CN216990888U - Return needle adds clamping apparatus - Google Patents
Return needle adds clamping apparatus Download PDFInfo
- Publication number
- CN216990888U CN216990888U CN202123211050.9U CN202123211050U CN216990888U CN 216990888 U CN216990888 U CN 216990888U CN 202123211050 U CN202123211050 U CN 202123211050U CN 216990888 U CN216990888 U CN 216990888U
- Authority
- CN
- China
- Prior art keywords
- clamping
- pressing block
- return needle
- seat body
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Jigs For Machine Tools (AREA)
Abstract
The utility model relates to the technical field of machining tools, in particular to a return needle machining clamp which comprises a seat body and a pressing block, wherein a clamping groove is formed in the seat body, one end of the pressing block is rotatably arranged on the seat body through a fastening bolt perpendicular to the extending direction of the clamping groove, a clamping block is formed at the other end of the pressing block, and a clamping opening for accommodating and clamping the clamping block is formed in the seat body; the utility model has convenient operation and firm fastening, can clamp a plurality of return pins at one time according to the number of the clamping grooves, has quick clamping and improves the working efficiency.
Description
Technical Field
The utility model relates to the technical field of machining tools, in particular to a return needle machining clamp.
Background
A mold return needle belongs to a large-diameter circular workpiece, and at present, a processing worker basically uses a standard vice or a single support of a V-shaped groove for clamping and processing or adopts a mode of a stop block and a magnetic table for clamping and processing when the processing worker machines and processes on equipment except a lathe. The return needle processed by the methods has the disadvantages of slow processing efficiency and large height error, and can cause the danger of flying of workpieces and damage of a machine tool due to the instability of a processing and clamping mode.
SUMMERY OF THE UTILITY MODEL
In view of this, the utility model aims to overcome the defects in the prior art, and provides a return needle machining fixture which is simple in structure and convenient to clamp, greatly reduces the clamping time of a return needle, and improves the machining efficiency.
The return needle machining clamp comprises a seat body and a pressing block, wherein a clamping groove is formed in the seat body, one end of the pressing block is rotatably arranged on the seat body through a fastening bolt perpendicular to the extending direction of the clamping groove, a clamping block is formed at the other end of the pressing block, and a clamping opening for accommodating and clamping the clamping block is formed in the seat body.
Further, the base body is provided with a structure which can be disassembled and assembled with the processing machine.
Further, the width of the clamping groove is gradually reduced in the depth direction, and clamping surfaces with different protruding degrees are formed on the pressing block.
Furthermore, the clamping groove is an arc-shaped groove.
Furthermore, the clamping groove is of a multiple arc-shaped groove structure, and a plurality of arc-shaped grooves with gradually reduced calibers are sequentially formed in the clamping groove in the depth direction.
The utility model has the beneficial effects that: the return needle machining clamp comprises a base body provided with clamping grooves and a pressing block used for clamping the return needles, the clamping grooves are sealed through rotation, the return needles are clamped through a fastening bolt tightening mode, operation is convenient, fastening is firm, a plurality of return needles can be clamped at one time according to the number of the clamping grooves, clamping is rapid, and working efficiency is improved.
Drawings
The utility model is further described below with reference to the following figures and examples:
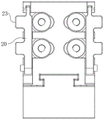
FIG. 1 is a schematic view of the entire structure of embodiment 1;
FIG. 2 is an exploded view of the structure of example 1;
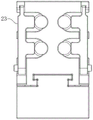
FIG. 3 is a schematic structural view of example 2;
FIG. 4 shows an installation mode of the embodiment 2;
FIG. 5 shows another installation mode of the embodiment 2.
Description of the reference numerals: the clamping device comprises a base body 10, a clamping groove 11, a bayonet 12, a pressing block 20, a fastening bolt 21, a clamping block 22 and a clamping surface 23.
Detailed Description
The technical solutions in the embodiments of the present invention will be clearly and completely described below, and it is obvious that the described embodiments are only a part of the embodiments of the present invention, and not all embodiments. All other embodiments, which can be obtained by a person skilled in the art without making any creative effort based on the embodiments in the present invention, belong to the protection scope of the present invention.
Example one
As shown in fig. 1-2, the return pin machining fixture in this embodiment includes a base 10 that can be disassembled and assembled from a machining machine, the disassembling and assembling manner is determined by a specific machining machine, the embodiment is connected by a slide rail and fixed by a locking bolt, a slot 11 for placing a return pin is formed in the base 10, the return pin is different from an ejector pin and other components, the return pin is a standard component more, and its specification and size are fixed, therefore, in an actual implementation process, the slot 11 can be an arc-shaped slot with a lateral opening and a diameter size consistent with that of the return pin, the clamping force is large and is uniformly distributed, and the disadvantages of surface damage, deformation, abrasion and the like caused by clamping a cylindrical workpiece by a bench vice are overcome, and certainly, the form of the slot 11 is not limited to this type. In order to facilitate the processing of the plurality of return needles at a time, the clamping grooves 11 are formed on both sides of the seat body 10.
The final fixed of return needle is accomplished by briquetting 20, and is concrete, pedestal 10 form the fastening groove of holding briquetting 20 on the opening direction of draw-in groove 11, the one end of briquetting 20 is connected by fastening bolt 21, and fastening bolt 21 sets up the direction mutually perpendicular with the extending direction of draw-in groove 11, just briquetting 20 can rotate around fastening bolt 21, another end of briquetting 20 forms fixture block 22 the fastening inslot forms bayonet socket 12, behind the opening that briquetting 20 relied on to rotate closed draw-in groove 11, fixture block 22 can be embedded into bayonet socket 12, later carries out fastening bolt 21's locking work again. It is worth mentioning that all the return needles on the same side can be pressed by the same pressing block 20.
Example 2
In this embodiment, the return needle is fixed by using a combination of the holder body 10 and the pressing block 20 similar to that of embodiment 1, except that the structure of the engaging groove 11 is a groove with a width decreasing in the depth direction, one way is a V-shaped groove structure, the other way is a double-arc-shaped groove structure as shown in fig. 3, even more heavy-arc-shaped groove structures are used in other embodiments, and a smaller groove is formed inside a larger arc-shaped groove (the side away from the side opening), so that the same holder body 10 can be applied to return needles of different specifications, and the pressing block 20 for final fixing is also further improved, so that in order to facilitate the pressing block 20 to clamp the return needles of different specifications, different clamping surfaces 23 are formed on different surfaces of the pressing block 20, and as shown in fig. 4-5, a first clamping surface 23 with a smaller or no protrusion degree is formed on one surface of the pressing block 20 to align to an outward-positioned return needle, The return needle with the larger diameter is clamped, and a second clamping surface 23 with the higher protrusion degree is formed on the other surface, so that the return needle at the deeper part is clamped when needed.
Finally, although the present invention has been described in detail with reference to the preferred embodiments, it should be understood by those skilled in the art that various changes and modifications may be made therein without departing from the spirit and scope of the utility model as defined by the appended claims.
Claims (5)
1. Return needle adds clamping apparatus sets up on processing board, its characterized in that includes:
the seat body is provided with a clamping groove;
one end of the pressing block is rotatably arranged on the seat body through a fastening bolt perpendicular to the extending direction of the clamping groove, the other end of the pressing block forms a clamping block, and a clamping opening for accommodating and clamping the clamping block is formed in the seat body.
2. The return needle machining jig of claim 1, characterized in that: the base body is provided with a structure which can be disassembled and assembled with the processing machine.
3. The return needle machining jig of claim 1, wherein: the width of the clamping groove in the depth direction is gradually reduced, and clamping surfaces with different protruding degrees are formed on the pressing block.
4. The return needle machining jig of claim 3, wherein: the clamping groove is an arc-shaped groove.
5. The return needle machining jig of claim 4, wherein: the clamping groove is of a multiple arc-shaped groove structure, and a plurality of arc-shaped grooves with gradually reduced calibers are sequentially formed in the depth direction of the clamping groove.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123211050.9U CN216990888U (en) | 2021-12-20 | 2021-12-20 | Return needle adds clamping apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123211050.9U CN216990888U (en) | 2021-12-20 | 2021-12-20 | Return needle adds clamping apparatus |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216990888U true CN216990888U (en) | 2022-07-19 |
Family
ID=82383026
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202123211050.9U Active CN216990888U (en) | 2021-12-20 | 2021-12-20 | Return needle adds clamping apparatus |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216990888U (en) |
-
2021
- 2021-12-20 CN CN202123211050.9U patent/CN216990888U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201168885Y (en) | Rapid screw compressing apparatus | |
| KR20100099924A (en) | Clamping jig of work piece | |
| CN202964198U (en) | Clamp for machining plate end face chamfering | |
| CN216990888U (en) | Return needle adds clamping apparatus | |
| CN210255284U (en) | Four-axis rotating tool clamp | |
| CN215616550U (en) | Clamp for multi-station processing machine tool | |
| CN212122448U (en) | Clamp for machining | |
| CN213998612U (en) | Automatic pressing jig | |
| CN209919373U (en) | CNC workpiece positioning device and machine tool using same | |
| CN210938197U (en) | Milling fixture for back of guide rail bracket on launcher | |
| CN215239312U (en) | General forked tail anchor clamps that use on five machining centers | |
| CN211333074U (en) | Part clamping tool of silicon wafer production equipment | |
| CN221871125U (en) | Two-sequence tool for safety hopper | |
| CN217800292U (en) | PIN needle part is add clamping apparatus in batches | |
| CN218556298U (en) | Universal workpiece clamping device for vertical machine tool and horizontal machine tool | |
| CN214770500U (en) | Double-end multi-disc anchor clamps for machining center | |
| CN217194075U (en) | Workpiece fixing jig and horizontal numerical control machine tool | |
| CN218776148U (en) | Clamp for machining bicycle pipe fitting | |
| CN215357299U (en) | Fixture device for electrical machining equipment | |
| CN215942633U (en) | OP20 clamp for AC-1450 shell | |
| CN214490233U (en) | Multi-station workpiece clamp | |
| CN218253948U (en) | Lathe fixture | |
| CN215699844U (en) | Hole chamfering workpiece positioning device | |
| CN220903108U (en) | Center-adjustable floating clamping device and multi-station conversion device | |
| CN211991923U (en) | Clamp for finish machining of appearance of large body |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |