybrid dehumidifying box 7, a vertical tube 9 is disposed in the hybrid dehumidifying box 7, feed pipes 12 communicated with the vertical tube 9 are disposed on both sides of the upper end of the hybrid dehumidifying box 7, a plurality of partition plates 10 are disposed at equal intervals at the upper and lower ends inside the vertical tube 9, communicating pipes 14 are disposed at both ends of the vertical tube 9 above and below the partition plates 10, a hollow rod 11 is movably connected in the vertical tube 9, stirring rods 13 are disposed below the feed pipes 12 and below the partition plates 10, a heating plate 15 is embedded on the upper end surface of the partition plates 10, a motor 21 is disposed in the transmission box 8, a driving wheel 22 is disposed at the lower end of the hollow rod 11, a driven wheel 23 corresponding to the driving wheel 22 is disposed at one end of the hollow rod 11 in the transmission box 8, the driving wheel 22 is connected to the belt 23, the hollow rod 11 is disposed on the outer wall of the transmission box 10, a second air outlet 16 is disposed on the transmission box 18, and a second air outlet 18 is disposed at the lower end of the filter screen 18 and a second filter screen 18 is disposed at the lower end of the hollow rod 11.
When the circuit board frame materials subjected to shredding and magnetic separation and the resin powder subjected to screening and magnetic separation are conveyed to the hammer crusher 3 through the screw conveyor 14, the circuit board frame materials are firstly conveyed into the mixing and dehumidifying mechanism, the resin powder and the circuit board frame materials are conveyed into the vertical cylinder 9 through the feeding pipe 12, the hollow rod 11 is driven to rotate through the motor 21, the resin powder and the circuit board frame materials entering the vertical cylinder 9 are stirred and mixed, then the resin powder and the circuit board frame materials continuously enter the next stirring rod 13 through the communicating pipe 14 to be stirred, meanwhile, the heating plates 15 on the plurality of partition plates 10 carry out multi-layer dehumidification on the resin powder and the circuit board frame materials, then water vapor is discharged outwards through the fan 20 until the resin powder and the circuit board frame materials which are subjected to multi-layer mixing and multi-layer dehumidification enter the hammer crusher through the lower end of the vertical cylinder 9, wherein the first filter screen 17 blocks the resin powder and the circuit board frame material powder from the transmission box 8, the second filter screen 19 can effectively block external pollutants from entering the vertical cylinder 9, the resin powder and the circuit board frame materials after the resin powder and the circuit board frame materials are fully mixed and the resin powder are subjected to the hammer crusher, and the uniform crushing process of the hammer crusher is beneficial to the uniform crushing process.
Certain exemplary embodiments of the present invention have been described above by way of illustration only, and it will be apparent to those of ordinary skill in the art that the described embodiments may be modified in various different ways without departing from the spirit and scope of the present invention. Accordingly, the drawings and description are to be regarded as illustrative in nature and not as restrictive on the scope of the appended claims.
Claims (5)
1. The utility model provides a resin powder selects separately intelligent assembly production line, includes that resin powder preliminary treatment produces line, circuit board frame preliminary treatment and produces line, circulation breakage and produce line, fine grinding and carry to produce line and the super fine purification of static is selected separately and is produced line, its characterized in that: resin powder preliminary treatment is produced line and is unpacked resin powder, screening and magnetic separation, circuit board frame preliminary treatment is produced line and is torn garrulous, magnetic separation with circuit board frame material, circulation breakage is produced the line and will resin powder after processing in the line is produced to resin powder preliminary treatment with circuit board frame material after processing mixes and breaks, screens in the line is produced to circuit board frame preliminary treatment, accurate grinding is carried and is produced the line with the mixed powder that obtains in the line is produced to circulation breakage carries out the correct grinding and sieves, the super fine sorting of static is produced the line and is removed dust, the last powder that obtains super fine sorting of metal then in the line is produced to accurate grinding, circulation breakage is produced the line and is included hammer crusher, wind-force conveyer, the rotary vibration screening machine that connect gradually, hammer crusher top is provided with the mixed dehumidification mechanism that communicates with hammer crusher, the mixed dehumidification mechanism comprises a mixed dehumidification box arranged on a hammer crusher, a transmission box is arranged at the upper end of the mixed dehumidification box, a vertical cylinder is arranged in the mixed dehumidification box, feeding pipes communicated with the vertical cylinder are arranged on two sides of the upper end of the mixed dehumidification box, a plurality of partition plates are equidistantly arranged at the upper end and the lower end of the interior of the vertical cylinder, communicating pipes are arranged at two ends of the vertical cylinder, which are positioned above and below the partition plates, a hollow rod is movably connected in the vertical cylinder, a stirring rod is arranged below the feeding pipes and below each partition plate, a heating plate is embedded on the upper end face of each partition plate, a motor is arranged in the transmission box, a driving wheel is arranged at the lower end of the motor, a driven wheel corresponding to the driving wheel is arranged at one end of the hollow rod, which is positioned in the transmission box, the driving wheel is connected with the driven wheel through a belt, and an air inlet is arranged on the outer wall of the hollow rod, which is positioned between the partition plates, the transmission case top is provided with the air outlet, the air outlet lower extreme is provided with the fan, be provided with first filter screen in the hollow rod, be provided with the second filter screen on the air outlet.
2. The intelligent assembly production line for resin powder sorting according to claim 1, characterized in that: the resin powder pretreatment production line comprises a ton bag unpacking machine, a closed linear vibrating screen and a belt type magnetic separator which are sequentially connected.
3. The intelligent assembly production line for resin powder sorting according to claim 1, characterized in that: line is produced in circuit board frame preliminary treatment includes band conveyer, four-axis pair roller shredder and the closed band conveyer who connects gradually.
4. The intelligent assembly production line for resin powder sorting according to claim 1, characterized in that: the fine grinding conveying production line comprises a grinding machine and a closed linear vibrating screen which are connected.
5. The intelligent assembly production line for resin powder sorting according to claim 1, characterized in that: the super fine separation of static is produced line and is included corresponding No. 1 electrostatic separating centrifuge and No. 3 electrostatic separating centrifuge to and No. 2 electrostatic separating centrifuge and No. 4 electrostatic separating centrifuge that are connected through the bucket elevator with No. 1 electrostatic separating centrifuge and No. 3 electrostatic separating centrifuge, the one end of No. 1 electrostatic separating centrifuge, no. 2 electrostatic separating centrifuge and No. 3 electrostatic separating centrifuge, no. 4 electrostatic separating centrifuge is provided with the corresponding long screw conveyer that has the magnet valve.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202220935971.5U CN218139244U (en) | 2022-04-22 | 2022-04-22 | Intelligent assembly production line is selected separately to resin powder |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202220935971.5U CN218139244U (en) | 2022-04-22 | 2022-04-22 | Intelligent assembly production line is selected separately to resin powder |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218139244U true CN218139244U (en) | 2022-12-27 |
Family
ID=84573000
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202220935971.5U Active CN218139244U (en) | 2022-04-22 | 2022-04-22 | Intelligent assembly production line is selected separately to resin powder |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218139244U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114770811A (en) * | 2022-04-22 | 2022-07-22 | 安徽春和明生环保新材料科技有限公司 | Intelligent assembly production line for resin powder separation and separation process thereof |
-
2022
- 2022-04-22 CN CN202220935971.5U patent/CN218139244U/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114770811A (en) * | 2022-04-22 | 2022-07-22 | 安徽春和明生环保新材料科技有限公司 | Intelligent assembly production line for resin powder separation and separation process thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011147125A1 (en) | Waste rubber recycling process and device thereof | |
| CN205926578U (en) | Useless lithium battery processing system | |
| CN211436331U (en) | Reducing mechanism is used in ore dressing | |
| CN218139244U (en) | Intelligent assembly production line is selected separately to resin powder | |
| CN205199724U (en) | Separation and recovery conveying equipment for steel wires in rubber powder particles | |
| CN104875295B (en) | A kind of Sound-proof material waste recovery utilizes system | |
| KR20140145877A (en) | Recycling sand production dry type system | |
| CN207103398U (en) | Mobile construction waste processing equipment | |
| CN100482432C (en) | Method and system of comminuting EVA leftover material to powder | |
| CN201848941U (en) | Large tire recovery production line | |
| CN104526911A (en) | System and method for producing environment-friendly rubber powder | |
| CN106863645B (en) | A kind of sound-proof material waste recovery technique | |
| CN108817024B (en) | Comprehensive utilization method and system for mineralized garbage in landfill | |
| CN206296061U (en) | A kind of floatation system | |
| CN202506467U (en) | Continuous dry ball milling device | |
| CN205392659U (en) | Multi -functional classification system of carborundum | |
| CN212418276U (en) | Agglomerate impact dissociation sorting system | |
| CN114770811A (en) | Intelligent assembly production line for resin powder separation and separation process thereof | |
| CN201848940U (en) | Minitype tyre recycling production line | |
| CN112453032A (en) | Core material waste recovery device and production process thereof | |
| CN219111746U (en) | Mine stone crushing, screening and recycling device | |
| CN202070537U (en) | Sorting and recovery processing integrated device for building rubbish | |
| CN113083845A (en) | Dry sorting machine | |
| CN217699338U (en) | Hollow brick processing waste treatment device | |
| CN217577497U (en) | Lead powder conveying device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |